Шлифовальный станок по металлу 3г71
Обновлено: 18.05.2024
Плоскошлифовальный универсальный агрегат 3Г71 – станок повышенной точности, оснащенный шпинделем горизонтального типа, начал производиться на Оршанском заводе в начале 1970-х годов.
1 Станок 3Г71 – общая информация и технические характеристики
С помощью этого агрегата можно выполнять периферией круга шлифование различных поверхностей. При использовании дополнительного оборудования станок позволяет осуществлять профильное шлифование.При такой операции точность профиля будет зависеть от того, какой вид приспособления используется для крепления заготовок, а также от способа заправки круга. При обработке деталей периферией круга отмечается малое выделение тепловой энергии и малые усилия резки.
По этой причине именно таким образом производится плоское шлифование заготовок, имеющих сравнительно невысокий показатель жесткости, прошедших один из видов закалки металла. Отметим, что шлифование торцом инструмента считается более производительным, нежели его периферией.
В определенных границах допускаются режимы шлифования поверхностей, установленных к зеркалу рабочего стола под 90-градусным углом. При любом виде обработки шероховатость поверхности детали, прошедшей обработку на описываемом плоскошлифовальном агрегате, имеет показатель V 10. По точности установка относится к классу В. В стандартной ее комплектации предусмотрено наличие электромагнитной пилы.

Аналогами рассматриваемого станка в наши дня являются агрегаты:
- Оршанского завода – 3Д711ВФ11;
- Липецкого станкостроительного предприятия – 3Л741ВФ10.
Масса станка равняется 2000 килограммов. Он может производить обработку изделий максимальными размерами 630х200х320 мм (длина, ширина, высота), располагая рабочим столом 200х630 мм (ширина, длина). Ось шпинделя способна отодвигаться на 445 (максимум) и 80 (минимум) миллиметров от зеркала стола. Сам рабочий стол характеризуется такими показателями:
- 710 мм – перемещение в продольном направлении;
- 15,3 мм – передвижение за оборот маховика;
- 5–20 м/мин – скорость передвижения.
Параметры шлифовальной головки:
- 2740 об/мин – число оборотов;
- 0,27 м/мин – скорость вертикального быстрого передвижения;
- 365 мм – максимальное перемещение по вертикали;
- 250х32х76 мм – размеры круга.
Устройство подачи стола описывается следующими техническими значениями:
- 0,05 мм – деление лимба маховика;
- 235 мм – поперечное перемещение.

Электрическое оборудование горизонтальной шлифустановки состоит из пяти двигателей (их общая мощность составляет 3,685 кВт):
- привод шпинделя – 2,2 кВт (скорость – 2860 об/мин);
- ускоренного перемещения – 0,18 кВт (1400 об/мин);
- сепаратора (магнитного) – 0,08 кВт (1390 об/мин);
- насоса охлаждения (его производительность равняется 22 л/мин) – 0,125 кВт (2800 об/мин);
- гидравлического привода (производительность – 25 л/мин) – 1,1 кВт (930 об/мин).
2 Принцип работы станка, его составные части и кинематическая схема
Шлифовальная горизонтальная установка Оршанского завода состоит из следующих основных компонентов:
- кран управления;
- колонна и станина;
- гидрокоммуникация;
- устройство реверса (продольного) стола;
- электрическое оборудование;
- система смазки колонны;
- крестовый суппорт;
- распределительная панель;
- кожух;
- рабочая поверхность (стол);
- гидравлический агрегат;
- устройство продольного реверса;
- устройство вертикальной подачи;
- шлифголовка;
- устройства поперечной подачи и поперечного реверса.

Крестовый суппорт поперчено передвигается по двум направляющим на станине, которые имеют форму латинской буквы V. По ним же, а также по плоской направляющей происходит и передвижение стола, но уже продольно. Перемещение рабочая поверхность получает от гидравлического цилиндра, который располагается между направляющими. В нижней части крестового суппорта (внутри данного узла) установлено несколько устройств:
- ВШПГ–35 – гидропанель;
- передвижения стола в продольном направлении;
- распределительный блок;
- поперечной подачи;
- реверса (поперечного) стола.
В задней части станины монтируется колонна, шлифовальная головка передвигается по направляющим вертикального вида. Бак охлаждения находится рядом с агрегатом с правой его стороны. А гидравлический механизм размещается внутри станины. Обслуживать данный узел можно через дверку с левой стороны станины. Шпиндель вращается через плоскоременную передачу от электрического двигателя, который отвечает за главное движение. Ручная вертикальная подача идет через червячный механизм от маховика, а автоматическая обеспечивается гидроприводом посредством гидравлического цилиндра, оснащенного лопастями.

Аналогично гидроцилиндром производится и поперечная автоподача. При этом винт поворачивается через шестерни и обгонную муфту за счет вращения ротора гидравлического цилиндра. Ручная подача в поперечном направлении выполняется рукояткой или от маховика. Реверс рабочей поверхности становится возможным благодаря наличию установленного на столе кулачка. Вручную же перемещать стол можно при помощи рейки и маховика.
3 Электрическое оборудование станка и питание его электросхемы
3Г71, работающий от 380 В переменного тока (50 Гц, три фазы), располагает пятью двигателями, о параметрах коих было сказано выше, а также:
- специальным блоком защиты;
- аппаратурой освещения и сигнализации;
- управляющей системой;
- блоком выпрямителей;
- плитой электромагнитной.
Электрическая схема агрегата способна обеспечивать его функционирование в двух режимах:
- без электромагнитной плиты;
- с плитой.
Питание схемы выглядит таким образом:
- 5-Вольное напряжение подается на сигнальную лампу;
- 129 В идет на вход выпрямителя;
- управляющая цепь питается 110 В;
- 24 В подается на лампу локального освещения;
- 110 В питает электромагнитную плиту;
- 380 В поступает на короткозамкнутые асинхронные электрические двигатели.
При запуске вводного выключателя (кулачково-пакетного) в цепь управления и в силовые цепи поступает напряжение, о чем сигнализирует лампа на пульте управления агрегатом. Чтобы выбрать функционирование станка с плитой, требуется перевести в соответствующее положение специальный переключатель. При этом будут отмечаться следующие процессы:
- селеновый выпрямитель получит напряжение;
- контакт, соединенный с переключателем, замкнется (в это же время произойдёт размыкание парного контакта).
Запустить двигатель гидравлического привода можно при помощи двигателя, который включается пускателем (магнитным). Такой же пускатель предусмотрен и для запуска двигателя рабочего круга для шлифования. Двигатель, который отвечает за быстрое перемещение вниз и вверх шлифголовки, начинает работать при повороте рукоятки барабанного реверсивного устройства, оснащенного механизмом самовозврата.
3Г71М станок плоскошлифовальный с горизонтальным шпинделем универсальный
Паспорт, Руководство, Схемы, Описание, Характеристики
Сведения о производителе плоскошлифовального станка 3Г71М
Производитель плоскошлифовального станка 3Г71М - Оршанский станкостроительный завод Красный борец, основанный в 1900 году.
В 1959 году на заводе началось производство плоскошлифовальных станков высокой и особо высокой точности.
В 1967 году был выпущен плоскошлифовальный станок 3711 первый в СССР металлорежущий станок особо высокой точности.
Станки, выпускаемые Оршанским станкостроительным заводом
3Г71М станок плоскошлифовальный с горизонтальным шпинделем универсальный. Назначение и область применения
Плоскошлифовальный станок 3Г71М высокой точности c прямоугольным столом, горизонтальным шпинделем с крестовым суппортом предназначен для шлифования периферией круга поверхностей деталей весом до 150 кг с учетом крепящего приспособления и магнитной плиты. В определенных границах возможна обработка поверхностей, расположенных под углом 90° к зеркалу стола.
На станке 3Г71М могут шлифоваться детали из различных материалов. При шлифовании твердых сплавов необходимо уменьшить число оборотов шпинделя шлифовального круга.
По специальному заказу за отдельную плату вместе со станком 3Г71М может быть поставлен ряд приспособлений, расширяющих технологические возможности станка.
С применением различных приспособлений возможно профильное шлифование различных деталей. Точность профиля при этом зависит от метода заправки профиля круга и от применяемого приспособления для крепления деталей.
В нормальном исполнении станок 3Г71М комплектуется стандартной электромагнитной плитой.
Класс точности станка В. Шероховатость обработанной поверхности V 10.
Устройство и работа станка модели 3Г71М и его основных узлов
Крестовый суппорт
Крестовый суппорт представляет собой отливку с взаимно перпендикулярными направляющими: нижние Y-образные, верхние - плоские и Y-образные.
Между верхними направляющими установлен гидроцилиндр, штоки которого связаны со столом.
Для отсчета поперечных перемещений на правом крыле суппорта крепится кронштейн с индикатором.
К нижнему платику суппорта крепится кронштейн гайки поперечной подачи.
В левом переднем крыле встроен механизм продольного ручного перемещения стола.
Механизм продольного перемещения стола
Механизм крепится к переднему левому крылу суппорта, перемещается стол вручную маховиком через шестерни 4-5-1. При включении механического перемещения стола шестерню I необходимо вывести из зацепления с рейкой стола, для этого нужно маховик и вал вытянуть "на себя". Фиксация производится подпружиненным шариком.
Для жесткой фиксации имеется кнопка 3, которая непосредственно прижимает шарик 2 в пазу вала. Для блокировки ручного и гидравлического перемещения в механизме установлен микропереключатель 6, не позволяющий включать гидравлическое перемещение стола, пока шестерня 1 не будет выведена из зацепления.
Механизм подач
- Автоматическую поперечную подачу суппорта
- Ручную поперечную подачу
- Ускоренное перемещение суппорта
- Автоматическую вертикальную подачу шлифовальной головки на каждый продольный или поперечный ход стола
- Ручную вертикальную подачу
- Ускоренное перемещение шлифовальной головки
Автоматическая поперечная подача происходит в момент продольного реверса стола за счет подачи импульса тока на электродвигатель, соединенный через шестерни с винтом поперечной подачи. Изменение величины подачи производится поворотом переключателей на пульте управления. Одним производится грубая настройка поперечной подачи, другим - тонкая.
При работе с автоматической поперечной подачей и при ускоренном перемещении суппорта маховик 3 должен быть при помощи кнопки разъединен с шестерней 5, а шестерня 5 должна войти в зацепление с шестерней 1.
При ручной поперечной подаче шестерня 5 должна быть в зацеплении с шестерней 2.
Тонкая поперечная подача осуществляется через конические шестерни 4 кнопкой, выведенной через верхнюю поверхность.
Ускоренное перемещение крестового суппорта включается тумблером на пульте управления.
Автоматическая вертикальная подача осуществляется от лопастного гидроцилиндра 14, работающего в момент поперечного или продольного реверса стола в зависимости от положения тумблера.
На оси цилиндра закреплен рычаг с собачкой 15. Собачка может скользить по заслонке 13 или зацепляться с храповым колесом 8. Храповое колесо 8 скреплено с шестерней 7, которая через шестерню 9 передает движение на вал червяка редуктора вертикальной подачи. Величина автоматической подачи регулируется заслонкой 13, перекрывающей зубья храпового колеса 8.
На кнопке поворота заслонки 6 нанесены деления величины устанавливаемой подачи.
Ручная вертикальная подача осуществляется маховиком 10 через пару шестерен 12-9 и редуктор.
Тонкая подача осуществляется кнопкой через конические шестерни 4.
При грубой ручной подаче кнопка тонкой подачи должна находиться в верхнем положении, конические шестерни 11 в этом случае расцеплены.
Чтобы не вращался маховик при ускоренном перемещении шлифовальной головки, в механизме предусмотрен микропереключатель, который нажимается при разъединении шестерен 12 и 9 кнопкой, находящейся под маховиком 10, и только в таком положении можно включить электродвигатель ускоренного перемещения.
Основные технические характеристики плоскошлифовального станка 3г71м
Производитель - Оршанский станкостроительный завод Красный борец.
Основные параметры станка - в соответствии с ГОСТ 13135. Станки плоскошлифовальные с прямоугольным столом. Основные размеры. Нормы точности.
Современные аналоги плоскошлифовального станка 3Г71М
- 3Д711ВФ11 - 600 х 200, производитель Оршанский станкостроительный завод Красный борец
- 3Л741ВФ10 - 600 х 200, производитель Липецкий станкостроительный завод
Габариты рабочего пространства плоскошлифовального станка 3Г71М

Чертеж рабочего пространства плоскошлифовального станка 3г71м
Основные размеры и посадочные места шлифовального круга станка 3Г71М
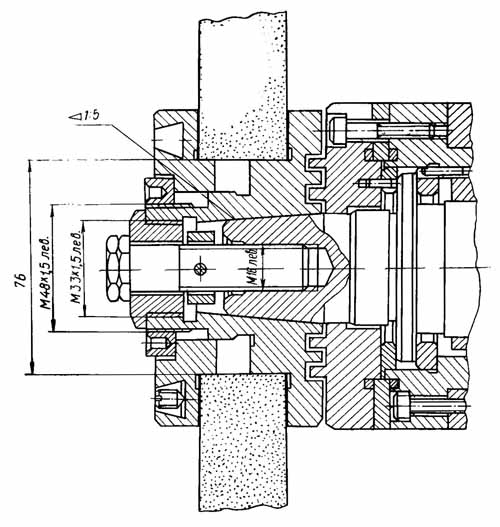
Основные размеры и посадочные места шлифовального круга станка 3г71м
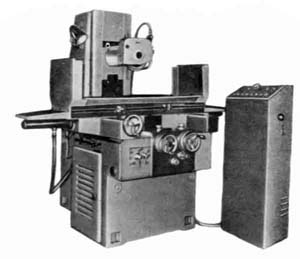
Общий вид универсального плоскошлифовального станка 3Г71М

Фото плоскошлифовального станка 3г71м

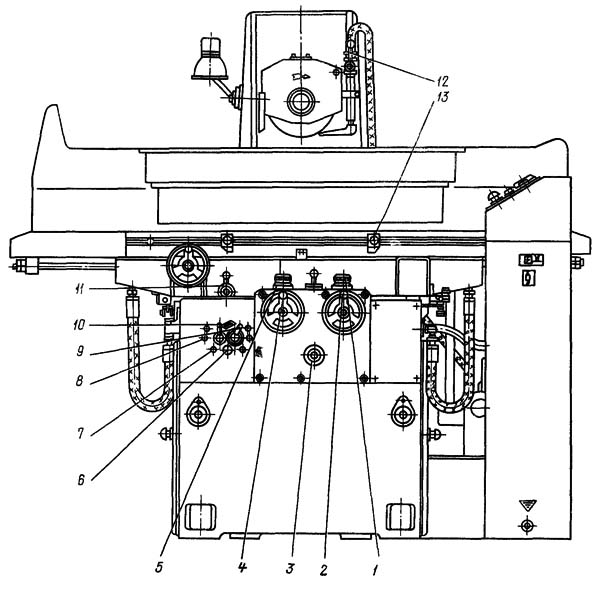
Расположение составных частей шлифовального станка 3Г71М
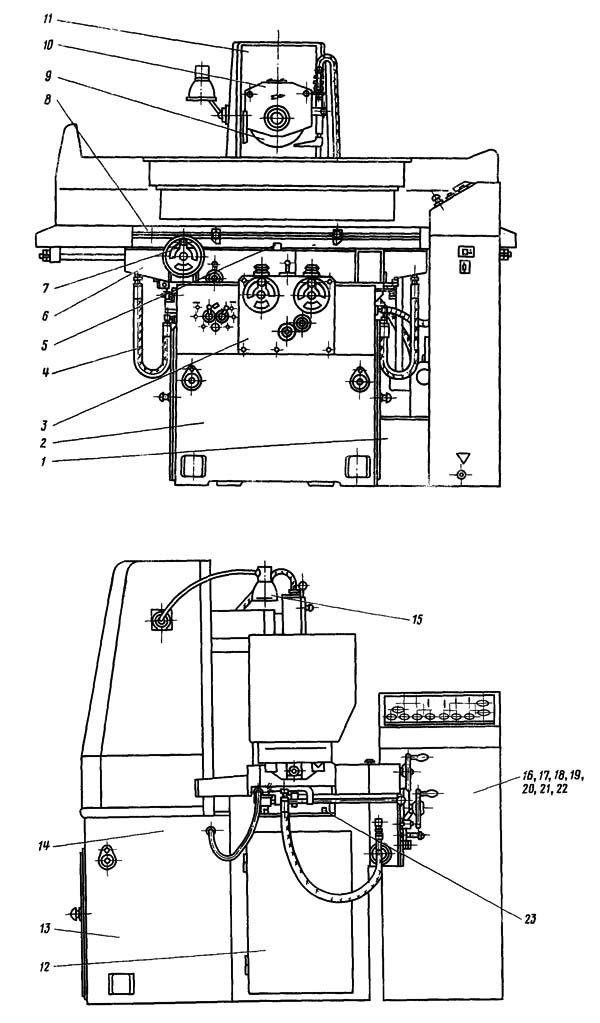
Расположение составных частей шлифовального станка 3г71м
Перечень составных частей шлифовального станка 3Г71М
- Охлаждение станка - 3Г71М.60
- Станина станка - 3Г71М.10
- Механизм подач - 3Г71М.22
- Гидрокоммуникация - 3Г71М.70
- Механизм продольного реверса - 3Г71М.25
- Суппорт крестовый - 3Г71М.20
- Механизм продольного перемещения стола - 3Г71М.21
- Стол рабочий - 3Г71.23Э
- Шлифовальная головка - 3Г71М.30
- Кожух шлифовального круга - 3Г71М.34
- Колонна - 3Г71М.11
- Гидроагрегат - 3Г71М.71
- Агрегат смазки шлифовальной головки - 3Г71М.72
- Редуктор - 3Г71М.33
- Электрооборудование - 3Г71М.80
- Станция управления - 3Г71М.81
- Панель питания электромагнитной плиты - 3711.82
- Блок поперечной подачи - 3711.83
- Панель вертикальной подачи - 3711.84
- Электрошкаф - 3711.85
- Замок - 3711.87
- Блок торможения ускоренного перемещения шлифовальной головки - 3711.88
- Механизм поперечного реверса - 3Г71М.24
- Принадлежности - 3Г71М.90
Расположение органов управления шлифовальным станком 3Г71М
Расположение органов управления шлифовальным станком 3г71м
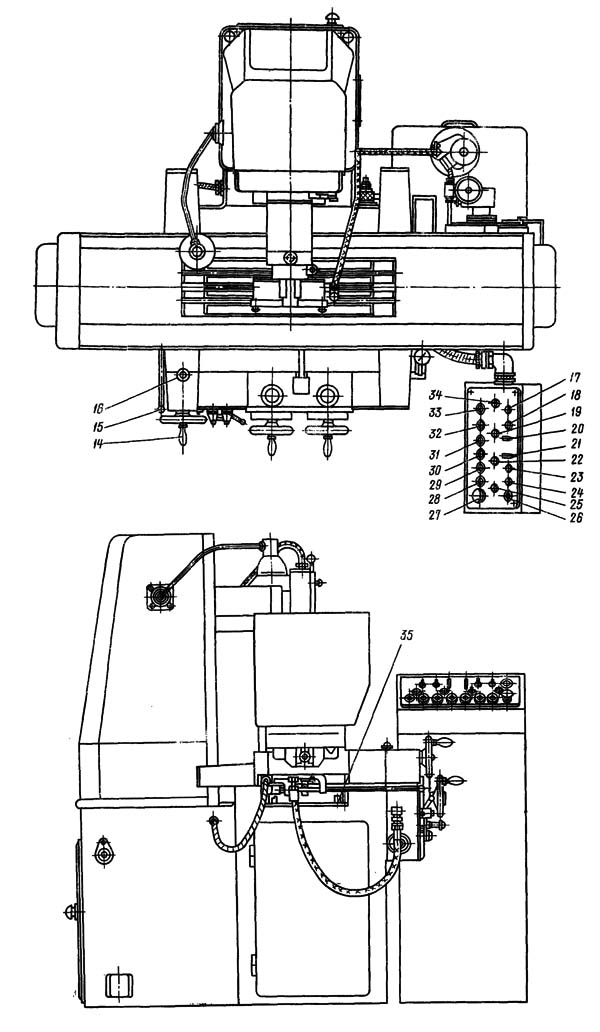
Перечень органов управления шлифовальным станком 3Г71М
- Кнопка тонкой вертикальной подачи
- Рукоятка ручной вертикальной подачи
- Лимб регулировки величины вертикальной подачи
- Рукоятка ручной поперечной подачи
- Кнопка гонкой поперечной подачи
- Кнопка смазки винта и направляющих вертикальной подачи и винта поперечной подачи
- Дроссели смазки направляющих стола и крестового суппорта
- Дроссели регулировки плавности реверса стола
- Рукоятка пуска, остановки и разгрузки стола
- Рукоятка регулирования скорости стола
- Рукоятка ручного продольного реверса стола
- Рукоятка крана охлаждения
- Упор продольного реверса стола
- Рукоятка ручного продольного перемещения стола
- Рукоятка ручного поперечного реверса стола
- Кнопка фиксации механизма ручного перемещения стола
- Тумблер "С плитой - без плиты"
- Тумблер "Магнитная плита включена"
- Кнопка "Ускоренное перемещение крестового суппорта"
- Регулятор грубой настройки величины поперечной подачи
- Регулятор тонкой настройки величины поперечной подачи
- Тумблер "Включение поперечной подачи"
- Тумблер "Включение вертикальной подачи"
- Тумблер "Вертикальная подача при реверсе стола или крестового суппорта"
- Сигнальная лампа "Станок включен"
- Переключатель "Охлаждение включено"
- Кнопка "Все стоп"
- Кнопка "Шлифовальная головка вниз"
- Кнопка "Шлифовальная головка вверх"
- Кнопка "Стоп шлифовального круга"
- Кнопка "Пуск шлифовального круга" и "Пуск смазки"
- Кнопка "Сгон гидропривода"
- Кнопка "Пуск гидропривода"
- Сигнальная лампа "Нет смазки"
- Упор поперечного реверса
Кинематическая схема плоскошлифовального станка 3Г71М
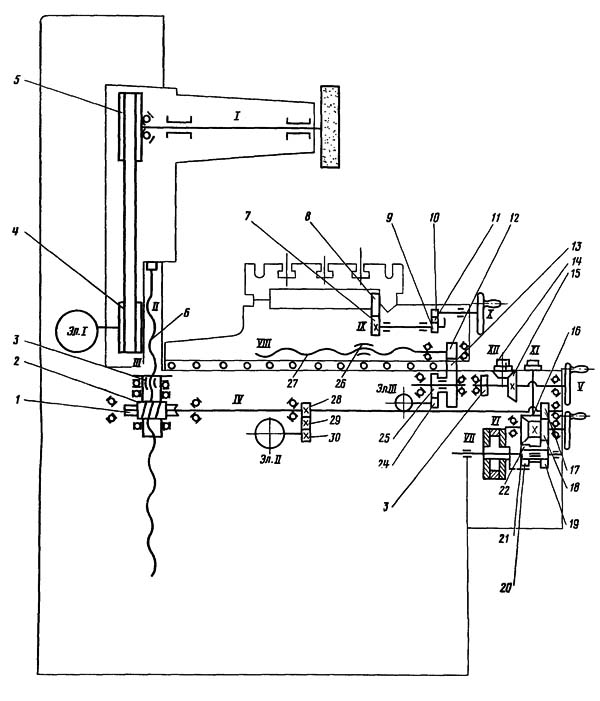
Кинематическая схема плоскошлифовального станка 3г71м
Кинематическая схема шлифовального станка 3Г71М
Главное движение осуществляется от электродвигателя Эл.I через ременную передачу. Шпиндель получает постоянную скорость вращения.
Ускоренное перемещение шлифовальной головки осуществляется от электродвигателя Эл.II через цилиндрическую и червячную передачу. Червячная шестерня жестко закреплена на полом валу III, внутри которого крепится гайка, При вращении шестерни с гайкой винт, закрепленный к шлифовальной головке, осуществляет опускание или подъем шлифовальной головки.
При включении ускоренного перемещения шлифовальной головки кнопка должна находиться в положении "от себя", т.е. шестерня 17 должна быть выведена из зацепления.
Для ограничения верхнего положения шлифовальной головки внутри колонны установлен выключатель.
Вертикальная автоматическая подача осуществляется от лопастного гидроцилиндра после каждого продольного или поперечного хода стола.
Под действием давления масла поворачивается ротор гидроцилиндра с закрепленным на нем рычагом с собачкой.
Собачка поворачивает храповик 20, скрепленный с зубчатым колесом 19, от колеса движение передается через цилиндрические колеса 17 и 18 на червяк, который вращает гайку 3. Пределы автоматической вертикальной подачи 0,005-0,05 мм. Подача на один зуб храпового колеса 0,00'5 мм. Величина подачи регулируется поворотом заслонки, которая перекрывает часть зубьев храпового колеса, т.е. часть своего пути собачка 21 скользит по заслонке.
Точная ручная поперечная подача осуществляется от кнопки через конические шестерни 14 15.
За один оборот кнопки суппорт перемещается на 0,4 мм.
Ручное продольное перемещение стола осуществляется от маховика, сидящего на валу X, через шестерни 10, И, 9, 7 и рейку 8.
За один оборот маховика стол перемещается на 18,1 мм.
В нормальном положении шестерня 7 должна быть выключена из зацепления с рейкой стола. Маховик должен находиться в положении "на себя".
В механизме имеется блокировка, не позволяющая включать механическое перемещение стола, пока шестерня не будет выведена из зацепления. В выведенном положении нажимается микропереключатель, который допускает в таком положении включение механического перемещения стола.
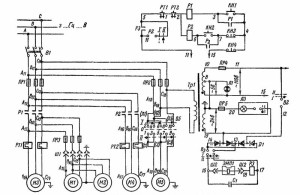
Схема электрическая плоскошлифовального станка 3Г71М

Электрическая схема плоско шлифовального станка 3г71м
Система питания электрооборудования станка 3Г71М
Станок подключается к сети трехфазного переменного тока напряжением ~380 В, частотой 50 Гц.
- На асинхронные короткозамкнутые электродвигатели M1-M3, М5, М6, М8 и трансформатор ТР3 подается напряжение 380 В переменного трехфазного тока.
- На электродвигатель М7 подается напряжение ~220 В переменного трехфазного тока, снимаемого с трансформатора Тр3.
- На цепи управления и электромагнит ЭМ1 подается напряжение ~110 в переменного тока от трансформатора Тр2.
- На кронштейн местного освещения ЛI подается напряжение ~24 В переменного тока от трансформатора Тр2.
- На аппаратуру сигнализации Л2 и Л3 подается напряжение ~5 В переменного тока от трансформатора Tpl.
- На электромагнитное приспособление подается напряжение 110 В постоянного тока через выпрямитель Д11. Цепи управления постоянного тока работают от напряжения, снимаемого от выпрямителя Д10, на вход которого подается напряжение 36 В переменного тока от трансформатора Tpl.
- Питание бесконтактного конечного выключателя ВБ2 осуществляется постоянным напряжением, снимаемым с выпрямителя Д26, на вход которого подается напряжение 31 В с обмоток 36 В и 5 В трансформатора Tpl, включенных встречно.
Схема гидравлическая плоско шлифовального станка 3Г71М
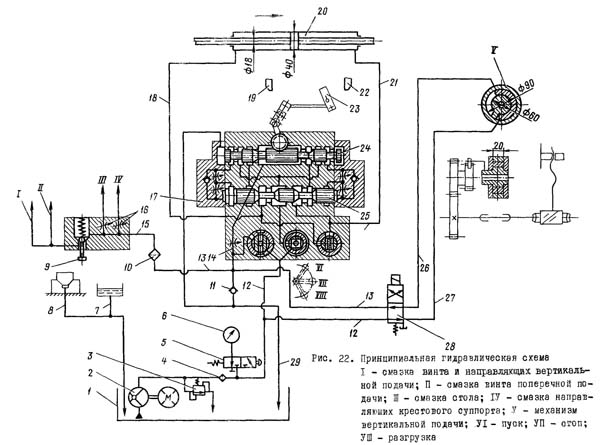
Гидравлическая схема плоско шлифовального станка 3г71м
Работа гидропривода и взаимодействие узлов шлифовального станка 3Г71М
Гидропривод станка включается в работу нажатием на кнопку "Пуск гидропривода" с последующей установкой крана гидропанели 17 в положение "Пуск". Поток масла, нагнетаемый лопастным насосом 2, через фильтр 4 по трубопроводу 12 поступает в центральную проточку реверсивного золотника 25 панели 17. При положении золотника 25, как показано на схеме, основной поток поступает в левую проточку и по трубопроводу 18 в гидроцилиндр 20 перемещения стола. Стол движется в направлении стрелки. Слив из гидроцилиндра 20 происходит по трубопроводу 21 через дроссель 14, клапан II в гидробак I.
Скорость перемещения стола регулируется дросселем 14. Перемещение стола вправо происходит до момента, пока упор 19, связанный со столом, не перебросит рычаг реверса 23, который через систему рычагов произведет переключение золотника управления 24 в левое положение. При этом правая торцевая камера золотника реверса соединяется с давлением, золотник 25 перемещается влево, в результате чего происходит реверс стола. Трубопровод 21 становится напорным, трубопровод 18 - сливным. Стол движется в обратном направлении до тех пор, пока упор 22 не перебросит рычаг 23 в обратное положение.
Далее цикл повторяется аналогично выше описанному.
Автоматическая вертикальная подача осуществляется с включением электромагнита реверсивного золотника 28.
Поток масла по трубопроводу 12 через реверсивный золотник и трубопровод 27 поступает в нижнюю полость моментного гидроцилиндра, из верхней полости масло по трубопроводу 26 через золотник и трубопровод 29 сливается в гидробак. Происходит поворот флажка по часовой стрелке. Через систему шестерен вращение передается на винт вертикальной подачи. Происходит вертикальная подача шлифовальной головки.
При отключении электромагнита трубопровод 26 становится напорным, трубопровод 27 - сливным. Флажок возвращается в исходное положение
Смазка направляющих стола и крестового суппорта, винта и направляющих вертикальной подачи и винта поперечной подачи производится от трубопровода 13 через фильтр 10 и трубопровод 15.
Расход масла на смазку направляющих стола и крестового суппорта регулируется дросселем 16.
Подача масла на смазку винта и направляющих вертикальной подачи и винта поперечной подачи включается периодически нажатием на кнопку 9.
Излишки масла, поступающие с направляющих стола и крестового суппорта, по трубопроводам 7 и 8 сливаются в гидробак.
Плоскошлифовальный станок 3Г71
Процесс плоского шлифования позволяет провести работу по приданию особых свойств поверхности различного типа. Для выполнения подобной работы используется специальное оборудование, технические характеристики и схема которого были созданы в 1959 году. Плоскошлифовальный станок 3Г71 был создан станкостроительным заводом, который был основан в 1900 году. С 1959 года стали разрабатываться схемы плоскошлифовального станка, который имеет высокую точность и другие технические характеристики. Производство рассматриваемой модели началось в 1972 году, за это время шпиндель 3Г71 неоднократно изменялся, что привело к появлению более новых, совершенных версий.

Плоскошлифовальный станок 3Г71
Назначение и область применения
Описание рассматриваемого станка можно встретить довольно часто. Он используется для шлифования поверхностей при помощи периферийной части круга. Есть возможность провести обработку поверхности, которая размещена под прямым углом к основанию. Характеристики можно значительно расширить при необходимости.
Рассматриваемое оборудование позволяет проводить профильное шлифование. Технические характеристики определяют то, что метод заправки профиля круга оказывает влияние на возможность обработки той или иной формы, а также влияет на точность получаемых размеров.
Зачастую схема плоскошлифовального станка включает плиту электромагнитного типа, которая применяется для крепления заготовки.
К ключевым особенностям, которые оказывают влияние на область применения, указывается в паспорте. К ним можно отнести:
- Точность, которую можно достигнуть, имеет класс В.
- Шероховатость обрабатываемой поверхности V 10.

Область применения очень велика. Зачастую встретить ее можно на заводах крупносерийного производства. В эксплуатации модель проста, схема управления позволяет точно контролировать процесс обработки.
Особенности устройства
Шпиндель 3Г71 имеет горизонтальное расположение. Подобная схема расположения обуславливает то, что на станине происходит перемещение суппорта стола крестового типа. Перемещение проводится по направляющим качения. При эксплуатации есть возможность перемещать заготовку в двух взаимно перпендикулярных направлениях.

Принципильная электросхема 3Г71
В любом паспорте можно встретить особенности работы крестового стола:
- В инструкции указан тот момент, что работает механизированная подача от гидроцилиндра.
- При эксплуатации можно использовать механизм ручной и механической подачи.
- Продольное перемещение заготовки также позволяет ускорить процесс работы.
- Продольный реверс стола и механизм поперечного реверс также значительно повышают функциональность модели.
Есть распорядительная панель. Задняя сторона станины имеет колону, по вертикальным направляющим, которые относятся к категории качения, перемещается шпиндель 3Г71.
К другим особенностям конструкции можно отнести то, что внутри станины есть агрегат гидравлического типа. Ремонт 3Г71, а именно гидравлический системы, можно провести через левую дверь, расположенную в станине. Система также имеет специальный бак охлаждения, который расположен на правой стороне.
Видео ремонта 3Г71
Составные части
Плоскошлифовальный станок имеет несколько важных конструктивных элементов, отмеченных в паспорте, к которым можно отнести:
- суппорт крестового типа;
- станина;
- колона;
- стол;
- механизмы продольной механической подачи и реверса;
- механизмы поперечной механический подачи и реверса;
- шлифовальная головка;
- система охлаждения;
- механизмы автоматической продольной и поперечной задачи;
- распределительная панель и гидроагрегат;
- электрооборудование;
- система смазки.
Данные элементы создают единую конструкцию, которая позволяет провести плоское шлифование.
Основные технические данные
Согласно принятым правилам в паспорте должны быть указаны важные технические данные. К ним можно отнести:
- Класс точности – В.
- Максимальные габаритные размеры обрабатываемой детали: 630х200х320.
- Размеры рабочего стола: 630х200.
- Максимальное поперечное перемещение заготовки 235.
- Наибольшее вертикальное перемещение головки 365.
- Максимальный диаметр абразивного круга 250.
- Максимальное количество оборотов в минуту 2740 об/мин.
- Число электродвигателей 5 штук.
- Максимальные габаритные размеры конструкции: 1870х1550х19890.
- Масса оборудования 2000 килограмм.
Все габаритные размеры указываются в миллиметрах.

Технические характеристики плоскошлифовального станка 3Г71
Другие важные данные плоскошлифовального станка также указывается в паспорте. Учитывая тот момент, что модель 3Г71 уже не выпускается, паспорт довольно сложно найти. Некоторые показатели указываются на корпусе.
Обзор шлифовального станка 3Г71: конструктив, характеристики
Плоскошлифовальный станок 3Г71 выпускался на специализированном Оршанском станкостроительном заводе. Эта модель была запущена в производство в 1972. На смену ей пришли агрегаты с более совершенными техническими характеристиками – 3Е711В и 3Е711.
Конструктивные особенности станка

Основное назначение станка 3Г71 – шлифование различных деталей и заготовок с помощью специальных абразивных кругов. Процесс происходит при крутящем шпинделе, на котором расположен абразив. Изменение положения детали может происходить за счет смещения рабочего стола и шпиндельной головки.
В основном обработка выполняется путем контакта периферии круга с обрабатываемой заготовкой. С помощью специальных приспособлений возможно изменение угла до 90°. Однако для этого следует приобрести комплектующие, которые не входят в стандартную комплектацию оборудования.
К конструктивным и эксплуатационным характеристикам станка можно отнести следующее:
- электромагнитная плита обеспечивает стабильное положение заготовки во время ее обработки;
- независимые механизмы перемещения рабочего стола и шлифовальной головки. В основу кинематической схемы последней положены направляющие качения;
- удобное расположение устройств реагирования подач. Они находятся в нижней части суппорта рабочего стола. Там же располагается блок управления системой подачи охлаждающей жидкости.
Управляющие компоненты находятся в отдельном блоке, который установлен в правой части оборудования. Во время работы станка 3Г71 доступ к нему остается свободным независимо от режима функционирования и положения рабочего стола.
При установке дополнительных компонентов появится возможность выполнять профильное шлифование заготовок. Однако перед этим необходимо согласовать размеры и посадочные места приспособления.
Технические характеристики

Анализ технических характеристик плоскошлифовального станка следует начать с изучения его габаритов и массы. Они соответственно составляют 187*155*198 см при весе 2000 кг. Такие параметры обеспечивают максимальную устойчивость оборудования даже при максимальных режимах работы.
Кроме этого, необходимо ознакомиться со следующими характеристиками станка:
- поперечное смещений стола. Максимальная величина составляет 23,5 см. Автоматическая подача на каждый ход от 0,3 до 4,2 мм;
- шлифовальная головка. Максимальное вертикальное перемещение равно 36,5 см. габариты шлифовального круга — 25*3,2*7,5 см. Нормированное число оборотов – 2740;
- параметры электрооборудования. Количество электродвигателей 5. Мощность силовой установки привода шпинделя составляет 2,2 кВт. Для работы гидропривода предусмотрен электродвигатель 1,1 кВт. Остальные выполняют функции по обеспечению работоспособности системы охлаждения.
Функционирование станка возможно с активной электромагнитной плитой или без нее. В последнем случае необходимы специальные прижимные устройства, обеспечивающие надеждою фиксацию заготовки.
В видеоматериале показан пример правки круга станка:
Плоскошлифовальный станок 3Е711В
Изготавливают плоскошлифовальный станок 3Е711В в Оршанске на станкостроительном предприятии «Красный борец».
Завод основали больше ста лет назад. А плоскошлифовальный станок стали производить только через 60 лет после открытия. Первый станок по резке металла 3711, характеристики которого отличались высокоточными показателями, выпустили в 1967 году. А универсальный плоскошлифовальный гс 3Е711В стал успешной заменой старому варианту 3Г71.

Общий вид шлифовального станка 3Е711В
Особенности плоской шлифовки
Поверхность диска, выполняющего отделку, определяет вид шлифования: торцом или периферией. Главные характеристики способов периферийной шлифовки:
- шлифовка врезкой. ее применяют при действиях с деталями, где ширина не больше высоты. также в случаях ограничений плоскости буграми. при данных работах быстро изнашивается диск, а это предполагает проведение частых правок. большой точности при этой работе не достигают;
- глубокий тип шлифовки. при проведении такого действия за период одного хода стола на невысокой быстроте подачи продольного типа, убирают полные припуски.
- шлифовка с использованием непостоянной поперечной подачи. она позволяет высококачественно отделать любые объемные зоны. при непостоянной поперечной подаче во время последних движений, нужно ставить небольшую глубину подачи. это требуется для снижения неточности, которую создает диск в последствие изнашивания;
- шлифовка с применением постоянной поперечной подачи. ее осуществляют постоянно, и ее величина за каждое передвижение не должна быть выше половины круговой высоты. если сравнить этот метод с предыдущим, то он создает более точную отделку.
Все вышеописанные способы не приводят к контакту круга и детали в такой высокой степени, как при отделке торцом. Как следствие – нет нужды прикладывать большие физические усилия, и при работе выделяется не столько тепла. Хотя периферийный тип по продуктивности уступает торцевой отделке.
Общая информация
Универсальный плоскошлифовальный станок используют для обработок периферией круга. Работу проводят с разными деталями, прикрепленными к столу, или к электромагнитной плите. Такое оборудование применяется при разовом и серийном производстве.
Все переключения на станке сопровождает световая сигнализация, а настройку осуществляют посредством двухпредельного датчика. Приставное оборудование подключают к готовой электроразводке.
Современные аналоги
К ним относят 3Д711ВФ11 — 600 х 200 (производства того же предприятия «Красный борец»), и 3Л741ВФ10 — 600 х 200 (Липецкого станкостроительного завода).
Схема плоскошлифовального станка, зависимо от размещения шпинделей, делит их на:
Также их делят по форме стола, которая может быть:
- в форме круга;
- в форме прямоугольника.
Определяющим показателем, который определяет паспорт, как технические характеристики плоскошлифовального оборудования, называют показатели габаритов стола.
Плоскошлифовальный агрегат гс 3Е711В, оснащенный столом в виде прямоугольника и горизонтально обустроенным шпинделем, предусмотрен для действий с плоскими видами заготовок (круговой периферией). Класс его точности относят к разряду В.
Дальнейшие технические характеристики плоскошлифовального оборудования, которые содержит паспорт:
- протяженность поверхности для работы – 63 см;
- ширина рабочей поверхности – 20 см;
- быстрота подачи во время продольных ходов стола — 2-35 м/мин;
- быстрота при поперечных ходах крестовидного суппорта – 0,001 – 0,09 мм;
- габариты – 27х17,75х19,1 см.

Технические характеристики плоскошлифовального станка 3Е711В
Также паспорт содержит и другие сведения о функционировании данного станка, и здесь есть его схема.
Главные устройства и передвижения
Схема, по которой собран станок и его ходы выглядят так. К станине крепят колону. По горизонтальным направляющим качений станины движется крестовый суппорт. Вместе с ним передвигается и верстак, который выполняет продольно-поступательные ходы назад. По вертикальным направляющим передвижения колоны, передвигается шлифовочная головка.
Кинематическая схема 3Е711В Кинематическая схема 3Е711В
На внутренней нижней стороне суппорта на станок гс 3е711в закрепили:
- блок реверса поперечной подачи;
- блок реверса продольного передвижения верстака;
- блок продольного реверса верстака;
- блок поперечной реверсировки верстака;
- панель распределения;
- гидропанель.
Шлифовальный шпиндель собирают с предварительным натягом, этому способствуют высокоточные радикально-упорные подшипники, которые смазаны «непропадающей» смазкой. Гидростанция на ргс 3е711в оснащается насосом объемной регулировки. Ее схема действий заключается в создании плавного регулирования быстроты передвижения верстака.

Установочный чертеж 3Е711В
Особенности электрической схемы

Электрическая схема 3Е711В
На станке применяют:
- Силовая цепь -380 В.
- Управляющая цепь -110 В; 29 В. Показатель постоянного тока -24 В.
- Цепочка местной подсветки – 24 В.
- Сигнализационная цепь — 22 В.
- Цепочка электромагнитной плитки (постоянный показатель) -110 В.
Паспорт и руководство по эксплуатации
Технические характеристики и схема, которые содержит паспорт, совпадают не у всех моделей. Потому, что станки выпускают разные заводы-изготовители и также играет роль год выпуска. Для более точного представления необходимо читать паспорт, который прилагается к конкретной модели станка.
Паспорт содержит всю нужную информацию для обслуживающего персонала и мастера, работающего на станке. В данном документе имеется подробные характеристики, схема и инструкция, как использовать плоскошлифовальный станок 3Е711В.
Читайте также: