Селективное лазерное сплавление металлических порошков
Обновлено: 05.07.2024
ГОСТ Р 59036-2020
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ПРОИЗВОДСТВО НА ОСНОВЕ СЕЛЕКТИВНОГО ЛАЗЕРНОГО СПЛАВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Additive technologies. Production based on selective laser melt of metal powders. General provisions
Дата введения 2021-03-01
Предисловие
1 РАЗРАБОТАН Обществом с ограниченной ответственностью "Русатом - Аддитивные Технологии" (ООО "РусАТ)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 182 "Аддитивные технологии"
4 ВВЕДЕН ВПЕРВЫЕ
1 Область применения
Настоящий стандарт устанавливает общие положения организации аддитивного производства (АП) с использованием технологии селективного лазерного сплавления/спекания (СЛС) металлопорошковых композиций (МПК), определяет основные процессы и операции, характерные для АП с использованием технологии СЛС, и общие требования к ним.
Настоящий стандарт предназначен для технологов, конструкторов и иных специалистов, связанных с проектированием производства и изготовлением изделий методами аддитивных технологий (АТ).
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 12.0.230 Система стандартов безопасности труда. Системы управления охраной труда. Общие требования
ГОСТ 12.1.004 Система стандартов безопасности труда. Пожарная безопасность. Общие требования
ГОСТ 12.2.003 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
ГОСТ 12.3.002 Система стандартов безопасности труда. Процессы производственные. Общие требования безопасности
ГОСТ 23120 Лестницы маршевые, площадки и ограждения стальные. Технические условия
ГОСТ 24297 Верификация закупленной продукции. Организация проведения и методы контроля
ГОСТ 25866 Эксплуатация техники. Термины и определения
ГОСТ Р 51901.10/ISO/TS 16732:2005 Менеджмент риска. Процедуры управления пожарным риском на предприятии
ГОСТ Р 57556 Материалы для аддитивных технологических процессов. Методы контроля и испытаний
ГОСТ Р 57558/ISO/ASTM 52900:2015 Аддитивные технологические процессы. Базовые принципы. Часть 1. Термины и определения
ГОСТ Р 57700.1 Численное моделирование для разработки и сдачи в эксплуатацию высокотехнологичных промышленных изделий. Сертификация программного обеспечения. Требования
ГОСТ Р 57700.2 Численное моделирование для разработки и сдачи в эксплуатацию высокотехнологичных промышленных изделий. Сертификация программного обеспечения. Общие положения
ГОСТ Р 57911 Изделия, полученные методом аддитивных технологических процессов. Термины и определения
ГОСТ Р 59035 Аддитивные технологии. Металлопорошковые композиции. Общие требования
ГОСТ Р 59037 Аддитивные технологии. Конструирование металлических изделий. Руководящие принципы
ГОСТ Р 59038 Аддитивные технологии. Подтверждение качества и свойств металлических изделий
ГОСТ Р ИСО 9000 Системы менеджмента качества. Основные положения и словарь
ГОСТ Р ИСО 9001 Системы менеджмента качества. Требования
ГОСТ Р ИСО 9712 Контроль неразрушающий. Квалификация и сертификация персонала
ГОСТ Р ИСО 10018 Менеджмент качества. Руководящие указания по вовлечению работников и их компетентности
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 25866, ГОСТ Р ИСО 9000, ГОСТ Р 57558, ГОСТ Р 57911, а также следующие термины с соответствующими определениями:
металлопорошковая композиция; МПК: Объединенный в общую композицию металлический порошок, предназначенный для использования в АП.
3.2 образец-свидетель: Образец, изготовленный в одном технологическом цикле с синтезируемым изделием, используемый для оценки свойств изделий, в том числе методами разрушающего контроля.
4 Общие положения
4.1 В АП с использованием технологии СЛС необходимо в максимальной степени использовать преимущества АТ с компенсацией ограничений, свойственных для АТ в соответствии с ГОСТ Р 59037.
В АП с использованием технологии СЛС необходимо учитывать показатели применяемых АТ, определяющих возможности 3D-печати при изготовлении изделий, и объем последующих технологических операций постобработки для получения требуемых свойств (показателей) изделий.
4.2 Основными процессами АП с использованием технологии СЛС являются:
- обращение с МПК;
- подготовка электронной геометрической модели;
- выбор оборудования и определение технологических параметров СЛС;
- управление компетентностью персонала;
- обеспечение безопасности производства;
- документирование и управление данными.
5 Требования к обеспечению безопасности
5.1 Требования к обеспечению комплексной безопасности АП обязательны для исполнения и представлены в нормативных правовых документах и документах по стандартизации в следующих областях производственной деятельности:
- охрана труда, в том числе электробезопасность;
5.2 Требования по охране труда в соответствии с ГОСТ 12.0.230. Требования по обеспечению безопасности труда взаимоувязаны с неблагоприятными (потенциально-опасными) производственными факторами:
а) факторами механического движения:
1) движущихся машин и механизмов,
2) подвижных частей оборудования,
3) падения, в том числе с высоты,
4) ручного перемещения изделий, заготовок и материалов (тяжестей);
б) температуры поверхностей оборудования, изделий, заготовок и материалов;
в) температуры воздуха производственных помещений;
г) запыленности и загазованности воздуха производственных помещений, включая оценку токсичности, фиброгенности, пирофорности;
ж) электрического тока, напряжения;
и) электромагнитного поля;
л) лазерного излучения;
м) ионизирующего (рентгеновского) излучения.
5.3 Общие требования безопасности производственного процесса и оборудования - по ГОСТ 12.3.002 и ГОСТ 12.2.003.
Опасными факторами для АП являются:
- оборудование, работающее под избыточным давлением более 0,07 МПа (в составе систем обеспечения защитной атмосферы, для обеспечения операций постобработки);
- стационарно установленные грузоподъемные механизмы (вспомогательное оборудование транспортирования).
5.4 Пожарная безопасность производства должна быть обеспечена системами предотвращения пожара и противопожарной защиты, в том числе организационно-техническими мероприятиями в соответствии с ГОСТ 12.1.004.
Разработку процедур управления пожарного риска осуществляют в соответствии с ГОСТ Р 51901.10.
Примечание - Ключевым фактором, определяющим значение пожарного риска АП, являются операции обращения с МПК. Оценку возможности воспламенения МПК осуществляют исходя из характеристик, количества (используемого объема), способов хранения МПК, транспортирования и иных операций обращения с МПК.
5.5 Требования по экологической безопасности - в соответствии с действующими нормативными правовыми документами в области охраны окружающей среды.
5.6 Требования безопасности должны быть распространены на все участки АП, в том числе участки вспомогательных процессов, инфраструктуры обеспечения: информационное телекоммуникационное оборудование, энергоснабжение, газоснабжение, управление климатом производственных помещений, вентиляция, пожарная сигнализация, система пожаротушения, охранная сигнализация и контроль доступа.
Технология селективного лазерного плавления (SLM)
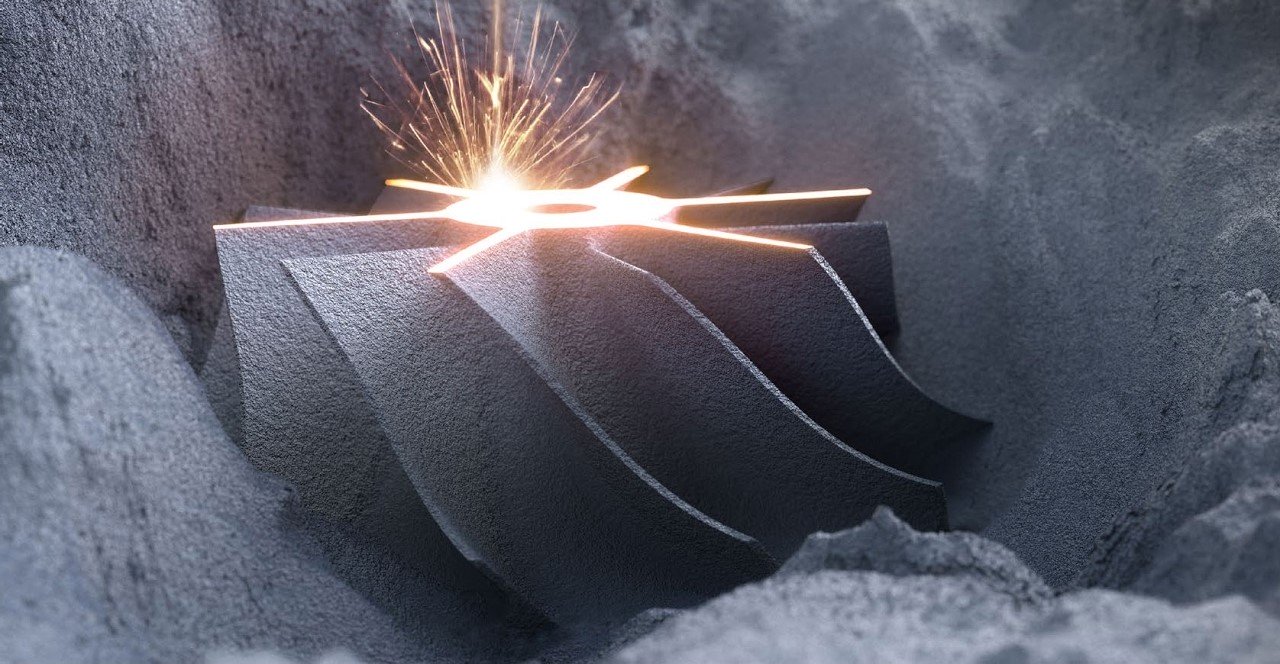
SLM (Selective Laser Melting) – селективное (выборочное) лазерное плавление – новаторская технология изготовления сложных по форме и структуре изделий из металлических порошков по математическим CAD-моделям. Этот процесс заключается в последовательном послойном расплавлении порошкового материала посредством мощного лазерного излучения.
SLM открывает перед современными производствами широчайшие возможности, так как позволяет создавать металлические изделия высокой точности и плотности, оптимизировать конструкцию и снизить вес производимых деталей.
Селективное лазерное плавление – одна из технологий 3D-печати металлом, которые способны с успехом дополнять классические производственные процессы. Оно дает возможность изготавливать объекты, превосходящие по физико-механическим свойствам продукты стандартных технологий. С помощью SLM-технологии можно создать уникальные сложнопрофильные изделия без использования мехобработки и дорогой оснастки, в частности, благодаря возможности управлять свойствами изделий.
SLM-машины призваны решать сложные задачи на авиакосмических, энергетических, нефтегазовых, машиностроительных производствах, в металлообработке, медицине и ювелирном деле. Их также используют в научных центрах, конструкторских бюро и учебных заведениях при проведении исследований и экспериментальных работ.
Термин «лазерное спекание», который нередко применяют для описания SLM, является не совсем точным, поскольку подаваемый на 3D-принтер металлический порошок под лучом лазера не спекается, а полностью расплавляется и превращается в однородное сырье.
/slm1.jpg)
Где используется SLM-технология
Селективное лазерное плавление находит применение в промышленности для изготовления:
- компонентов разнообразных агрегатов и узлов; , включая многоэлементные и неразборные;
- штампов; ;
- прототипов;
- ювелирных изделий;
- имплантатов и протезов в медицине и стоматологии.
Анализ данных и построение изделия
Прежде всего цифровая 3D-модель детали разделяется на слои, чтобы каждый слой, имеющий толщину 20-100 микрон, был визуализирован в 2D. Специализированное программное обеспечение анализирует данные в STL-файле (отраслевой стандарт) и сопоставляет их со спецификациями 3D-принтера. Следующий этап после обработки полученной информации – построение, которое состоит из большого количества циклов для каждого слоя создаваемого объекта.
Построение слоя включает следующие операции:
- наносится на плиту построения, которая закреплена на платформе построения;
- лазерный луч сканирует сечение слоя изделия;
- платформа опускается в колодец построения на глубину, совпадающую с толщиной слоя.
Построение выполняется в камере SLM-машины, которая заполнена инертным газом (аргоном или азотом). Основной объем газа расходуется на начальном этапе, когда путем продувки из камеры построения удаляется весь воздух. По завершении процесса построения деталь вместе с плитой вынимают из камеры порошкового 3D-принтера, а затем отделяют от плиты, удаляют поддержки и выполняют финальную обработку изделия.
/SLM-process.jpg)
Преимущества технологии селективного лазерного плавления
SLM-технология имеет серьезные перспективы для повышения эффективности производства во многих отраслях промышленности, поскольку:
- обеспечивает высокую точность и повторяемость;
- механические характеристики изделий, напечатанных на этом типе 3D-принтера, сравнимы с литьем;
- решает сложные технологические задачи, связанные с изготовлением геометрически сложных изделий;
- сокращает цикл научно-исследовательских и опытно-конструкторских работ, обеспечивая построение сложнопрофильных деталей без использования оснастки;
- позволяет уменьшить массу за счет построения объектов с внутренними полостями;
- экономит материал при производстве.
Обзор оборудования для 3D-печати металлом
3DLAM: доступные и эффективные машины российского производства
3DLAM Mid – идеальный баланс стоимости и возможностей. Принтер обеспечивает печать деталей высотой до 220 мм при детализации от 0,1 мм с использованием волоконного лазера мощностью 300 Вт / 500 Вт или больше
Компания 3DLAM из Санкт-Петербурга занимается разработкой и производством 3D-принтеров для печати изделий из металлических порошков. Стремясь сделать SLM-технологию более доступной, производитель успешно внедряет свои решения как на отечественных предприятиях, так и за рубежом. 3DLAM производит и сами принтеры, и электронику для них, в том числе высокоскоростные управляющие платы, и ПО 3DLAM Slicer для контроля и управления принтером и для слайсинга.
- доступное оборудование, полностью разрабатываемое и изготавливаемое в России;
- широкое применение в разных сферах — от промышленности до медицины и искусства;
- возможность печати изделий самых сложных форм и размеров;
- высокий уровень детализации благодаря высокоточному волоконному лазеру и шарико-винтовым передачам класса точности C5.
SLM Solutions: интегрированные системные решения в области 3D-печати металлом
/teaser_what_we_do.jpg)
Компания SLM Solutions, чей головной офис располагается в Любеке (Германия), является ведущим разработчиком технологий металлического аддитивного производства. Основное направление деятельности компании – разработка, сборка и продажа оборудования и интегрированных системных решений в области селективного лазерного плавления. iQB Technologies – официальный дистрибутор SLM Solutions в России.
HBD: от стоматологии до авиации
HBD – известный в Китае бренд и один из лидеров внутреннего рынка в сегменте 3D-печати металлом. Компания планомерно внедряет технологии нового поколения в программное обеспечение для 3D-принтеров, разрабатывает системы управления и создает технические базы данных. HBD имеет более 100 технологических патентов и свыше 20 авторских прав на ПО. В портфеле производителя более 15 моделей принтеров больших, средних и малых размеров (самая крупная камера построения – 600 мм х 600 мм х 1000 мм). Специалисты HBD имеют богатый опыт работы в решении комплексных задач в различных отраслях.
SLM-принтеры HBD широко используются в медицине (протезирование, ортопедия), стоматологии (печать зубных протезов, коронок и имплантатов), автомобилестроении, машиностроении и авиационной промышленности, а также в литейном производстве, образовании и НИОКР. Они отлично подойдут для прототипирования, изготовления кастомизированных изделий и мелкосерийного производства. Среди главных достоинств оборудования – безопасная система очистки атмосферы, удобное бесконтактное добавление материала, конфигурации с одним или двумя лазерами.
Модельный ряд (доступный на данный момент для заказа):
Sharebot MetalONE: 3D-печать металлом в компактном формате
В последние годы на рынке начали появляться компактные 3D-принтеры по металлу, ориентированные прежде всего на НИОКР и малый и средний бизнес. Одна из самых привлекательных установок этой категории по соотношению цены и качества носит название MetalONE и основана на технологии, аналогичной SLM, – прямом лазерном спекании металлов (DMLS). Машина разработана итальянской компанией Sharebot, которая имеет солидный опыт разработок в области нескольких технологий 3D-печати. MetalONE предназначен для проведения исследований, тестирования изделий и изготовления деталей небольших и средних габаритов: камера построения принтера – 65 х 65 х 100 мм.
При решении задач в промышленных целях 3D-принтер способен создавать прототипы мелких деталей с невероятной точностью и производить их быстро и без существенных трудностей. Непревзойденная повторяемость печати гарантирует возможность мелкосерийного производства с неизменно высоким качеством. iQB Technologies – эксклюзивный дистрибутор решений Sharebot в России.
Статья опубликована 03.05.2017 , обновлена 02.09.2022
Об авторе
Алексей Чехович Главный эксперт направления технической поддержки . Девиз Алексея – «Доверяйте профессионалам!», и вы в полной мере можете положиться на его высокую квалификацию и уникальный опыт, который охватывает и традиционные методы производства, и . В его послужном списке множество успешных проектов, среди которых он особо выделяет изготовление модельной оснастки для отливки колоколов Храма Христа Спасителя. Хобби Алексея – история и археология.
3D-печать металлами: краткие ответы на большие вопросы, часть 2
Продолжаем отвечать на часто задаваемые вопросы о применении технологии селективного лазерного плавления.
Как выполняется подготовка модели к 3D-печати? Какое ПО лучше всего использовать?
Для изготовления детали на 3D-принтере прежде всего требуется получить STL-файл. Для этого мы конвертируем твердое тело в полигональную модель, а затем выполняем операции исправления, улучшения, редактирования, подготовки платформы, нестинга, генерации поддержек, измерений и анализа.
Следующий этап – слайсинг (разделение на слои), заключающийся в создании управляющей программы для 3D-принтера. Этапы работы от конвертирования в STL до слайсинга выполняются в специализированном программном обеспечении.
Встроенное ПО принтеров предназначено только для подготовки управляющей программы и не может выполнять анализ, исправлять ошибки, оптимально располагать детали и создавать поддержки, и т.д. Наиболее гибкое и комплексное решение предлагает компания Materialise, разработавшая для профессионалов 3D-печати программный продукт Magics. Он позволяет с высокой скоростью и точностью создавать отдельные слои компонентов на основании трехмерных данных САПР либо данных 3D-сканирования. ПО обеспечивает полный цикл аддитивного производства – от импорта данных (в STL и другие форматы) и анализа качества до подготовки платформы и постобработки.
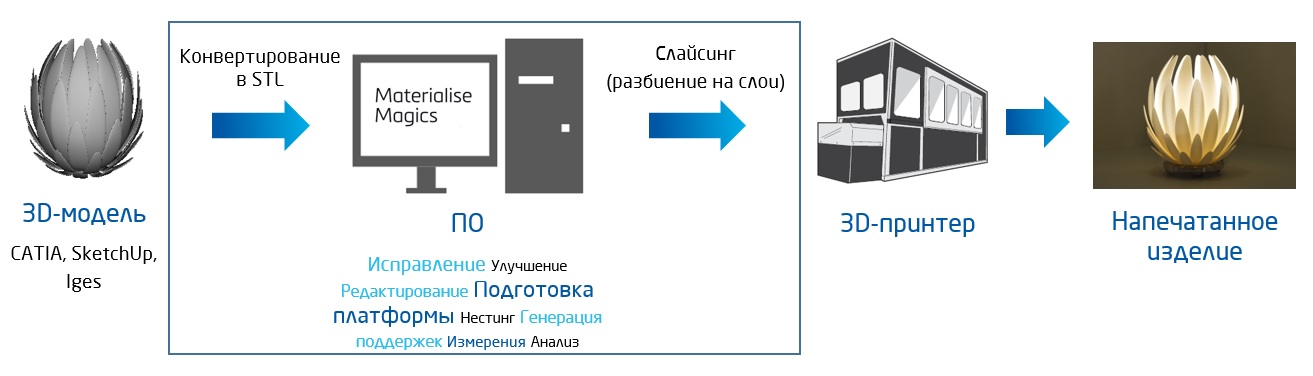
Применение ПО Materialise Magics в цикле аддитивного производства
Есть ли принципиальное отличие между Magics и такими программными продуктами, как Amphyon, Simufact, 3D Expert и им подобными?
Amphyon, Simufact, а также аналогичный российский софт – узконаправленные программные продукты. Они предлагают модули для решения отдельных задач (симуляции, топологической оптимизации), а Materialise Magics – комплексное решение под ключ для аддитивного производства.
Сравнивая с 3D Expert от 3D Systems, можно сказать, что это софт очень специфичный, заточенный преимущественно под принтеры этой компании. Materialise, напротив, сотрудничает со всеми крупнейшими производителями 3D-оборудования, и в Magics есть огромная библиотека аддитивных установок. Пользователь может выбрать определенный принтер и вместе с ним «подтягивать» все настройки по платформе, построению и т. д. Если говорить непосредственно о симуляции, в соответствующем модуле 3D Expert нет возможности выполнять анализ после отделения изделия от поддержек.
Как настраиваются рабочие параметры 3D-принтера?
Многие ошибочно считают, что 3D-принтер должен производить качественную деталь по нажатию кнопки «Пуск». Специалист, работающий на аддитивной машине, в идеале должен быть одновременно и конструктором и, в большей степени, технологом – тем, кто разбирается в физике происходящих процессов и влиянии тех или иных параметров на качество получаемой детали. Таких параметров очень много – более полутора сотен.
Для каждого материала и каждой аддитивной установки требуется настроить множество таких параметров, как мощность лазера, скорость сканирования, ширина полосы и параметры фокусировки. Это исключительно сложный процесс, требующий высокого профессионализма, опыта и творческого подхода.
Однако по мере повышения уровня квалификации пользователям все же требуется производить некоторые настройки базовых параметров, которые являются необходимыми для получения оптимальных результатов печати. К ним относятся, например, скорость построения, качество поверхности, пористость, некоторые физико-химические свойства металлов.
Проводится ли обучение работе с аддитивными установками?
Если вы планируете приобрести 3D-принтер, компания iQB Technologies подберет необходимую конфигурацию под ваши задачи. Мы выполняем установку и настройку оборудования и проводим необходимое обучение по использованию и принтера, и программного обеспечения. Как было сказано выше, настройка непосредственно параметров печати целиком зависит от квалификации оператора.

© SLM Solutions
Какие требования предъявляются к эксплуатации 3D-принтеров по металлу?
К помещениям и условиям эксплуатации такого оборудования предъявляются особо строгие требования. Мелкодисперсные порошки несут опасность при вдыхании, поэтому операторы должны и работать в защитной спецодежде и обеспечивать герметичность при эксплуатации машины.
SLM-системы не требуют стерильных условий, но им нужна относительно чистая рабочая среда для предотвращения загрязнения лазерной оптики. Офисные условия не подходят, поскольку будет присутствовать порошок и находящиеся поблизости люди должны носить средства индивидуальной защиты, когда машина открыта. По этой причине помещение, в котором используется система, должно быть заперто, когда дверцы машины открыты.
Стандартные требования к работе с металлическим 3D-принтером:
напряжение 3 фазы 380 В, рабочий режим потребления 7 кВт, в пике до 12 кВт;
подвод инертного газа к машине (3-5 баллонов);
система кондиционирования в помещении (от 18 до 23°С), оптимально – в режиме осушения воздуха;
компрессор либо линия с подводом сжатого воздуха 4 атмосферы;
техническая вода для промывки фильтров и изделий.
Необходима ли механическая постобработка изделиям, созданным по SLM-технологии?
Процесс селективного лазерного плавления нельзя отнести к высокоточным процессам, да и качество поверхности деталей сопоставимо с литьем по выжигаемым и выплавляемым моделям. Поэтому элементы конструкции деталей с более высокими требованиями по шероховатости и плоскостности поверхности необходимо подвергать последующей чистовой механической обработке.
Для этого используются различные станки – фрезерный, полировальный, шлифовальный, возможно также применение электроэрозии и горячего изостатического прессования.
Расскажите о термообработке напечатанных изделий. В частности, как решается проблема снятия внутренних напряжений?
Материалы, используемые в селективном лазерном плавлении, ведут себя как обычные металлы. Полученные заготовки можно подвергать термообработке как для снятия остаточных напряжений (в зависимости от материала, это среднетемпературный отпуск или нормализация), так и для изменения структуры материала, повышения механических свойств – прочности, твердости, пластичности.
Разным металлам требуется разная термообработка, и иногда для этого используются специально подогреваемые платформы. В процессе построения, при плавлении металла, вырабатывается большое количество тепла, которое нужно отводить. Роль радиаторов, отводящих тепло, выполняют поддержки, применяемые при построении изделий. В некоторых случаях сама деталь без поддержек приваривается к рабочему столу, как к радиатору.
Причем эта задача, которая при механической обработке решается на каждом этапе производства, теперь замещается одним этапом в конце производственного процесса. К примеру, проект, требовавший 196 часов мехобработки, выполняется средствами аддитивного производства за 8 часов, плюс 15 минут на дополнительную обработку посадочных мест.
Какое дополнительное оборудование необходимо?
Производство с применением 3D-печати металлами требует дополнительного оборудования для поддержки процесса печати, включая внешний охладитель и просеиватель порошка.
Охладитель, необходимый для охлаждения лазера и оптики, часто помещается в отдельное помещение, поскольку он производит шум, тепло и влажность. Охлажденная вода подается в установку селективного лазерного плавления, и существуют особые требования к минимальному размеру и максимальной высоте подъема соответствующих труб. Просеиватель используется для обработки нерасплавленного порошка после каждого построения, отделяя мелкие частицы, которые затем могут быть повторно использованы, от более крупных частиц и загрязняющих примесей, которые обычно утилизируются.
Что касается оборудования для постобработки, его минимальный набор включает:
муфельную печь для снятия остаточного напряжения металла;
дреммель, ленточную пилу или электроэрозионный станок для удаления поддержек;
дробеструйную или пескоструйную камеру для постобработки изделия и улучшения качества поверхности.
Как осуществляется контроль качества напечатанного изделия? Возможен ли он в процессе печати?
Существуют программные продукты (к примеру, у Materialise), которые могут до запуска печати прогнозировать изменения в геометрии во время построения, но непосредственно контроль геометрии возможен только после завершения печати.
Поскольку все принтеры на основе технологии SLM относятся к группе «Bed Deposition», невозможно контролировать геометрию во время печати, поскольку напечатанная часть изделия всегда находится в слое неспеченного (несплавленного) порошка. Однако в машинах SLM Solutions применяется система контроля нанесения слоя порошка в течение всего процесса печати.
Проверка точности и качества изготовления выполняется, в зависимости от требованиям к точности, стандартными инструментами – от штангенциркуля до 3D-сканера. Для внутреннего контроля пористости, сплошности, плотности материала применяются компьютерная томография, рентген-контроль. Для контроля трещин на поверхности изделий часто прибегают к методу люминесцентного контроля. Механические свойства подтверждаются путем совместного изготовления образцов-свидетелей и их последующих испытаний.
Интересует вопрос ремонта и обслуживания оборудования. Есть ли в России такие специалисты?
Наша компания всегда обучает собственных инженеров работе на 3D-оборудовании и очень плотно работает с поставщиками – в случае с металлической 3D-печатью это SLM Solutions и Sharebot. Если говорить о SLM Solutions, несмотря на то, что это немецкий производитель, у него есть в России инженеры, которые полностью решают вопросы ремонта, обслуживания и очень сложные технические проблемы.
5 особенностей металлических порошков для 3D-печати
Одно из важных преимуществ 3D-печати металлами – возможность создать изделие из практически любого сплава. Помимо стандартных металлов существует широкая номенклатура специальных сплавов – уникальных высокотехнологичных материалов, которые производятся под определенные задачи заказчика.
Процесс 3D-печати металлами заключается в последовательном послойном сплавлении металлических порошков при помощи мощного излучения иттербиевого лазера. В индустрии используется несколько различных наименований одного и того же процесса, в том числе селективное лазерное плавление (SLM).
Ведущий мировой производитель, применяющий селективное лазерное плавление, – немецкая компания SLM Solutions. Аддитивные установки этой компании, в зависимости от функциональных возможностей и решаемых задач, могут быть задействованы и как лабораторные установки с гибкими настройками и возможностью быстрой смены материалов для 3D-печати, и как производственные машины для серийного изготовления.
iQB Technologies предлагает следующее SLM-оборудование:
- SLM Solutions (Германия): SLM 125, SLM 280 Production Series, SLM 280 2.0, SLM 500, SLM 800;
- 3DLAM (Россия): Maxi, Mid, Mini; (Китай);
- профессиональный 3D-принтер Sharebot MetalOne (Италия).
Основные преимущества 3D-печати металлами:
- высокие показатели плотности: в 1,5 раза выше, чем при литье;
- возможность создания миниатюрных и геометрически сложных объектов и других неповторимых форм в виде закрытых бионических структур; , как стандартных, так и специальных;
- сокращение циклов производства и ускорение выхода готовой продукции.
Сферы применения:
- индустрия; ; ;
- нефтегазовая отрасль;
- электроника;
- медицина;
- пищевая промышленность;
- исследования и экспериментальные работы в конструкторских бюро, научных и учебных центрах.
Смотрите видео: как происходит селективное лазерное плавление
Виды металлов, применяемых в аддитивном производстве
Современные аддитивные технологии предполагают использование около двадцати протестированных и готовых к эксплуатации материалов, в их числе – инструментальные, нержавеющие, жаропрочные сплавы, алюминиевые и титановые сплавы, медицинские кобальт-хром и титан.
Поскольку металлов очень много, и каждый из них обладает определенными свойствами, один металл можно заменить другим исходя из технологических задач. К примеру, если в технологической цепочке необходимо задействовать титановый сплав, то технолог сможет выбрать один из множества титановых сплавов с теми свойствами, которые нужны для производства конкретного изделия.
- Нержавеющие сплавы: 15-5PH, 17-4PH, AISI 410, AISI 304L, AISI 316L, AISI 904L
В эту категорию входят сложнолегированные стали с содержанием хрома (не менее 12%). Оксид хрома образует на поверхности металла коррозионностойкую пленку, которая может разрушаться под воздействием механических повреждений или химических сред, но восстанавливается в результате реакции с кислородом. Нержавеющие сплавы применяются при производстве клапанов гидравлических прессов, арматуры крекинг-установок, пружин, сварной аппаратуры, работающей в агрессивных средах, и изделий, используемых при высоких температурах (+550…800°C).
- Инструментальные сплавы: 1.2343, 1.2344, 1.2367, 1.2709
Основное предназначение инструментальных сплавов – изготовление различных видов инструментов (режущих, измерительных, штамповых и др.), вкладок в пресс-формы при горячем деформировании конструкционных сталей и цветных сплавов на крупносерийном производстве, пресс-форм для литья под давлением сплавов алюминия, цинка и магния. Эти сплавы содержат как минимум 0,7% углерода и обладают повышенной твердостью, износостойкостью, вязкостью, теплопроводностью и прокаливаемостью.
Никель обладает способностью растворять в себе многие другие металлы, сохраняя при этом пластичность, поэтому существует множество никелевых сплавов. Например, в соединении с хромом они широко применяются в авиационных двигателях, из них изготавливают рабочие и сопловые лопатки, диски ротора турбин, детали камеры сгорания и т.п. Наиболее жаропрочными являются литейные сложнолегированные сплавы на никелевой основе, которые выдерживают температуры до +1100°C в течение сотен и тысяч часов при высоких статических и динамических нагрузках.
CoCr представляет собой высококачественный кобальт-хромовый сплав для модельного литья, соответствующий современным техническим требованиям. Благодаря отличным механическим свойствам он хорошо подходит для изготовления корпусов сложной геометрии в электронике, пищевом производстве, авиа-, ракето- и машиностроении, а также кламмерных протезов.
Сплавы из меди и олова обладают высокими теплопроводящими свойствами и коррозионной стойкостью и идеальны для создания уникальных систем охлаждения.
Это наиболее дешевые из литейных сплавов. К их преимуществам относятся высокая коррозионная стойкость, жидкотекучесть, электро- и теплопроводность. В промышленности используются, как правило, для изготовления крупногабаритных тонкостенных отливок сложной формы.
Ti6Al4V – наиболее распространенный сплав титана с превосходными механическими свойствами. Считается самым прочным и жестким титановым сплавом, отличается особо высокой сложностью обработки. Имеет плотность 4500 кг/м и прочность на разрыв более 900 МПа. Сплав Ti6Al4V предоставляет неоспоримые преимущества в плане снижения веса изделий в таких отраслях, как аэрокосмическая промышленность, автомобилестроение и судостроение. Эти металлы применяются, в частности, при изготовлении вкладок в пресс-формы, турбинных лопаток, камер сгорания, а также изделий, предназначенных для работы при высоких температурах (до +1100°C).
Полный обзор технологии селективного лазерного спекания в 3D-печати

В обзоре расскажем о SLS-3D-печати: технологии, сырье, сфере применения. Селективное лазерное спекание - разновидность аддитивного производства, на базе которой создают прототипы и рабочие детали, отличающиеся высокой прочностью и износостойкостью.
В чем суть метода SLS-3D-печати?
Селективное лазерное спекание — это способ производства, при котором лазерный луч спекает порошковые полимеры в прочное изделие.
SLS-печать пользуется популярностью уже много лет, так как имеет много преимуществ:
Последние годы SLS-3D-печать вышла за рамки высокотехнологичных областей и стала более доступной.
Знакомьтесь, инновационный 3D-принтер Fuse 1 на базе метода селективного лазерного спекания.
Принцип технологии
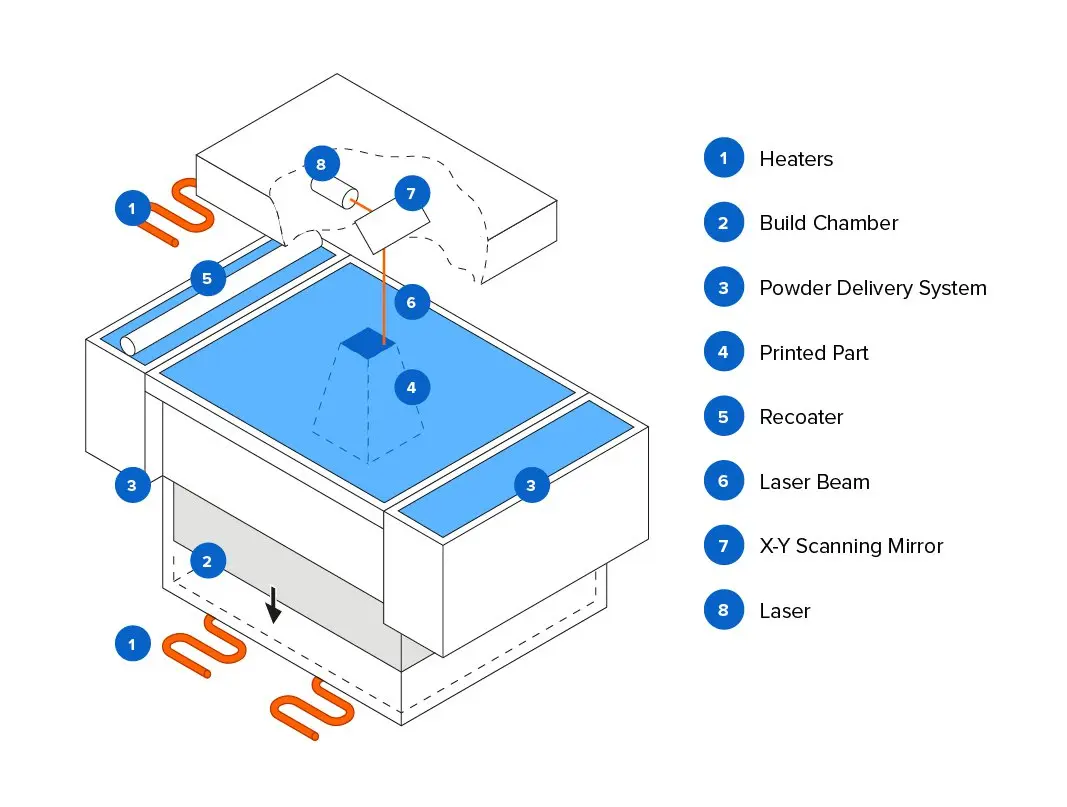
Схематическое изображение метода SLS.
1 этап. Печать модели. Порошок наносят на рабочую поверхность тонким слоем, где он нагревается до заданной температуры. Затем лазерный луч нагревает материал до состояния плавления или немного меньше, после чего порошок начинает затвердевать. Незадействованные частицы выполняют функцию поддержек модели. По завершении цикла рабочая платформа опускается в камеру на глубину слоя - 0,05-0,2 мм и процесс повторяется до полной готовности изделия.
2 этап. Напечатанные модели должны некоторое время оставаться в камере для остывания. В противном случае, возможна потеря некоторых механических характеристик и даже изменение формы изделия.
3 этап. Завершающий процесс - постобработка. Объекты очищают от остатка порошка, затем подвергают струйной или галтовочной обработке. Порошок подходит для переработки и дальнейшего использования.

Для того, чтобы сгладить небольшую зернистость, модели рекомендуют подвергать струйной или галтовочной обработке. Деталь изготовлена на Fuse 1.
Так как при SLS-печати не требуется создания поддержек (их функцию выполняет неспекшийся материал), технология становится отличным инструментом для изготовления деталей сложной геометрической формы.
Еще одно преимущество лазерного селективного спекания - прочность изделий, не уступающих по этому параметру деталям, отлитым под давлением.
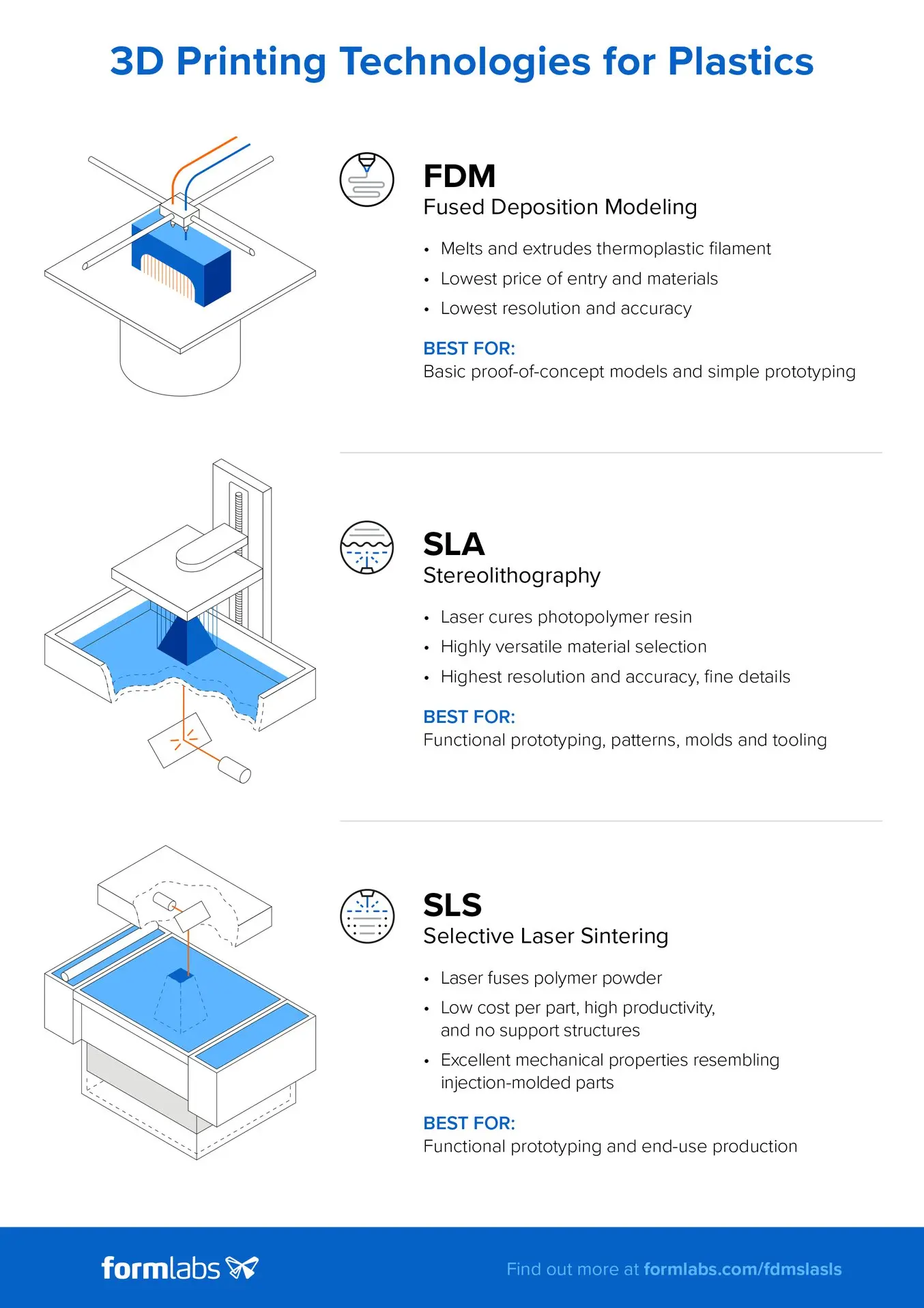
Сравнение технологий 3D-печати.
Как возникло селективное лазерное спекание
Технология появилась в восьмидесятые годы прошлого столетия в Америке. Авторами были доктора Техасского университета Карл Деккард и Джо Биман. С момента изобретения метода постепенно расширялся спектр рабочих материалов. Сейчас при помощи SLS-3D-печати создают пластмассовые, керамические, металлические, стеклянные изделия с разных набором механических характеристик.
Метод имеет две разновидности:
На базе пластмассового порошка - SLS - селективное лазерное спекание.
На базе металлического порошка - DMLS - прямое лазерное спекание металлов.
Еще несколько лет назад такая печать была доступна только для узкого круга предприятий. Однако сегодня, благодаря современным разработкам, SLS-производство становится не менее доступным, чем привычные аддитивные методы, например FDM и SLA.
Отличия SLS-3D-принтеров
Все 3D-принтеры, использующие SLS-метод, работают по принципу, описанному выше. Они различаются размером рабочей камеры, типом и мощностью лазера, некоторыми конструктивными особенностями.
Промышленные модели
Как мы уже писали выше, многие годы селективное лазерное спекание было рабочей технологий производственных гигант.
Помимо высокой стоимости, устройства имеют ряд требований для организации рабочего процесса.
Чтобы не допустить окисления и разрушения материала лазером, требуется инертная среда, соответственно специальное оборудование.
Также необходимо электроснабжение промышленной мощности, системы вентиляции, кондиционирования, отопления и площадь для размещения оборудования минимум десять квадратных метров.
Если добавить ко всем вышеперечисленным требованиям цену промышленных машин, начинающуюся от $ 100 000, становится понятным, почему оборудование было доступно узкому кругу компаний.
Революционный Fuse 1
В последние годы производители начали предлагать более бюджетные SLS-3D-принтеры. Однако они были несовершенными: страдало качество изделий, не было готовых решений для простой постобработки.
Formlabs удалось разработать и выпустить инновационный продукт - модель Fuse 1. Принтер небольшого размера, значительно дешевле предыдущих промышленных машин, печатает модели высокого качества.

Для Fuse 1 не нужно обеспечивать специальные условия эксплуатации и выделять отдельную площадь.
В модели задействован 1 лазер, материал нагревается быстрее, поэтому не требуется подача газа в камеру и профессиональная вентиляция.
Принтер может получать питание от стандартной электросети за счет меньшей потребности в электроэнергии по сравнению с промышленными образцами предыдущего поколения.
Разработчики создали уникальную технологию Surface Armor, которая сейчас находится в процессе получения патента. Ее преимущество в создании полуспекшейся оболочки, задача которой поддерживать равномерный подогрев зоны вокруг печатающихся объектов для формирования высококачественной поверхности и лучших механических свойств.
Рабочий объем Fuse 1 немного уступает традиционным SLS-принтерам, но устройство выигрывает в цене, компактности и простоте использования.
Сравнение 3D-принтеров с технологией SLS

Материалы для SLS-3D-печати
Нейлон - наиболее востребованный материал. Его популярность связана со свойствами термопластика. Детали, изготовленные из нейлона, обладают следующими характеристиками:
устойчивость к воздействию УФ-лучей и других агрессивных факторов внешней среды;
Благодаря этому набору свойств из нейлонового порошка печатают прототипы и рабочие изделия.

Нейлон - универсальный материал, его используют во многих отраслях (в том числе в сфере здравоохранения)
Nylon 12 Powder - подходит для печати стандартных объектов без специфических характеристик.
Из Nylon 11 Powder изготавливают изделий с повышенным коэффициентом пластичности и износостойкости.

Свойства нейлона в 3D-печати

Nylon 11 и 12 — однокомпонентные материалы. Для изготовления ряда моделей используют порошки, состоящие из 2 компонентов. Для придания изделиям специфических характеристик, например повышенной гибкости, прочности и других созданы нейлоновые материалы с добавлением углерода, стекла, алюминида.
Этапы SLS-3D-печати
1. Проектирование и подготовка файла
Для создания проекта можно использовать любую САПР, файл полученный при сканировании. Все ПО, на базе которых работают SLS-3D-принтеры, дают возможность нарезать модель на слои, оценить время печати, расположить объекты в заданном порядке, настроить параметры печати. После подготовки программное обеспечение передает команды печатающему устройству через кабель или по беспроводному соединению.
ПО для Fuse 1 - PreForm - находится в свободном доступе.
2. Подготовка принтера
Подготовительные работы зависят от модели принтера. Машины предыдущего поколения требуют специальной подготовки для работы и ТО.
Производители Fuse 1 существенно упростили печать на базе SLS-технологии.

3. Печать
После подготовительных работ можно начинать процесс. Сложность задачи определяет время печати: от пары часов до нескольких суток.
После окончания печати модели нужно оставить в камере для остывания, чтобы избежать потери формы и зафиксировать механические характеристики. Для следующего рабочего цикла можно использовать сменную камеру построения.

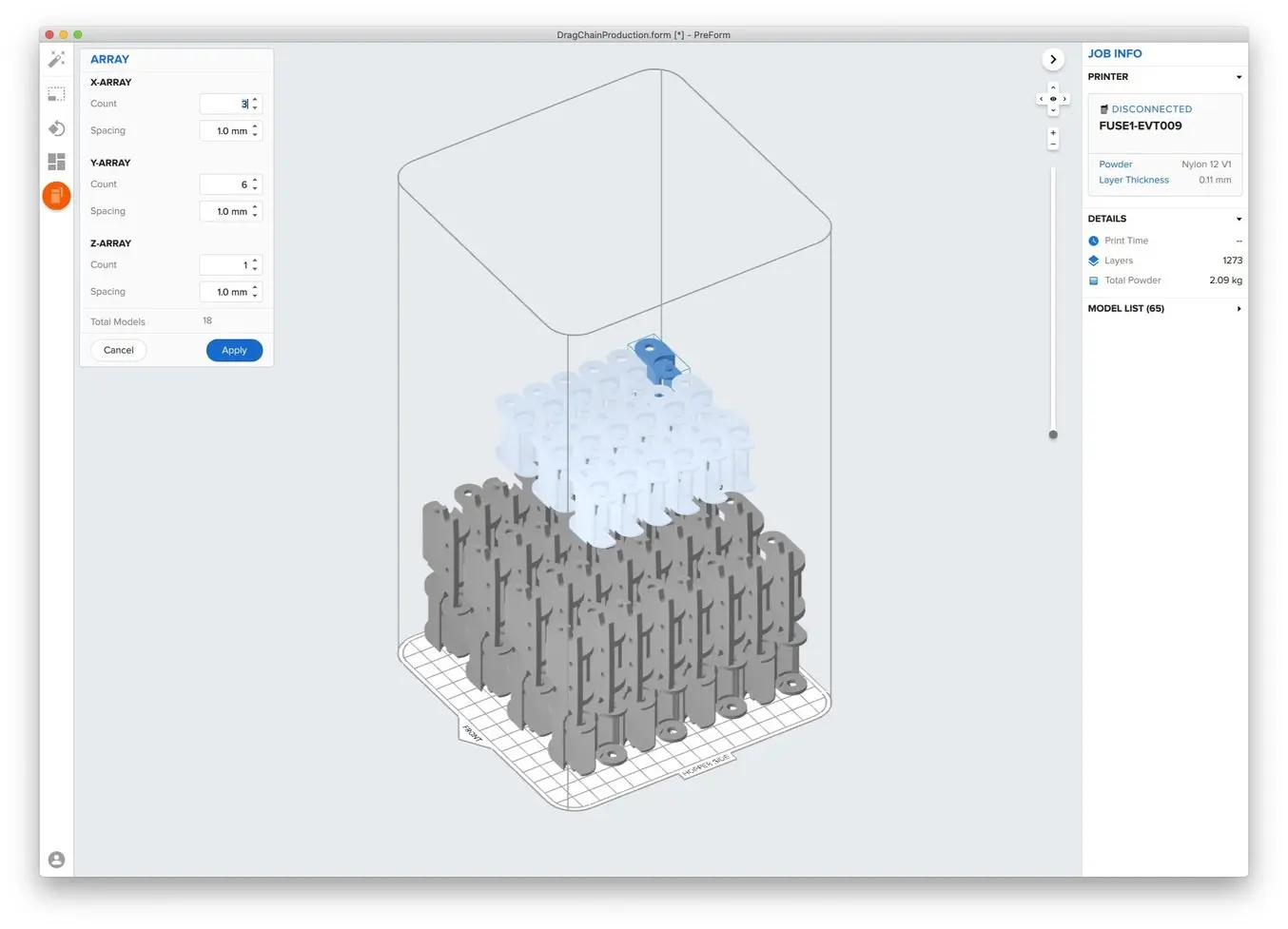
За печатью Fuse 1 можно наблюдать на сенсорном экране или на компьютере при помощи ПО PreForm.
4. Восстановление и постобработка
Финальные процессы занимают немного времени, так как SLS-технология не предполагает использования поддержек, а значит и временных затрат на их удаление.
Остывшие модели извлекают из камеры, очищают от остаточного порошка.
Затем порошок просеивают и перерабатывают для дальнейшего использования. Свойства материала немного снижаются, поэтому для следующих циклов печати применяют смесь нового и старого порошка.
Вторичное использование сырья - важное преимущество метода SLS.
Как правило для хранения, восстановления и смешивания порошка используют различные устройства. Formlabs предлагает универсальное оборудование - Fuse Sift для решения всех вышеперечисленных задач.

5. Дополнительная постобработка
Очищенные модели можно сразу использовать. Но для разных проектов может потребоваться дополнительная обработка изделий. Например, для удаления зернистости с поверхности производитель рекомендуют галтовочную или струйную обработку.
При необходимости изменить другие параметры, например цвет, водонепроницаемость, электропроводность, изделия можно покрывать различными составами.

Основные преимущества метода:
расширение инженерных возможностей.
Удобство проектирования
3D-печать на базе SLS не нуждается в формировании поддержек, в отличие от ряда других способов печати, как например FDM, SLA.
Поэтому SLS-принтеры позволяют изготавливать детали сложной конфигурации, с выступающими элементами, внутренними отверстиями и другими особенностями.

Шина для руки со сложным плетением.
Особенностью SLS-печати стала возможность создания как прототипов, так и рабочих изделий. Раньше при проектировании инженеры исходили из того, что конечные изделия будут изготавливать традиционными методами. Сейчас селективное лазерное спекание расширяет возможности производства. Модели, которые невозможно создать при помощи привычных технологий, можно печатать на SLS-3D-принтерах.
Высокая производительность и эффективность
Лазеры значительно мощнее и точнее, чем рабочие элементы устройств в принтерах другого типа, например FDM. SLS- самый быстрый метод аддитивного производства прототипов и функциональных изделий. Он позволяет печать несколько изделий за один цикл. ПО помогает расположить на платформе модели максимально близко.

Модели в камере построения можно располагать с минимальным зазором.
Надежные материалы для функциональных моделей
Нейлон и его композиты доказывали свою высокую эффективность на протяжении многих лет. Спеченный нейлоновый порошок превращается в изделия с почти 100% плотностью. А механические свойства напечатанных моделей не уступают свойствам изделий, созданных по технологии литья под давлением.

Напечатанный из Nylon 12 Powder шуруповерт.
3D-печатные изделия из нейлона более долговечны, чем пластмассовые, вылитые под давлением или изготовленные по других технологиям 3D-печати.
Низкая себестоимость моделей
В себестоимость входят затраты на оборудование, сырье и оплату труда.
Затраты на оборудование. Чем больше продукции напечатает устройство за весь срок эксплуатации, тем меньше затрат ложится на каждую единицу. А значит, чем выше производительность, тем ниже стоимость владения устройством в пересчете на единицу продукции.
Среди всех существующих 3D-принтеров SLS-принтеры самые быстрые и высокопроизводительные. Высокую скорость обеспечивают несколько особенностей машин:
быстрая работа лазеров;
возможность компактного размещения в рабочей области нескольких моделей;
сокращенный срок постобработки за счет отсутствия поддержек.
Сырье. Если другие технологии, как правило, используют специализированное сырье, SLS-печать базируется преимущественно на нейлоне, одном из самых бюджетных материалов для трехмерной печати. Если принять во внимание возможность переработки использованного порошка, становится понятным, почему нейлон один из самых экономичных видов сырья.
Трудозатраты. Ручной труд сведен к минимуму за счет простой постобработки. Поэтому в сравнении с другими технологиями, SLS экономит затраты на оплату труда.
Покупка SLS-3D-принтера обойдется дороже, чем приобретение других машин.Однако, инвестиции возвращаются быстрее, чем при покупки более дешевых устройств за счет существенного снижения себестоимости выпускаемой продукции.
Если в бизнесе потребность в трехмерной печати возникает редко, зачастую привлекают аутсорсинговые компании, но это влечет за собой увеличение финансовых и временных затрат.

Уменьшение сроков проектирования
Важное преимущество технологии - в использовании одного и того же оборудования для создания прототипов и функциональных деталей. В процессе разработки прототипы деталей можно тестировать и быстро корректировать, сокращая период создания готового продукта.

SLS-технология позволяет изготавливать прочные и надежные прототипы и конечные изделия.
Благодаря долгому сроку службы изделий из нейлона и невысокой себестоимости печати, селективное лазерное спекание подходит для производства объектов сложной формы, небольших партий товара. Метод часто становится экономически более выгодным, чем традиционные способы производства (например, литье под давлением).
Применение 3D-печати по технологии SLS
Метод помогает сократить сроки проектирования, выхода на рынок нового товара или создания партий по индивидуальном заказу. Область применения технологии постоянно расширяется. На сегодняшний день она отлично зарекомендовала себя в медицине, на производстве и в проектировании.
Проектирование
Облегчает процесс создания новых продуктов: от первого прототипа до готового функционального изделия. Преимущества: сокращение сроков проектирования, возможность тестирования прототипов в рабочих условиях.
Производство
Позволяет быстро вносить изменения в существующие товары, исходя из потребностей рынка. Преимущества:
Универсальность: от простейших крепежных элементов - до деталей автомобилей.
Массовое и мелкосерийное изготовление продуктов с индивидуальными характеристиками.
Надежность и прочность готовой продукции.
Медицина
Возможность самостоятельно изготавливать изделия медицинского назначения по индивидуальному заказу. Преимущества:
Широкий спектр применения: от хирургических инструментов до протезов конечностей.
Биосовместимость материала Nylon 12 позволяет стерилизовать модели и использовать конечным потребителем.
Компания Formlabs открыла широкие возможности для проектирования и производства продукции компаниям небольшого масштаба. Fuse 1 позволяет создавать изделия из высококачественного сырья по самой выгодной себестоимости.
Читайте также: