Сколько градусов в резаке при резке металла
Обновлено: 05.07.2024
Аппарат для резки металлических деталей с помощью газа состоит из нескольких элементов. Мастеру нужно знать его устройство, чтобы в случае поломки или заклинивания принять определённые меры. Основные детали:
- рукоять;
- корпус;
- каналы для подачи горючего газа, кислорода;
- мундштук;
- форсунка, отвечающая за формирование горящей струи.
Помимо ключевых элементов, резак по металлу имеет регуляторы подачи газа, систему каналов, по которым они проходят через корпус и доходят до выходных отверстий. Габариты аппарата для резки металлических деталей меньше чем у болгарки, однако горелка требует подключения баллонов с расходным веществом, что усложняет доставку оборудования до рабочего места.
Газовая горелка: резак кислородный
Из баллона с редуктором через шланг с ниппелями кислород поступает в резак. В его корпусе он разветвляется по двум каналам:
- одна часть газа проходит через вентиль и попадает в инжектор. Из него она выходит с большой скоростью и, создавая разрежение, подсасывает горючий газ. В результате, в смесительной камере образуется горючая смесь. Она, проходя через зазор между внутренним и наружным мундштуками, сгорает и образует подогревающее пламя;
- вторая часть кислорода поступает через вентиль в трубку режущего газа. Выйдя через центральный канал внутреннего мундштука, она образует режущую струю.
Таким образом, для получения качественного реза необходимо:
- применять сопло и мундштук «правильного» (соответствующего марке и толщине обрабатываемого материала) размера;
- давление газа должно соответствовать толщине обрабатываемого материала;
- необходимы постоянный уход и чистка каналов сопла. Эту чистку рекомендуется производить медными прутками.
Принципиальная конструкция газового резака
Особенности конструкции резака.
Инжекторный или двухтрубный резак
Это самая популярная модель по своей конструкции. Название «двухтрубный» происходит из-за разделения технического кислорода на два потока. Это делается для функционального разделения работы кислорода.
Второй поток кислорода идет прямиком в инжектор. Порядок работы в камере инжектора следующий: кислород поступает в камере под большим давлением и с высокой скоростью, в результате чего в этом пространстве образуется зона разреженного давления. Кислород является в данном случае инжектируемым.
Через специальные боковые отверстия в стенках камеры в нее втягивается горючий газ – он является в данном случае эжектируемым. Происходит смешение газов, скорости выравниваются, в итоге на выходе из камеры формируется поток из смеси газов, у которого скорость ниже, чем у инжектируемого кислорода, но выше, чем у эжектируемого горючего газа.
На следующем этапе сформированная смесь газов поступает в наконечник – сначала в его головку, а затем через сопло между мундштуками выходит и образует то самое пламя в виде факела, которое разогревает металл до температуры его горения. Все потоки газов регулируются собственными вентилями на внешней стороне корпуса – для подачи кислорода и отдельно для подачи горючего газа в инжектор.
Безинжекторный или трехтрубный газовый резак
В данном случае устройство газового резака сложнее. Кислород в него попадает по двум трубкам, третью трубку по праву занимает горючий газ. В этом сварочном резаке газы смешиваются внутри головки, никакой камеры здесь нет. Такая система является более безопасной, чем двухкамерная модель.
У этой модели стоимость значительно выше. Кроме этого недостатка у трехтрубного резака имеется еще один нюанс: в работе с ним необходимо очень высокое давление горючего газа – выше, чем с инжекторным аппаратом.
Стандарты и габариты
Все стандартные измерения, касающиеся газовых резаков, оговорены в ГОСТе 5191-79. Естественно, что вес и размеры аппаратов напрямую связаны с их мощностью. Вес, например, бывает только в двух значения: резаки моделей Р1 и Р2 весят 1,0 кг, а модель высокой мощности Р3 весит 1,3 кг и ни граммом больше или меньше.
Кстати, с мощностью и размерами связан и вид горючего газа. Если мощные резаки Р3 работают только на смеси кислорода с пропаном, то аппарата поменьше типа Р1 и Р2 вполне могут функционировать с любым видом газа.
Вставные газовые резаки:
Кроме классических моделей с разной мощностью существует отдельная категория – так называемые вставные газовые резаки с особой маркировкой РВ. По ГОСТу они называются очень странно: наконечники к газовой горелке для резки металла. В общем-то они отличаются от традиционных резаков: смешивание горючей смеси и кислорода проводится в самом наконечнике.
По весу эти устройства значительно легче резаков. РВ1 весит 0,6 кг, а РВ2 и РВ3 – всего по 0,7 кг. Но пусть эта кажущаяся изящность не вводит вас в заблуждение. Не будем забывать, что это наконечники к горелке, в комплекте с которой они будут весить ничуть не меньше, чем обычные резаки. В чем тогда преимущество?
В том, что их можно докупить к уже имеющейся горелка и, таким образом, сэкономить кое-какие деньги. И компактность всего комплекта, упакованного в специальный кейс. И еще одна немаловажная деталь, которая касается природы горючего газа. Дело в том, что ацетилен значительно дороже пропана.
Но для сварки металла намного желательнее именно ацетилен: горелка с ним дает пламя с температурой выше на 400°С, чем такая же со смесью кислорода с пропаном.
Портативные модели: малому кораблю – малое плавание
На рынке сейчас предлагается множество портативных вариантов автогенов – именно так они позиционируются. Они продаются в виде насадки к компактному цанговому газовому баллону. Но по своей сути и принципу работы это горелки. Большинство из них обеспечивают температуру факела не выше 1300°С.
Встречаются, конечно, и портативные модели «профессионального» ряда – цанговые резаки, дающие температуру факела выше – до 2000 – 2500°С, что в общем-то близко по показателям к классическому кислородно-пропановому резаку. Но физика есть физика: даже в этих моделях нет главного компонента, который режет металл – кислородной струи, которая окисляет этот самый металл.
Где хорош портативный газовый резак? При резке легко плавких металлов или сплавов типа олова, латуни, бронзы, меди. Но даже эти «детские» варианты не режутся, а плавятся. Поэтому компактные насадки – резаки используются больше для пайки или сварки маленьких заготовок из цветных металлов. Это могут быть детали бытовых устройств типа холодильника или кондиционера. Сварка, а не резак, одним словом.
В любом случае будьте внимательны при выборе таких моделей далеко не всегда их предлагаемая «портативность» в итоге оправдана.
Газовый резак по металлу: разновидности

Газовые резаки подразделяются на виды по различным параметрам. Основные из них следующие:
- по разновидности горючего газа:
- ацетилен;
- метан;
- пропан-бутан и т. п.
- для резки под водой;
- для резки толстого материала;
- для прорезания отверстий;
- универсальные;
- копьевые;
- кислородно-флюсовые;
- поверхностные;
- разделительные.
В настоящее время наиболее популярны газовые резаки универсального типа. Их отличают следующие положительные качества – они:
- осуществляют резку в любом направлении при толщине материала, мм: 3…300;
- достаточно просты в эксплуатации;
- весьма устойчивы;
- хорошо выдерживают обратные удары;
- имеют небольшую массу.
Пропановый
Газовым пропановым резаком можно производить раскрой металла толщиной листа до 300 мм. Оборудование обладает целым набором технических характеристик, способствующих его длительной эксплуатации. Многие детали являются легко сменными и, при необходимости, могут быть заменены прямо в процессе производства работ (не покидая рабочего объекта). В большинстве случаев, возможна замена на аналоги. Кроме того, пропан имеет сравнительно невысокую стоимость. Это делает ещё более выгодным использование пропановых резаков.
В качестве примера рассмотрим пропановые горелки «Маяк 2-01» и «РС-3П».
«Маяк 2-01» используется для ручной разделительной, кислородной резки низколегированных и углеродистых сталей.

Его технические характеристики:
- толщина разрезаемой стали, мм: 3…100;
- горючий газ: пропан;
- диаметр рукава, мм: 9/9;
- длина, мм: 580;
- масса, кг: 1,3.
Комплект поставки пропановых мундштуков:
- наружный №1;
- внутренний №1(для резки металла толщиной, мм: 8…15) – установлен на резаке;
- в комплекте ЗИП:
- №2 (15…30 мм);
- №3 (30…50 мм);
- №4 (50…100 мм).
«РС-3П» – это газокислородный, инжекторный гаджет, предназначенный для ручной резки низколегированных и углеродистых сталей.
- толщина разрезаемой стали, мм: ≤ 200;
- применяемый газ: пропан / метан;
- длина, мм: 500;
- климатическое исполнение: УХЛ 1 и Т 1 по ГОСТ 15150;
- температура эксплуатации, °С:
- при работе на ацетилене: + 45…минус 40;
- при работе на пропан-бутане: +45ºС…минус 15;
Ацетиленовый
Резаки ацетиленовые предназначены для ручной разделительной, кислородно-ацетиленовой резки углеродистых и низколегированных сталей. Классические – это резаки инжекторного типа:
- «Р1-01»;
- «Р2-01»;
- «Р2А-02»;
- «Маяк-1-01».
Смешивание газов в них происходит в инжекторной камере, которая расположена около ручки.
Другой вариант конструкции ацетиленовых резаков – это прибор внутрисоплового смешения газов (например, резак типа “Салют”). В нём горючая смесь создаётся непосредственно в мундштуке. Это обеспечивает высокую безопасность его эксплуатации, т. к. при обратном ударе вероятность проникновения пламени в трубку резака практически отсутствует (в ней нет горючей смеси).
Толщина разрезаемого этим оборудованием металла зависит от номера мундштуков на резаке:
- типа Р1 (например «Р1-01») комплектуются мундштуками, позволяющими резать металл толщиной до 50 мм;
- типа Р2 («Р2-01», «Маяк-1-01») комплектуются мундштуками, обеспечивающими раскрой металла толщиной до 200мм.
Газовый резак портативный
Многие имели возможность наблюдать нелёгкий труд газосварщиков, перевозящих на разнообразных тележках к рабочему месту большие и неподъемные баллоны с горючим газом и кислородом. Для создания мобильности, резак подсоединяется к баллонам посредством длинных шлангов. Неудобно и довольно тяжело работать с таким аппаратом. Причём, наибольшее неудобство создают именно эти длинные шланги.
Совершенно другое дело, если в вашем распоряжении небольшой переносной, инжекторного типа газовый резак портативный. Его перемещает с места на место 1 человек. При необходимости он может поднять его на значительную высоту. В комплект такого гаджета входит:
- газосварочная горелка либо резак;
- короткие шланги длиной до 5 метров;
- 2 кислородных баллона ёмкостью по 5 литров;
- 1 пропановый баллон, емкость которого может быть: 2, 3 или 5 литров.
![Баллон с кислородом и горючим газом. Ист. http://tutmet.ru/portativnyj-perenosnoj-gazovyj-mini-rezak-metallu.html.]()
Баллон с кислородом и горючим газом.
Широко распространены газовые резаки, имеющие крепление непосредственно на баллоне. Они, осуществляя нагрев поверхности до Т = 1300 °С, часто применяются в различных бытовых целях (например, для сварки металлов с низкой температурой плавления). Создаваемая ими температура нагрева достаточна для размягчения следующих металлов:
Для комфортной эксплуатации газовые резаки комплектуются креплением на баллончик и оснащаются пьезоподжигом. Эти гаджеты автономны и компактны. Благодаря чему их удобно использовать и на улице, и в гараже. Устройства весьма универсальны:
- ими удобно разжигать костёр на открытом воздухе в пасмурную погоду;
- они используются для разогрева замерзшего навесного замка в воротах загородного дома или дачи и во многих других случаях.
![Безинжекторная модель газового резака. Ист. http://tutmet.ru/portativnyj-perenosnoj-gazovyj-mini-rezak-metallu.html.]()
Безинжекторная модель газового резака, портативный газовый резак по металлу
Как осуществлять резку металла газовым резаком: оборудование
Резка металла газовым резаком — это простой процесс по сравнению с аналогичной сваркой, не требующий от исполнителя особых навыков. Главное для исполнителя — изучить технологию разрезания металла при помощи оборудования, работающего на смеси, состоящей из пропана и кислорода, который обеспечивает устойчивое горение и высокую температуру, позволяющую прожигать практически любой металл.
Достоинства и минусы
Газовая резка и сварка металлов обладает многими преимуществами, но нас интересует только резка, имеющая такие плюсы:
- Востребована, когда разрезается металл большой толщины или нужна вырезка по трафарету, а болгарка с криволинейными участками не справляется.
- Газовый аналог гораздо удобнее для работы, имеет малый вес, действует в два раза быстрее, чем оборудование с бензиновым двигателем.
- Пропан по стоимости ниже ацетилена и бензина, так что его использование рентабельнее.
- Кромка среза намного уже, а структура чище, нежели от болгарки или бензинового оборудования.
Недостатки — узкий круг металлов, подверженных аналогичной обработке.
Особенности применения
Чтобы понимать, как правильно резать металл резаком, надо изучить конструкцию и знать, что подобное оборудование не используется для резки сталей с высоким содержанием углерода, т. к. нет возможности создать температуру, способную обеспечить устойчивое плавление. При резке чугунных заготовок или конструкций происходит концентрация графита между зерен металла, что затрудняет работу.
[stextbox нельзя использовать для разрезания изделий, состоящих из алюминия, меди и сплавов на её основе.[/stextbox]
Резка по поверхности
Пользователей, конечно же, интересует такой вопрос — как пользоваться резаком во время фигурной резки. Такая методика выполняется соплом инструмента, при этом расплавленный шлак разогревает металл, но, не превышая температуру плавления. Резак располагается под углом до 80 градусов, а после подачи кислорода угол изменяется в пределах 18—45 0 .
Канавки образуются при регулировке скорости резки, если нужен их больший размер, то меняют угол мундштука и немного замедляют скорость резки, регулируя подачу кислорода. Ширину канавок изменяют путём настройки подачи струи горящего газа через сопло, этот параметр приравнивается как 1 к 6, при этом надо следить, чтобы не было затоков.
![]()
[stextbox кромки выемки были чистыми, надо увеличить подачу кислорода.[/stextbox]
Соотношение пропана и кислорода
Чтобы правильно резать металлы кислородно-пропановым резаком, надо отрегулировать подачу газов к соплу. Такая регулировка осуществляется по рекомендациям справочников, где имеются таблицы и диаграммы, при отсутствии нужной литературы надо свериться с технологией, указанной в документах на изделие. При отсутствии нормативной документации, используют соотношение одна часть пропана к десяти частям кислорода.
Комплект оборудования
До начала газовой резки или сварки следует тщательно подготовить оборудование:
- Емкости с газами.
- Шланги для подключения.
- Резак.
- Мундштук, имеющий определенные размеры.
- Редукторы регулировки и контроля объема.
Оборудование не зависит от производителя, маркировка вентилей стандартная.
Подготовительные работы
Как надо настраивать резак для резки металла — прежде всего, нужно удостовериться, что изделие находится в исправном состоянии, готово к работе, затем выполняется следующий порядок действий:
- Шланги от баллонов подключаются к резаку, предварительно продув изделие для удаления изнутри посторонних вкраплений. подсоединяется к штуцеру с правой резьбой, а пропан — к штуцеру с левосторонней резьбой.
- Уровень подачи пропана выставить на 0,5, а кислорода — на 5,0 атмосфер.
- Проверяем соединения на предмет утечки, а также работу редукторов и манометров.
Если обнаружены утечки газов, то подтягиваются гайки или меняются прокладки.
![]()
На схеме указано правильное подключение баллонов к резаку.
Начало работы
Как нужно резать металл газовым резаком — выполнив подготовку, исполнитель приоткрывает вентиль пропана, зажигает струю газа, при этом сопло изделия упирается в поверхность металла. Теперь нужно произвести настройку силы пламени, попеременно добавляя пропан и кислород. После установки оптимальной силы струи горящей смеси, изделие располагается под прямым углом к поверхности детали, сопло располагается не ближе 5 мм.
Если разрез начинается в середине листа, то точку старта устанавливают в начале разреза. Поверхность разогревается до температуры не менее 1000 0 C, с виду она как бы намокает, затем увеличивается подача кислорода для образования мощной узконаправленной струи.
Особенности резки
Резак надо вести плавно вдоль линии разреза и следить за углом наклона, который отклоняется на 5—6 градусов против движения инструмента. При толщине металла более 0,95 м отклонение увеличивают, прорезав металл на глубину около 20 мм, угол отклонения опять уменьшается. Как резать резаком, чтобы срез был ровным, мы уже подробно объясняли в предыдущем разделе.
Сколько расходуется газа
Расход газов при резке металла пропаново-кислородным резаком, зависит от толщины конструкции и конфигурации разреза. Для наглядности приводим расположенную ниже таблицу:
Размер заготовки (толщина), мм Время на отверстие, сек Размер разреза (ширина), мм Расход, на м 3 реза пропана кислорода 4,0 5—8 2,5 0,035 0,289 10,0 8—13 3,0 0,041 0,415 20,0 13—18 4,0 0,051 0,623 40,0 22—28 4,5 0,071 1,037 60,0 25—30 5,0 0,087 1,461 Расход газов существенно снижается, когда выполняется наплавка или пайка.
Нюансы
Главная задача исполнителя — правильно выдерживать скорость:
- нормальный режим — искры летят под прямым углом относительно поверхности заготовки;
- малая скорость — разлет от исполнителя и угол менее 85 градусов.
После окончания процесса вначале перекрывается подача кислорода, а пропан — отключают в последнюю очередь.
[stextbox Н. Ишкулов, образование: ПТУ, специальность: сварщик пятого разряда, опыт работы: с 2005 года: «Исполнителям, впервые выполняющим резку при помощи кислородного оборудования, надо помнить, что начинать новый разрез после внезапной остановки надо с другой точки, а не там, где был процесс окончен».
Негативная деформация
![]()
Начинающих сварщиков волнует вопрос, как надо правильно пользоваться резаком пропан кислород, чтобы не произошло коробления поверхности детали. Вначале нужно разобраться — какие же факторы способствуют возникновению этих дефектов:
- при неравномерном нагреве поверхности;
- была выбрана высокая скорость движения резака;
- произошло резкое охлаждение места нагревания.
Опасность обратного удара
При неправильном режиме горения струи происходит хлопок и пламя втягивается вовнутрь изделия, что приводит к взрыву, т. к. огонь распространяется по шлангам и доходит до емкостей с газами. Чтобы предотвратить опасную ситуацию, резак оборудуется обратным клапаном, который отсекает пламя и не допускает его распространения.
Правила использования
Они аналогичны технике безопасности при проведении сварки, но имеют специфические дополнения:
- Средствами защиты пренебрегать не рекомендуется, т. к. это приводит к получению травм в виде ожога кожи или повреждения роговицы глаз разлетающимися искрами, поэтому обязательны очки и перчатки с длинными раструбами до локтя. и обувь исполнителя изготавливается из негорючего материала.
- Баллоны с газами располагаются не ближе пяти метров от места проведения резки.
- Пламя резака направляется только в противоположную от шлангов сторону.
- Резка производится в помещениях, оборудованных сильной вентиляцией или на открытых площадках.
При длительном простое оборудования нужно провести профилактические работы, прежде чем использовать резак по назначению.
Техника безопасности
Оборудование относится к категории взрывоопасных, поэтому место выполнения работ нужно снабдить следующими принадлежностями:
- огнетушитель;
- ящик с песком;
- пожарный стенд с соответствующими инструментами.
Каждый исполнитель должен иметь комплект защитной одежды.
Не допускается наличие под защитой одежды из легко возгораемого материала, например, из синтетик, а края рукавов должны плотно облегать тело, чтобы внутрь не попали искры.
Выводы
Перед началом работы исполнители обязаны пройти инструктаж с записью в специальный журнал, к работе допускаются только лица, сдавшие зачеты по знанию теории процесса и практического исполнения резки.
Виды газовых резаков и принцип действия
Современные газовые резаки – оборудование, которое предназначается для быстрой и качественной резки всех типов стали, в том числе – углеродистых и низколегированных. Такие устройства широко применяются во всех производственных сферах.
![Газовый резак]()
Принцип работы
Раскройка металла происходит за счет его расплавления под воздействием направленной струи кислорода на линию предполагаемого среза. После плавки эта же струя выдувает окислы, образовавшиеся в зоне среза.
Применение газовых резаков эффективно в следующих случаях:
- При необходимости разделки металлоконструкций перед последующей переплавкой во время сортировочного процесса.
- Для исправления дефектов, образовавшихся во время выполнения сварочных работ.
- Для ликвидации последствий аварий.
- В литейном производстве для исправления внешних дефектов на готовых слитках.
- В металлургии для раскроя металлических листов и проката перед монтажом конструкций из металла.
- При необходимости разделочных работ перед сваркой.
- При проведении демонтажа стальных конструкций.
Конструкция газовых резаков
Газовый резак состоит из следующих частей:
- Ствола.
- Наконечника.
- Рукоятки, оборудованной ниппелями для присоединения рукавов с газом и кислородом.
- Корпуса с вентилями, предназначенными для регулировки подачи газа и кислорода.
- Инжектора.
- Смесительной камеры.
- Трубки, предназначенной для подачи кислорода и горючей смеси.
- Соединительной гайки, которая служит для крепления ствола к корпусу устройства.
В процессе работы устройства газ по шлангам направляется в корпус изделия через ниппели. Горючий газ при этом должен идти в однопоточном режиме по направлению к западному вентилю, а кислород – расходиться на два потока, один из которых направляется на подогревающий вентиль, а второй – на вентиль режущего кислорода, расположенный за пределами рукояти.
Когда вентиль подогревающего кислорода открыт – газ, находящийся под давлением, направляется в основное инжекторное отверстие. К нему же, через ряд периферийных отверстий, подводится разряженный горючий газ.
После того как газы смешиваются, они направляются к мундштукам по нижней трубке наконечника.
ВАЖНО! при работе с газовым оборудованием категорически запрещено:
- продувать кислородом рукав для пропана;
- менять рукава между собой.
К головке наконечника подводится кислород и подогревающий газ, который выводится из кольцевого зазора. После появления пламени струя направляется на место предполагаемого среза, после чего струя газа сжигает металл и удаляет побочный продукт в виде окиси.
Чтобы произвести раскройку, головка устройства с режущей струей проводится на определенном расстоянии от заготовки, после чего на обработанном участке остается узкая прорезь, ограниченная боковой и лобовой плоскостями.
Предельная температура пламени, вырабатываемого газовыми резаками, работающими на пропане, составляет 2800 градусов. Для устройств, работающих на ацетиленовом топливе, этот показатель составляет 3100 градусов.
Виды газовых резаков
Режущее газовое оборудование традиционно квалифицируется по различным признакам, но к основным причисляют тип используемого горючего материала и характеристики смешения газа с кислородом. Также резаки могут быть разделены по назначению (на специализированные и универсальные), а также типу производимого среза (разделительные, поверхностные и кислородно-флюсовые).
Инжекторные
Устройства инжекторного типа работают по принципу внутрисоплового смешения рабочих газов. Такая конструкция позволяет обеспечить высокие показатели надежности и безопасности работы механизмов. Это обусловлено тем, что горючий газ и кислород подаются к соплу по отдельным каналам и смешиваются в специальной смесительной камере непосредственно перед подачей.
Безинжекторные
Безинжекторные резаки не имеют специальной камеры для смешения газов. Кислород к соплу подводится по двум каналам, горючий газ – по третьей. Смешиваются вещества только внутри головки резака. Устройства этого типа для эффективной работы требуют большего давления газа в сравнении с инжекторными аппаратами.
Классификация по используемому горючему газу
Пропановые
Газовые резаки, работающие на пропане, идеально подходят для обработки труб из чугуна и других изделий, изготовленных из черных и цветных металлов. Пропановые газовые резаки по праву считаются самыми надежными и безопасными и при этом способны обеспечить максимальную производительность работ.
Ацетиленовые
Ацетиленовые газовые резаки используют для нарезки листового металла и больших по площади деталей. Такие устройства в обязательном порядке оборудуются специальным вентилем, регулирующим скорость и мощность подачи кислорода в рабочую зону.
Универсальные
Универсальные газовые резаки инжекторного типа наиболее востребованы на сегодняшний день. Эти устройства позволяют использовать мощность рабочего газа, если давление внутри корпуса составляет от 0,03 до 1,5 кгс/квадратный сантиметр. Универсальный резак прост и удобен в использовании, обладает сравнительно небольшими габаритами и способен разрезать изделия из металла в разных направлениях. С его помощью можно эффективно обработать металл с толщиной от 3 до 300 мм в толщину.
Плюсы и минусы газовых резаков
К достоинствам газовых резаков относят:
- Возможность эффективно обрабатывать металл с толщиной до 300 мм (в зависимости от модификации и рабочих параметров оборудования).
- Стабильность горения выходящего пламени. Сжигание смеси происходит без хлопков и обратнонаправленных ударов.
- Возможность работы с металлом в любом направлении.
- Эффективность.
- Высокую производительность.
- Удобство и простота обслуживания оборудования.
- Низкую стоимость устройств и комплектующих.
К недостаткам можно причислить:
- Вероятность возникновения тепловой деформации материала.
- Необходимость доработки образовавшихся в результате разреза кромок.
- Высокий риск возникновения пожара.
- Большая ширина среза, что делает необходимым соблюдение припусков при проведении разметочных работ.
- Нельзя применять в работе с нержавеющей сталью.
- При работе с металлами большой толщины становится заметна конусность среза.
Как выбрать подходящий резак?
Чтобы избежать ошибок при выборе газового резака, необходимо тщательно изучить конструктивные особенности устройств. Это позволит определиться с выбором и понять, какие из факторов являются ключевыми.
Современный газовый резак – достоинства и особенности применения
![Современный газовый резак – достоинства и особенности применения]()
Процесс газовой резки - наиболее распространенный и экономически выгодный способ разделения металла. Существует очень большое многообразие ручных резаков для этих целей. Мы предлагаем разобраться на что обращать внимание при выборе резака, чтобы он долго прослужил и не возникло проблем при его эксплуатации.
Подберем индивидуальный инструмент под любую задачу - ручные газовые резаки от компании Messer
Современный ручной газовый резак для резки металлов от компании Messer - высокотехнологичный продукт и результат многолетней кропотливой работы сотен инженеров. Алюминиевая рукоятка, газовые трубки из 2 мм нержавеющей стали, цельный инжектор из латуни, высокоточные вентильные блоки или клапан - все это выглядит уже не как простое изделие, а как произведение технического искусства, где вызывает восхищение продуманность конструкции, удобная эргономика, высокое качество обработки каждой детали и точность сборки. Разнообразие ручных газовых резаков для резки металлов, которые предлагает компания Messer, обусловлено самым широким спектром решаемых задач - резка в диапазоне до 500 мм, разные углы наклона головки, длина до 1500 мм, разные виды горючих газов и способы смешивания. Газовые резаки могут выполнять резку, нагрев, строжку, специальные задачи для металлургических и сталелитейных производств.
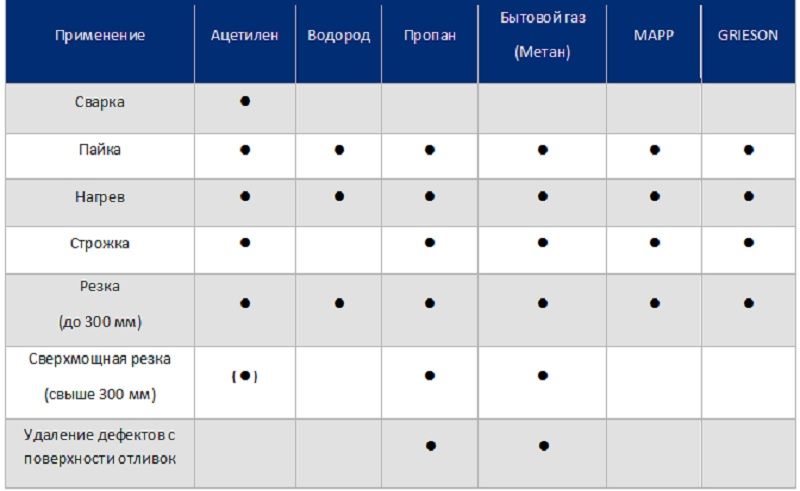
Универсальность сопел для ручных и машинных резаков при комплексном оснащении производства позволит сократить номенклатуру приобретаемых расходных частей.Газы для различных видов газопламенной обработки металлов
Газопламенная обработка металлов включает в себя в том числе процессы сварки, пайки, нагрева, резки, строжки. Различные горючие газы имеют разные характеристики, поэтому выбор горючего газа зависит от задачи.
![горючие газы применение]()
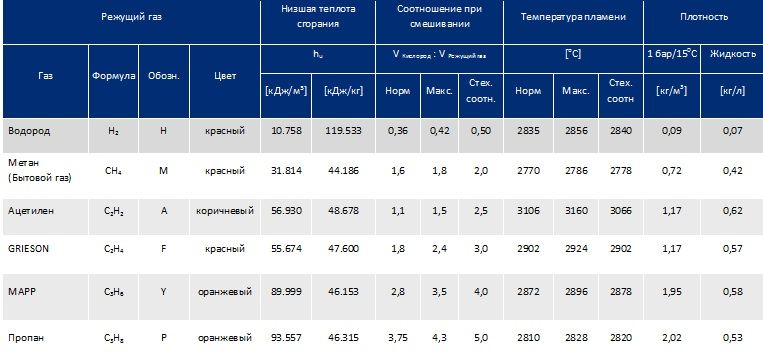
Виды горючие газы и их отличия
по теплоте сгорания
![горючие газы для газокислородных технологий]()
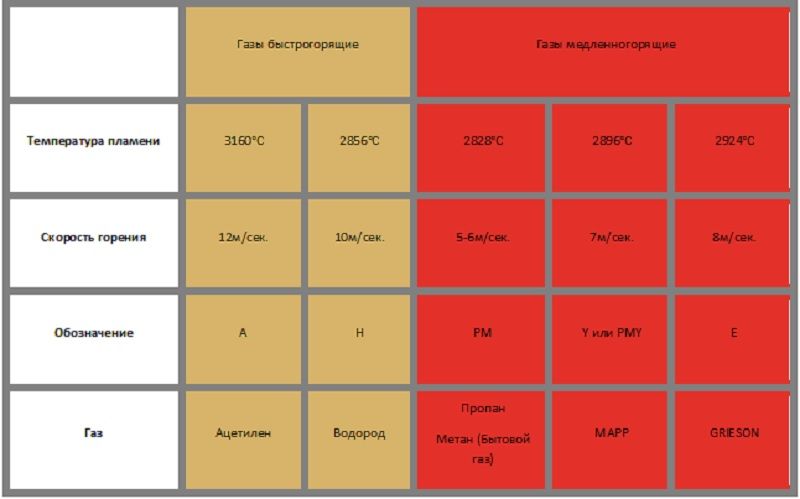
по скорости горения
![горючие газы скорость горения]()
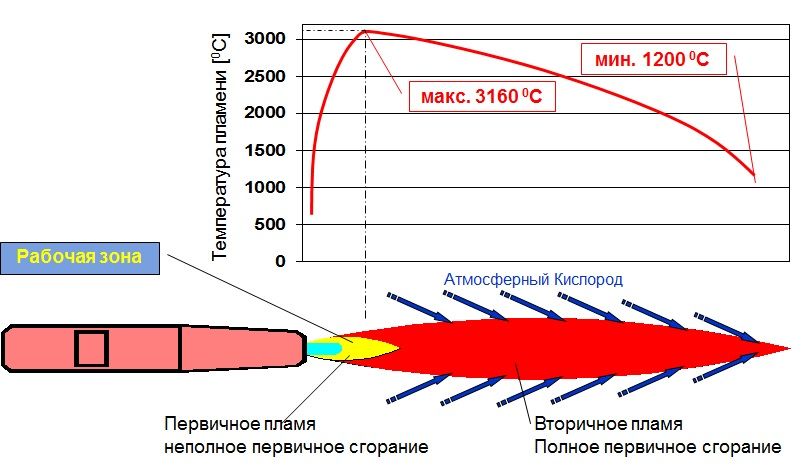
Температура пламени резака/горелки
![температура пламени]()
Какие газы применяются для газокислородной резки?
- Кислород
- Ацетилен
- Пропан
- Бытовой газ
- MAPP
- GRIESON
Принципиально все ручные резаки можно разделить по виду используемого горючего газа на ацетиленовые, пропановые и универсальные:
Ацетиленовые резаки производства Messer (маркировка на ручке с литерой "A" желтого цвета) - это самое высокое качество резки металла толщиной до 500 мм. Чистый рез - это экономия на последующей механической обработке, а расположение газосмешивающей камеры в головке резака или в сопле - высокий уровень безопасности газорезчика. Резаки выпускаются как вентильном, так и в рычажном исполнении длиной до 1500 мм. Универсальные резаки с маркировкой A/PMYE для газосмешивающих сопел также можно отнести к ацетиленовым при установке соответствующих сопел.
Пропановые резаки производства Messer (маркировка на ручке с литерой "P" или "PMYE" красного цвета) как правило используются в монтажных условиях в мостостроении и при возведении металлоконструкций. Ввиду того, что пропан достаточно дешёвый газ, то экономия при использовании пропановых резаков очевидна. Безопасность при работе с резаком обеспечивается его конструкцией - смешивание горючего газа (пропана) и кислорода происходит в инжекторе, который или расположен в головке резака, или само сопло является смесителем (газосмешивающие сопла при использовании универсальных резаков). Пропановые резаки могут быть различной длины, могут иметь разный угол наклона головки и открытие режущего кислорода может быть вентилем или клапаном. Диапазон резки от 3 мм до 500 мм.
Универсальные резаки могут работать с любым видом горючего газа в зависимости от установленного газосмешивающего сопла.
Серии ручных газовых резаков
PROFICUT (диапазон резки до 300 мм, длина 460, 510 мм, для газосмешивающих сопел, открытие режущего кислорода рычагом, угол наклона головки 95 град.)
STARCUT (диапазон резки до 500 мм, длина от 530 до 1500 мм, для кольцевых/щелевых, блочных и газосмешивающих сопел, открытие режущего кислорода вентилем или рычагом, угол наклона головки 95, 135, 180 град., специальные модели для резки металлолома)
ESSEN (диапазон резки до 500 мм, длина 450, 530 мм для кольцевых/щелевых, цилиндрических, блочных и газосмешивающих сопел, открытие режущего кислорода клапаном или вентилем, угол наклона головки 95, 180 град., специальные модели с изогнутой рукояткой для работы в затесненных условиях)
![серии резаков Messer]()
Специальные решения для металлургических и сталелитейных предприятий (диапазон резки до 600 мм и не ограничен для кислородного копья, длина до 6000 мм, специальные модели для кислородно-флюсовой резки)
Отличительные качества резаков Messer
- Отличное качество резки
- Безопасность при работе - смешивание газов максимально удалено от руки газорезчика
- Надежность и долгий срок службы
- Универсальность
- Удобство в эксплуатации
Применение газовых резаков
- для резки металла
- для строжки металла
- универсальные для резки и строжки
Особенности конструкции
- все виды горючих газов.
- различные системы смешивания:
инжекторные - смешивание горючего газа и кислорода происходит в инжекторе, который является частью конструкции резка. Такого типа резаки изготавливаются под определенный вид режущего газа. Дорогой резак, но более дешевые сопла.
безинжекторные - смешивание горючего газа и кислорода происходит непосредственно в сопле, которое является инжектором. Такие сопла называются газосмешивающими и резаки являются универсальными. Переход с одного вида режущего газа на другой возможен при замене сопла. Дешевый резак, но дорогие сопла. - специальные сопла для резки заклепок, болтов, стенок профильного проката.
- различные системы включения режущего газа:
с вентилем для регулировки режущего газа. Для более точной регулировки пламени и достижения высокого качества реза.
с рычагом для регулировки режущего газа. Как правило, резаки с рычагом используются для менее ответственных конструкций, для резки металлолома. - длина от 500 до 1500 мм. Длина определяется решаемыми задачами. Как правило, наиболее длинные резаки используются в металлургии и литейных производствах.
- различные углы наклона головки 95, 135, 180 град.
- форма и конфигурация рукоятки. Определяется решаемыми задачами. Есть специальные исполнения для затесненных условий. Все рукоятки изготавливаются из алюминия для снижения нагрева.
Варианты исполнения блока открытия режущего кислорода
Варианты исполнения рукоятки
В разных сериях резаков различаются исполнения рукоятки. Для серии Proficut - это облегченная рукоятка, для серии Starcut стандартная, для серии Essen рукоятка может быть плоской или с изгибом для затесненных условий эксплуатации. Все рукоятки изготавливаются из алюминия (в серии Starcut алюминиевая рукоятка окрашена в черный цвет) для максимального снижения веса и уменьшения нагрева при интенсивной работе. Все резаки прекрасно сбалансированы и даже если они кажутся тяжелее аналогов, в процессе работы рука устает гораздо меньше.
Сопла для ручных резаков
Сопла, которые можно использовать для ручной резки, зависят от типа смешения газов и вида горючего газа. Все сопла имеют маркировку, которая указывает на горючий газ и на диапазон рабочих толщин. Сопла, предназначенные для одного вида горючего газа, запрещено использовать с другим, т.к. конструктивно они отличаются. Компания Messer провела унификации модельного ряда сопел для ручной резки, поэтому часть сопел может быть совместима с машинными резаками. Это является большим плюсом для крупных предприятий, которые используют как ручную, так и механизированную газовую резки, т.к. позволяет сократить номенклатуру закупаемых расходных материалов.
Кольцевые щелевые сопла (смешивание происходит в инжекторной камере резака), сопла разделяются на режущее и подогревающее
![кольцевые щелевые сопла]()
Блочные сопла (смешивание происходит в инжекторной камере резака), сопла односоставные
![блочные сопла]()
Газосмешиваюшие сопла (смешивание происходит в сопле), сопла односоставные
![газосмешивающие сопла]()
Специальные сопла для строжки, отрезания прихваток, срезания проушин и болтов, роспуска профильного метллопроката
![специальные сопла]()
Специальные резаки
Для литейных производств и металлургической промышленности компания Messer предлагает специальные резаки для кислородной и кислородно-флюсовой резки больших толщин, а также нержавеющих сталей, чугуна и цветных металлов. Особенностью таких резаков является увеличенная длина резака, чтобы снизить тепловое воздействие на резчика, усиленная конструкция вентильного блока и всех иных узлов резака, т.к. процесс резки идет на повышенных давлениях газов и при их большом расходе. Для обеспечения безопасности при работе с такими резаками рекомендуется использовать армированные шланги, специальный кислородный редуктор с повышенным расходом до 150 м 3 /час, средства защиты оператора.
![специальные резаки]()
Как правильно подключить резак и подготовить его к работе
Выбор ручного газового резака в первую очередь определяется той задачей, которую необходимо решить, и предпочтениями по цене и типу сопел. Доверьте эту работу профессионалам компании ИТС-Инжиниринг, которые смогут грамотно проконсультировать Вас по техническим возможностям оборудования, предложат оптимальную модель, подберут необходимые расходные части, посоветуют подходящий редуктор, шланги, аксессуары и предохранительные устройства для обеспечения безопасности при проведении газопламенных работ. На нашем складе в г. Москва всегда можете купить ручные газовые резаки серии STARCUT и PROFICUT для пропана и ацетилена, серия ESSEN поставляется в короткие сроки под заказ. Широкая номенклатура сопел всегда в наличии для обеспечения бесперебойной работы оборудования. Мы готовы индивидуально подойти к задаче каждого Заказчика и предложить индивидуальное решение, отвечающее всем пожеланиям.
Как пользоваться газовым резаком: резка металла
Резка металла газовым резаком состоит из двух основных этапов:
- на первом — сплав разогревают до нужной рабочей температуры. Для этого используется пламя горящей смеси газа с кислородом;
- на втором – металл сжигается в струе кислорода.
Как пользоваться газовым резаком: поджиг газа и нагревание металла
![Резак газовый марки NORD-S]()
Перед зажиганием резака следует убедиться в герметичности всех соединений в арматуре.
Далее, на резаке открывают клапан ацетилена и дают возможность кислороду выйти из камеры-смесителя. Когда станет слышно, что ацетилен медленно выходит, закручивают вентиль. Зажигается горелка специальным инструментом.
Зажигалку следует так расположить перед соплом, чтобы ее внутренняя часть касалась мундштука. Зажигалка создаёт искры, которые подожгут ацетилен.
Перед мундштуком образуется маленькое жёлтое пламя. Клапаном подачи газа увеличиваем длину пламени примерно до 250 мм. Следим, что бы факел начинался у самого мундштука.
[note]Если огонь будет «прыгать» или отрываться от него, то следует уменьшить подачу газа.[/note]
Плавно открываем передний кислородный вентиль. Необходимо подавать такое количество кислорода, которое необходимо для полного сжигания ацетилена. Когда это произойдёт, огонь поменяет свой цвет с жёлтого на голубой. После этого подачу кислорода следует увеличивать до тех пор, пока внутренний язычок голубого пламени не уменьшится и сожмется.
Продолжаем открывать кислородный клапан и увеличиваем размер факела до тех пор, пока длина его внутреннего пламени не станет несколько больше толщины разрезаемого материала. Если услышали звук, похожий на «сопение», или заметили, что голубое пламя стало неустойчивым, то следует уменьшить подачу кислорода. Её снижают до тех пор, пока пламя не станет устойчивым, а внутри – не образуется четкий конус.
Резак подносят к заготовке так, что бы внутреннее пламя самым кончиком коснулось её поверхности. Нагрев продолжают до тех пор, пока в месте соприкосновения не образовалась «лужица» расплавленного металла. Кончик пламени следует держать неподвижно на расстоянии 10 мм от этой «лужицы».
![Газовые резкаи по металлу укороченный и рычажный от фирмы Норд-С]()
Газовые резкаи по металлу: укороченный и рычажный от фирмы Норд-С
Как резать газовым резаком (технология)
Плавно увеличиваем струю кислорода, которая поджигает расплавленный металл. Если начался бурный процесс, и сталь загорелась, то можно постепенно увеличивать давление кислорода (до момента, пока огонь не прорежет материал насквозь). Если реакция не началась (металл не разогрет), то следует добавить кислорода и разогреть его.
Начали резать металл и медленно передвигаемся вдоль линии реза. Все продукты обработки сдуваются струей к задней стороне зоны разрезания. Если этот поток замедляется или возвращается, то следует уменьшить скорость резки или остановиться и прогреть материал.
Полезное видео, как работать
Посмотрите видеоуроки по резке пропаном и резаком:
Обратный удар при газовой резке
Иногда при работе имеет место такой эффект, как обратный удар. Что это такое, что его вызывает, как избегать, смотрите в ролике ниже.
Читайте также: