Схема печи для плавки металла
Обновлено: 17.05.2024
Плавка металла методом индукции широко применяется в разных отраслях: металлургии, машиностроении, ювелирном деле. Простая индукционная печь для плавки металла собирается в домашних условиях несложно, ее можно собрать своими руками, имея схемы и руководство.
Принцип действия
Нагрев и плавка металлов в индукционных печах происходят за счет внутреннего нагрева и изменения кристаллической решетки металла при прохождении через них высокочастотных вихревых токов. В основе этого процесса лежит явление резонанса, при котором вихревые токи имеют максимальное значение.
Чтобы вызвать протекание вихревых токов через расплавляемый металл, его помещают в зону действия электромагнитного поля индуктора — катушки. Она может иметь форму спирали, восьмерки или трилистника. Форма индуктора зависит от размеров и формы нагреваемой заготовки.
Катушка индуктора подключается к источнику переменного тока. В производственных плавильных печах используют токи промышленной частоты 50 Гц, для плавки небольших объемов металлов в ювелирном деле используют высокочастотные генераторы, как более эффективные.
Вихревые токи замыкаются по контуру, ограниченному магнитным полем индуктора. Поэтому нагрев токопроводящих элементов возможен как внутри катушки, так и с внешней ее стороны.
- Поэтому индукционные печи бывают двух типов:
Канальная печь слишком габаритная и рассчитана на промышленные объемы плавки металлов. Её используют при выплавке чугуна, алюминия и других цветных металлов.
Тигельная печь довольно компактна, ей пользуются ювелиры, радиолюбители, такую печь можно собрать своими руками и применять в домашних условиях.
Устройство

- Самодельная печь для плавки металлов имеет довольно простую конструкцию и состоит из трех основных блоков, помещенных в общий корпус:
Тигель помещают в индуктор, концы обмотки подключают к источнику тока. При протекании тока по обмотке вокруг нее возникает электромагнитное поле с переменным вектором. В магнитном поле возникают вихревые токи, направленные перпендикулярно его вектору и проходящие по замкнутому контуру внутри обмотки. Они проходят через металл, положенный в тигель, при этом нагревая его до температуры плавления.
Достоинства индукционной печи:
- быстрый и равномерный нагрев металла сразу после включения установки;
- направленность нагрева — греется только металл, а не вся установка;
- высокая скорость плавления и однородность расплава;
- отсутствует испарение легирующих компонентов металла;
- установка экологически чиста и безопасна.
В качестве генератора индукционной печи для плавки металла может быть использован сварочный инвертор. Также можно собрать генератор по представленным ниже схемам своими руками.
Печь для плавки металла на сварочном инверторе
Эта конструкция отличается простотой и безопасностью, так как все инверторы оборудованы внутренними защитами от перегрузок. Вся сборка печи в этом случае сводится к изготовлению своими руками индуктора.
Индуктор можно закрепить в корпусе из графита или текстолита и установить внутрь тигель. Можно просто поставить индуктор на термостойкую поверхность. Корпус не должен проводить ток, иначе замыкание вихревых токов будет проходить через него, и мощность установки снизится. По этой же причине не рекомендуется располагать в зоне плавления посторонние предметы.
При работе от сварочного инвертора его корпус нужно обязательно заземлять! Розетка и проводка должны быть рассчитаны на потребляемый инвертором ток.
В основе системы отопления частного дома лежит работа печи или котла, высокая производительность и долгий бесперебойный срок службы которых зависит как от марки и установки самих отопительных приборов, так и от правильного монтажа дымохода.
В этой статье вы найдёте рекомендации по выбору твердотопливного котла, а в следующей — познакомитесь с видами и правилами установки дымохода:
Индукционная печь на транзисторах: схема
Существует множество различных способов собрать индукционный нагреватель своими руками. Достаточно простая и проверенная схема печи для плавки металла представлена на рисунке:

- Чтобы собрать установку своими руками, понадобятся следующие детали и материалы:
Последовательность сборки своими руками:
- Полевые транзисторы устанавливают на радиаторы. Поскольку схема в процессе работы сильно греется, радиатор должны быть достаточно большими. Можно установить их и на один радиатор, но тогда нужно изолировать транзисторы от металла с помощью прокладок и шайб из резины и пластика. Распиновка полевых транзисторов приведена на рисунке.

- Необходимо изготовить два дросселя. Для их изготовления медную проволоку диаметром 1,2 мм наматывают на кольца, снятые с блока питания любого компьютера. Эти кольца состоят их порошкового ферромагнитного железа. На них необходимо намотать от 7 до 15 витков проволоки, стараясь выдерживать расстояние между витками.

- Собирают перечисленные выше конденсаторы в батарею общей емкостью 4,7 мкФ. Соединение конденсаторов — параллельное.


- Выполняют обмотку индуктора из медной проволоки диаметром 2 мм. Наматывают на подходящий по диаметру тигля цилиндрический предмет 7-8 витков обмотки, оставляют достаточно длинные концы для подключения к схеме.
- Соединяют элементы на плате в соответствии со схемой. В качестве источника питания используют аккумулятор на 12 В, 7,2 A/h. Потребляемый ток в режиме работы — около 10 А, емкости аккумулятора в этом случае хватит примерно на 40 минут.При необходимости изготовляют корпус печи из термостойкого материала, например, текстолита.Мощность устройства можно изменить, поменяв количество витков обмотки индуктора и их диаметр.
При продолжительной работе элементы нагревателя могут перегреваться! Для их охлаждения можно использовать вентилятор.
Индукционный нагреватель для плавки металла: видео
Индукционная печь на лампах

Более мощную индукционную печь для плавки металлов можно собрать своими руками на электронных лампах. Схема устройства приведена на рисунке.
Для генерации высокочастотного тока используются 4 лучевые лампы, соединенные параллельно. В качестве индуктора используется медная трубка диаметром 10 мм. Установка оснащена подстроечным конденсатором для регулировки мощности. Выдаваемая частота — 27,12 МГц.
Для сборки схемы необходимы:
- 4 электронные лампы — тетрода, можно использовать 6L6, 6П3 или Г807;
- 4 дросселя на 100…1000 мкГн;
- 4 конденсатора на 0,01 мкФ;
- неоновая лампа-индикатор;
- подстроечный конденсатор.
Сборка устройства своими руками:
Для всех любителей деликатесов, приготовленных методом холодного копчения, предлагаем узнать здесь как быстро и просто своими руками сделать коптильню, а тут познакомиться с фото и видео инструкцией по изготовлению генератора дыма для холодного копчения.
Охлаждение схемы
Промышленные плавильные установки оснащены системой принудительного охлаждения на воде или антифризе. Выполнение водяного охлаждения в домашних условиях потребует дополнительных затрат, сопоставимых по цене со стоимостью самой установки для плавки металла.
Выполнить воздушное охлаждение с помощью вентилятора можно при условии достаточно удаленного расположения вентилятора. В противном случае металлическая обмотка и другие элементы вентилятора будут служить дополнительным контуром для замыкания вихревых токов, что снизит эффективность работы установки.
Элементы электронной и ламповой схемы также способны активно нагреваться. Для их охлаждения предусматривают теплоотводящие радиаторы.
Индукционная печь для плавки металла — где купить и цены
Меры безопасности при работе
- Основная опасность при работе с самодельной установкой — опасность получения ожогов от нагреваемых элементов установки и расплавленного металла.
- Ламповая схема включает элементы с высоким напряжением, поэтому её нужно разместить в закрытом корпусе, исключив случайное прикосновение к элементам.
- Электромагнитное поле способно воздействовать на предметы, находящиеся вне корпуса прибора. Поэтому перед работой лучше надеть одежду без металлических элементов, убрать из зоны действия сложные устройства: телефоны, цифровые камеры.
Печь для плавки металлов в домашних условиях может использоваться также для быстрого нагрева металлических элементов, например, при их лужении или формовке. Характеристики работы представленных установок можно подогнать под конкретную задачу, меняя параметры индуктора и выходной сигнал генераторных установок — так можно добиться их максимальной эффективности.
Схемы индукционных печей

В статье рассмотрены схемы промышленных индукционных плавильных печей (канальных и тигельных) и индукционных закалочных установок с питанием от машинных и статических преобразователей частоты.
Схема индукционной канальной печи
Почти все конструкции промышленных индукционных канальных печей выполняются с отъемными индукционными единицами. Индукционная единица представляет собой электропечной трансформатор с футерованным каналом для размещения расплавленного металла. Индукционная единица состоит из следующих элементов, кожуха, магнитопровода, футеровки, индуктора.
Индукционные единицы выполняются как однофазными, так и двухфазными (сдвоенными) с одним или двумя каналами на один индуктор. Индукционная единица подключается ко вторичной стороне (стороне НН) электропечного трансформатора с помощью контакторов, имеющих дугогасящие устройства. Иногда включаются два контактора с параллельно работающими силовыми контактами в главной цепи.
На рис. 1 приведена схема питания однофазной индукционной единицы канальной печи. Реле максимального тока РМ1 и РМ2 служат для контроля и отключения печи при перегрузках и коротких замыканиях.
Трехфазные трансформаторы используются для питания трехфазных или двухфазных печей, имеющих либо общий трехфазный магнитопровод, либо два или три отдельных магнитопровода стержневого типа.
Для питания печи в период рафинирования металла и для поддержания режима холостого хода служат автотрансформаторы для более точного регулирования мощности в период доводки металла до нужного химического состава (при спокойном, без бурления, режиме расплавления), а также для начальных пусков печи при первых плавках, которые проводятся при малом объеме металла в ванне для обеспечения постепенной сушки и спекания футеровки. Мощность автотрансформатора выбирают в пределах 25—30% мощности основного трансформатора.
Для контроля температуры воды и воздуха, охлаждающих индуктор и кожух индукционной единицы, устанавливают электроконтактные термометры, выдающие сигнал при превышении температуры свыше допустимой. Питание печи автоматически отключается при повороте печи для слива металла. Для контроля положения печи служат конечные выключатели, сблокированные с приводом электропечи. У печей и миксеров непрерывного действия при сливе металла и загрузке новых порций шихты отключение индукционных единиц не производится.
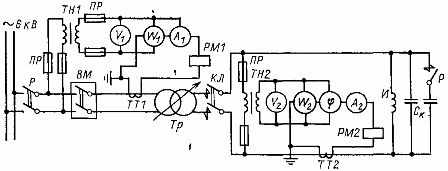
Рис. 1. Принципиальная схема питания индукционной единицы канальной печи: ВМ — выключатель мощности, КЛ — контактор, Тр — трансформатор, С — конденсаторная батарея, И — индуктор, ТН1, ТН2 — трансформаторы напряжения, 777, ТТ2 — трансформаторы тока, Р — разъединитель, ПР — предохранители, РМ1, РМ2 — реле максимального тока.
Для обеспечения надежного питания при эксплуатации и в аварийных случаях приводные двигатели механизмов наклона индукционной печи, вентилятора, привод загрузочно-разгрузочных устройств и системы управления питаются от отдельного трансформатора собственных нужд.
Схема индукционной тигельной печи
Промышленные индукционные тигельные печи емкостью более 2 т и мощностью свыше 1000 кВт питаются от трехфазных понижающих трансформаторов с регулированием вторичного напряжения под нагрузкой, подключаемых к высоковольтной сети промышленной частоты.
Печи выполняют однофазными, и для обеспечений равномерной нагрузки фаз сети в цепь вторичного напряжения подключают симметрирующее устройство, состоящее из реактора L с регулированием индуктивности методом изменения воздушного зазора в магнитной цепи и конденсаторной батареи Сс, подключаемых с индуктором по схеме треугольника (см. АРИС на рис. 2). Силовые трансформаторы мощностью 1000, 2500 и 6300 кВ-А имеют 9 - 23 ступени вторичного напряжения с автоматическим регулированием мощности на желаемом уровне.
Печи меньших емкости и мощности питаются от однофазных трансформаторов мощностью 400 - 2500 кВ-А, при потребляемой мощности свыше 1000 кВт также устанавливают симметрирующие устройства, но на стороне ВН силового трансформатора. При меньшей мощности печи и питании от высоковольтной сети 6 или 10 кВ можно отказаться от симметрирующего устройства, если колебания напряжения при включении и выключении печи будут находиться в допустимых пределах.
На рис. 2 приведена схема питания индукционной печи промышленной частоты. Печи снабжаются регуляторами электрического режима АРИР, которые в заданных пределах обеспечивают поддержание напряжения, мощности Рп и cosфи путем изменения числа ступеней напряжения силового трансформатора и подключения дополнительных секций конденсаторной батареи. Регуляторы и измерительная аппаратура размещены в шкафах управления.
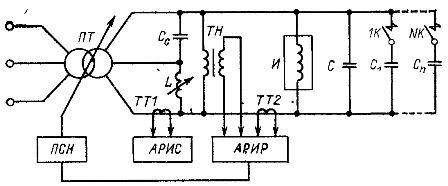
Рис. 2. Схема питания индукционной тигельной печи от силового трансформатора с симметрирующим устройством и регуляторами режима печи: ПСН — переключатель ступеней напряжения, С — симметрирующая емкость, L — реактор симметрирующего устройства, С-Ст - компенсирующая конденсаторная батарея, И — индуктор печи, АРИС — регулятор симметрирующего устройства, АРИР — регулятор режима, 1K—NK — контакторы управления емкостью батареи, ТТ1, ТТ2 — трансформаторы тока.
На рис. 3 приведена принципиальная схема питания индукционных тигельных печей от машинного преобразователя средней частоты. Печи оснащены автоматическими регуляторами электрического режима, системой сигнализации «проедания» тигля (для высокотемпературных печей), а также сигнализацией о нарушении охлаждения в водоохлаждаемых элементах установки.
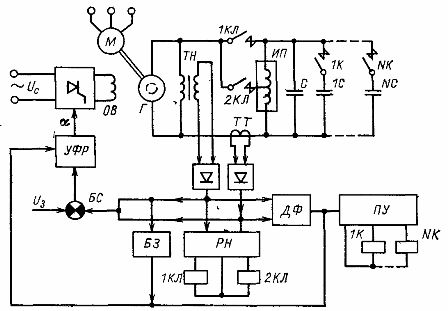
Рис. 3. Схема питания индукционной тигельной печи от машинного преобразователя средней частоты со структурной схемой автоматического регулирования режима плавки: М — приводной двигатель, Г —генератор средней частоты, 1K—NK — магнитные пускатели, ТИ — трансформатор напряжения, ТТ — трансформатор тока, ИП — индукционная печь, С — конденсаторы, ДФ — датчик фазы, ПУ — переключающее устройство, УФР — усилитель-фазорегулятор, 1КЛ, 2КЛ — линейные контакторы, БС — блок сравнения, БЗ — блок защиты, ОВ — обмотка возбуждения, РН — регулятор напряжения.
Схема индукционной закалочной установки
На рис. 4 приведена принципиальная электрическая схема питания индукционного закалочного станка от машинного преобразователя частоты. Помимо источника питания М—Г схема включает в себя силовой контактор К, закалочный трансформатор ТрЗ, на вторичную обмотку которого включен индуктор И, компенсирующую конденсаторную батарею Ск, трансформаторы напряжения и тока ТН и 1TT, 2ТТ, измерительные приборы (вольтметр V, ваттметр W, фазометр) и амперметры тока генератора и тока возбуждения, а также реле максимального тока 1РМ, 2РМ для защиты источника питания от коротких замыканий и перегрузок.
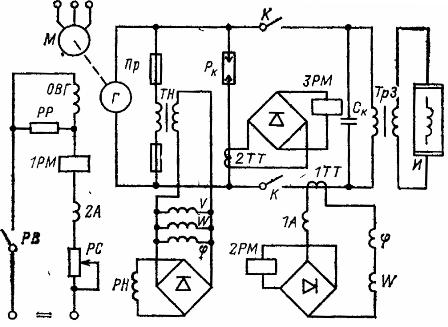
Рис. 4. Принципиальная электрическая схема индукционной закалочной установки: М —приводной двигатель, Г — генератор, ТН, ТТ — трансформаторы напряжения и тока, К — контактор, 1PM, 2РМ, ЗРМ — реле тока, Рк — разрядник, А, V, W — измерительные приборы, ТрЗ — закалочный трансформатор, OВГ —обмотка возбуждения генератора, РР — разрядный резистор, РВ — контакты реле возбуждения, PC — регулируемое сопротивление.
Для питания старых индукционных установок для термообработки деталей используют электромашинные преобразователи частоты — приводной двигатель синхронного или асинхронного типа и генератор средней частоты индукторного типа, в новых индукционных установках - статические преобразователи частоты.
Схема промышленного тиристорного преобразователя частоты для питания индукционной закалочной установки показана на рис. 5. Схема тиристорного преобразователя частоты состоит из выпрямителя, блока дросселей, преобразователя (инвертора), цепей контроля и вспомогательных узлов (реакторов, теплообменников и пр.). По способу возбуждения инверторы выполняются с независимым возбуждением (от задающего генератора) и с самовозбуждением.
Тиристорные преобразователи могут устойчиво работать как с изменением частоты в широком диапазоне (при самонастраивающемся колебательном контуре в соответствии с изменяющимися параметрами нагрузки), так и при неизменной частоте с широким диапазоном изменения параметров нагрузки в связи с изменением активного сопротивления нагреваемого металла и его магнитных свойств (для ферромагнитных деталей).
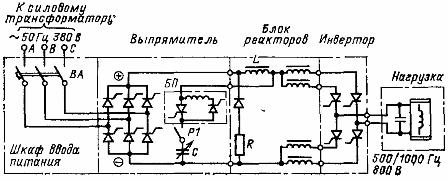
Рис. 5. Принципиальная схема силовых цепей тиристорного преобразователя типа ТПЧ-800-1: L — сглаживающий реактор, БП — блок пуска, ВА — выключатель автоматический .
Преимуществами тиристорных преобразователей являются отсутствие вращающихся масс, малые нагрузки на фундамент и малое влияние коэффициента использования мощности на снижение КПД, КПД составляет 92 - 94% при полной нагрузке, а при 0,25 снижается только на 1 - 2%. Кроме того, поскольку частота может быть легко изменена в определенном диапазоне, нет необходимости регулирования емкости для компенсации реактивной мощности колебательного контура.
Телеграмм канал для тех, кто каждый день хочет узнавать новое и интересное: Школа для электрика
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Как своими руками собрать индукционную печь для плавки металла в домашних условиях
Электрическая печь для плавки металла своими руками
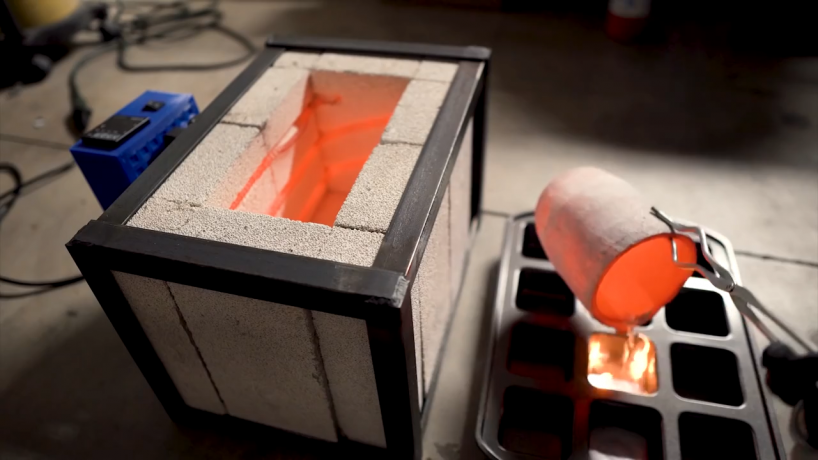
Как известно, алюминий часто используется самодельщиками, для изготовления различных самодельных деталей. Алюминиевые сплавы обладают невысокой температурой плавления и хорошей обрабатываемостью деталей. А в хозяйстве всегда найдётся много алюминиевого лома. Средняя температура плавления алюминия 650–660 ℃, поэтому этот металл можно плавить и в домашних условиях, отливать чушки и заготовки для деталей.
В связи с этим мы подготовили для вас эту статью-инструкцию по изготовлению своей электрической печи для переплавки алюминиевого лома в слитки, которые затем можно подвергнуть повторной механической обработке.
Отказ от ответственности: в данном проекте используются источники питания высокого напряжения, и присутствует серьезный риск получения травм (например, нагревательный элемент находится под напряжением при использовании и может иметь электрический потенциал даже при отключении). Также электрическая печь для плавки металла создает чрезвычайно высокие температуры и расплавленный металл, что также представляет серьезный риск получения травм. Используйте соответствующие меры предосторожности, защитное оборудование и обратитесь к опытному профессионалу!
Комплектующие:
Вот список расходных материалов, которые мы использовали:
- Изоляционные огнеупорные кирпичи;
- Печной цемент;
- Щипцы для тиглей;
- Керамические клеммные колодки;
- Высокотемпературный провод;
- Форма для выпечки;
- Графитовый тигель;
- Термопара типа К;
- Провод катушки нагревательного элемента;
- ПИД-регулятор;
- Угловой утюг 1 ”;
- Тумблер 125/250 В;
- Кабель питания 14 калибра.
Шаг 1: Изолированные огнеупорные кирпичи


Мы начали с 10 изолированных огнеупорных кирпичей. Есть несколько разных типов, поэтому обязательно используйте «мягкие» огненные кирпичи, такие как эти большие белые. Они обладают лучшими изоляционными свойствами по сравнению с «твердыми» огнеупорными кирпичами, которые представляют собой более мелкие кирпичи песочного цвета.
Вы можете использовать «твердые» кирпичи, если действительно хотите, но поскольку их функция в основном конструктивная, они проводят много тепла, и печи для литья потребуется очень много времени, чтобы нагреться до температуры, если вообще произойдет, поскольку будут большие потери тепла через поверхность кирпича.
Мы расположили кирпичи так, чтобы получился простой ящик для тигля, позволяющий загружать его сверху.
Шаг 2: Резка кирпичей
![]()
Мы разрезаем два кирпича пополам, чтобы поставить их в углы нашей конструкции. Эти кирпичи очень легко резать и придавать им форму, главное следить за тем, чтобы разрез оставался прямым.
Шаг 3: Делаем канавки для нагревательного элемента



Затем мы измерили три равномерно расположенных линии от пола литейного цеха до верхнего края по периметру внутренней части. Этим обозначены три ряда, в которые будет вставлена электрическая катушка.
Используя квадратный напильник, мы проделали канавки в кирпичах и использовали кусок электрической катушки, чтобы обеспечить правильную глубину.
Шаг 4: Шлифование и склеивание


Мы сделали небольшую сборочную линию, чтобы сделать процесс немного управляемым. Мы запилили пазы для всех внутренних стен, а затем склеили готовые детали печным цементом.
Шаг 5: Сверление и окончательная склейка


На одной из коротких стенок мы сделали бороздки в виде наклонной поверхности, что позволяет нагревательному змеевику достигать следующего ряда. Здесь же мы хотели, чтобы концы нагревательной спирали выходили, поэтому просверлили небольшое отверстие с помощью стандартного сверла.
Затем мы склеили все стены печным цементом и дали ему застыть в течение ночи.
Шаг 6: Создание внешней структуры




Поскольку «мягкие» огнеупорные кирпичи действительно хрупкие, мы сделали простую металлическую конструкцию, чтобы защитить края литейного цеха.
Используя стальной уголок толщиной 1 дюйм, мы измерили длину всех внешних углов и сварили их вместе.
Чтобы не усложнять, мы просто перекрыли соответствующие части, а не ослабляли каждое соединение. Если у вас нет сварщика, вы также можете использовать гайки и болты, просверлив отверстие в каждом соединении и затянув гайки и болты.
Шаг 7: Электроника - регулятор температуры

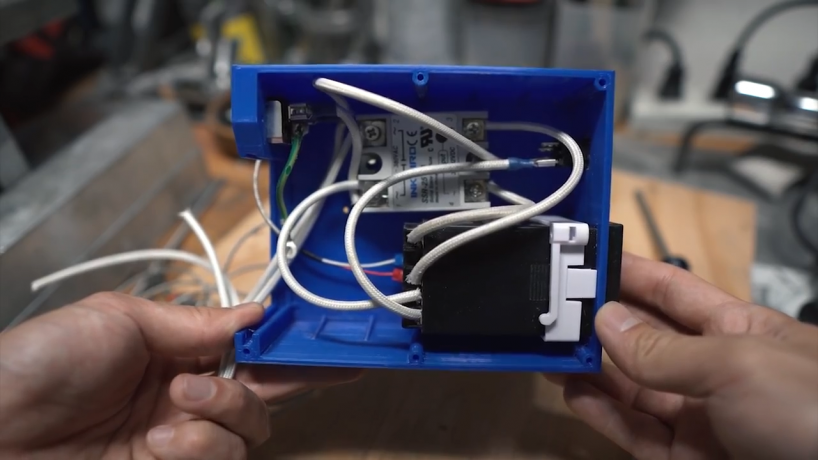
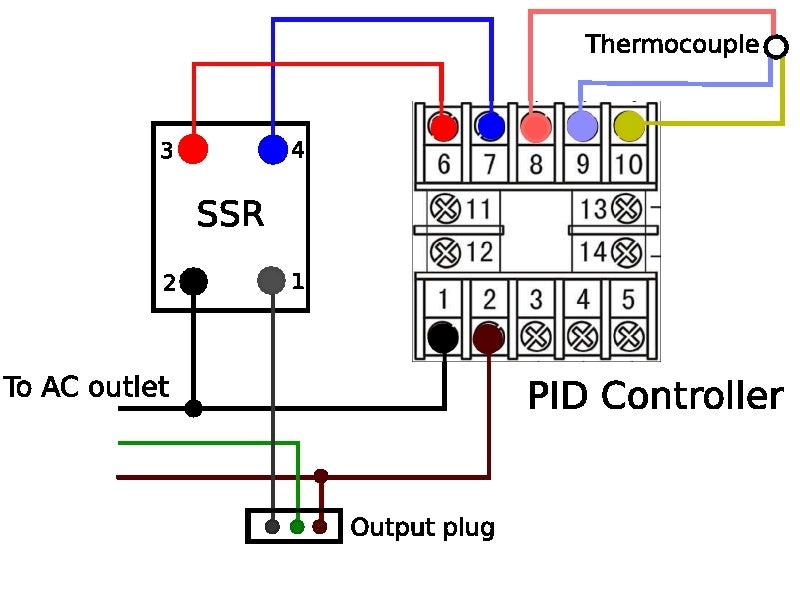
Переходим к электрической части. Мы использовали ПИД-регулятор и твердотельное реле, термоизолированный провод и термопару типа K, которая показывает 0 - 1300 ° C.
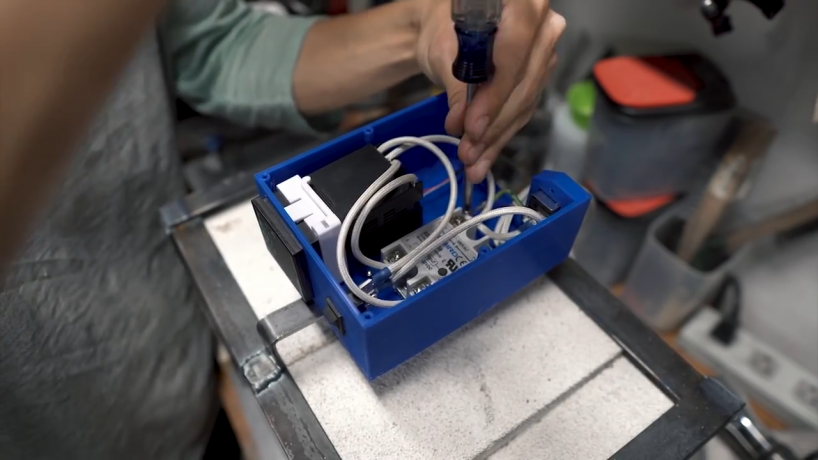
Чтобы разместить все вместе, мы напечатали на 3D-принтере корпус и установили тумблер и электрическую розетку, которые мы вытащили из старого блока питания компьютера.
Мы приложили общую схему подключения для справки, но разные ПИД регуляторы могут иметь разные инструкции по подключению, поэтому дважды проверьте свою модель.
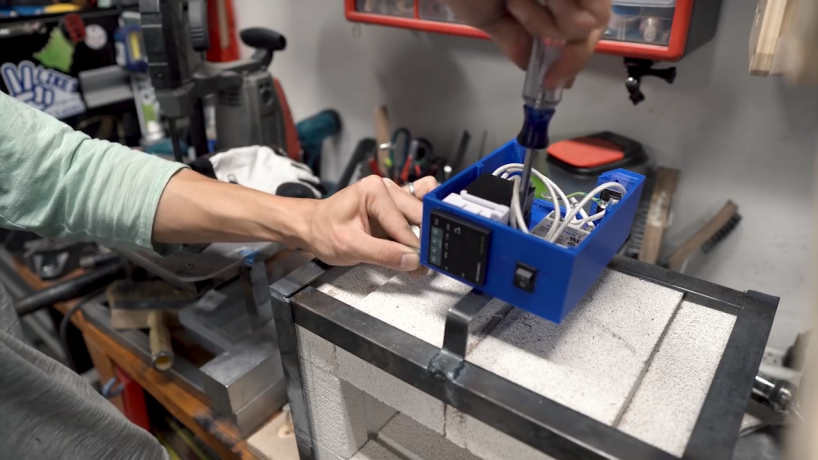
После того, как все было подключено и смонтировано в корпусе, мы прикрутили к металлической конструкции литейного цеха гайки и болты. Позже мы обнаружили, что конструкция немного нагревается и смягчает корпус, напечатанный на 3D-принтере, поэтому было бы полезно иметь изоляционный слой, такой как дерево.
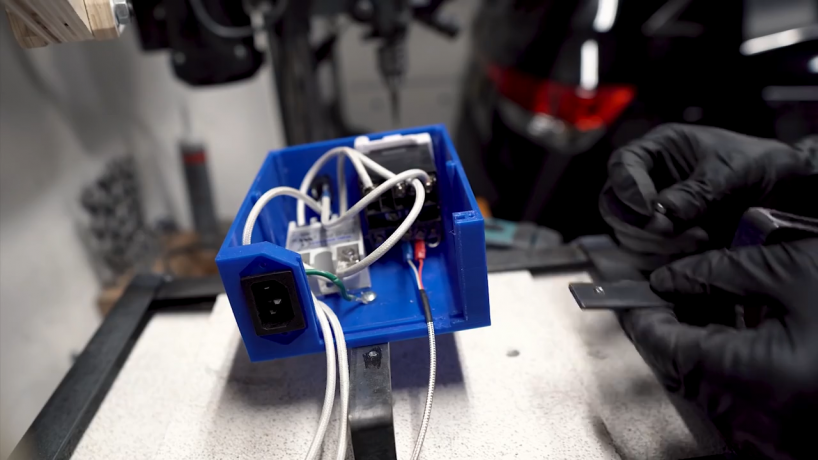
Мы обязательно подключили заземляющий провод к монтажному болту, чтобы конструкция могла быть электрически заземлена для безопасной работы.
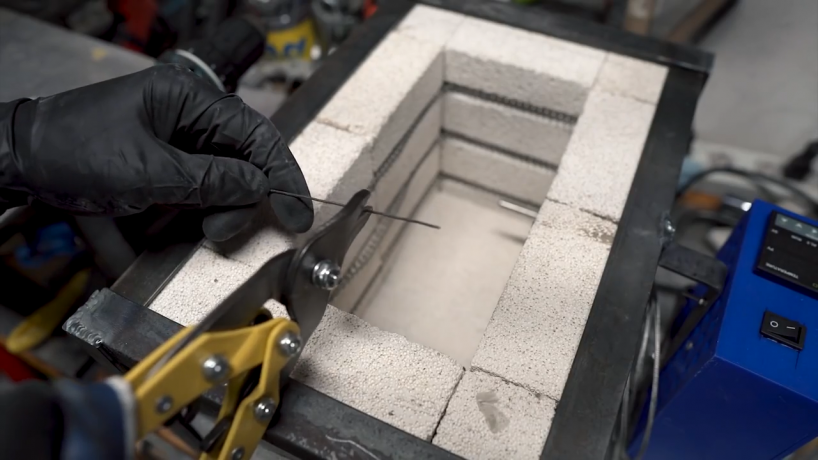
Шаг 8: Установка термопары


Затем мы измерили и просверлили отверстие для термопары.
Температура измеряется всего в 1 дюйме от кончика термопары, поэтому мы хотели расположить эту область ближе к полу литейного цеха, чтобы получить наиболее точные показания.
Мы сделали небольшой рычаг с небольшой регулировкой для установки термопары. После этого закрыли корпус.
Шаг 9: Нагревательный элемент


Используя катушку из стальной проволоки в качестве нагревательного элемента, мы рассчитали сопротивление около 9 Ом, чтобы дать нам достаточную мощность, не перегружая нашу схему на 20 А и давая нам приличный запас для включения других инструментов в цепи, если это необходимо.
Чтобы рассчитать, используя нашу схему 120 В с 9 Ом, измеренным на нагревательном элементе:
Ток = напряжение / сопротивление
Ток = 120 В / 9 Ом
Затем мы можем вычислить нашу общую мощность:
Мощность = Ток x Вольт
Мощность = 13,3 А x 120 В
Мощность = 1600 Вт
Мы рассчитали, что для того, чтобы обернуть вокруг литейного цеха змеевик три раза для равномерного распределения тепла, нам нужно растянуть его на 2 метра.
После того, как мы использовали тиски для натяжения катушек, мы поместили их в пазы. Мы выпрямили оставшуюся стальную проволоку и профилировали скобы с помощью плоскогубцев, чтобы закрепить нагревательные спирали на стене.
Шаг 10: Окончательная разводка

Поместив нагревательные элементы во внутренние канавки, а концы выступают через отверстия, которые мы просверлили ранее, мы ввернули керамическую клеммную колодку в кирпич и прикрепили нагревательные катушки к одному концу клеммной колодки, а провода от ПИД-регулятора к другой конец.
Шаг 11: Зажигаем!
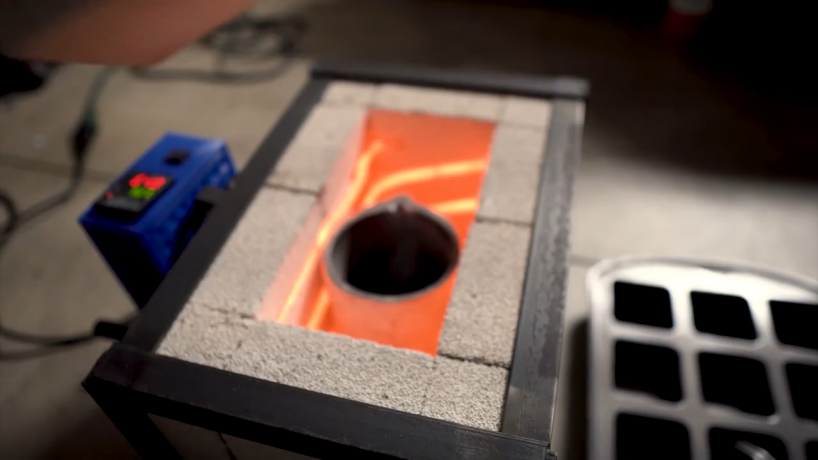
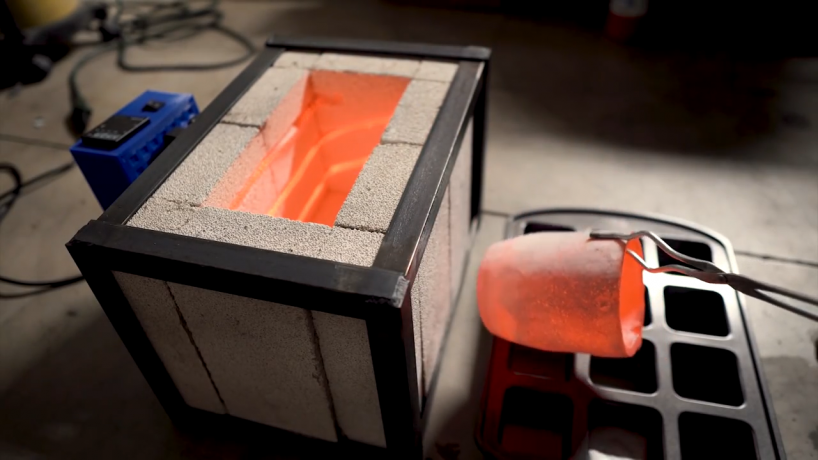



Спасибо, что прочитали нашу инструкцию! Если вам понравился проект, не забудьте поделиться им. Комментарии и отзывы всегда приветствуются.
Читайте также: