Сатин металл что это
Обновлено: 11.05.2024
В статье видео с сатинированием нержавейки.Сатинирование или матирование или шлифовка нержавейки осуществляется путем нанесения на металл риски. При этом создается матовый эффект поверхности металла.
Таким способом можно полировать и шлифовать не только нержавейку, но и любой металл. Разница лишь в твердости металла, на железо вы больше времени и расходников потратите чем на нержавейку, возможно даже разницу не заметите, только на больших объемах. Латунь и медь можно и без шлифовки заполировать, но все равно лучше пройтись наждачкой, а чугун вообще плохо поддается полировке. Также другие металлы поддаются воздействию внешней среды, железо ржавеет, латунь и медь темнеет. Так что другие металлы нужно хромировать или покрывать лаком.
Подпишитесь на рассылку, чтобы не пропустить новые статьи и чертежи:
В одной из следующих статей я хочу показать полное изготовление ограждения из профильной трубы 50х25мм. Ограждение будет матовым. Шлифовано методом сатинирования.
В этой статье я покажу как сатинировать различные элементы ограждения.
Способы обработки нержавейки
Для обработки нержавеющей стали разработан ряд методов, позволяющих придать изделиям требуемые параметры и эстетичный внешний вид. В домашних условиях можно применять следующие способы:
- травление нержавеющей стали;
- покраска;
- сатинирование (шлифовка и полировка);
- воронение;
- хромирование.

Процедура травления нержавеющей стали
Основной способ очистить поверхность нержавеющей стали – травление (химическое и электрохимическое). Этот метод используется после термообработки изделия, холодной и горячей пластической деформации, а также для удаления следов сварки. Помимо очистки поверхности, травление нержавеющей стали восстанавливает пассивный слой, предохраняющий нержавеющий сплав от разрушительного воздействия высоких температур.

Травление изделия из нержавейки с помощью кислоты
В основе метода лежит химическое взаимодействие поверхности металла с кислотами разной степени концентрации, в основном серной или соляной, расплавленных щелочных составов. Использование кислот предполагает двухступенчатый процесс: сначала обработка сернокислым раствором, затем – помещение в азотнокислую среду. При использовании щелочного метода используется раствор каустической соды.
При обработке нержавеющей стали необходим тщательный контроль над соблюдением технологических условий. Агрессивная среда, в которую помещают металл, должна воздействовать только на его поверхность, разрушая дефекты, не изменяя структуру самого предмета. Для предотвращения перетравливания применяются специальные присадки.
Сатинирование стыка наполнения и стойки профильных труб
В следующем видео я попытался сымитировать из подручных средств стык профильной стойки и профильного наполнения ограждения

Это внутренние швы. ДЛя обработки используется круг scotch-brite exl. Перед шлифовкой лучше заточить как на видео.

Видео матирование наполнения из нержавейки
Электрохимическое (гальваническое) травление
Для его проведения необходимо выполнить ряд процедур.
Приготовление раствора. Подготовить водный раствор кислоты, выбранный для травления. Необходимо тщательно рассчитать его процентное содержание.

Схема изготовления зондов с помощью электрохимического травления
Подготовка поверхности. Необходимо выполнить обезжиривание любым методом, чтобы защитный лак качественно закрепился на нержавейке. После обработки касаться заготовки не рекомендуется, чтобы не вызвать отслоение лака и, как следствие, неоднородную обработку поверхности.
Создание защитного слоя. Нужно нанести защитный слой на участки, не нуждающиеся в травлении. В промышленности для этого используют специальные составы, которые можно применять и при домашней обработке (при соблюдении техники безопасности). Также в домашних условиях можно сварить защитный лак, состоящий из гудрона и канифоли, растворенных в скипидаре.
Травление. При проведении электрохимического травления нержавеющей стали заготовка опускается в ранее подготовленный раствор, после чего в созданную электрическую цепь подается напряжение. В этой цепи анодом является заготовка с подключенным положительным электродом, в качестве катода используют любую стальную пластину.
Продолжительность определяют по виду детали, внимательно наблюдая за состоянием заготовки, но не больше нескольких минут. После этого отключают напряжение, вынимают протравленную деталь из раствора и тщательно нейтрализуют кислоту с помощью реактивов.
Очистка нержавейки. Очищают нержавейку от остатков растворов специальными средствами, не влияющими на характеристики металла.
Сатинирование – эффективный и надёжный процесс обработки сталей
Сатинирование нержавеющих сталей – это процесс обработки, при котором поверхность становится идеально гладкой и приобретает характерный блеск. Оно часто используется при изготовлении элементов декора и деталей для технологического оборудования. Сатинированная сталь имеет одно важное преимущество – идеально гладкая, практически глянцевая поверхность.
Суть процесса
Сатин в переводе с французского означает атлас. Неудивительно, что в процессе обработки на поверхности метала отсутствуют какие-либо шероховатости. Она напоминает гладкий шелковистый атлас. При этом важно знать, что нержавеющий металлопрокат, обработанный до зеркального блеска, быстро теряет эту характеристику, на нём легко появляются царапины, при эксплуатации он тускнеет.
Самой практичной и долговечной обработкой является сатинирование. Поверхность металла становится гладкой, но при этом устойчивой к факторам окружающей среды. Даже если на ней образуются мелкие повреждения во время эксплуатации, их практически не видно. Обработка повышает износоустойчивость изделий, делает их эстетически более привлекательными.
Инструменты и приспособления
Сатинированная сталь получается в процессе шлифования и полировки поверхности. Эти процессы можно производить вручную или при помощи специального оборудования. В первом случае необходимо вооружиться шлифовальными листами, понадобится шлифок. Для сатинирования лучше использовать пневматический напильник. Также понадобятся шлифовальные ленты и машинка для барабанного вида. На производственных предприятиях сатинированная сталь получается при помощи специальных агрегатов.
Механизм обработки
Сатинирование условно можно разделить на несколько основных процессов: устранение шероховатостей, наведение блеска. Для этого металл проходит следующие этапы:
- Зачистка поверхности. Если на металле есть сварной шов и другие дефекты, их нужно удалить. Для этого можно использовать фибровые круги. В зависимости от размера шва и прижогов используют разные по размеру зёрна шлифовки. В результате появляется ровная гладкая поверхность, готовая к следующему этапу.
- Уменьшение шероховатости обрабатываемого участка. В зоне бывшего шва нужно провести обработку при помощи фибрового круга с меньшим размером зёрен. Такая подготовка облегчит дальнейшую полировку. Она устраняет риски от прошлого этапа и делает сталь более ровной.
- Выполнение направленной шлифовки. Для получения ровного стыка между соединёнными деталями используют жёсткий барабан с шлифовальной насадкой. Обычно его устанавливают на пневматическую машину через переходник.
На этом этапе нужно использовать металлический скотч или алюминиевую ленту. Их стоит прикрепить к поверхности и начать шлифовку свободного участка. Барабанная насадка должна вращаться по направлению к скотчу. Таким образом он не будет задираться, деформироваться или отклеиваться. Не начинайте работу с максимального режима и умеренно прижимайте машинку. Толщина скотча всего 0,15 мм, поэтому его можно легко сошлифовать чрезмерно абразивным материалом. В результате должен получиться равномерный рисунок по всей поверхности. Такую процедуру нужно проделать со всех сторон.
- Финишное сатинирование. Это заключительный шаг, который позволяет максимально сгладить дефекты предыдущей шлифовки. С его помощью можно устранить переходы между зонами. На этом этапе поверхность приобретает равномерный, но не интенсивный блеск. Лучше всего использовать специальный валик для сатинирования. Шлифовку делают с металлическим скотчем и без него.
На первом этапе подходят фибровые круги с крупным зерном. Далее следует использовать шлифовальные листы. Если требуется восстановить повреждённую при сатинировании деталь, можно задействовать шлифок. Важно правильно подбирать зернистость кругов. Для этого рекомендуется использовать черновые детали.
Химическое травление
Оно основано только на химических реакциях, без дополнительного воздействия электрического тока. Для травления нержавеющей стали в домашних условиях используются специально разработанные составы – травильные пасты. Они безопаснее реактивов, используемых в промышленных условиях. В состав таких паст не включается соляная кислота (из-за повышенного риска для здоровья).

Результат после химического травления
От промышленных веществ домашние составы отличаются пониженным содержанием вредных хлоридов. Пасты изготавливаются на основе азотной и плавиковой (фтористоводородной) кислоты. Это жидкая желеобразная прозрачная субстанция, требующая осторожности при использовании.
Перед использованием пасты заготовку из нержавеющего сплава необходимо тщательно очистить и обезжирить. Для нанесения пасты на нержавейку используются специальные инструменты: пластиковые лопатки и кисти из кислотоустойчивых материалов.
Время выдержки пасты зависит от используемой марки, указано в инструкции к пасте. Возможный временной интервал – от 10 мин. до часа. Паста смывается большим количеством проточной воды (с соблюдением мер предосторожности).
При работе с крупными изделиями, большая площадь которых делает нанесение паст затруднительным, используют метод струйного напыления при помощи травильных спреев для обработки нержавейки.

Травильный спрей для нержавеющей стали
Средства для травления
Из большого количества выпускаемых травильных паст можно выделить наиболее популярные марки.
Avesta Blue One (Швеция). Надежная травильная паста шведского производства Avesta BlueOne. Удаляет коррозийные проявления, мелкие дефекты сварки, придает блеск изделиям. Время обработки зависит от температуры окружающей среды: от 90 мин. при 100оС до 20 мин. при 300оС. Время травления нержавеющей стали зависит от состояния поверхности.
SAROX TS-K 2000 (Чехия). Очищает нержавейку от окалин и других дефектов, обеспечивая прекрасный вид сварочного шва. Благодаря высокой густоте гелеобразная паста эффективна даже для вертикальных поверхностей. Время обработки составляет 10 мин.
Stain Clean от ESAB (Швеция). Качественная марка, восстанавливающая антикоррозионные свойства нержавеющих сплавов. Не нуждается в перемешивании. Может применяться на вертикальных поверхностях. Отличается низким содержанием вредных азотных газов. Не применяется при t ниже +5оС.
Другие методы обработки
Для отделочной обработки изделий из нержавеющей стали могут применяться и альтернативные способы.
Покраска
Самый доступный по цене и простой по выполнению метод, позволяющий быстро создать защитную пленку.

Порошковая покраска
Сатинирование (полировка и шлифовка)
Этот метод обработки нержавейки сочетает практичность и эффективность. Поверхность нержавейки после обработки приобретает гладкость сатина. В домашних условиях для шлифования нержавейки используют малогабаритные инструменты: шлифовальную машинку, пневмонапильник и др. Маленькие площади сатинируются вручную, шлифовальными листами или ручным станком. Для получения качественного результата шлифовку начинают с применением листов зернистостью 180 грит, затем переходят на зерно 320, 600 грит. В заключение – полируют войлоком.

Воронение (чернение)
Поверхность нержавеющей стали покрывается защитной оксидной пленкой иссиня-черного цвета. Применяется три способа создания пленки: кислотный, щелочной и тепловой. Последний метод доступен только в промышленных условиях, когда нержавеющую сталь при температуре от 250 до 8500С обрабатывают одним из трех способов:
- в растопленных солях;
- в парообразном растворе спирта и аммиака;
- в перегретом пару.
В быту применяют чернение нержавеющей стали в растворах кислот либо щелочей электрохимическим или химическим методом.
Схема холодного чернения
Хромирование
Этот способ обработки нержавейки надежно защищает поверхность изделий от механических и других повреждений. Но его выполнение требует знаний технологии и опыта работы. Поэтому в домашних условиях хромирование практически не применяется.

Схема струйного хромирования стали
Видео по теме: Травление металла в домашних условиях

Как определить цену 1 кг лома нержавейки

Секреты никелирования металлических предметов в домашних условиях

Процесс хромирования металлических изделий в домашних условиях
Продольное сатинирование (шлифовка) профильной трубы из нержавейки
С продольным сатинированием таже история что и с поперечным. Барыги предлагают дорогие шлифовальные машинки типа той что ниже

Опять же мы видим что это болгарка с регулировкой скоростей, а городить такую приблуду как на фото не нужно. Нужно выточить переходник на шлифовальный валик. Просто берете валик и точите под него переходник который накрутится на вашу болгарку.
Техника обработки сварного шва все там же, ЗДЕСЬ
Видео. Сатинирование (матирование) профильной трубы из нержавейки
Два видео, на одном прямоугольная труба на другом квадратная. Оба варианта имитируют поручни ограждения из профильной трубы.
После обработки сварного шва на видео я использую малярный скотч. Абразивные барыги для этих целей предлагают металлический скотч, очередной вариант выкинуть деньги на ветер.
Что такое сатинирование нержавеющих сталей и зачем его делать?
Области применения
Нержавеющая сталь, обработанная методом сатинирования, имеет атласный вид. Такие предметы выглядят стильно, элегантно и дорого. За подобными вещами легко ухаживать, они долго сохраняют привлекательный вид. Сатинированная сталь применяется для создания:
- предметов интерьера и светильников;
- посуды и столовых принадлежностей;
- мебельных элементов;
- лестниц, перил и перегородок;
- сантехники;
- деталей для технологического оборудования и пр.
Элементы из сатинированной стали отлично подойдут для оформления интерьера в стиле минимализма или хай-тека. Она не очень хорошо сочетается с деревом и текстилём из натуральных тканей.
«Ориннокс» – поставщик качественной стали
Любую обработку легче производить, если иметь дело с качественным продуктом. Компания «Ориннокс» – лидер среди металлотрейдеров РФ. На сайте можно заказать сатинированную сталь и подробнее узнать о других продуктах.
Как сатинировать латунь? Сатинирование латуни.
Сатинирование - технология по обработки металла, в результате которого поверхность приобретает красивый штриховатый узор - риску, располагающуюся в одном направлении.
В данной статье мы рассмотрим процесс сатинирования листа латуни:

Процесс сатинирования листа латуни состоит из нескольких этапов:
- Зачистка или обработка поверхности листа.
- Обработка шлифовальным валиком.
- Финальная отделка/финишное сатинирование
ЗАЧИСТКА или (обработка) ПОВЕРХНОСТИ ЛИСТА
С верхнего слоя листа удаляются неровности и царапины, для этого нам потребуются шлифовальные круги на липучке зерно P180 и зерно P320 с мягкой опорной тарелкой. Данные круги будем использовать с оксидом алюминия - это самые простые и недорогие круги, которые позволят получить качественный и равномерный финиш.

В результате зачистки поверхности появляется гладкая поверхность, готовая к следующему этапу.
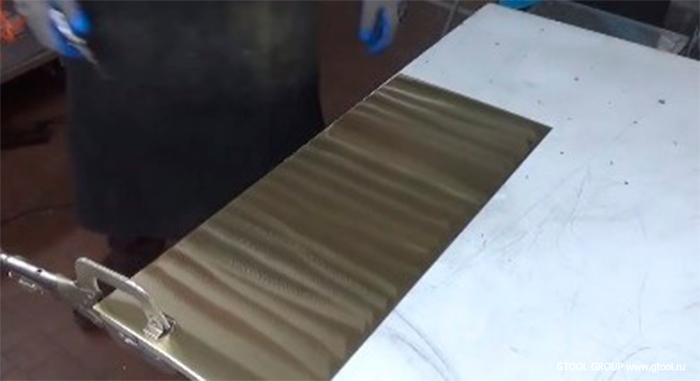
Лист латуни после зачистки шлифовальным кругом P320
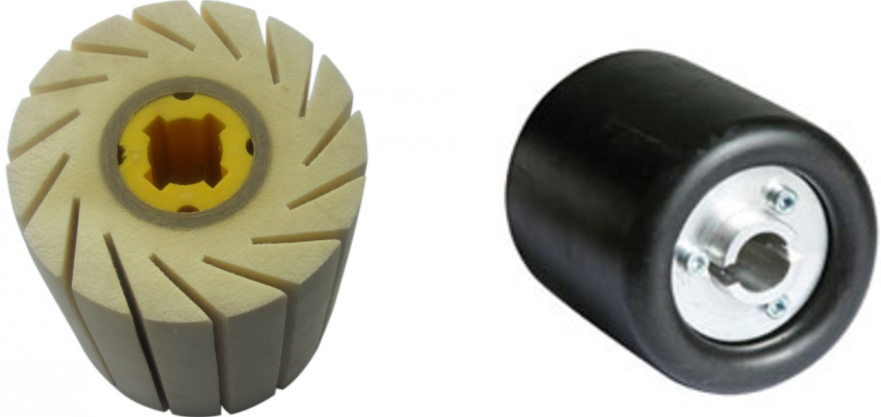
ОБРАБОТКА ШЛИФОВАЛЬНЫМ ВАЛИКОМ
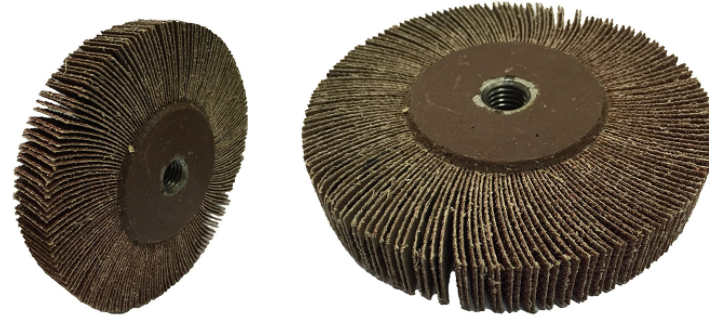
Уменьшение шероховатости обрабатываемого участка необходимо произвести комбинированным шлифовальным валиком GTOOL

Для получения идеального рисунка делайте максимально длинные и прямые движения
Данный валик из нетканого абразивного материала, чередующегося с лепестками из абразивной шкурки, позволит не только получить однородную поверхность, но и удалить грубую риску после предварительной обработки. Он создает более блестящий и красивый рисунок сатинирования. В результате должен получится равномерный рисунок по всей поверхности.

Лист латуни после обработки комбинированным шлифовальным валиком GTOOL
Финальная отделка/финишное сатинирование
Это заключительный шаг, который позволяет максимально сгладить дефекты после сатинирования валиком. С его помощью можно устранить переходы между зонами. На этом этапе поверхность приобретает равномерный, и интенсивный блеск. Лучше всего использовать нетканые салфетки вручную, например Р280 (Fine).

Вот что мы получаем в итоге:

ВЫВОДЫ: Сатинирование относительно легко делается на плоских и цилиндрических деталях. Главное линейное, а не круговое движение абразива. Сатинирование условно можно разделить на несколько основных процессов: устранение шероховатости и доведение до блеска. Данный технологический процесс избавляет поверхность от неровностей, шероховатостей и царапин.
При выполнении работ по сатинированию поверхности придерживайтесь соблюдению правил техники безопасности.

В настоящее время для создания конечных компонентов декора или различных деталей конструкторских изделий в промышленности очень часто используют нержавеющую сталь.
Завершающим этапом абразивной обработки такой поверхности чаще всего служат полировка или сатинирование.
«Зеркальная» полировка нержавеющей стали сохраняет свою популярность в декоративной обработке изделий, но и здесь есть свои недостатки. Такая поверхность не может долго оставаться «зеркальной». Она царапается в ходе эксплуатации, тускнеет, теряет свой декоративный внешний вид.
Наиболее практичной и универсальной обработкой металлической поверхности сегодня является сатинирование. Поверхность приобретает «рисунок» направленной риски, «атласный» вид (от франц. слова satin – атлас). Повреждения и загрязнения поверхности, появляющиеся в ходе эксплуатации изделия, на сатинированной нержавеющей стали заметны гораздо меньше. Таким образом, сатинирование поверхности нержавеющей стали имеет следующие преимущества:
- Оно быстрее, дешевле и проще в производстве.
- Оно долговечнее и проще в эксплуатации.

Сегодня мы хотим рассказать какими еще материалами можно получать направленную шлифовку поверхности.
Самым простым способом является ручная шлифовка.

Для нее могут использоваться самые разные материалы:



Для удобства работы с абразивными шлифовальными листами и листами из Scotch-Brite удобно использовать специальные держатели.
С помощью ручных материалов для шлифовки можно обработать труднодоступные места, углы, в которые не подберется УШМ.
Механическая обработка.
Для механической обработки применяются специальные машины с пневматическим или электрическим приводом.

Такая обработка куда эффективнее ручной, позволяет качественно обрабатывать большие площади.
Это могут быть специальные угловые или прямые шлифовальные машины, в зависимости от абразивного инструмента, который вы будете использовать.
Шлифовальный барабан с гильзами.
Шлифовальный барабан бывает двух видов - жесткий или надувной.
- Жесткий барабан обеспечивает лучшую плоскость, но не удобен при обработке неровных плоскостей. Имеет большой ресурс.
- Надувной барабан мягче, и может нивелировать неровности поверхности, обходить их. Но не так долговечен.
Барабаны используются для агрессивной, предварительной шлифовки, реже для финишного сатинирования.

С их помощью вы можете создать направленную шлифовку на поверхности после удаления сварного шва.
- Служат для удаления следов грубой обработки металла удаления шва) и для создания грубой направленной шлифовки.
- Удаляют грубые дефекты и царапины на поверхности металла.
В ряде случаев даже применяются для удаления сварного шва.

Абразивные гильзы из материала Trizact 3M
- Cлужат для создания мелкой направленной риски на поверхности металла, удаления дефектов.
- Позволяют получить менее грубую в сравнении с традиционными абразивами поверхность, при этом не уступая в агрессивности.
- За счет широкого диапазона зернистостей позволяют подготавливать поверхность к полировке.

Достаточно агрессивны чтобы удалить небольшие царапины и дефекты.
- Позволяют за один этап получить ровную матовую поверхность, приятную на ощупь и удалить дефекты (два в одном).
- Могут служить недорогой альтернативой шлифовальным валикам.

Шлифовальные гильзы отлично создают направленную шлифовку, но часто оставляют грубую риску на поверхности и требуют последующей доводки. Для этого отлично подходят шлифовальные валики.
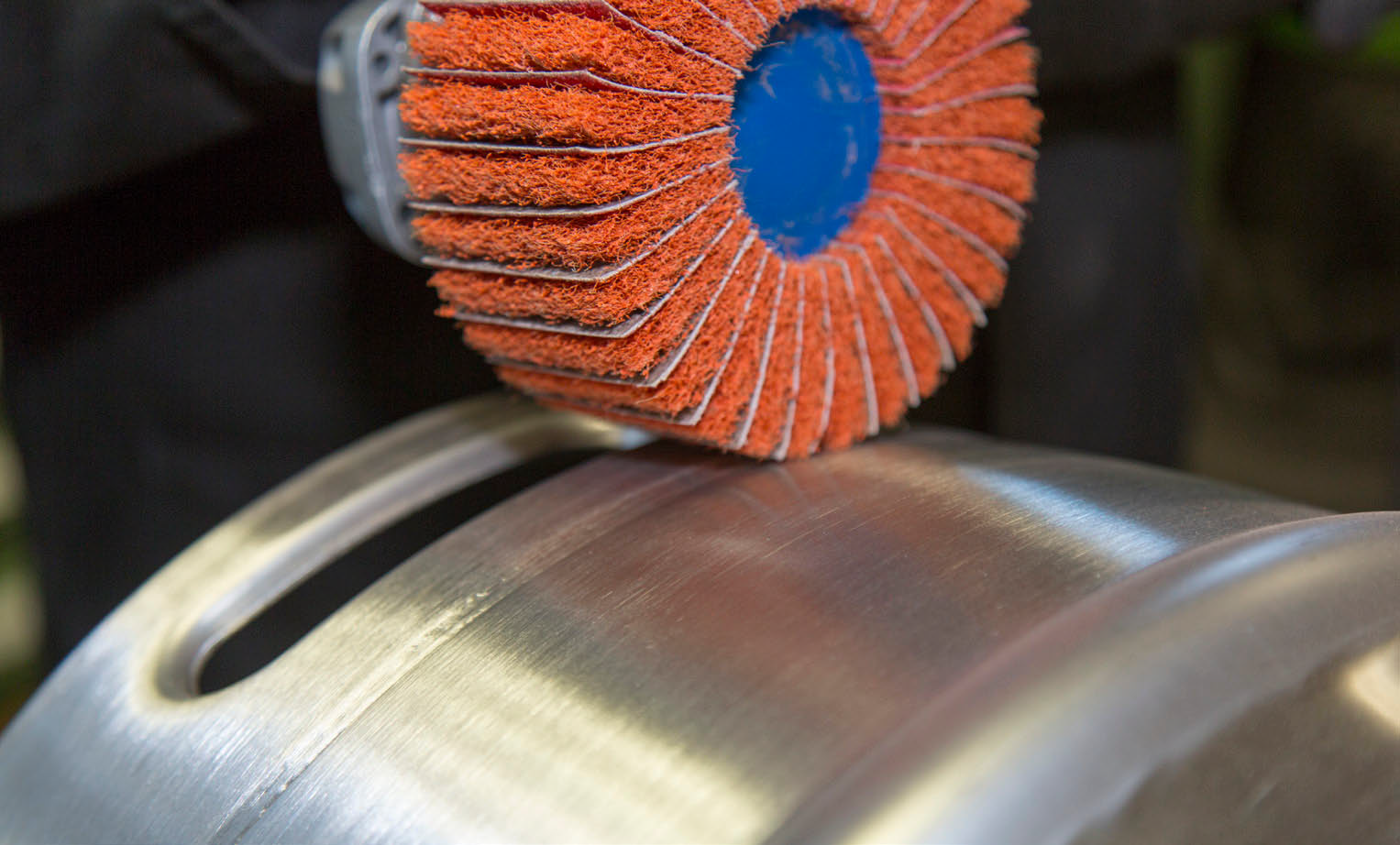
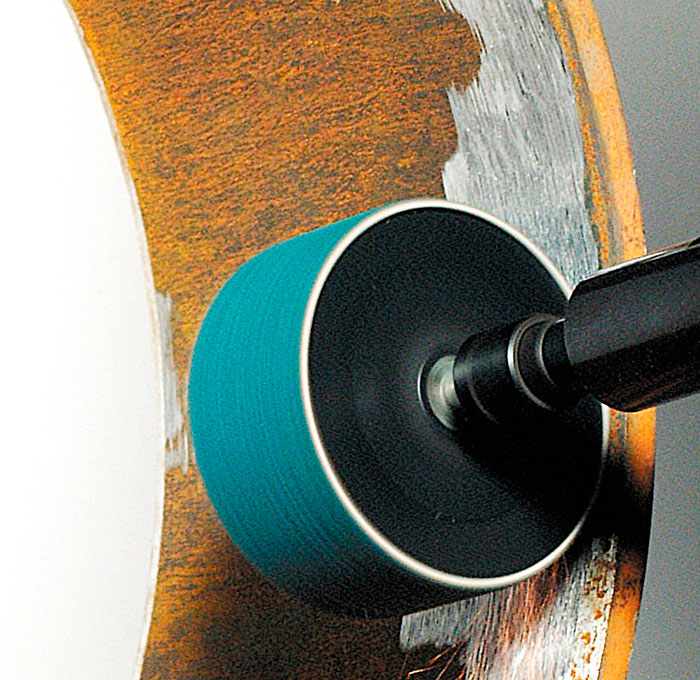
- Служат для финишной шлифовки поверхности.
- Могут удалять очень небольшие (неглубокие) царапины и дефекты поверхности.
- Обеспечивают минимальные переходы, делают поверхность более равномерной и блестящей, приятной на ощупь.

- Более агрессивны чем валики из Scotch-Brite за счет лепестков абразивного материала, но уступают по агрессивности шлифовальным гильзам.
- Одновременно выполняют две операции: удаление дефектов и удаление вторичных заусенцев.
- Целесообразны при применении на больших плоскостях.

- Более агрессивны чем другие валики, но мягче чем барабан с гильзами.
- Позволяет удалить крупные дефекты на не совсем ровных плоскостях.

- Самые универсальные из валиков за счет очень плотной основы, которая обеспечивает высокую агрессивность и позволяет получать поверхность без вторичных заусенцев.
- В зависимости от зерна и производителя используются для удаления глубоких царапин и просто шлифования поверхностей “с нуля”.
Это те же виды валиков, что мы перечислили выше, но вдвое меньшей ширины.
Удобны для использования на изделиях не превышающих 50 мм в ширине.

Шлифовальные головки с хвостовиками 6мм применяются так же для создания направленной шлифовки на поверхностях металлов. Чаще всего удобно применять такие материалы когда ширина поверхности ограничена.

Для работы шлифовальными головками следует так же правильно подбирать инструмент.
Шлифовальные головки так же бывают трех типов:


Кроме сатинирования, головки отлично обрабатывают труднодоступные места, внутренние поверхности труб.
- Удобны для узкопрофильных изделий.
- Позволяют грубо обрабатывать труднодоступные места (внутренние поверхности труб).
- Имеют большой диапазон размеров.
- Удобны для обработки узких участков поверхности или сварных швов.
- Не требуют переходников, устанавливаются непосредственно на УШМ.
- Имеет только две зернистости и состоит только из абразивных лепестков.
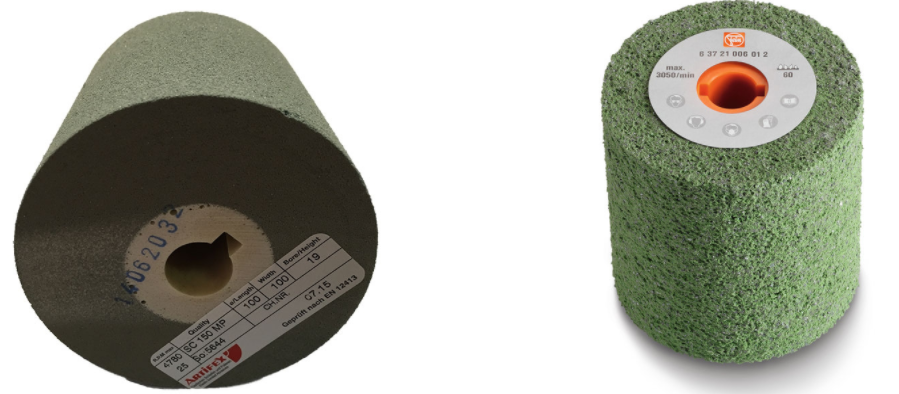
Пластинчатые шлифовальные круги FEIN из скотч-брайт.
Такой же материал как и в валиках из нетканого материала, но за счет большего диаметра может применяться на стационарном оборудовании.
- Диаметр 150 и 200 мм.
- Используются на УШМ с помощью переходника (63803066024)


- Для легкого шлифования, декоративной обработки.
- Удобен для обработки неровных, рифленых поверхностей.
- Удобен для удаления цветов побежалости.
- Используется с переходником.

Удобно применять для удаления следов побежалости на предварительно шлифованой поверхности.

- Имеют широкий диапазон зернистостей и размеров.
- Могут собираться в необходимую ширину.
- Имеют высокий ресурс.
- Удобны для узких мест, сложных профилей.

Как видите, материалов для создания красивой направленной шлифовке на металле много.
Поэтому Вы всегда можете выбрать то, что будет оптимально подходить для решения конкретной задачи.
А если вам не удалось самостоятельно решить эту задачу, обратитесь к нашим специалистам любым удобным способом.
Сатинирование стали
Нержавеющая сталь очень часто используется для создания элементов декора и производства различных деталей. По завершении абразирования металл полируют или сатинируют.
Для определения внешнего вида деталей из нержавейки используется такая характеристика, как класс шероховатости. Кстати, самый высокий его показатель можно сравнить с изделиями, обработанными до зеркального блеска. Но они часто оцарапывается при эксплуатации, тускнеют, теряют привлекательность.
Самой практичной обработкой металлов сегодня считается сатинирование. Поверхность обретает «атласный» вид (от французского слова «satin» – атлас). Мелкие загрязнения или повреждения, образующиеся в процессе эксплуатирования сатинированной нержавейки, практически незаметны.
Инструменты и материалы
Сатинирование нержавеющей стали осуществляется двумя способами: вручную и с применением пневмоинструмента.
Для первого метода применяется:
Для обработки при помощи пневмоинструмента понадобятся:
- пневматический ленточный напильник;
- шлифовальные ленты;
- шлифовальная ленточная пневматическая машинка барабанного вида.
Процесс сатинирования
Технология такой обработки подразумевает использование специальных шлифовальных материалов, которыми обрабатывают всю поверхность нержавейки таким образом, что происходит частичное снятие верхнего слоя металла, поэтому он обретает штриховой узор – риску. Матовость такой поверхности будет зависеть от зернистости инструментов – чем она больше, тем матовее получиться ее внешний вид.
На мелких деталях штриховой узор мастера чаще всего наносят с помощью шлифка, к примеру, при сатинировании ножей и клинков. А на крупном производстве для этого применяют машинную обработку. При хорошей отделке изделия получают матовый оттенок, но при этом отражают прямые солнечные лучи.
- Сначала нужно удалить сварной шов, все царапины, прижоги и тому подобное. Затем зачистить всё изделие для гладкости.
- Стыковки риски различного направления размётываются защитной алюминиевой лентой. Приклеиваем её в несколько слоев на изделие. Затем отделываем поверхность до гладкости возвратно-поступательными движениями, не нажимая слишком сильно.
- По завершении обработки одной части изделия, отклеиваем ленту. Продолжаем работу с другой частью. Наносим защитную ленту на уже отделанную поверхность и шлифуем следующую область рядом. Обрабатываем изделие так, как описано во втором шаге.
Автор: Администрация
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Читайте также: