Шпатлевка по металлу гост
Обновлено: 04.07.2024
Текст ГОСТ 28379-89 Шпатлевки ЭП-0010 и ЭП-0020. Технические условия
ГОСТ 28379-89
ШПАТЛЕВКИ ЭП-0010 и ЭП-0020
ТЕХНИЧЕСКИЕ УСЛОВИЯ
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ШПАТЛЕВКИ ЭП-0010 и ЭП-0020
Технические условия
Putties ЭП-0010 and ЭП-0020. Specifications
МКС 87.040 ОКП 23 1254
Дата введения 01.01.91
Настоящий стандарт распространяется на эпоксидные шпатлевки, представляющие собой смесь пигментов, наполнителей, пластификаторов, раствора эпоксидной смолы в органических растворителях с добавлением отвердителя.
Эпоксидные шпатлевки (далее — шпатлевки) предназначаются для выравнивания загрунтованных и незагрунтованных металлических и неметаллических поверхностей, а также применяются в качестве грунтовок под эпоксидные материалы. Кроме того, шпатлевка марки ЭП-0020 используется для выравнивания и защиты от влаги поверхностей специальных керамических обмазок с влажностью не более 6,5 %.
Шпатлевки применяются для систем покрытий, эксплуатируемых в атмосферных условиях и внутри помещений.
Шпатлевки наносят на поверхность шпателем или методом пневматического распыления.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Шпатлевки должны изготовляться в соответствии с требованиями настоящего стандарта по рецептуре и технологическому регламенту, утвержденным в установленном порядке.
1.2. Характеристики
1.2.1. Шпатлевки изготавливают следующих марок: ЭП-0010 красно-коричневая (ОКП 23 1254 0858 04), ЭП-0020 красно-коричневая (ОКП 23 1254 0758 07).
1.2.2. Шпатлевки марок ЭП-0010 и ЭП-0020 изготовляют в виде двух полуфабрикатов — шпатлевочной пасты и отвердителя — и поставляют комплектно.
Для отверждения шпатлевки марки ЭП-0020 применяют отвердитель № 1 по НТД, а для шпатлевки марки ЭП-0010 — отвердитель № 1 или диэтилентриамин (ДЭТА) по НТД.
Отвердитель № 1 представляет собой 50 %-ный раствор гексаметилендиамина в этиловом или изопропиловом спирте.
Марка отвердителя для шпатлевки ЭП-0010 указывается при заказе. Шпатлевка ЭП-0010, предназначенная для судостроения, изготавливается на этилцеллозольве и поставляется с отверди-телем № 1, изготовленным на этиловом спирте.
Допускается по согласованию с потребителем поставка шпатлевочной пасты без отвердителя.
Перед применением в шпатлевочную пасту вводят отвердитель № 1 из расчета (8,5 + 0,2) г на (100,0 + 0,2) г шпатлевочной пасты, диэтилентриамин (ДЭТА) из расчета (3,0 + 0,2) г на (100,0 + 0,2) г шпатлевочной пасты.
1.2.3. При нанесении шпатлевок методом пневматического распыления их разбавляют до рабочей вязкости 18—20 с по вискозиметру типа ВЗ-246 (или ВЗ-4) с диаметром сопла 4 мм растворителем Р-5А или Р-5, или Р-4 по ГОСТ 7827.
1.2.4. Шпатлевки должны соответствовать требованиям и нормам, указанным в табл. 1.
© Издательство стандартов, 1990 © Стандартинформ, 2006
1. Внешний вид шпатлевочного покрытия после высыхания
Поверхность шпатлевки должна быть ровной, однородной, без пузырей, трещин, крупинок нерастертого пигмента и механических включений
2. Условная вязкость шпатлевочной пасты, разбавленной растворителем при температуре (20,0 ± 0,5) °С, по вискозиметру типа ВЗ-246 (или ВЗ-4) с диаметром сопла 4 мм, с
По ГОСТ 8420 и п. 3.4 настоящего стандарта
3. Массовая доля нелетучих веществ шпатлевочной пасты, %, не менее
По ГОСТ 17537 и п. 3.5 настоящего стандарта
4. Время высыхания до степени 4, ч, не более:
при температуре (20 ± 2) °С при температуре 65—70 °С
5. Эластичность шпатлевочного покрытия при изгибе, мм, не более
6. Прочность шпатлевочного покрытия при ударе на приборе типа У-1, см, не менее
7. Способность шлифоваться
Шпатлевка должна шлифоваться водостойкой шлифовальной шкуркой № 4—6 с водой
8. Срок годности шпатлевки при температуре (20 + 2) °С, ч, не менее:
при нанесении методом пневматического распыления
при нанесении шпателем
По ГОСТ 27271 и п. 3.8 настоящего стандарта
9. Влагопоглшцаемость покрытия на окрашиваемой поверхности, %, не более
По ГОСТ 21513 и п. 3.9 настоящего стандарта
Примечание. После испытания шпатлевок по показателю 6 на шпаклевочном покрытии допускается наличие поверхностной волосяной сетки, видимой без увеличительных приборов.
1.2.5. Требования безопасности
1.2.5.1. Шпатлевки являются токсичными и пожароопасными материалами.
Показатели токсичности и пожароопасности компонентов приведены в табл. 2.
1.2.5.2. При производстве и применении шпатлевок должны соблюдаться требования правил санитарной и пожарной безопасности по ГОСТ 12.3.005.
1.2.5.3. Все работы, связанные с изготовлением и применением шпатлевок, должны проводиться в цехах, снабженных приточно-вытяжной вентиляцией и противопожарными средствами по ГОСТ 12.1.005.
Предельно допустимая концентрация паров вредных веществ в воздухе рабочей зоны производственных помещений, мг/м 3
Концентрационные пределы воспламенения, % (по объему)
Продолжение табл. 2
1.2.5.4. Лица, связанные с изготовлением и применением шпатлевок, должны быть обеспечены средствами индивидуальной защиты по ГОСТ 12.4.011.
1.2.5.5. Средства тушения пожара: песок, кошма, огнетушители марки ОП-05, пенные установки.
1.2.5.6. При производстве шпатлевок образуются твердые, жидкие и газообразные отходы, которые могут вызвать загрязнение атмосферного воздуха и воды.
Контроль за соблюдением предельно допустимых выбросов (ПДВ) должен осуществляться в соответствии с ГОСТ 17.2.3.02.
Все твердые и жидкие отходы, образующиеся после фильтрации, промывки оборудования, коммуникаций, чистки окрасочных камер в виде загрязненных растворителей и использованных фильтров должны быть собраны в специальные автоцистерны и емкости, своевременно вывезены и подвергнуты ликвидации в соответствии с порядком накопления, транспортировки, обезвреживания и захоронения промышленных отходов.
1.3. Маркировка
1.3.1. Маркировка шпатлевок ЭП-0010 и ЭП-0020 — по ГОСТ 9980.4.
1.3.2. На транспортную тару должны быть нанесены манипуляционный знак «Беречь от нагрева» по ГОСТ 14192, знак опасности и классификационный шифр группы опасных грузов 3212 по ГОСТ 19433, серийный номер ООН — 1139.
1.4. Упаковка
1.4.1. Шпатлевочную пасту, отвердитель № 1 и ДЭТА упаковывают по ГОСТ 9980.3.
1.4.2. Металлические и полиэтиленовые банки со шпатлевкой, предназначенные для розничной торговли, допускается упаковывать в ящики из сплошного склеенного картона.
2. ПРИЕМКА
2.1. Правила приемки — по ГОСТ 9980.1.
2.2. Показатели 8 и 9 табл. 1 изготовитель определяет периодически в каждой десятой партии.
2.3. При получении неудовлетворительных результатов периодических испытаний изготовитель проверяет каждую партию до получения удовлетворительных результатов испытаний подряд не менее чем в трех партиях.
3. МЕТОДЫ ИСПЫТАНИИ
3.1. Отбор проб — по ГОСТ 9980.2.
Перед испытанием пробы шпатлевочной пасты в плотно закрытой таре доводят до температуры (20 + 2) °С.
В зимнее время допускается перед отбором проб разогревать шпатлевочную пасту в плотно закрытой таре при температуре не выше 60 °С.
3.2. Подготовка образцов к испытанию
Эластичность шпатлевочного покрытия при изгибе определяют на пластинках из черной жести по ГОСТ 13345 толщиной 0,25—0,32 мм и размером 70 х 170 мм.
Влагопоглощаемость определяют на алюминиевых пластинках по ГОСТ 21631 или ГОСТ 13726 размером 50 х 50 мм и толщиной 0,2—0,3 мм.
Остальные показатели определяют на пластинках из стали марок 08кп или 08пс по ГОСТ 16523 размером 70 х 150 мм и толщиной 0,8—0,9 мм.
Для нанесения шпатлевок применяются незагрунтованные пластинки, подготовленные по ГОСТ 8832, разд. 3.
Условную вязкость и массовую долю нелетучих веществ определяют в шпатлевочной пасте. Для определения остальных показателей шпатлевочную пасту, смешанную с отвердителем, как указано в п. 1.2.2, перед нанесением на пластинки выдерживают в течение 15—20 мин.
На подготовленные пластинки шпатлевку наносят шпателем при помощи специального устройства.
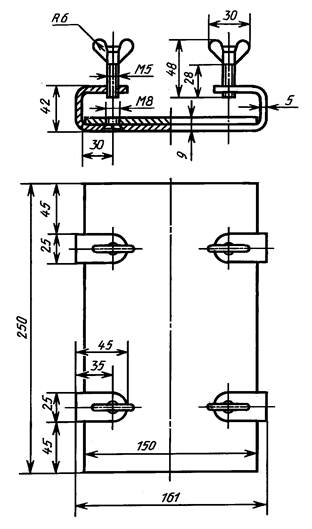
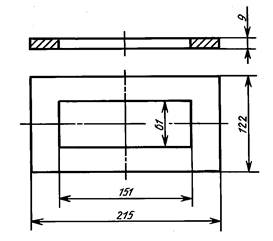
Устройство для нанесения шпатлевок (черт. 1—4) состоит из стальной плиты, к которой прикреплены четыре скобы с упорными барашками, прижимной стальной рамки и металлических трафаретов различной толщины. Поверхности плиты и рамки должны быть пришлифованы.
Подготовленную пластинку плотно зажимают между плитой и трафаретом при помощи рамки и упорных барашков и наносят на нее шпатлевку металлическим шпателем до краев трафарета, снимая избыток. Размер выреза в трафарете 50 х 130 мм.
Для нанесения шпатлевок ЭП-0010 и ЭП-0020 применяется трафарет толщиной 0,5 мм.
Толщина шпатлевочного покрытия после высыхания должна быть не более 350 мкм.
Шпатлевки сушат при температуре и в течение времени, указанных в табл. 1.

Перед горячей сушкой пластинки с нанесенной шпатлевкой выдерживают при температуре (20 + 2) °С в течение 1 ч.
После горячей сушки пластинки с нанесенной шпатлевкой выдерживают при температуре (20 + 2) °С в течение 3 ч.
При разногласиях в оценке качества шпатлевок ЭП-0010 и ЭП-0020 по показателям 1, 5, 6 и 7 табл. 1, пластины сушат при температуре (20 + 2) °С в течение 24 ч.
3.3. Внешний вид шпатлевочного покрытия определяют после его высыхания визуально, путем осмотра поверхности шпатлевочного покрытия до и после шлифования при рассеянном дневном свете.
Шлифование (при смачивании пластинок водой) проводят шлифовальной шкуркой зернистостью № 4—6 по ГОСТ 6456 или ГОСТ 10054.
3.4. Условную вязкость шпатлевочной пасты определяют по ГОСТ 8420. Перед определением шпатлевочную пасту разбавляют толуолом по ГОСТ 9880 или ГОСТ 14710 в соотношении по массе: 1 часть растворителя и 4 части шпатлевочной пасты.
3.5. Массовую долю нелетучих веществ определяют по ГОСТ 17537.
Навеску массой (2,0 ± 0,2) г нагревают в сушильном шкафу при температуре (120 ± 2) °С. Первое взвешивание проводят через 3 ч сушки. Последующие взвешивания проводят через каждые 30 мин до достижения постоянной массы.
Допускается определение массовой доли нелетучих веществ под инфракрасной лампой при температуре (120 ± 2) °С.
При разногласиях в оценке массовой доли нелетучих веществ за окончательный результат принимают определение, проведенное в сушильном шкафу.
3.6. Определение эластичности при изгибе
Эластичность шпатлевочного покрытия при изгибе определяют на приборе для определения эластичности шпатлевок (черт. 5).
Прибор состоит из металлической плиты, к которой прикреплены полуцилиндры диаметром 100 и 50 мм, подвижной рамки с прижимным валиком для прижимания пластинки к цилиндрической поверхности, винта крепления и деревянной подставки.
Пластинку укрепляют одним концом на приборе при помощи винта крепления и при опускании рамки в горизонтальное положение прижимают валиком к цилиндрической поверхности. Испытание проводят на трех образцах.
Шпатлевку считают соответствующей настоящему стандарту, если на ее поверхности при изгибе по полуцилиндру диаметром 50 мм не образуется трещин, видимых без увеличительных приборов.
Трещины на расстоянии до 15 мм от краев шпатлевочного покрытия в расчет не принимают.
3.7. Способность шлифоваться
После высыхания поверхность шпатлевки шлифуют водостойкой шлифовальной шкуркой зернистостью № 4—6 по ГОСТ 10054, ГОСТ 6456 или ГОСТ 5009. Шлифование проводят равно
мерно по всей поверхности, смачивая ее водой. После шлифования поверхность шпатлевки промывают водой и насухо протирают мягкой тканью.
Прибор для определения эластичности шпатлевок при изгибе


Шпатлевка соответствует настоящему стандарту, если при шлифовании в течение 15 мин она не размокает и образуется ровная матовая поверхность.
3.8. Определение срока годности шпатлевок
3.8.1. Срок годности шпатлевок при нанесении их методом пневматического распыления определяют по ГОСТ 27271.
Для испытания берут (150,0 ± 0,2) г шпатлевочной пасты ЭП-0010, добавляют (12,75 ± 0,2) г от-вердителя № 1 или (4,5 ± 0,2) г ДЭТА, а на (150,0 ± 0,2) г шпатлевочной пасты ЭП-0020 — (12,75 ± 0,2) г отвердителя №1 и тщательно перемешивают до получения однородной массы. Затем массу разбавляют до вязкости 18—20 с по вискозиметру типа ВЗ-246 (или ВЗ-4) с диаметром сопла 4 мм одним из растворителей, указанных в п. 1.2.3, и выдерживают в плотно закрытой емкости при температуре (20 + 2) °С в течение 6 ч, после чего тщательно перемешивают и снова определяют вязкость шпатлевки.
Шпатлевку считают соответствующей настоящему стандарту, если по истечении указанного времени вязкость не будет превышать 40 с.
3.8.2. Для определения срока годности шпатлевок при нанесении их шпателем на (100,0 ± 0,2) г шпатлевочной пасты ЭП-0010 добавляют (8,5 ± 0,2) г отвердителя № 1 или (3,0 ± 0,2) г ДЭТА, а на (100,0 ± 0,2) г шпатлевочной пасты ЭП-0020 добавляют (8,5 ± 0,2) г отвердителя № 1, тщательно перемешивают до получения однородной массы и выдерживают в плотно закрытой емкости при температуре (20 + 2) °С в течение 1,5 ч.
Шпатлевку считают соответствующей настоящему стандарту, если по истечении указанного времени она легко наносится шпателем, не сворачиваясь под ним.
3.9. Определение влагопоглощаемости
Испытание проводят по ГОСТ 21513. Для определения влагопоглощаемости шпатлевку ЭП-0020 наносят шпателем по трафарету и сушат при температуре 65 °С—70 °С в течение 7 ч. Толщина высушенного покрытия должна быть не более 350 мкм.
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Транспортирование и хранение шпатлевок ЭП-0010 и ЭП-0020 — по ГОСТ 9980.5.
5. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
5.1. Изготовитель гарантирует соответствие шпатлевок требованиям настоящего стандарта при соблюдении условий транспортирования и хранения.
5.2. Гарантийный срок хранения шпатлевочной пасты и отвердителя № 1 — 1 год со дня изготовления, диэтилентриамина (ДЭТА) — 2 года со дня изготовления.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством химической промышленности СССР РАЗРАБОТЧИКИ
В.В. Задымов, канд. хим. наук; Э.Н. Шубина, канд. техн. наук; Н.В. Лукьянова, канд. техн. наук; Н.Б. Гурова; О.Б. Бабаева
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 19Л2.89 № 3837
Шпатлевка по металлу гост
СМЕСИ СУХИЕ СТРОИТЕЛЬНЫЕ ШПАТЛЕВОЧНЫЕ НА ЦЕМЕНТНОМ ВЯЖУЩЕМ
Dry building putty cement binder mixes. Specifications
Дата введения 2016-09-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН "Некоммерческим партнерством "Союз производителей сухих строительных смесей" (НП "СПССС") при участии Федерального государственного бюджетного образовательного учреждения высшего профессионального образования "Московский Государственный Строительный Университет" (МГСУ), Федерального государственного бюджетного образовательного учреждения высшего профессионального образования "Санкт-Петербургский государственный архитектурно-строительный университет" (СПбГАСУ)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 "Строительство"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 10 декабря 2015 г. N 48)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97
Сокращенное наименование национального органа по стандартизации
Минэкономики Республики Армения
Госстандарт Республики Беларусь
Госстандарт Республики Казахстан
4 Приказом Федерального агентства по техническому регулированию и метрологии от 17 марта 2016 г. N 167-ст межгосударственный стандарт ГОСТ 33699-2015 введен в действие в качестве национального стандарта Российской Федерации с 1 сентября 2016 г.
5 ВВЕДЕН ВПЕРВЫЕ
6 ПЕРЕИЗДАНИЕ. Декабрь 2019 г.
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
1 Область применения
Настоящий стандарт распространяется на сухие строительные дисперсные шпатлевочные смеси заводского изготовления (далее - шпатлевочные смеси), изготовляемые на основе цементного вяжущего или смешанных минеральных вяжущих на основе портландцементного клинкера, содержащие полимерные добавки в количестве, не превышающем 5% массы сухой смеси, и предназначенные для выравнивания каменных, кирпичных, цементных и других поверхностей, а также для защиты от атмосферных воздействий или придания декоративных свойств поверхностям при строительстве, ремонте и реконструкции зданий и сооружений при проведении наружных и внутренних работ. Шпатлевочные смеси допускается применять также в качестве основания под последующее нанесение на него декоративных покрытий (красок и т.п.).
Настоящий стандарт устанавливает технические требования к сухим шпатлевочным смесям, шпатлевочным смесям, готовым к применению, и затвердевшим растворам шпатлевочных смесей.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 4.233 Система показателей качества продукции. Строительство. Растворы строительные. Номенклатура показателей
ГОСТ 8.579 Государственная система обеспечения единства измерений. Требования к количеству фасованных товаров в упаковках любого вида при их производстве, расфасовке, продаже и импорте
ГОСТ 310.4 Цементы. Методы определения предела прочности при изгибе и сжатии
ГОСТ 5802 Растворы строительные. Методы испытаний
ГОСТ 8735 Песок для строительных работ. Методы испытаний
ГОСТ 25898 Материалы и изделия строительные. Методы определения паропроницаемости и сопротивления паропроницанию
ГОСТ 28013 Растворы строительные. Общие технические условия
ГОСТ 30108 Материалы и изделия строительные. Определение удельной эффективной активности естественных радионуклидов
ГОСТ 31189 Смеси сухие строительные. Классификация
ГОСТ 31356* Смеси сухие строительные на цементном вяжущем. Методы испытаний
* В Российской Федерации действует ГОСТ Р 58277-2018.
ГОСТ 31357 Смеси сухие строительные на цементном вяжущем. Общие технические условия
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 31189 и ГОСТ 31357.
4 Технические требования
4.1 Шпатлевочные смеси должны соответствовать требованиям настоящего стандарта и изготовляться по технологической документации, утвержденной предприятием-изготовителем.
4.2 Свойства шпатлевочных смесей характеризуются показателями качества смесей в сухом состоянии, смесей, готовых для применения (растворных смесей), и затвердевших растворов.
4.2.1 Основными показателями качества шпатлевочных смесей в сухом состоянии являются:
- наибольшая крупность зерен заполнителя;
- содержание зерен наибольшей крупности.
4.2.2 Основными показателями качества шпатлевочных смесей, готовых к применению, являются:

Нужен полный текст и статус документов ГОСТ, СНИП, СП?
Попробуйте профессиональную справочную систему
«Техэксперт: Базовые нормативные документы» бесплатно
Дата введения 1991-01-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством химической и нефтеперерабатывающей промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 25.01.90 N 85
3. ВЗАМЕН ГОСТ 10277-76 в части марок ПОР-002, МС-006, ХВ-004, НЦ-008
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
Номер пункта, подпункта
5. Ограничение срока действия снято по протоколу N 5-94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
6. ПЕРЕИЗДАНИЕ. Ноябрь 2000 г.
Настоящий стандарт распространяется на шпатлевки, представляющие собой густые вязкие массы, состоящие из смеси пигментов и наполнителей в связующем веществе.
Шпатлевки предназначаются для заполнения неровностей и исправления дефектов окрашиваемой поверхности в системах покрытий, эксплуатируемых в атмосферных условиях и внутри помещений.
Шпатлевки наносят шпателем, наливом и методом пневматического распыления.
1. МАРКИ И ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. В зависимости от рецептуры и назначения шпатлевки изготовляют нескольких марок (табл.1).
23 1294 0119 08
Смесь пигментов, наполнителей и алкидностирольного лака
Для исправления мелких дефектов на загрунтованной металлической и деревянной поверхностях и на загрунтованной и покрытой эмалью поверхности
23 1314 0108 08
23 1314 0103 02
Смесь пигментов, наполнителей и раствора поливинилхлоридной хлорированной смолы в органических растворителях с добавлением пластификатора
Для выравнивания и исправления дефектов загрунтованных металлических и деревянных поверхностей, для выправок по выявительному слою эмали
НЦ-008
красно-
коричневая защитная серая
23 1414 0258 10
23 1414 0211 03
23 1414 0203 03
Смесь пигментов, наполнителей и раствора коллоксилина в органических растворителях с добавлением пластификатора и масел
23 1414 0401
23 1414 0403
Суспензия пигментов в смеси коллоксилина, смолы в органических растворителях с добавлением пластификаторов
Для выравнивания и исправления деревянных поверхностей при их отделке (для мебели и других изделий)
23 1224 0158 10
Смесь пигментов и наполнителей в пентафталевом лаке с добавлением органических растворителей
Для выравнивания и исправления дефектов загрунтованных металлических и деревянных поверхностей
1.2. Шпатлевки изготовляют в соответствии с требованиями настоящего стандарта по рецептурам и технологическим регламентам, утвержденным в установленном порядке.
Полный текст этого документа доступен на портале с 20 до 24 часов по московскому времени 7 дней в неделю .
Также этот документ или информация о нем всегда доступны в профессиональных справочных системах «Техэксперт» и «Кодекс».
1.1. В зависимости от рецептуры и назначения шпатлевки изготовляют нескольких марок (табл. 1).
ХВ-004
зеленая серая
23 1314 0108 08
23 1314 0103 02
НЦ-008
красно коричневая защитная
серая
23 1414 0258 10
23 1414 0211 03
23 1414 0203 03
Смесь пигментов, наполнителей и раствора коллоксилина и органических растворителях с добавлением пластификатора и масел
НЦ-0038 белая
серая
23 1414 0401
23 1414 0403
1.3.4. Требования безопасности
1.3.4.1. Шпатлевки являются токсичными и пожароопасными материалами.
Показатели токсичности и пожароопасности компонентов приведены в табл. 3.
Контроль за соблюдением предельно допустимых выбросов (ПДВ) должен осуществляться в соответствии с ГОСТ 17.2.3.02. Все твердые и жидкие отходы, образующиеся после фильтрации, промывки оборудования, коммуникации, чистки окрасочных камер в виде загрязненных растворителей и использованных фильтров, должны быть собраны в специальные автоцистерны и емкости, своевременно вывезены и подвергнуты ликвидации в соответствии с порядком накопления, транспортировки, обезвреживания и захоронения промышленных отходов.
1.4.2. На транспортную тару должны быть нанесены манипуляционный знак «Боится нагрева» по ГОСТ 14192 , знак опасности и классификационный шифр группы опасных грузов 3212 по ГОСТ 19433 . серийный номер ООН - 1139.
1.5.1. Шпатлевки всех марок упаковывают по ГОСТ 9980.3.
1.5.2. Металлические банки со шпатлевкой, предназначенных для розничной торговой сети, допускается упаковывать в ящики из сплошного склеенного картона.
2. ПРИЕМКА
2.2. Показатель 10 табл. 1 для шпатлевки НП-0038 и показатели 11 и 12 для шпатлевок МС-006, ХВ-004 и НЦ-008 изготовитель определяет периодически в каждой десятой партии.
3. МЕТОДЫ ИСПЫТАНИЙ
Перед испытанием пробы шпатлевок в плотно закрытой таре доводят до температуры (20 ± 2) ° С.
3.2. Подготовка образцов к испытанию
Норма для шпатлевки марки
1. Цвет шпатлевочного покрытия после высыхания
Оттенок не нормируется
По утвержденным образцам цвета
2. Внешний вид шпатлевочного покрытия после высыхания
Поверхность шпатлевого покрытия должна быть ровной, однородной, без пузырей, царапин, трещин и механических включений
3. Время высыхания до степени 3, ч, не более:
По ГОСТ 19007 и п. 3.5 настоящего стандарта
при температуре (20 ± 2) ° С
при температуре 80 - 85 ° С
4. Степень перетира, мкм, не более
5. Условная вязкость шпатлевки при температуре (20,0 ± 0,5) ° С по ВЗ-246 (или ВЗ-4), сопло 4 мм, с, не менее
По ГОСТ 8420 и п. 3.6 настоящего стандарта
по ВЗ-246, сопло 6 мм, с
по ВЗ-1, сопло 5,4 мм, с
6. Пенетрация при температуре (25,0 ± 0,5) ° С, 10 -1 мм
7. Стекание шпатлевки с вертикальной поверхности
8. Массовая доля нелетучих веществ. %, не менее
По ГОСТ 17537 и п. 3.8 настоящего стандарта
9. Способность шлифоваться
Шлифуется с водой
Шлифуется без воды
10. Теплостойкость при температуре 65-70 ° С, ч, не менее
11. Эластичность при изгибе, мм, не более
12. Прочность при ударе на приборе У-1, см, не менее
По ГОСТ 4765 и п. 3.12 настоящего стандарта
Примечание . Норма по показателю 5 для вискозиметра типа ВЗ-246 с диаметром сопла 6 мм не является браковочной до 01.01.93. Норма по показателю 5 для вискозиметра типа ВЗ-1 действует до 01.01.93. При определении внешнего вида наличие царапин для шпатлевки МС-006 не является браковочным.
Предельно допустимая
концентрация паров
вредных веществ в
воздухе рабочей зоны
производственных
помещений, мг/м 3
Концентрационные
пределы воспламенения, %
(объемная доля)
Для шпатлевок других марок эластичность шпатлевочного покрытия при изгибе определяют на пластинках из черной жести по ГОСТ 13345 размером 70 ´ 170 мм и толщиной 0,25 - 0,32 мм. Остальные показатели определяют на пластинках из стали марок 08кп или 08пс по ГОСТ 16523 размером 70 × 150 мм и толщиной 0,8 - 0,9 мм.
Пластинки для нанесения шпатлевок подготавливают по ГОСТ 8832, разд. 3.
Для нанесения шпатлевок ПФ-002, МС-006, ХВ-004 и НЦ-008 применяют пластинки, предварительно загрунтованные грунтовкой ГФ-021 по ГОСТ 25129 - или ГФ-0119 по ГОСТ 23343, или другими взаимозаменяемыми грунтовками. Поверхность грунтовки после высыхания шлифуют шлифовальной шкуркой зернистостью 4 - 6 по ГОСТ 6456 или ГОСТ 10054.
При разногласиях в оценке качества шпатлевок следует применять грунтовку марки ГФ-021.
Остальные шпатлевки наносят на подготовленные пластинки шпателем при помощи специального устройства.
Устройство для нанесения шпатлевок (черт. 1 - 4) состоит из стальной плиты, к которой прикреплены четыре скобы с упорными барашками, прижимной стальной рамки и металлических трафаретов различной толщины. Поверхности плиты и рамки должны быть пришлифованы.
Подготовленную пластинку плотно зажимают между плитой и трафаретом при помощи рамки и упорных барашков и металлическим шпателем наносят на нее шпатлевку до краев трафарета, снимая избыток. Размер выреза в трафарете - 50 × 130 мм.
При нанесении шпатлевок ХВ-004 и НЦ-008 применяют трафарет толщиной 0,3 мм, шпатлевки ПФ-002-трафарет толщиной 0,5 мм. Толщина шпатлевочного покрытия после высыхания должна быть для шпатлевки НЦ-008 не более 120 мкм, для шпатлевки ХВ-004-не более 150 мкм, для шпатлевки ПФ-002-не более 400 мкм.
При нанесении шпатлевки НЦ-0038 для определения цвета, внешнего вида, времени высыхания и способности шлифоваться применяют трафарет толщиной 0,5 мм. Толщина шпатлевочного покрытия после высыхания должна быть 100 - 150 мкм. При определении теплостойкости шпатлевку НЦ-0038 наносят по трафарету толщиной 1,5 мм. Толщина шпатлевочного покрытия после высыхания должна быть не более 500 мкм.
Шпатлевки сушат при температуре и в течение времени, указанных в табл. 2. Для определения теплостойкости шпатлевки НЦ-0038 образцы сушат при температуре (20 ± 2) °С в течение 6 ч. Для определения эластичности при изгибе шпатлевки ПФ-002 образцы сушат при температуре (20 ± 2) °С в течение 24 ч, после сушки поверхность шпатлевки шлифуют шлифовальной шкуркой зернистостью 4 - 6 по ГОСТ 10054 при смачивании водой и выдерживают на воздухе при температуре (20 ± 2) °С в течение 1 ч.
Перед горячей сушкой пластинки с нанесенной шпатлевкой ПФ-002 выдерживают при температуре (20 ± 2) °С в течение 3 ч. После горячей сушки пластинки охлаждают до температуры (20 ± 2) °С.
Толщину шпатлевочного покрытия изменяют микрометром типа МР по ГОСТ 4381.
При разногласиях цвет и внешний вид шпатлевочного покрытия определяют при естественном свете.
При определении времени высыхания допускается удаление бумаги любым способом, не приводящим к видимым повреждениям шпатлевочного покрытия.
Перед определением вязкости шпатлевки разбавляют растворителями.
Шпатлевки ХВ-004, НЦ-008 и НЦ-0038 разбавляют ацетоном по ГОСТ 2768 в соотношении по массе 4: 1 соответственно.
Шпатлевку МС-006 разбавляют ксилолом по ГОСТ 9410 или ГОСТ 95-49 в соотношении по массе 5 : 1 соответственно.
Навески шпатлевок ПФ-002 и МС-006 нагревают в сушильном шкафу при температуре (140 ± 2) °С, навески шпатлевок ХВ-004, НЦ-008 и НЦ-0038 нагревают в сушильном шкафу при температуре (105 ± 2) °С.
Первое взвешивание проводят через 1 ч сушки, последующие взвешивания - через каждые 30 мин до достижения постоянной массы.
Допускается определять массовые доли нелетучих веществ под инфракрасной лампой при тех же температурах.
При разногласиях в оценке за окончательный принимают результат определения, проведенного в сушильном шкафу.
Испытание проводят на одном образце. После высыхания поверхность шпатлевок ПФ-002, МС-006, ХВ-004 и НЦ-008 шлифуют водостойкой шлифовальной шкуркой зернистостью 4 - 6 по ГОСТ 10054.
Шлифование проводят равномерно по всей поверхности, смачивая ее водой. После шлифования поверхность шпатлевки промывают водой и насухо протирают мягкой тканью.
Поверхность шпатлевки НЦ-0038 шлифуют шлифовальной шкуркой зернистостью 4 - 6 сухим методом. Допускается легкое засаливание шкурки.
Три пластинки со шпатлевкой НЦ-0038, подготовленные в соответствии с п. 3.2.2, помещают в сушильный шкаф и выдерживают при температуре 65 - 70 °С в течение 8 ч, затем вынимают, охлаждают в течение 2 ч и осматривают.
Шпатлевочное покрытие не должно иметь трещин, видимых невооруженным глазом.
Эластичность шпатлевочного покрытия при изгибе определяют с помощью прибора, показанного на черт. 5 .
Прибор состоит из металлической плиты, к которой прикреплены полуцилиндры диаметром 100 и 50 мм, подвижной рамки с прижимным валиком для прижатия пластинки к цилиндрической поверхности, винта крепления и деревянной подставки.
Пластинку при помощи винта крепления укрепляют одним концом на приборе и при опускании рамки в горизонтальное положение прижимают валиком к цилиндрической поверхности.
Испытание проводят на трех образцах. Подготовленные образцы выдерживают в течение 2 ч в сушильном шкафу: шпатлевки ХВ-004, НЦ-008 - при температуре 60 - 70 °С, шпатлевку МС-006 - при температуре 90 - 100 °С. Затем пластинки вынимают и охлаждают в течение 30 мин.
Шпатлевки считают соответствующими настоящему стандарту, если на их поверхности при изгибе по полуцилиндру 100 или 50 мм не образуется трещин, видимых невооруженным глазом. Трещины на расстоянии до 15 мм от краев шпатлевочного покрытия в расчет не принимают.
Прочность шпатлевочного покрытия при ударе определяют по ГОСТ 4765 на приборе типа У-1. Образцы шпатлевок ХВ-004 и НЦ-008 перед испытанием выдерживают в сушильном шкафу при температуре 60 - 70 °С в течение 2 ч с последующим охлаждением в течении 30 мин.
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
5.2. Гарантийный срок хранения шпатлевок всех марок - 6 мес. со дня изготовления.
Устройство для нанесения шпатлевок


Прибор для определения эластичности шпатлевок при изгибе

ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством химической и нефтеперерабатывающей промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 25.01.90 № 85
3. ВЗАМЕН ГОСТ 10277-76 в части марок ПОР-002, МО-006, ХВ-004, НЦ-008
ГОСТ 10277-90 Шпатлевки. Технические условия

Шпатлевки наносят шпателем, наливом и методом пневматического распыления,
1. МАРКИ И ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. В зависимости от ренептуры и назначения шпатлевки изготовляют нескольких марок (табл. 1).
Смесь пигментов, наполнителей и ал-кидностирольного лака
© Издательство стандартов, 1990
ГОСТ 10277—90 С. 2 Продолжение табл. 1
23 1314 0108 08 23 1314 0103 02
23 1414 0258 10 23 1414 0211 03 23 1414 02С3 03
23 1414 0401 23 1414 0403
Смесь пигментов и наполнителей в пен-
(тафталевом лаке с добавлением органических растворителей
Для выравнивания я исправления деревянных поверхностей при их отделке (для мебели и других изделий)
1 3 Xл р актеристики
1.3.1. Шпатлевки ХВ-004, НЦ-С08, МС-005, ПФ-002 наносят
шпателем или методом пневматического распыления, шпатлевку НЦ-0038 — шпателем или наливом.
1.3.2. Для разбавления шпатлевки ХВ-004 применяют растворители P-4, Р-4А или P-5, Р-5А по ГОСТ 7827, шпатлевок НЦ-008, НЦ-0038—‘растворители 645 или 646 по ГОСТ 18188, шпатлевки МС-006 — ксилол по ГОСТ 9410 или ГОСТ 9949, шпатлевки ПФ-002 — уайт-спирит (нефрас-С4-155/200) по ГОСТ 3134, скипидар по ГОСТ 1571 или смесь уайт-спирита с сольвентом по ГОСТ 1928 или ГОСТ 10214 в соотношении 1 : 1 (по массе).
1.3.3. Шпатлевки должны соответствовать требованиям, приведенным в табл. 2.
1.3.4. Требования безопасности
при температуре (2 3±2)^С
при температуре 8 0—85°С
5. Условная вязкость шпатлевки при температуре (20,0±0,5)°С, с:
по ВЗ-246 (или ВЗ-4), сопло 4 мм, с, не менее по ВЗ-246, сопло 6 мм, с по ВЗ-1, сопло 5,4 мм, с
6. Пенетрация при температуре (25,0±0,5) о С, 10- 1 мм
7. Отекание шпатлевки с вертикальной поверхности
8. Массовая доля нелетучих веществ, %, не менее
10 Теплостойкость при температуре 65—70°С, ч, не менее
Поверхность шпатлевочного покрытия
Примечание. Норма по показателю 5 для вискозиметра тияа ВЗ-246 с тслю 5 для вискозиметра типа ВЗ-1 действует до 01.01.93. При определении иыи.
быть ровной, однородной, без
и механических включений
По ГОСТ 19007 и п. 3.5 на
По ГОСТ 84$ 0 и п. 3 6 настоя
По ГОСТ 17537 и п. 3.8 на
По ГОСТ 4765 и п. 3.12 на
диаметром сопла 6 мм не является браковочной до 01.01.93. Норма по показа-внешнего вида наличие царапин для шпатлевки МС-006 не является браковоч-
Концентрационные пределы воспламенения, % (объемная доля)
концентрация паров вредных веществ в воздухе рабочей воны
1.3.4.2. При производстве и применении шпатлевок должны соблюдаться правила промышленной санитарии и пожарной безопасности по ГОСТ 12.3.005.
1.3.4.3. Все работы, связанные с изготовлением и применением шпатлевок, должны проводиться в цехах, снабженных приточновытяжной вентиляцией и противопожарными средствами по ГОСТ 12.1.005.
1.3.4.4. Лица, связанные с изготовлением и применением шпатлевок, должны быть обеспечены средствами индивидуальной защиты по ГОСТ 12.4.011.
1.3.4.5. Средства тушения пожара при производстве и применении шпатлевок: песок, кошма, углекислотные огнетушители ОУ-2 или ОУ-5 по ГОСТ 7275, пенные огнетушители ОХП-Ю или ОВП-ЮО, огнетушители марок ОП-05, пенные установки, инертные газы.
1.3.4.6. При производстве шпатлевок образуются твердые, жидкие и газообразные отходы, которые могут вызвать загрязнение атмосферного воздуха и воды.
Все твердые и жидкие отходы, образующиеся после фильтрации, промывки оборудования, коммуникаций, чистки окрасочных камер в виде загрязненных растворителей и использованных фильтров, должны быть собраны в специальные автоцистерны и емко-
сти, своевременно вывезены и подвергнуты ликвидации в соответствии с порядком накопления, транспортировки, обезвреживания я захоронения промышленных отходов.
1.4.1. Маркировка шпатлевок — по ГОСТ 9980.4.
1.4.2. На транспортную тару должны быть нанесены манипуляционный знак «Боится нагрева» по ГОСТ 14192, знак опасности я классификационный шифр группы опасных грузов 3212 по ГОСТ
19433, серийный номер ООН — 1139.
1.5.1. Шпатлевки всех марок упаковывают по ГОСТ S980.3.
1.5.2. Металлические банки со шпатлевкой, предназначенные для розничной торговой сети, допускается упаковывать в ящики из сплошного склеенного картона.
2.2. Показатель 10 табл. 1 для шпатлевки НП-0038 и показатели 11 и 12 для шпатлевок МС-ООб, ХВ-004 и НЦ-008 изготовитель определяет периодически в каждой десятой партии.
3. МЕТОДЫ ИСПЫТАНИЯ
Перед испытанием пробы шпатлевок в плотно закрытой таре доводят до температуры (2С±2)°С.
3.2.1. Для шпатлевки НЦ-0038 все показатели определяют на деревянных пластинках размером 70x150 мм толщиной 5—10 мм.
Для шпатлевок других марок эластичность шпатлевочного покрытия при изгибе определяют на пластинках из черной жести по ГОСТ 13345 размером 70x170 мм и толщиной 0,25—0,32 мм. Остальные показатели определяют на пластинках из стали марок 08кп или 08пс по ГОСТ 16523 размером 70X150 мм и толщиной 0,8—0,9 мм.
Пластинки для нанесения шпатлевок подготавливают по Г ОСТ 8832, разд. 3.
Для нанесения шпатлевок ПФ-002, МС-С06, ХВ-004 и HU-C08 применяют пластинки, предварительно загрунтованные грунтовкой ГФ-021 по ГОСТ 25129 или ГФ-0119 по ГОСТ 23343, или другими взаимозаменяемыми грунтовками. Поверхность грунтовки
после высыхания шлифуют шлифовальной шкуркой зернистостью 4—6 по ГОСТ 6456 или ГОСТ 10054.
При разногласиях в опенке качества шпатлевок следует применять грунтовку марки ГФ-С21.
3.2.2. Шпатлевку марки МС-006 наносят на пластинки шпателем без трафарета. Толщина шпатлевочного покрытия после высыхания должна быть 40—50 мкм.
Подготовленную пластинку плотно зажимают между плитой и трафаретом при помощи рамки и упорных барашков и металлическим шпателем наносят на нее шпатлевку до краев трафарета, снимая избыток. Размер выреза в трафарете — 50x130 мм.
При нанесении шпатлевок ХВ-004 и HU-008 применяют трафарет толщиной 0,3 мм, шпатлевки ПФ-002 — трафарет толщиной 0,5 мм. Толщина шпатлевочного покрытия после высыхания должна быть для шпатлевки НЦ-008 не более 120 мкм, для шпатлевки ХВ-004 — не более 150 мкм, для шпатлевки ПФ-002 — не более 400 мкм.
При нанесении шпатлевки HU-0Q38 для определения цвета, внешнего вила, времени высыхания и способности шлифоваться применяют трафарет толщиной 0,5 мм. Толщина шпатлевочного покрытия после высыхания должна быть 100—150 мкм. При определении теплостойкости шпатлевку НЦ-0038 наносят по трафарету толщиной 1,5 мм. Толщина шпатлевочного покрытия после высыхания должна быть не более 500 мкм.
Шпатлевки сушат при температуре и в течение времени, указанных в табл. 2. Для определения теплостойкости шпатлевки НЦ-0С38 образцы сушат при температуре (20±2)°С в течение 6 ч. Для определения эластичности при изгибе шпатлевки ПФ-002 образцы сушат при температуре (20±2)°С в течение 24 ч, после сушки поверхность шпатлевки шлифуют шлифовальной шкуркой зернистостью 4—6 по ГОСТ 10054 при смачивании водой и выдерживают на воздухе при температуре (20±2)°С в течение 1 ч.
Перед горячей сушкой пластинки с нанесенной шпатлевкой ПФ-062 выдерживают при температуре (20±2)°С в течение 3 ч. После горячей сушки пластинки охлаждают до температуры (20±2)°С.
Толщину шпатлевочного покрытия измеряют микрометром типа МР по ГОСТ 4381.
3.3. Цвет шпатлевок определяют визуально при искусственном или естественном рассеянном свете. Цвет шпатлевки НЦ-0038 определяют путем сравнения с утвержденными контрольными образцами цвета.
3.4. Внешний вид шпатлевочного покрытия после высыхания определяют визуально путем осмотра поверхности до и после шлифования при искусственном или естественном рассеянном свете. Шлифование проводят (без применения воды) шлифовальной шкуркой зернистостью 4—6 по ГОСТ 6456 или ГОСТ 10054.
При разногласиях пвет и внешний вид шпатлевочного покрытия определяют при естественном свете.
3.5. Время и степень высыхания определяют по ГОСТ 19007.
3.6. Вязкость шпатлевок определяют по ГОСТ 8420.
Шпатлевки ХВ-004, HU-CC8 и НЦ-0038 разбавляют ацетоном по ГОСТ 276 В в соотношении по массе 4 :1 соответственно.
Шпатлевку МС-006 разбавляют ксилолом по ГОСТ 9410 или ГОСТ 9949 в соотношении по массе 5:1 соответственно.
3.7. Стекание шпатлевки ПФ-002 с вертикальной поверхности определяют визуально на одном образце. Для этого пластинку с нанесенной шпатлевкой устанавливают в вертикальном положении (по длине пластинки) и выдерживают ее при температуре (20±2)°С в течение 30 мин. Шпатлевка не должна стекать.
3.8. Массовую долю нелетучих веществ определяют по ГОСТ 17537, п. 1.4.4.
Навески шпатлевок ПФ-002 и МС-006 нагревают в сушильном шкафу при температуре (140±2)°С, навески шпатлевок ХВ-004, НЦ-008 и НЦ-0038 нагревают в сушильном шкафу при температуре (105±2)°С.
Первое взвешивание проводят через 1 ч сушки, последующие взвешивания—через каждые 30 мин до достижения постоянной массы.
Допускается определять массовые доли нелетучих веществ пол инфракрасной лампой при тех же температурах.
При разногласиях в опенке за окончательный принимают результат определения, проведенного в сушильном шкафу.
3.9. Определение способности шлифоваться
Испытание проводят на одном образце. После высыхания поверхность шпатлевок ПФ-002, МС-006, ХВ-004 и НЦ-008 шлифуют водостойкой шлифовальной шкуркой зернистостью 4—6 по ГОСТ 10054.
Поверхность шпатлевки НЦ-0038 шлифуют шлифовальной шкуркой зернистостью 4—б сухим методом. Допускается легкое засаливание шкурки.
ЗЛО. Определение теплостойкости шпатлевки
Три пластинки со шпатлевкой НЦ-С038, подготовленные в соответствии с п. 3.2.2, помещают в сушильный шкаф и выдерживают при температуре 65—70°С в течение 8 ч, затем вынимают, охлаждают в течение 2 ч и осматривают.
3.11. Определение эластичности при изгибе
Эластичность шпатлевочного покрытия при изгибе определяют
с помощью прибора, показанного на черт. 5.
Пластинку при помощи винта крепления укрепляют одним кон-пом на приборе и при опускании рамки в горизонтальное положение прижимают валиком к цилиндрической поверхности.
Испытание проводят на трех образцах. Подготовленные образин выдерживают в течение 2 ч в сушильном шкафу: шпатлевки ХВ-004, HU-008—при температуре 60—70°С, шпатлевку МС-006 — при температуре 90—100°С. Затем пластинки вынимают и охлаждают в течение 30 мин.
3.12. Определение прочности при ударе
Прочность шпатлевочного покрытия при ударе определяют по
ГОСТ 4765 на приборе типа У-1. Образны шпатлевок ХВ-004 и НЦ-008 перед испытанием выдерживают в сушильном шкафу при температуре 60—70°С в течение 2 ч с последующим охлаждением в течение 30 мин.
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Транспортирование и хранение шпатлевок —по ГОСТ
5. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
5.1. Изготовитель гарантирует соответствие шпатлевок тре* бованиям настоящего стандарта при соблюдении условий транс* портирования и хранения.
5.2. Гарантийный срок хранения шпатлевок всех марок — 6 мес со дня изготовления.
Читайте также: