Самодельный штихель по металлу
Обновлено: 04.10.2024

Успех резчика по металлу во многом зависит от правильной организации рабочего места, подбора инструментов и материала. Обычно для гравировальных работ используют медные пластины толщиной 0,5—2,5 мм. Медь берут красную. Чем она чище, тем лучше — игла или штихель ровнее берут металл, выбирая нужную глубину. Прокатанный и прокованный лист чистой меди хорошо шлифуется, не ломается.
В качестве режущего инструмента обычно используются резцы, штихели и иглы. Конечно, неопытному граверу начинать надо с простых рисунков, не требующих особых навыков. Острое зрение и твердость руки резчика — залог качества. Дело это, заметим, весьма кропотливое, так что взвесьте свою терпеливость. А чтобы облегчить работу, советуем изготовить электрическую гравировальную машинку. Конструкция ее приведена на рисунках.
Основа электрогравера — силовой трансформатор, обычный, с небольшими изменениями. Подыщите любой малогабаритный, намотанный на сердечнике, типа Ш12 или Ш16 и рассчитанный на напряжение 220 В. Если подходящего не найдете, придется изготовить самостоятельно. Аккуратно разберите сердечник, смотайте обмотки. Пустую катушку насадите на деревянный «сухарь» соответствующего сечения. В торце его в точке пересечения диагоналей просверлите отверстие диаметром 3—4 миллиметра и вставьте резьбовую шпильку длиной 50—60 мм — она послужит хвостовиком для установки катушки в патрон ручной дрели.
Дрель зажимается в настольных тисках, установленных на столе так, чтобы ручка вращалась в горизонтальной плоскости. Вращая ее левой рукой, правой направляйте провод, регулируя натяжение.
Провод берут диаметром 0,15 или 0,2 мм в эмалевой изоляции типа ПЭВ или ПЭЛ. Обмотка на 220 В содержит 2500-3000 витков. Готовую катушку аккуратно снимите с оправки и тщательно заизолируйте лакотканью. Ш-образные пластины соберите в один пакет и вставьте в окно катушки.
Замыкать магнитное поле сердечника будет подвижный стальной якорь, подвешенный над сердечником на ленточной пружине. Она позволяет ему совершать колебательные движения с частотой сети. Подобрать пружину можно от сломанного будильника или вырезать из бронзовой пластины толщиной 0,3—0,5 мм.
Якорь — стальная пластина толщиной до 3 миллиметров крепится к пластине на винтах или заклепках. Размеры якоря мы не указываем, они зависят от использованного сердечника. Свободный конец якоря удлинен на 10—15 мм, и в нем просверлено отверстие с резьбой М3. В него устанавливают резцы.
Вся конструкция закреплена на деревянных или пластмассовых вставках цилиндрической формы. Корпусом служит изолированная металлическая, а лучше пластмассовая труба подходящего диаметра длиной 200 мм.
Инструмент можно сделать из отрезков стальных закаленных прутков инструментальной стали. На одном из концов нарезается резьба М3, а другой затачивается на наждаке; имея несколько таких резцов с различной формой заточки, можно добиться штриха различной глубины и профиля.
По окончании сборки не забудьте установить на корпусе, если он металлический, клемму защитного заземления. Это обезопасит вас от возможного попадания токоведущих проводов на корпус.
Подключите машинку к сети и испытайте в работе. Амплитуда колебаний резца не должна превышать 3—4 мм. Если она слишком велика, над якорем установите регулировочный винт или замените пружину на более жесткую.
Перед работой гравировальную пластинку покройте слоем лака. Он послужит грунтовкой для нанесения рисунка. Выполняют эту операцию с помощью кожаного валика или полотняного тампона. После грунтовки пластину необходимо закоптить. Это укрепит грунт, штрихи станут более заметными. Коптят пластину над ватным тампоном, смоченным в керосине. Прежде чем поджигать, закрепите его на металлической ручке. Добейтесь, чтобы копоть равномерно и обильно покрыла всю поверхность.
Рисовать иглой прямо на пластине сложно, надо обладать достаточным опытом и мастерством. Потому советуем воспользоваться готовым рисунком. Подберите его по размеру гравировальной пластины, положите на гладкую доску и, наложив сверху кальку, закрепите кнопками. Пером с тушью скопируйте основные контуры. Затем одну из сторон кальки натрите мягким графитом и, обводя рисунок тупой иглой, переведите на доску. Штрих слегка углубите, чтобы игла легче достигала поверхности металла. Теперь удалите лак ацетоном или растворителем. Доска готова к работе.
Самодельный штихель по металлу

Штихеля, как и весь граверный инструмент, делают обычно из углеродистых инструментальных сталей типа У8, У10, У12. Штихеля из легированных сталей марки ХВГ, ХВ5 хотя и лучше держат заточку, но уступают резцам из углеродистой стали в звонкости штриха при гравировании рукописных шрифтов и монограмм «под глянец».
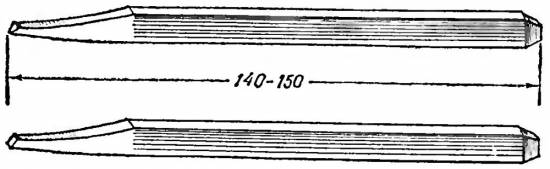
Изготовление штихелей начинается с опиловки напильниками прямоугольных стальных заготовок длиной 90—100, шириной 9—10 и толщиной 2—3 мм. Им придается форма, напоминающая в поперечном сечении клин. При окончательной обработке образующие клин боковые грани шпицштихелей делают слегка выпуклыми, а мессерштихелей — плоскими. Изготавливая штихеля, надо соблюдать следующие обязательные условия:
1) поперечное сечение резца должно быть одинаковым по всей его длине;
2) нижняя грань резца быть прямой или с незначительным плавным внешним скруглением от середины клинка к носку;
3) режущая грань, полукруглая в сечении, должна иметь постоянную ширину или небольшое расширение в сторону режущей кромки.
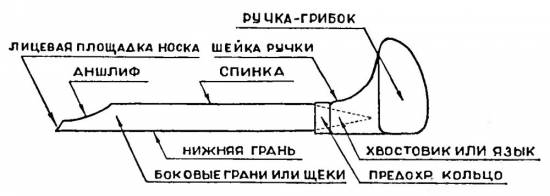
У некаленого штихеля сверху делается скос (тогда после закалки легче будет выточить аншлиф на механическом точиле), а с противоположной стороны запиливают пологий язык для насадки ручки. Готовые резцы не следует полировать: блестящий металл бликами раздражает глаза и в работе полированные штихеля неудобны, выскальзывают из пальцев.
Следующая операция — закалка. Резец, нагретый до светло-малинового цвета (около 800°С), погружают на две трети длины в воду. Чтобы избежать образования хрупкой границы между закаленной и сырой частями клинка, уровень погружения быстро изменяют. Частичная закалка штихеля делается не только потому, что в практической работе резец редко используется более чем наполовину своей длины, но прежде всего для того, чтобы он не сломался при забивке ручки и особенно во время работы. Поломка клинка в хвостовике может привести к серьезной травме руки.
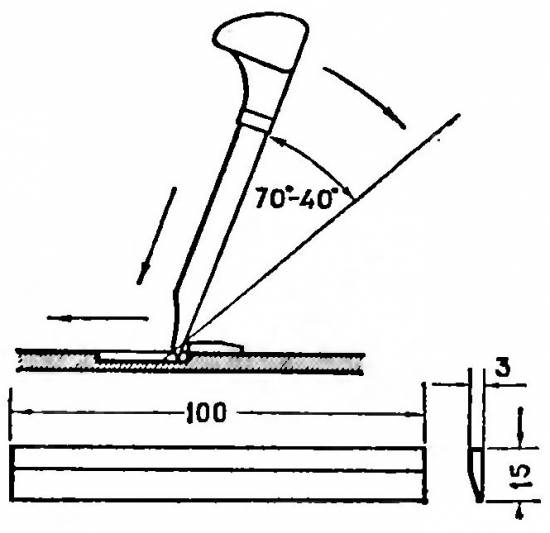
Схема работы флях- и болштихелями через подкладку
Нижняя грань резца и большой палец правой руки опираются о подкладку, указательный и средний пальцы левой удерживают ее на гравируемой пластине. Под углом около 70° штихель направляется к обрабатываемой поверхности и с опусканием ручки вниз одновременно продвигается вперед, срезая металл. Опорная подкладка имеет с одной стороны скос. Разные по высоте боковые грани позволяют в процессе работы выбирать наиболее благоприятную для резания точку опоры в зависимости от глубины реза.
Для снятия напряжения закаленные и зачищенные от окалины штихеля подвергают отпуску. Их равномерно нагревают до светло-соломенного цвета побежалости в пламени спиртовки и быстро охлаждают в воде.
После отпуска штихеля можно насаживать на деревянные ручки. Удлиненные шейки ручек позволяют подогнать штихель точно по руке. Наиболее удобным в работе будет штихель, носок которого в рабочем положении выступает за большой палец на 15—20 мм. На ручку насаживается предохранительное металлическое кольцо диаметром около 10 мм, по центру шейки высверливают направляющее отверстие. Ручку набивают на резец, зажатый через прокладки в тисках, а затем с нижней части «грибка» скалывают сегмент.
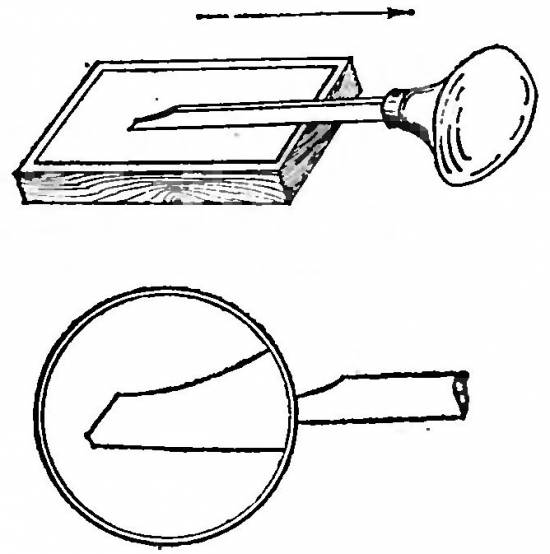
Рабочие движения резца в процессе доводки делаются строго параллельно плоскости абразива. Микрофаска образуется на режущей кромке в результате вскидывания ручки.
На смонтированных штихелях плоскими наждачными камнями или алмазными надфилями исправляют возможные после термической обработки искажения формы режущей грани. Завершают доводку режущей грани пришлифовкой на микрошкурках и полировкой окисью хрома, нанесенной на плотную бумагу или кожу. Все доводочные работы делаются на ровном плоском бруске.
При окончательной доводке нужно выдерживать следующие требования:
1) движения резца во время продольной шлифовки и полировки режущей грани делаются только в одном направлении — на себя;
2) штихель при этом равномерно поворачивают вокруг своей оси, чтобы придать режущей грани форму полуэллипса;
3) в ходе доводки режущая грань не должна иметь никакого угла между любой своей образующей и плоскостью абразива, иначе на режущей кромке возникают микрофаски, препятствующие движению резца вперед или выталкивающие его вверх. Фаски образуются в завершающей фазе движения штихеля на себя, если ручка вскидывается вверх.
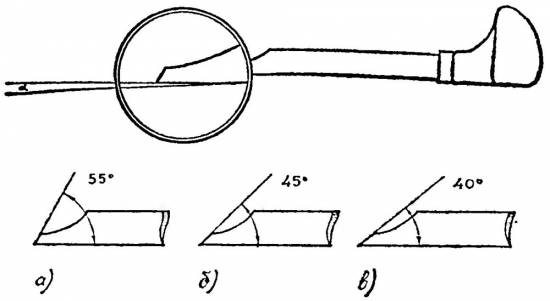
Угол отрыва (альфа) для гравирования на плоскости составляет 4—5°.
Углы заострения для стали (а), латуни (б), меди (в).
Дальнейшая доработка резца заключается в корректировке его важнейших рабочих углов.
Угол отрыва, обеспечивающий ход резца на заданной глубине и вывод его из металла в нужной точке, должен составлять для гравирования на плоскости приблизительно 5°. Он корректируется во время доводки режущей грани.
Угол заострения, определяющий в наибольшей степени качество резания, имеет переменную величину и зависит от твердости материала. Для гравирования по латуни он составляет 45°, при работе на твердых сталях может достигнуть 60°. Необходимый угол заострения получают на механическом точиле, а затем резец доводят вручную на мелкозернистых брусках типа «индий» или «арканзас», смоченных смесью равного количества машинного масла и керосина. Во время ручной заточки нужно следить, чтобы не исказилась геометрия режущей кромки. Оставшиеся мельчайшие заусенцы снимают ударом резца о твердую древесину.
Для проверки остроты заточки штихель берут в правую руку и, слегка придерживая его пальцами, острием касаются поверхности ногтя большого пальца левой руки. Если штихель достаточно острый, он будет вонзаться в ноготь от незначительного усилия, если тупой — резец будет проскальзывать по его поверхности. Предупреждаем, резец надо направлять по касательной относительно поверхности ногтя: круто направленный резец не будет скользить, даже будучи очень тупым.
Чтобы облегчить ручную заточку штихеля, надо оставлять минимальную лицевую площадку носка (1,5—2 мм) при выточке аншлифа на механическом наждаке.
Молоточные зубильца для выборки большого количества металла
Штихель по металлу для гравировки
Штихель — главный инструмент для гравировки по металлу. Гравер держит в руке острый и прочный резец снабженный полукруглой деревянной или пластмассовой рукояткой для упора ладонью. Режущая кромка может быть разной формы для выполнения различных гравировальных операций. Многие граверы не довольствуются магазинными покупками, а изготавливают свой инструмент самостоятельно.

Делаем штихель для гравировки по металлу
Изготовление штихеля простейшей конструкции доступно домашнему мастеру, владеющему слесарными навыками. Для этого за основу берут:
- напильник или надфиль;
- рессорный лист;
- часть обоймы подшипника.
Главное, чтобы сталь была высокопрочной и упругой. Прочность необходима для того, чтобы штихель успешно резал металл заготовки, долго не тупился и держал заданную форму заточки. Упругость позволит инструменту не сломаться под нагрузкой.
Более качественный резец можно получить методом ковки, но для этого следует иметь хорошие кузнечные навыки и располагать кузницей. Штихель из надфиля будет заметно уступать кованому и по прочности, и по гибкости.
Прежде, чем начинать пилить и ковать металл, следует построить чертеж инструмента. Потребуется не только масштабное изображение самого резца, но и чертеж ручки.
Как выковать штихель
Начинающие граверы обходятся покупными штихелями или переделанными из напильников. Зрелые мастера часто чувствуют потребность в надежном кованом резце.
Самостоятельное изготовление кованого штихеля требует владения кузнечными навыками на среднем уровне. Инструкция, как сделать штихель методом горячей ковки, приведена ниже.

Ковка разбивается на следующие основные этапы:
- ковка заготовки;
- закаливание;
- окончательная обработка и доводка.
Во время ковки необходимо постоянно следить за температурой детали. Она определяется пирометром или традиционным методом- по цвету накала. В начале процесса деталь должна быть светло- желтой, на последних операциях-светло-красной.
Хорошо прогретую заготовку нужно клещами выхватить из горна и уложить на наковальню. Легкими частыми ударами сбивается окалина. Чтобы получить прямоугольник, применяется техника поперечной протяжки. Для формирования треугольной формы детали- ее протягивают продольно на краю наковальни, повернув под необходимым углом. Сходным приемом выполняется протяжка и для трапецеидальной формы сечения.
Более сложным образом кузнец добивается ромбообразного сечения. Сначала проводится протяжка на острие в одну сторону, затем изделие переворачивается и протягивается в обратную сторону. Часть детали при этом придется отрубить.
Следующая операция- протяжка хвостовой части резца. ее нужно дополнительно прокалить и протянуть до образования пирамидального хвостика.
Можно переходить к следующему этапу – закалке. Закаливание углеродистых сплавов проводят в следующей последовательности:
- нагреть изделие до 805 ±15 °С;
- быстро опустить в холодную воду;
- проверить степень закалки надфилем: если он скользит по металлу, не образуя стружки, то нужная твердость достигнуть;
- при образовании стружки закалку следует провести повторно.
И завершающий этап — мехобработка. На абразивном круге штихелю придается окончательная форма. Здесь же затачивают лезвие до требуемой остроты. Окончательная доводка выполняется на мелкозернистом круге.
Назначение штихеля
Для гравировки мастеру требуется комплект штихелей по металлу разной формы для гравировки различных элементов изображения. Самые распространенные- это:
- шпиц — это резец в форме клина с уклоном от 30 до 40°, применяется для оформления контура изображения и четких элементов большой глубины;
- мессер – напоминает нож, уклон клина от 15 до 30°, им выполняют тонкие детали;
- флах — похож на лезвие стамески шириной 0,15-6 мм, им выбирают впадины в рисунке;
- бол — округлое острие радиусом 0,2-0,6 мм, с его помощью выбирают полукруглые впадины, из которых формируют текстовые элементы рисунка;
- граб — ромбовидное сечение, им выбирают крупные элементы на вогнутых элементах;
- фассет — трапециевидное сечение с углом заточки лезвия от 50 до 115° , применяется для формирования изображений высокой сложности;
- шатир — лезвие имеет зубчатую форму с расстоянием между зубцами от 0,1 до 0,5 мм, его применяют для получения нескольких параллельных штрихов.

Штихеля для резьбы по металлу другой формы используются редко, при реставрационных работах и при выполнении особо сложных изображений.
Гравировка штихелем по металлическим поверхностям
Штихельная гравировка по металлу требует от гравера верного глаза, твердой руки и художественного вкуса, но прежде всего- терпения и усидчивости. Необходимо также определиться с материалом для заготовок. Медные и латунные больше подходят для начинающего мастера. Более опытные граверы работают и по другим цветным металлам, и по мягким стальным сплавам, используя специфические способы гравировки и усовершенствованный инструмент.
Все, что необходимо для гравировки из инструмента и оборудования- это рабочий стол и набор штихелей. На первом этапе освоения технологии ручной гравировки рекомендуется добиться устойчивого качества прямых и извилистых штрихов. Когда они стали получаться уверенно, можно перейти к более сложным элементам изображения.
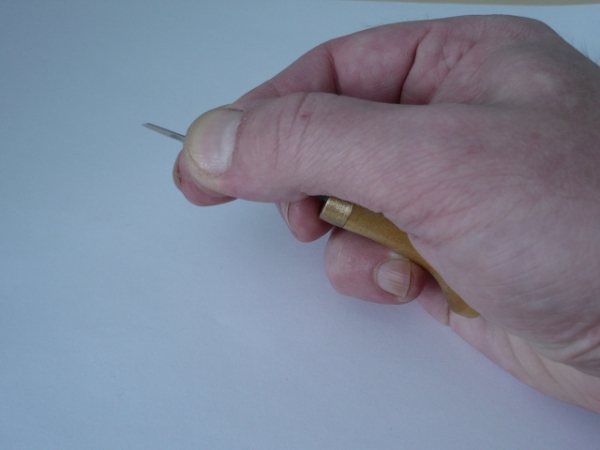
Перед началом нанесения гравировки на заготовку мастер традиционно проверяет остроту заточки штихеля, проводя по кончику ногтя. Если полоску удается срезать без усилия и нажима- острота достаточная. Ручка зажимается в рабочей руке, большой и указательный пальцы охватывают резец в 10-20 мм от острия.

Лезвие упирают в поверхность заготовки под углом 35-45°, далее угол резко уменьшают до 5-10°, при этом кусочек металла вырезается из заготовки и формируется штрих. Для начинающих не рекомендуется ограничить их длину 3-4 мм. С приобретением опыта начнут получаться и более длинные.
Виды штихелей
Кроме традиционного, ручного инструмента, в последнее время все большее распространение получают механизированные резцы. Форма лезвия у них точно такая же, как и у ручного, но нажим на резец осуществляется за счет механического привода. В зависимости от типа привода различают следующие виды штихелей:
Электромеханический штихель можно купить, а можно сделать своими руками. Это потребует серьезных навыков в электротехнике и конструировании.
Гораздо проще конструкция и технология изготовления пневмоштихеля по металлу. Для его сборки достаточно выточить (или подобрать подходящий) цилиндр и поршень, который под воздействием подаваемого через патрубок сжатого воздуха будет ударять по хвостовику штихеля.
Самодельные штихеля для самых маленьких :-)
Около года назад взгляд мой пал на сей инструмент, на тот момент понятия не имел нужен он мне или нет. Можно было бы купить и готовые, но решил понять стоит ли оно того или нет. Перед этим много читал ганзу, чипмейкер, ювелирпортал и пр. и как оказалось возня с самоделками вовсе не напрасна, на данный момент все сделано «под руку». А рука немного не стандартная посему даже ручки пришлось бы переделывать.
Глядя на картинки штихелей не трудно заметить форма режущей кромки очень близка к надфилям, чем и решено было воспользоваться, благо сломанных/лысых надфилей дома было.
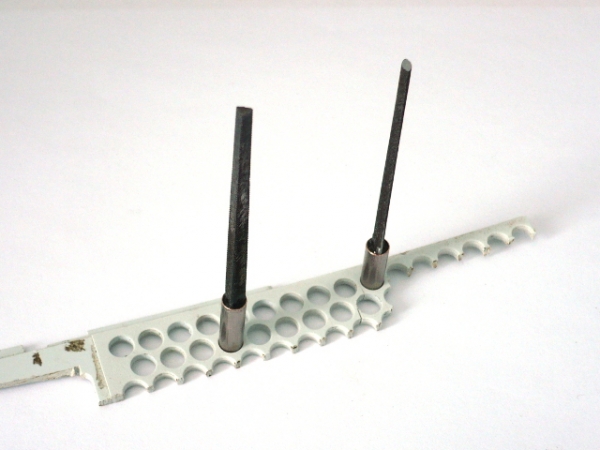
Итак расходники в виде «огрызков» и тонкостенной трубочки Ф5 от антены:

Выбираем наиболее подходящие обломки и дремелем режем их в один размер ~65-70мм(зависит от руки, у меня 68мм). Зажимаем трубочку в дрель и режем ребром надфиля в размер 15мм.

Закрываем низ трубочек прозрачным скотчем, ~ на половину высоты трубки заливаем эпоксидку смешанную с древесной пылью. До упора вставляем «огрызки» надфиля.
Как клей встанет, стараясь не завалить геометрию надфиля аккуратно дремелем снимаем насечку.

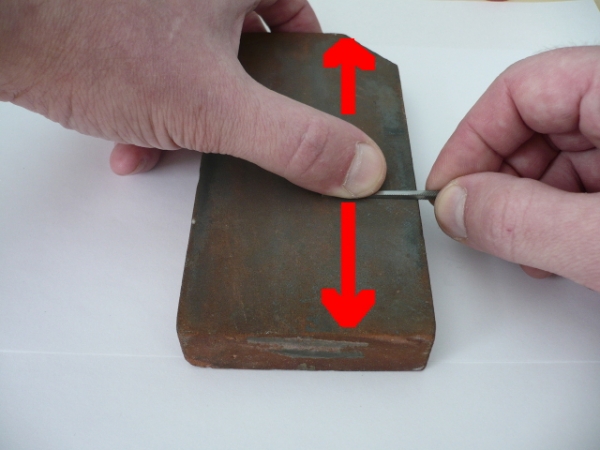
Дальнейшую доводку осуществляем руками на бруске, опять же максимально стараемся сохранить общую геометрию.
Почти готовый инструмент :-)

Снова материал, на этот раз заготовка ручки от напильника. Вроде березовая

Поскольку отверстие в ручке есть и причем по центру, забиваем в нее подходящую по размеру железку и зажимаем в дрель. Далее оценил почти отсутствие биения, разметил и долго подгонял под руку. Грязи в виде пыли было много ибо снимал по чуть чуть крупной наждачкой.
Фото после уборки, с остатками ручки :-)

В общем размеры ручки получились такими: диаметр 32мм, длинна 45мм
Она уже с колечком и под слоем лака, слой один + нулевочкой «под водой», в общем не скользит


Далее берем примерно так

И на брусок для полировки/тонкой доводки

При грубой подготовке угол режущей кромки делался по бруску с углом 35гр. Далее угол «ловил» под хват руки, сейчас он чуть менее этих самых 35гр.
Автор не в коем разе не претендует на лавры гравера, но для моих поделок этого инструмента более чем достаточно. Ручек можно было сделать на каждый штихель, но пользуюсь я ими крайне редко и так они почти не занимают место ибо хранятся в кожанном чехольчике-книжке вместе с надфилями. Возможно впоследствии сей инструмент обзаведется собственной коробочкой.
35 комментариев
А что, на торце круга. Я так часто мелкие детали зачищаю, и крупные риски вывожу. Получается чище чем камушком даже.
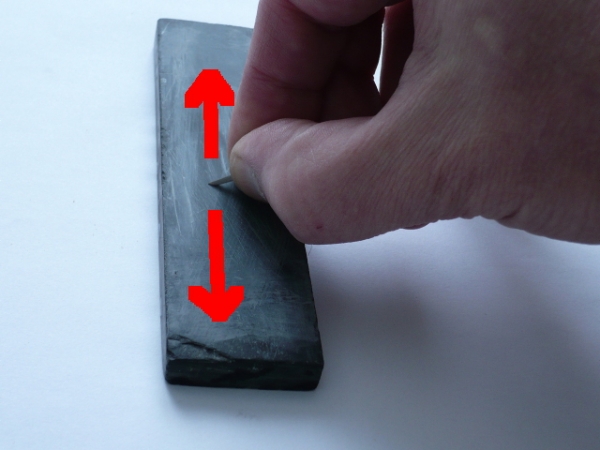
на первой фотографии со стрелками, оные не нужны ибо не совсем правильно. Вернее правильно лишь для круглого надфиля и овального. На надфилях с плоской геометрией режущей части(из треугольного, квадратного) такими движениями мы «завалим» кромку. их надо подавать либо под углом либо водить по направлению реза.
Не существенный момент в данном случае. Вы ведь делаете тут формовку общего профиля. На руках это сделать чисто вообще довольно трудно, овалов не избежать, просто из-за линейной микродеформации материала. Надфиль в любом случае тонкий и даже слабый прижим пльцами будет вызывать местную деформацию.
При изготовлении заготовок для штихелей я для каждой формы режущей кромки делал как минимум 2 кондуктора. Чётко удерживающие заготовку в статичном положении. И при заточке самой режущей поверхности и её заправке также применялось приспособление для устранения перекосов при грубой заточке и правке на микрокорунде или алмазе. Заправку режущей кромки всегда делал на приспособлении и лишь грубую заточку, с приобретением некоторого навыка, стал делать с руки, правда на наждаке и с упора. Этот наждак был выделен из всего оборудования, только под некоторый инструмент. Чуть более грубые работы выполнялись на другом наждаке.
Заточка инструмента вообще довольно тонкое дело. Я например себя спецом совсем не считаю. Прежде, на заводах была даже должность такая — заточник. Человек, хорошо разбирающийся почти во всех тонкостях заточки инструмента.
Осталась у меня одна «приблудина» из приспособ для заправки железок рубанков, стамесок и долот. Перед тем как писать. поискал маленько, хотел показать, — не нашёл, хотя совсем недавно в руках держал. Она чуть проще. чем для штихелей, но принцип один и это малость помогло бы. Жаль не получилось. Может поздней добавлю или отдельный пост выложу. Как прийдётся.
Вообще сайт малость разочаровал. Скрытых «минусёров» много. Отныне основную часть материалов буду на своём сайте выкладывать, здесь же, сайт сам по себе не плохой, буде сокращённый вариант. Кому тема будет интересна, найдут возможность посмотреть более подробно и возможно что-то добавить или спросить. Только оценок успешности у меня не предусмотрено. В создании сайтов я совсем новичок и сайт собственно говоря не раскручиваю и делаю чисто информационным, для людей.
Читайте также: