Сфера из металла своими руками
Обновлено: 03.05.2024
В ответ на вопросы к моей работе на конкурс «Стимпанк-пространство» про изготовление полусферы, размещаю этот, громко будет сказано, мастеркласс.
Что я использовал в работе:
Для выколотки.
На картинке: алюминиевые кольца — оправки; полусферы — грибки; ковочный и рихтовочный молоток.
Для шлифовки.
На картинке: «болгарка» или УШМ — узнаваемый инструмент, лучше если будет с регулятором оборотов; абразивные губки; насадки на болгарку под наждачные кружки.
В начале коротко опишу как это делал я, потом — как это можно сделать с ограниченным набором инструмента.
Мне нужно было получить полусферу с диаметром примерно 17 см. Вырезаю заготовку с припуском два-три см из мягкой латуни толщиной 0,8 мм. Лучше было бы взять 1 мм, для большей жесткости детали и запаса под шлифовку, но была только такая. Для справки: латунь бывает разная, в зависимости от состава, разной степени жесткости-мягкости. И если одни марки хорошо тянутся, то другие трескаются в самом начале. Беру оправку с внутренним диаметром 17 см и ковочный молоток с полукруглым бойком. Кладу заготовку на оправку, центрирую и равномерными ударами по кругу начинаю проминать. Удары не должны быть слишком сильными чтобы не порвать заготовку. Сначала проходим по большому кругу. Чем больше проседает латунь тем лучше заготовка центрируется в оправке. Латунь в процессе ковки набирает жесткость, ее нужно отжигать нагревая до красноты. Можно использовать портативную горелку со сменными баллонами. Время от времени снимаю заготовку, контролирую равномерность получаемой формы. Постепенно смещаюсь к центру. Контролирую неровности визуально и эээ пальчиками, корректирую легкими ударами. Да, края заготовки в процессе могут пойти волной, этот дефект нужно устранять сразу же выпрямляя ударами рихтовочного молотка. После того получил полусферу требуемого размера, беру грибок и зажимаю в тиски. Беру рихтовочный молоток с плоским бойком, боёк должен быть хорошо отполирован, иначе будет оставлять следы на обрабатываемой поверхности. Заготовку размещаю на грибке и несильными ударами начинаю рихтовку. Если нахожу плоскости, возвращаю заготовку на оправку и ковочным молотком выколачиваю. В результате должна получиться равномерная полусфера со следами рихтовки которые нужно убрать. Беру болгарку, оснащаю подошвой под наждачную бумагу, ставлю кружок 180 зернистости. Начинаю шлифовать гладящими движениями, сначала движениями по кругу, потом сходящимися от края к центру. После того как вся поверхность пройдена, беру абразивную губку и мелкими круговыми движениями довожу поверхность до равномерного блеска. После можно отполировать, но мне нравятся поверхности с «шелковистым» блеском.
Часть вторая
Набросал вручную, чтобы не париться с прогами в которых я как-то не очень…
Так, думаю, что не у всех в гараже завалялся необходимый инструмент. Что можно предпринять. Оправку можно сделать из плотных пород дерева, дуба, ясеня, клена. В доске вырезаем круг нужного размера, при необходимости толщину набираем из нескольких слоев древесины. Помним что конструкция должна быть жесткой, ведь мы собираемся колотить по ней молотком. рис1.
Ковочный молоток можно сделать из обычного молотка с цилиндрическим бойком переточив плоскую рабочую часть в полусферу.
Заготовку можно закрепить на оправке при помощи гвоздей или шурупов. В случае шурупов удобнее снимать заготовку и контролировать процесс. рис2
Процесс ковки уже описан ранее. Проминаем сначала по большому кругу, стараясь не промять край оправки, постепенно смещаясь к центру рис3 и рис4. до удовлетворяющего результата рис5. Если полусфера небольшого размер и используется тонкая латунь или медь, можно изготовить пуансон из твердой породы дерева на токарном станке или вручную. В этом случае сначала нужно промять центр, затем ударами киянки по пуансону придать заготовке окончательную форму. Этот способ хорош если нужно изготовить несколько деталей одинаковой формы. рис6 и рис7.
Если нужны совсем миниатюрные детали, можно попробовать выколачивать латунь в свинец. Этим способом можно выколачивать детали разнообразных форм, не только полусферы.( Ну про этот метод могут рассказать более продвинутые черти на этом ресурсе, я этот способ не культивирую.) Понадобится кусок свинца и металлические пуансоны с полусферами нужной формы Берем кусок свинца, некоторые выплавляют свинец из автомобильных аккумуляторов. Сверху размещаем заготовку и прикладываем пуансон и ударами молотка продавливаем латунь рис8 и рис9. Процесс рихтовки и шлифовки уже были описаны. На роль рихтовочного молотка подойдет любой с плоским бойком и отполированной рабочей частью, а грибок можно изготовить из гантели подходящих размеров, из одной сразу два :)
Большую заготовку рихтуем постепенно перемещая по грибку. Удар должен молотка должен приходиться в точку касания с грибком. рис10.
Шлифовать при отсутствии болгарки др. подходящего электроинструмента, можно использовать брусок с наждачной бумагой. Так же как «болгаркой» работать последовательно в двух направлениях перпендикулярных друг другу рис11 и рис12. Это позволяет убрать оставшиеся неровности. Ну и затем уже доводка поверхности или мелкой наждачной бумагой или абразивной губкой с последующей, при необходимости, полировкой пастой.
Более детальные знания можно почерпнуть из статей по басме и работе жестянщика, а также полопатить ресурсы про изготовление доспехов.
Как сделать шар из круглой стальной трубы
В данном обзоре автор поделится идеей, как своими руками сделать шар из круглой стальной трубы. Диаметр шара будет зависеть от диаметра трубы.
Для этого нам потребуется кусок круглой трубы (в данном случае диаметром 60 мм), маркер, карандаш или ручка, угольник, циркуль, а также болгарка и сварочный аппарат.
Рекомендуем также прочитать, как в условиях мастерской изготовить своими руками декоративные элементы из профтрубы.
Производим необходимые расчеты
Первым делом необходимо выполнить расчеты, от результатов которых мы и будем отталкиваться.
Диаметр трубы (в данном случае — 60 мм) делим на 3,14, и потом делим еще на количество сегментов, из которых будет состоять шар.
Автор решил сделать пять сегментов, но лучше сделать их чуть больше — семь или восемь. Полученное число необходимо будет разделить пополам. Запоминаем его (в данном случае у нас получилось число 18,84 мм).
Теперь нужно будет определить длину каждого сегмента. Для этого диаметр трубы умножаем на 3.14 и делим пополам. Получаем в итоге число 94,2 мм. И затем откладываем отрезок нужной длины на листе бумаги.
Делим отрезок на две части — ставим отметку посередине. От этой отметки по оси Х откладываем в разные стороны отрезки длиной по 18,84 мм.


Затем с помощью циркуля чертим дуги, которые должны соединять отложенные отметки на оси Х и точки по краям оси Y.

Приступаем к изготовлению шара
Вырезаем бумажный шаблон ножницами. Прикладываем его к трубе, обводим маркером. Потом вырезаем сегменты болгаркой.


Получившиеся сегменты шлифуем, чтобы убрать заусенцы, свариваем вместе. Готовое изделие также необходимо будет отшлифовать.


Подробнее о том, как сделать декоративный шар из круглой стальной трубы, вы можете посмотреть на видео ниже. Идеей поделился автор YouTube канала Welder DIY.
Поделки из металла своими руками для дома и на продажу — варианты готовых изделий

Многие мастера, специализирующиеся на сварке металла, занимаются продажей своих услуг и изделий. Какие металлические изделия можно изготовить на продажу и что понадобится для их реализации?
Сферы применения декоративных изделий из металла
К основным сферам применения относятся:
- декорирование интерьеров;
- изготовление гербов, статуэток, значков;
- применение в декорировании мебели;
- изготовление перил;
- оснащение окон решетками;
- различные ограждения;
- отделка каминных зон и фасадов домов;
- ювелирная сфера;
- облагораживание парковых территорий;
- оснащение рам и зеркал.
Это то, что относится к основным сферам применения декоративных металлических изделий.
Как заработать на изготовлении сувениров из металла

Как правило, спрос рождает предложение, и большинство людей, имеющих способности кузнеца, могут на них заработать. Для этого достаточно предложить свои услуги на современном рынке и при этом предоставить фотографии своих работ. Наглядная картинка заставит будущего покупателя заинтересоваться работой мастера и его изделиями. Очень актуально ведение страниц в социальных сетях, поскольку при этом идёт живое общение с пользователем:
- он может видеть процесс работы;
- наблюдать за актуальными данными;
- спрашивать о продукции и заказывать её «онлайн».
Такой подход подкупает потенциального покупателя, а содержание актуальной страницы в социальной сети дешевле, чем собственного магазина и предприятия. Кроме того, это отличный старт, после которого можно открыть уже свой магазин или сеть.
Справка! При выходе на определенный доход, лучше официально оформить свой бизнес как ИП или самозанятый.
Используемые материалы для изготовления металлических изделий
Как правило, используемые материалы делятся на:
- металлические: металлы и их сплавы;
- неметаллические: драгоценные, полудрагоценные и фальшивые камни, стекло, кость и т.д.;
- вспомогательные.
Это то, что относится к основным материалам.
Технология производства

Далее можно перейти к разбору технологии производства металлических изделий, поскольку процесс изготовления подразумевает смешанный вид работ: механический и ручной труд. То, как обрабатывать металл, выбирается в зависимости от его вида и желаемого результата работы. Наиболее распространенными видами работ являются:
- литьё металла;
- ковка;
- чеканка;
- резка лазерная;
- гравюра;
- металлопластика;
- травление;
- филигрань.
Кроме того, весь процесс работы подразделяется на несколько основных этапов.
Подготовительные работы

Данный этап подразумевает создание эскиза на будущее изделие. На этом же этапе происходит обозначение размеров и решаются дополнительные вопросы, которые могут появиться в процессе работы.
Изготовление
Предварительно созданный эскиз начинает воплощаться в жизнь. На этом этапе подбирается основной материал изготовления и способ его обработки, всё это обозначается заказчиком, уточняются какие-то нюансы работы.
Обработка
Это этап завершения, на котором изделие проходит обработку. Это очень важно, чтобы предотвратить дальнейшую коррозию. При желании, специалист может нанести декоративное покрытие на готовое изделие.
Справка! Обработка готового изделия должна осуществляться по желанию заказчика при помощи специальных составов.
Варианты изготовления металлических изделий
Далее стоит рассмотреть основные варианты по изготовлению изделий из металла.
Мини-станок для холодной ковки на базе тисков
Это изделие можно изготовить в домашней мастерской или гараже. Для того, чтобы сделать такую конструкцию, мастеру стоит приобрести профильную трубу, толстый лист металла и подшипники.

На первом этапе отрезаются три идентичные детали, которые свариваются между собой. Далее готовый элемент приваривается к металлической трубе, а сварные швы зачищаются при помощи болгарки. К вилке приваривается подшипник, а к наружной части приваривается металлическая пластина, а затем еще подшипники.
Ручка изготавливается при помощи кусочка круглой стали.
На этом этапе аппарат для холодной ковки можно считать готовым.
Вороток для колодца, простая конструкция
Для изготовления нужно:
- взять колоду, длина которой не менее 100-120 сантиметров, а диаметр около 15-20 см. Древесное изделие обрабатывается от коры при помощи рубанка, после чего ошкуривается;
- с целью защиты от растрескиваний делаются два кольца металлического цилиндра идентичного диаметра и надеваются на края;
- с торцов высверливаются отверстия размером в 10-20 сантиметров;
- берется металлический прут в 30-35 см, который в дальнейшем рассекается на две части, отрезок в 20 сантиметров будет опорой, фрагмент в 100 сантиметров рычагом;
- концы прутьев расплющиваются, и их монтируют в деревянную основу.
По завершению работы готовое изделие должно быть обработано при помощи антисептика.
Простой рычажный домкрат для дома и мастерской своими руками
Первично мастер вырезает три идентичные детали из металла, размер которых должен быть 30×50×5 мм, в них вырезаются детали в середине. Детали объединяются между собой при помощи гайки. Вырезается диск с отверстием, происходит равнение по центру. Одна основная деталь захватывается двумя боковыми. Убрав болт, основания провариваются. Далее берется пластина, где с одной стороны приваривается диск, а с другой стороны платформа. Данная пластина приваривается по середине к ранее изготовленной конструкции, образуя рычаг.
Катушка для хранения поливочного шланга
Такую катушку можно изготовить из барабана стиральной машины. Из этого диска вырезается центр, а по краю большого диска приваривается металлический прут. Далее изготавливаются ступицы. Острые кромки на этой ступице снимаются, и вставив в этот центр диска, привариваются и крепятся к диску. Барабан можно изготовить из ровного цилиндра, за основу отлично подойдёт пластиковое ведро. Также берётся обод и к нему привариваются ступицы, это послужит верхней частью катушки. Все элементы скрепляются между собой.

Мини-мангал из баллона для гелия
Достаточно популярная самоделка для дачи, в основе которой лежит газовый баллон разного объёма. Берётся небольшой баллон, из него выпускают остатки газа, баллон разрезается на две части, они скрепляются двумя деталями крепления по бокам. Также внутрь монтируется решетка, монтируется поддон для стекания жира и жидкости. Для удобства можно приварить ножки и оборудовать дополнительные детали для удобства.
Автоматическая дверная защелка
Отрезав кусочек стального прута, мастер под углом стачивает один конец этой детали. Из полой трубы изготавливается дополнительная втулка. Из листа металла вырезаются две идентичные детали. В них высверливаются отверстия. Первая деталь приваривается к круглой втулке. Второе ушко приваривается идентично первому, с другой стороны. Далее приваривается держатель из металлического листа.

Самодельный бур для кирпичных стен из куска арматуры
Делается он из прута арматуры, держателя и бурящего элемента. Бурящий элемент подбирается согласно предназначению конструкции: садовый, шнековый и так далее. Зачастую используют диск, который разрезают на две полукруглые лопасти.
Жаровня в виде робота-сгибальщика Бендера из Футурамы
Достаточно интересный вариант поделки своими руками из железа, который может стать 2 в 1, как отличной жаровней, так и декоративным элементом для дачного участка. Основой такой жаровни становится металлический лист, который сворачивается в цилиндр. В верхней и нижней части оснащается металлическими дисками, вырезанными из того же листа. Вырезается дверца, а внутри оснащают решеткой для жаренья.
Далее формируется труба, конструкция печи конструируется под персонажа. Могут под заказ изготавливаться и другие предметы, фигурки из железа и жести. Тут уж на что хватит фантазии мастера и заказчика. В интернете можно найти схемы и чертежи очень оригинальных поделок.
Простая роликовая линейка своими руками
Основой роликовой линейки выступает лист арматуры и смонтированное подножье такого механизма. Подножье изготавливается из металлического уголка, болтов и подшипников. Но поскольку детали будут свариваться между собой, понадобится достаточно много инструментов.
Простой стул-стремянка из подручных средств
Стул имеет сборную конструкцию-трансформер и изготавливается из металлических прутов с применением деревянной фанеры. Пользователь сваривает куб из двух разбирающихся частей-прямоугольников со спинкой, и к области, где будет места для сидения монтируется фанера. При желании этот стул разбирается в стремянку.

Варианты металлических изделий для внутреннего декорирования
Отличным вариантом металлических изделий для продажи могут стать:
- арки;
- ажурные детали декора;
- значки;
- перила;
- вешалки;
- скамейки;
- и так далее.
Главное — изучить рынок и потребности клиентов. При правильном подходе и качественной работе с клиентом такое хобби станет не просто прибыльным бизнесом, но и «золотой жилой». Многие железные и жестяные предметы, которые есть в хозяйстве, могут послужить основой для будущих шедевров.
Технология изготовления зеркальных шаров
Технология изготовления зеркальных шаров. В данной теме хотел отразить технологию изготовления зеркальных шаров.
Под зеркальным шаром понимается полая металлическая сфера, изготовленная из нержавеющей стали толщиной от 1 до 5 мм, отшлифованная до зеркального блеска.
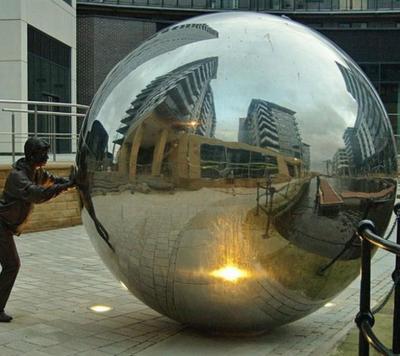
Согласитесь, подобные конструкции выглядят довольно эффектно. Могут быть использованы как детали интерьера и скульптурных композиций. К тому же подобная технология используется для изготовления зеркальных скульптур из нержавеющей стали и куполов церквей.








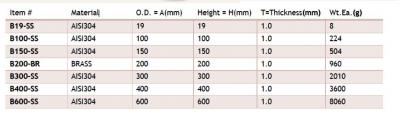
Согласно каталогам производителя данные конструкции изготавливаются в следующем ассортименте:
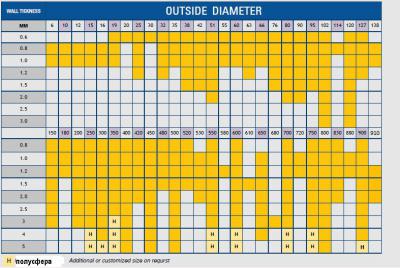
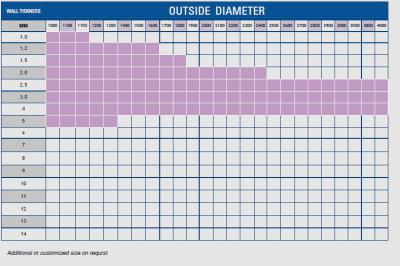
По всей видимости, изготовление сфер малого диаметра производиться предварительной штамповкой полусфер, и последующей сваркой двух половинок. Сферы больших диаметров изготавливаются из раскроенных деталей.

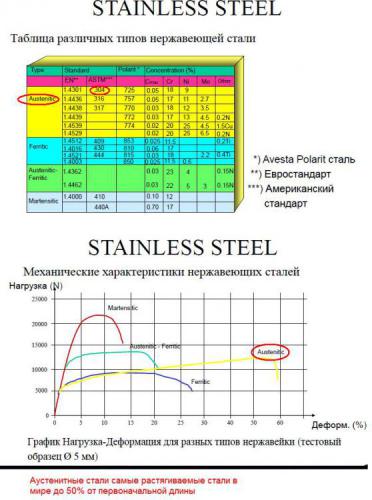
Как видно из каталогов материал для изготовления сфер используют AISI 304 приблизительный аналог нашей 08Х18Н10.
Для получения сферического профиля шары после сварки надувают водой под давлением, как воздушные шарики. Дело в том что аустенитные стали хорошо тянуться. Поэтому конструкции из листовой аустенитной стали можно раздувать.
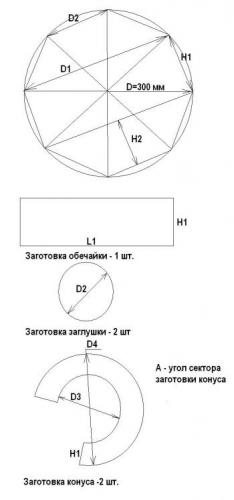
Рассмотрим пример изготовления шара диаметром 300 мм. Как заявлено производителем данный шар изготавливается из листа толщиной 1 мм. Такую толщину довольно сложно сварить без дефектов односторонним стыковым соединением, да и при шлифовки можно протереть до дыр, но если, например, взять толщину 2 мм то возникнут сложности. Во первых шар будет дороже и тяжелее. Во вторых будет труднее формировать заготовки. И в третьих понадобиться большее давление воды для того чтобы шар принял идеальную сферическую форму. Поэтому давайте остановимся на листе толщиной 1 мм.

Расчет параметров приложен в Excel файле.

Раскрой можно осуществить на лазерном комплексе или по старинке на ручной гильотине.


Формирование обечайки и конуса необходимо произвести на вальцах. Сначала подогнуть края по шаблону, а потом вальцевать.
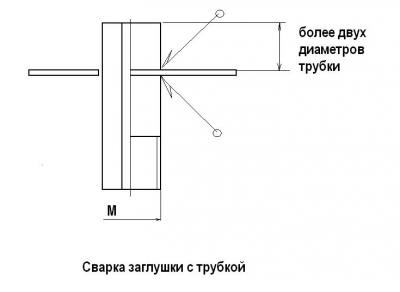
В одной заглушке необходимо просверлить отверстие диаметром равным наружному диаметру трубы по которой будет подаваться вода. Трубка должна быть толстостенной. Материал трубки должен быть тоже нержавейка. На конце трубки должна быть резьба для подсоединения шланга высокого давление. Если трубка будет длинной это хорошо, это позволит использовать её несколько раз. Внутренний диаметр трубки должен быть выбран так чтобы в шар можно было залить воду.
Собрать трубку с заглушкой. Важно чтобы при сборке трубка заходила в шар более чем на два диаметра трубки. Это позволит в последствии заварить отверстие так, чтобы не нагреть тонкий металл шара потому, что если это произойдет, место разогрева провалиться вовнутрь шара. Обварить трубку с обеих сторон угловым швом с полным проваром. Если провара не будет, при шлифовании появятся дефекты.
Собрать обечайку на прихватках без зазора в стык.
Сварить стыковой шов обечайки с помощью ручной аргонодуговой сварки неплавящимся электродом. Желательно с поддувом. Подрезы на лицевой стороне не допускаются. Должна быть обеспечена герметичность шва и отсутствие внутренних дефектов, так как при шлифовании они станут видимыми.
Сборка конуса на прихватках ведется по обечайке и припуск по окончанию сборки обрезается так, чтобы в стыковых швах не было зазоров или они были минимальны.

Когда конструкция собрана на прихватках можно приступать к сварке. Если хотите обеспечить поддув, заведите шланг в трубку и обклейте скотчем участки незаваренных швов, чтобы поддув не расходовался зря. Помните, что при замыкании последнего шва может произойти выброс сварочной ванны вверх, в связи с тем, что образовался герметичный сосуд. Это может привести к травме.





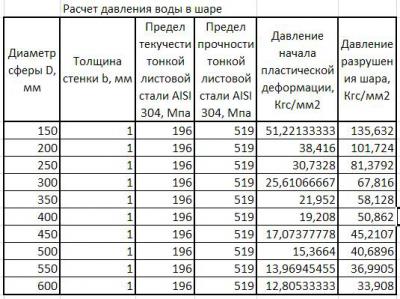
В данном случае было использовано дополнительное фланцевое соединение. Но лучшим решение было бы добавление перекрывающего крана на выходную трубу. Это позволил о бы оставить давление воды 3-4 КгС/мм2 после процесса надувания и перекрыть. По моему мнению, шлифовать шары нужно тогда когда в них находиться вода под небольшим давлением, металл не будет нагреваться и проваливаться. По окончанию шлифовки (или удаления усиления сварных швов) воду можно слить. (К сожалению, я не пробовал такую процедуру, но думаю, это будет правильно.)
Ну что ж бачок готов можно приступать к надуванию.
Для надувания необходимо рассчитать давление для каждой конструкции, при котором начнется пластическая деформация и давление, при котором шар разрушиться для того, чтобы знать в каких диапазонах можно надувать.
Для проведения процесса надувания можно использовать водяной гидронасос предназначенный для испытания сосудов работающих под давлением. Необходимо заполнить шар водой и выгнать из него весь воздух.
В целях безопасности перед подачей давления шар необходимо поместить в отдельный контейнер или комнату, в которой никого не будет до тех пор, пока давление с шара не будет снято. Иначе шар может лопнуть или соединение может не выдержать. Это может привести к травме.
Первый шар лучше надувать постепенно. Нагнали давление до определенного уровня, потом сбросили, посмотрели все ли Вас устраивает. Потом еще добавили, сбросили, посмотрели.
Шар необходимо надувать до тех пор пока проваленная околошовная зона вокруг шва не выпрет на уровень основного листа, чтобы при шлифовке не оставались канавки между швом и околошовной зоной.
Вы можете столкнуться с ситуацией когда в определенный момент появиться течь в некачественном сварном шве. Давление не будет нагнетаться. Слейте воду и подварите дефект. Место сварки слегка провалиться. Налейте воды и повторите процедуру.




Если Вы закончили надувание, сбросьте давление до 3-4 Кгс/мм2 и перекройте входной кран. Сбросьте давление в гидронасосе до нуля. Отсоедините шланг высокого давления и перекатывая шар по ПЕСЧАНОМУ полу переместите его на шлифовку. При шлифовки тонкий металл не должен перегреваться (если конечно не усердствовать) так как внутри вода. Перегрев металла приведет к его проваливанию вовнутрь шара.

Да вот так не затейливо болгаркой Вы сначала снимаете усиление сварных швов. Вода внутри. Откройте кран, слейте воду.
Теперь срежьте трубку болгаркой почти заподлицо и аккуратно без значительного перегрева (благо Вы оставили хвостик внутри, который подберет тепло) за плавьте отверстие и зашлифуйте.

И еще. Должно быть какое-то защитное покрытие на шарах, о котором я ничего не знаю. Возможно люди, которые занимаются нанесением оксида титана на церковные купола, знают об этом.
Всем спасибо. Удачи в освоении новых технологий.
PS: Возможно в мои расчеты закралась ошибка. Я их не проверял. Будьте осторожны при их использовании. Соблюдайте технику безопасности. Вышлю файл с расчетами по запросу или выложу на форуме если будет разрешение модератора.
На вопросы буду отвечать редко, по возможности. Работы много.
Часть первая: Через терни к звездам.
Изначально было решено изготовить полые шары спинингованием. (или как там оно называется по научному ротационное формование) Сами потом нагуглите на ютьюбе если интересно. Им кастрюли в делают.

Насмотревшись на ютьюбе роликов как ловко мастера изготавливают кубки, кастрюли и полусферы из тонких блинов решено было по пробовать изготовить полусферу диаметром 150 мм.


Изготовили полусферический пуансон и ролик для обкатки. Попробовали скатать из блина.
Получалось плохо. Решили сделать отверстие в центре. Половники получались знатные, но с трещинами и на полусферу мало походили.



Результат: поперечные трещины от отверстия к торцам, в середине накатки метал стал тонким и пошла трещина вдоль вращения
В результате обработки напильником получилось чудо юдо рыба кит.

Ну и при шлифовке вылезло.

Так и стоит в музее завода у дяди Васи в инструментальном ящике.
Часть вторая: Эх, молодежь!
Кого-то посетила гениальная мысли штампануть и порвав все старческие предупреждения и предрассудки был изготовлен еще один пуансон и оправка. Которые были применены к полусамодельному ручному гидравлическому прессу. Пресс долго упирался. В результате родился еще один выкидыш.

Теперь их стало в два раза больше.
Пуансон полусферы 144 мм. кольцо 148 мм соскругленным краям. Прижимное кольцо с креплениями на двух планках.
Часть третья: Хаппи енд.
Ну а дальше обычная история. Шли дни, срок прошел, клиент начинал нервничать, генеральный начинал психовать, но денег на аутсерсинг (тогда 90 т. р. за комплект, щас значт 180 т. р.) не давал, директор производства с главным инженером ежедневно поднимали данный вопрос на оперативках, стараясь скрывать раздражения. Как обычно вляпались по полной и теперь придется это все разгребать.
Дня три ходил за главным инженером, чтоб тот подписал покупку листа нержавейки толщиной 1 мм. Потом плюнул, пошел делать демо-версию, нашел в цеху лист 2 мм сказал, что буду делать из неё, но возможно не вытяну до конца. Получил раскрой со второго раза из конструкторского отдела, отдал в цех. Долго долбил народ как нужно сделать, все равно сделали по своему, ну да ладно демо оно и есть демо. Ну и поехали.







Получилась вот такая вот шняга, не до давленная. Понес к главному инженеру. Он видать за два месяца натерпелся, увидев демо-версию сразу подписал лист 1 мм. Ну а там дорожка проторенная, знай косяки подчищай.








От оне наши корявости. Не так конечно все радостно как на фотках получилось, но клиент таки заказ принял, отправил на покрытие оксидом титана. Я, посмотрев на то как наше очередное детище забивают гвоздями в упаковочные ящики, пошел дальше бороться со злом в экономикой забытой стране под названием Россия.
Вот такой вот производственный комикс получился.
Применение данной технологии закончилось с окончанием этого единственного в своем роде заказа, кроме случая, когда один из сварщиков изготавливал паровой двигатель для внука, на его школьную презентацию.
Читайте также: