Скорость сверления металла таблица
Обновлено: 20.09.2024
Металл металлу рознь, и для сверления каждого вида металла определены свои обороты, так чтобы при сверлении образовывалась тонкая спираловидная стружка.
Например при сверлении латунь требует оборотов около 2000 - 2500 в минуту т.к. это более вязкий металл, а вот нержавейка в силу своей твердости от 500 до 1000 оборотов.
Также сверла должны быть заточены для определенного металла под своим углом вращательного внедрения в металл. В противном случае потребуется более затратное сверление. Естественно для разовых работ такого специального заточки сверла нет необходимости, а вот при массовом производстве, где дорога каждая секунда на это есть необходимость обратить внимания.
Также на скорость вращения сверла для различных металлов имеет место быть значению как диаметр сверла - для тонких сверл он может достигать больших оборотов, а с увеличением диаметра сверла также падает скорость вращения. Повторяюсь скорость вращения сильно зависит от вида металла - и чем мягче металл - тем выше скорость сверления, и наобарот чем тверже металл тем ниже скорость вращения. В противном случае еще и сожгете сверло.
Нельзя точно сказать количество оборотов, так как это зависит от множества факторов (о чём расскажу ниже), а также, даже зная число оборотов, как вы их установите на дрели, ведь вроде ни одна дрель не определяет число оборотов, получается надо сверлить "на глаз", рекомендации дам в конце текста.
От чего зависит скорость сверление металла?
Вид металла
А именно какой металл вы будете сверлить, ведь их очень много и они все имеют разные физические параметры. Например алюминий мягче меди, а также эти два металла мягче железа.
Тип металла
У каждого вида металла есть ещё и свой тип, он зависит от способа изготовления и находящихся в сплаве примесей других металлов. Например бронза и латунь имеют разные свойства. А у стали множество типов от мягких до твёрдых.
Обработка металла
Тоже немаловажный фактор, так как обработка металла может смягчить или затвердить металл, так закалка металла настолько увеличивает прочность, что необходимо использовать специальные свёрла или отпускать металл.
Качество сверла
Свёрла также изготавливаются из различных материалов и имеют различные наконечники, от качества во многом зависит и способ сверления.
Форма и вид заточки сверла
Под каждый вид и тип металла существуют свои формы сверла и способ их заточки, например для мягких металлов необходимо обеспечить свободный отход стружки.
От этого параметра во многом зависит выбираемая скорость сверления, даже для средних значений, при неправильно выбранной скорости сверло либо сломается, либо будет "гореть".
________________ _______
Под каждое сверло составляется своя таблица скорости сверления, например такого формата:

Из таблицы видно, что чем меньше диаметр сверла и мягче металл, тем скорость сверления выше, и наоборот, чем больше диаметр сверла, а соответственно размер срезаемой поверхности тоже больше, и металл более твёрдый, тем скорость сверления меньше.
________________ _________
Если вы не знаете какой у вас тип металла, но хотя бы вид определили, а также не понимаете какое сверло и какой у него угол заточки, тогда воспользуйтесь следующей рекомендацией.
При установке в дрель сверла диаметром 12-16 миллиметров, начинайте сверление на самых малых оборотах и постепенно наращивайте их, в тот момент, когда будет визуально видно, что металл лучше всего режет сверло, примерно на этих оборотах и останавливайтесь.
Если сверло диаметром 6-10 миллиметров, то начинайте со средних оборотах, ближе к 11 уменьшите ниже средних, ближе к 6-ти увеличивайте. Также надо визуально оценивать, как сверлится металл, если горит или свистит сверло, тогда уменьшайте обороты, а если сверло не даёт стружку, то увеличивайте.
От 5-ти миллиметров в диаметре и ниже устанавливайте обороты ближе к высоким, но не начинайте сверление на высоких оборотах, так как сверло может сразу затупиться.
Во время сверления поливайте место водой или смесью воды и масла, просто охлаждать время от времени сверло в воде не рекомендую, надо охлаждать именно место сверления.
Диаметры отверстий для нарезания резьбы метчиком
При изготовлении резьбовых отверстий под метрические болты, винты, шпильки сначала в материале просверливается отверстие, а затем при помощи метчика в нем нарезается резьба. Но прежде чем приступить к сверлению, необходимо подобрать оптимальный диаметр сверла под планируемую внутреннюю резьбу, воспользовавшись специальной таблицей соответствия. Приведенные в ней значения применимы для чугуна, сталей, алюминиевых сплавов и меди.
Если размер отверстия будет больше положенного, то есть риск получить недостаточно глубокую резьбовую канавку и как следствие ослабленное соединение. Если размер отверстия слишком мал, то будут трудности при работе с метчиком, так как возникает большое сопротивление резанию, нагревание инструмента, налипание стружки на режущие кромки, заклинивание и даже поломка метчика.
Пользоваться таблицей очень просто. Для этого важно знать основные параметры метрической резьбы – это ее шаг (Р) и номинальный диаметр (d), которые измеряются в долях метра. Под шагом понимают расстояние между двумя вершинами соседних витков. За номинальный диаметр принимают наружный диаметр резьбы, который равен расстоянию между крайними точками наружных выступов винтовой линии.
Таблица рекомендуемых диаметров отверстий под резьбу, мм
| ⌀ резьбы | Шаг | ⌀ сверла | Шаг | ⌀ сверла | Шаг | ⌀ сверла | Шаг | ⌀ сверла | Шаг | ⌀ сверла | Шаг | ⌀ сверла |
| 2 | 0.4 | 1.6 | 0.25 | 1.75 | ||||||||
| 3 | 0.5 | 2.5 | 0.35 | 2.65 | ||||||||
| 4 | 0.7 | 3.3 | 0.5 | 3.5 | ||||||||
| 5 | 0.8 | 4.2 | 0.5 | 4.5 | ||||||||
| 6 | 1 | 5 | 0.75 | 5.2 | 0.5 | 5.5 | ||||||
| 7 | 1 | 6 | 0.75 | 6.2 | 0.5 | 6.5 | ||||||
| 8 | 1.25 | 6.7 | 1 | 7 | 0.75 | 7.2 | 0.5 | 7.5 | ||||
| 9 | 1.25 | 7.7 | 1 | 8 | 0.75 | 7.2 | 0.5 | 8.5 | ||||
| 10 | 1.5 | 8.5 | 1.25 | 8.7 | 1 | 9 | 0.75 | 9.2 | 0.5 | 9.5 | ||
| 11 | 1.5 | 9.5 | 1 | 10 | 0.75 | 10.2 | 0.5 | 10.5 | ||||
| 12 | 1.75 | 10.2 | 1.5 | 10.5 | 1.25 | 10.7 | 1 | 11 | 0.75 | 11.2 | 0.5 | 11.5 |
| 14 | 2 | 12 | 1.5 | 12.5 | 1.25 | 12.6 | 1 | 13 | 0.75 | 13.2 | 0.5 | 13.5 |
| 16 | 2 | 14 | 1.5 | 14.5 | 1 | 15 | 0.75 | 15.2 | 0.5 | 15.5 | ||
| 18 | 2.5 | 15.4 | 2 | 16 | 1.5 | 16.5 | 1 | 17 | 0.75 | 17.2 | 0.5 | 17.5 |
| 20 | 2.5 | 17.4 | 2 | 18 | 1.5 | 18.5 | 1 | 19 | 0.75 | 19.2 | 0.5 | 19.5 |
| 22 | 2.5 | 19.4 | 2 | 20 | 1.5 | 20.5 | 1 | 21 | 0.75 | 21.2 | 0.5 | 21.5 |
| 24 | 3 | 20.8 | 2 | 22 | 1.5 | 22.5 | 1 | 23 | 0.75 | 23.2 | ||
| 27 | 3 | 23.9 | 2 | 25 | 1.5 | 25.5 | 1 | 26 | 0.75 | 26.2 | ||
| 30 | 3.5 | 26.4 | 3 | 26.9 | 2 | 28 | 1.5 | 28.5 | 1 | 29 | 0.75 | 29.2 |
| 33 | 3.5 | 29.4 | 3 | 29.9 | 2 | 31 | 1.5 | 31.5 | 1 | 32 | 0.75 | 32.2 |
| 36 | 4 | 31.9 | 3 | 32.9 | 2 | 34 | 1.5 | 34.5 | 1 | 35 | ||
| 39 | 4 | 34.9 | 3 | 35.9 | 2 | 37 | 1.5 | 37.5 | 1 | 38 | ||
| 42 | 4.5 | 37.4 | 4 | 37.9 | 3 | 38.9 | 2 | 34 | 1.5 | 40.5 | 1 | 41 |
| 45 | 4.5 | 40.4 | 4 | 40.9 | 3 | 41.9 | 2 | 43 | 1.5 | 43.5 | 1 | 44 |
| 48 | 5 | 42.8 | 4 | 43.9 | 3 | 44.9 | 2 | 46 | 1.5 | 46.5 | 1 | 47 |
Из таблицы видно, что диаметр сверла меньше наружного диаметра резьбы примерно на величину шага, то есть:
Dотв = диаметр - P
На практике многие домашние мастера постоянно пользуются этой простой формулой, когда нет возможности обратиться к таблице.
Например, для М10х1.5: Dотв = 10 – 1.5 = 8.5 мм
Этот способ вполне приемлем, когда резьбонарезание выполняется ручным способом в условиях слесарной мастерской. Если планируемое резьбовое соединение в процессе эксплуатации не будет подвергаться серьезным нагрузкам, то можно допустить незначительное увеличение величины отверстия. На сборочном производстве, где требуется высокая точность размеров резьбового профиля, любые отклонения неприемлемы. Диаметры отверстия под резьбу с полем допуска устанавливает ГОСТ 19257-73.

Специалист в области крепежных и такелажных изделий. Более 10 лет работы в сфере строительства, ремонта и оборудования.
— "Мы стараемся донести до Вас только актуальную и достоверную информацию, будем рады Вашему отзыву относительно данной статьи"
Здравствуйте! Почему в таблице нет М14 с шагом 1,75?
Коментарий для Юрия Баринова:сломаный в отверстии метчик можно выжечь сварочным аппаратом взяв грифельки от батарейки нагревая несколько раз и охлаждая в воде,он сам по кусочкам высыпится проверено опытно
Юрий Баринов
Спасибо! Вроди бы простая вещь, но всегда чешешь репу, когда нужна нормальная резьба. С одной стороны хочется поплотнее, с другой стороны метчик сломал - испортил деталь. его уже не выковыряешь от туда
Таблица скорости сверления различных материалов
Сверление – это операция, при которой режущий инструмент (сверло), вращается и входит в заготовку в осевом направлении, образуя отверстие определенного диаметра и глубины. При сверлении различных материалов важно поддерживать правильную скорость или количество оборотов в минуту (об/мин) шпинделя, лишь тогда можно добиться качественного результата и избежать быстрого износа сверла.
Число оборотов в минуту, в первую очередь, зависит от твердости (обрабатываемости) материала. Обрабатываемость – это способность материала к обработке резанием. Два других важных фактора – это твердость сверла и его диаметр. Производители обычно указывают диапазоны оборотов своего металлорежущего инструмента, но следует учесть, что большинство этих рекомендаций ориентированы на станочную обработку материалов в условиях производства, где скорость резки важнее, чем рабочий ресурс инструмента.
Для удобства пользователей созданы специальные таблицы с рекомендуемыми значениями для металлов и неметаллов, различных типов и диаметров сверл, и хотя в разных источниках наблюдаются некоторые расхождения, они могут служить приблизительными ориентирами для начинающих и домашних мастеров.
Таблица - Рекомендованные значения скорости сверления стандартных материалов.
| Диаметр сверла | Количество оборотов в минуту (rpm) | |||||
| мягкая древесина | твердая древесина | Пластик | Латунь | Алюминий | Сталь | |
| Спиральное сверло | ||||||
| 1 - 5 мм | 2500 | 2500 | 2500 | 2500 | 2500 | 2000 |
| 6 - 10 мм | 2000 | 1500 | 2000 | 1750 | 2000 | 1000 |
| 11 - 16 мм | 1500 | 750 | 1500 | 1250 | 1500 | 750 |
| 17 - 25 мм | 750 | 500 | - | 750 | 1000 | 500 |
| Сверло с центрирующим наконечником | ||||||
| 3 - 5 мм | 1800 | 1200 | 1500 | - | - | - |
| 6 - 9 мм | 1800 | 1000 | 1500 | - | - | - |
| 9 - 11 мм | 1800 | 750 | 1500 | - | - | - |
| 12 - 14 мм | 1800 | 750 | 1000 | - | - | - |
| 15 - 18 мм | 1800 | 500 | 750 | - | - | - |
| 19 - 21 мм | 1400 | 250 | 750 | - | - | - |
| 22 - 24 мм | 1200 | 250 | 500 | - | - | - |
| 25 мм + | 1000 | 250 | 250 | - | - | - |
| Сверло Форстнера | ||||||
| 6 - 10 мм | 2500 | 700 | - | - | - | - |
| 12 - 16 мм | 2000 | 500 | 250 | - | - | - |
| 18 - 25 мм | 1500 | 500 | 250 | - | - | - |
| 28 - 32 мм | 1000 | 250 | 250 | - | - | - |
| 34 - 50 мм | 500 | 250 | - | - | - | - |
| Кольцевая пила | ||||||
| 16 - 50 мм | 1000 | 500 | 1000 | 750 | 750 | 250 |
| 50 - 100 мм | 500 | 250 | 1000 | 250 | 250 | 150 |
| 100 мм + | 250 | - | 1000 | 100 | 100 | 50 |
| Сверло перьевое | ||||||
| 6 - 12 мм | 2000 | 1500 | 500 | - | - | - |
| 16 - 25 мм | 1750 | 1500 | 500 | - | - | - |
| 28 - 38 мм | 1500 | 1000 | - | - | - | - |
| Сверло-зенковка | ||||||
| Все | 1000 | 750 | 750 | 250 | 250 | 250 |
Указанные в таблице значения являются только ориентировочными и носят рекомендательный характер, однако они базируются на данных, полученных расчетным путем и на большом опыте, приобретенном в сотрудничестве с пользователями.
Чем тверже материал, тем ниже скорость…но не всегда
Одним из важнейших факторов, определяющих скорость резания, является твердость обрабатываемого материала. Чем тверже материал, тем медленнее скорость резания (тверже → медленнее), и наоборот. Например, для обработки таких материалов, как сталь, потребуется более низкая скорость резания по сравнению с латунью и алюминием.
В мягкой древесине, такой как сосна, рекомендуется сверлить на высокой скорости. Но если вам не важна быстрота обработки, то лучше снизить обороты, что позволит лучше контролировать инструмент. Более твердая древесина, такая как дуб, бук, граб, требует более высокой частоты вращения шпинделя.
А вот нержавейку нужно сверлить медленнее, чем сталь. Она относится к труднообрабатываемым металлам. Этот материал имеет свойство становиться еще тверже при нагревании. При работе дрелью сверлите нержавеющую сталь на минимальных оборотах (100-200 об/мин), с минимальной и равномерной подачей. Если у инструмента нет регулировки оборотов, используйте способ включения/выключения и сверления «по инерции».
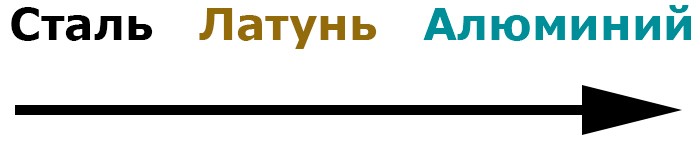
Рис. 1. Увеличение скорости резания в зависимости от твердости обрабатываемого материала
Чем тверже режущий инструмент, тем выше скорость
Материал сверла оказывает значительное влияние на выбор числа оборотов инструмента. Чем тверже сверло, тем более высокую скорость сверления может использовать оператор. Чем мягче сверло, тем медленнее процесс. Сверла из углеродистой стали имеют тенденцию к быстрому износу при превышении частоты вращения более чем на 20%. Твердосплавный инструмент может работать на высоких оборотах и, наоборот, более чувствителен к чрезмерно низкой скорости.
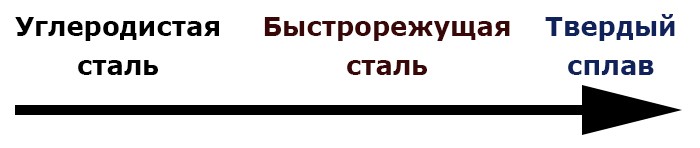
Рис. 2. Увеличение скорости резания в зависимости от твердости режущего инструмента.
Для каждого диаметра сверла – своя скорость
Число оборотов шпинделя меняется в зависимости от диаметра сверления. Так, сверла большего размера должны работать на более низких скоростях, чем сверла меньшего размера. Чем меньше диаметр сверления, тем выше должны быть обороты, это поможет добиться высокого качества отверстия и максимальной производительности операции. Рекомендуем пользоваться графиком, который создан на основе табличных данных, чтобы правильно выбрать обороты сверла и не затупить его преждевременно.
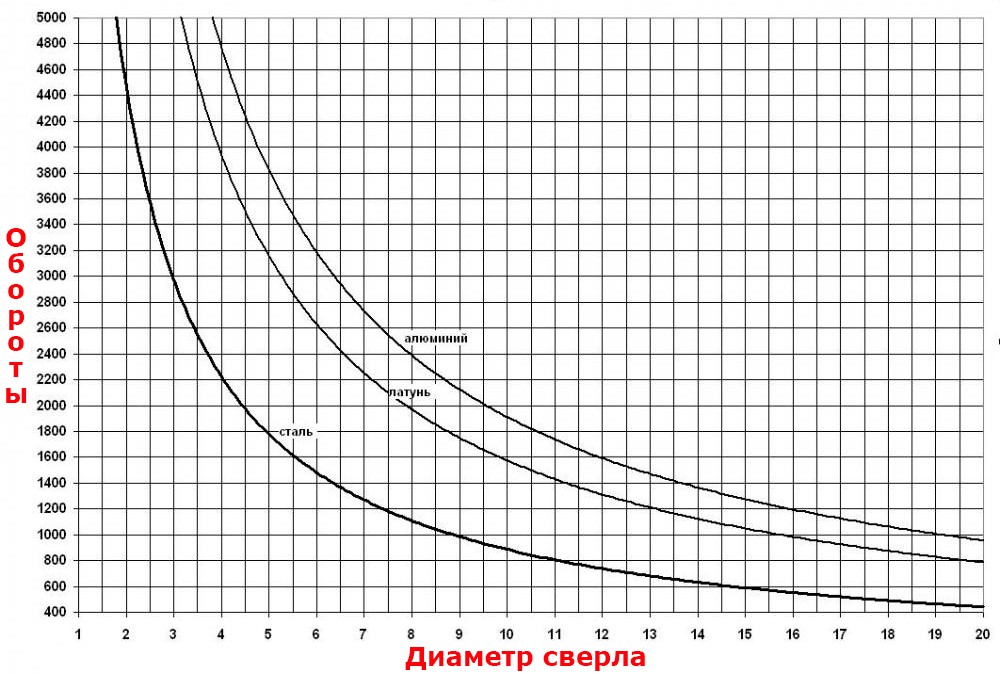
Рис. 3. График зависимости числа оборотов от диаметра сверла
Чем меньше скорость, тем дольше срок службы сверла
При сверлении возникает трение, которое нагревает материал и сверло. Слишком высокие обороты создают слишком сильное трение, что в свою очередь приводит к перегреву режущей кромки, быстрому износу или необратимому повреждению сверла. Медленное сверление в большинстве случаев не скажется отрицательно на качестве отверстия и продлит срок службы инструмента.
По мере увеличения скорости сверления производительность растет, но инструмент изнашивается быстрее.
Таким образом, для домашних мастеров, где важнее более длительный ресурс инструмента, чем время обработки, и где превышение предела допустимых оборотов может испортить ценную заготовку, разумным советом будет начать сверление со скорости в 1,5-2 раза ниже рекомендуемой и постепенно увеличивать обороты до желаемого значения. Этот метод потребует некоторой практики, чтобы найти подходящие диапазоны. Используйте блокнот, чтобы записывать свои выводы и держать под рукой оптимальные для вас скорости сверления, откорректированные под конкретные условия резания. Принудительное охлаждение позволит увеличить число оборотов, поможет снизить трение и температуру, повысить точность обработки и защитить сверло от преждевременного выхода из строя. Грамотный подбор и применение СОЖ позволяет повысить стойкость режущего инструмента в 1,5-4 раза.
Таблица определения скорости сверления сверлильным станком
· В оригинале диаметры всех инструментов даны в дюймах. Здесь они переведены в миллиметры.
Инструмент
Ø мм
Дерево
Пластик
Металл
Примечания
Мягкое
(сосна)
Твердое
(тв. клен)
Акрил
Медь
Алюм.
Сталь
Спиральные сверла
Смазывайте сверло маслом при сверлении стали толщиной 3.2 мм и более.
Для получения точного отверстия просверлите предварительно центровое отверстие.
Black&Decker Bullet pilot–point сверла
Хорошие универсальные сверла.
Сверлят быстрее спиральных с подрезателями и спиральных сверл.
Спиральные с подрезателем сверла
Во время сверления сверлами Ø 6.35 и менее часто извлекайте их из отверстия для снятия стружки и предотвращения перегревания.
Сверла Форстнера
Во время сверления сверлами Ø 6.35–9.5 мм часто извлекайте их из отверстия для снятия стружки и предотвращения перегревания.
Сверлами больших диаметров делайте отверстия за несколько погружений; давайте сверлам остыть между погружениями.
Сверла по стеклу и кафелю (скорости указаны для стекла и кафеля)
Используйте защитные очки. Сверлите только сверлильным станком. Не прилагайте чрезмерное усилие при сверлении. Используйте воду для смазки сверла. Уменьшите давление при выходе острия сверла из обратной стороны материала.
Сверла–пилы для проделывания больших отверстий
Не используйте для сверления меди и алюминия толщиной более 1.588 мм.
Избегайте сверления плотной древесины (например, твердого клена).
Сверла Multi–spur (со многими подрезателями)
Для сверл меньших диаметров используйте такие же скорости, как и для сверл Форстнера.
Перовые сверла
Для повышения качества отверстий прикрепите материал к рабочей поверхности стола.
Перовые сверла с подрезателями
Лучшие сверла для акрила.
Надежно закрепляйте материал во время сверления.
Сверла Stanley powerbore
Идеальны для сверления глубоких отверстий и поперечного сверления.
Сверла регулируемого диаметра («балеринки»)
Высверлите половину глубины отверстия с одной стороны. Переверните материал. Вставьте центрирующее сверло в полученное отверстие и завершите сверление.
Режущие зенковки (shear–cutting countersinks)
Делают более чистые резы по сравнению с традиционными зенковками.
Зенковки
Чаще поднимайте и опускайте зенковку для ускорения работы.
Сверла с зенковкой для шурупов
Часто очищайте спиральную часть сверла от стружки.
Конические сверла с зенковкой (taper drill bits with countersinks)
Часто очищайте сверло от стружки для предотвращения перегрева.
Сверла для высверливания пробок (plug cutters)
Сверлите на полную глубину до заполнения выемки резца извлекаемым материалом.
Барабанные шлифователи
На твердой резине
Избегайте перегрузки и перегрева.
76.2 мм пневматические
Уменьшите давление воздуха для тонких поверхностей.
127 мм гибкие диски
Лучшие результаты обеспечивают самоклеящиеся (на «липучке») диски.
Полировальные круги
Прилагайте легкое усилие.
Щеточные шлифовальные круги
Надежно закрепите материал.
Абразивные круги
Используйте круги не более Ø 152.4
* – Используйте подложку с обратной стороны материала для предотвращения возможных сколов
Всегда используйте защитный шлем для лица, обеспечивающий оптимальную защиту.
· Рекомендации таблицы основаны на данных визуальных и осязательных тестов в условиях мастерской.
Сверление на скоростях выше рекомендованных может вызвать перегрев рабочего инструмента.
Сверление на скоростях менее рекомендованных может привести к отверстиям худшего качества.
· Все тесты проведены вдоль волокон древесины. Для поперечного сверления древесины уменьшите скорость.
Технологии сверления металлов
В этой статье мы поговорим о технологиях сверления металла, которые мастера применяют в быту и на производстве. Вы узнаете обо всех особенностях и нюансах техпроцессов.

Фотография №1: сверление металла
Инструменты и оборудование для сверления металлов
Для сверления металлов применяют следующие основные инструменты и оборудование.
Бытовые и промышленные дрели.
Держатели для них, жестко фиксирующие инструменты и обеспечивающие возможность плавной и точной их подачи.
Стационарные станки для сверления металла (вертикального и горизонтального типов, глубокого сверления и пр.).

Фотография №2: портативный сверлильный станок ECO.50-T на магнитном основании
Технологии сверления отверстий в металле, применяемые в быту
В быту для сверления отверстий металле применяют три технологии. Заготовки и листы зажимают при помощи струбцин и тисков. Чаще всего в домашних условиях используют обычные бытовые дрели и цилиндрические спиральные сверла.
Обычное сверление
Эта технология сверления металла знакома каждому.
Отверстие намечают при помощи молотка и кернера.
Заготовку зажимают в тисках или при помощи струбцины.
Сверло нужного диаметра вставляют в патрон дрели и зажимают.
Высверливают сквозное или глухое отверстие.

Фотография №3: сверление металла в домашних условиях
Рассверливание
Рассверливание металла — это технология, направленная на увеличение диаметра ранее проделанного отверстия. Для этого берут сверла больших диаметров.
В домашних условиях отверстия обычно приходится рассверливать поэтапно, постепенно увеличивая диаметр используемых инструментов. Это связано с тем, что мощности бытовой дрели во многих случаях недостаточно для просверливания отверстий больших диаметров в толстых заготовках. Кроме этого поэтапный подход уменьшает осевое давление на сверла. Это значительно уменьшает вероятность поломок.

Изображение №1: принцип сверления отверстий больших диаметров в толстом металле в домашних условиях
Уменьшение диаметров глубоких частей отверстий
При этой технологии сверления вначале просверливают неглубокое отверстие большого диаметра, а затем используют инструменты меньшего размера. Технология выглядит так.

Изображение №2: технология уменьшения диаметров отверстий в металле
Технологии сверления отверстий в металле, применяемые в промышленности
В промышленности применяют более сложные виды сверления металла. Используют массивные двуручные дрели и специальные станки для сверления металла (портативные и стационарные).
Расскажем об особенностях различных технологий сверления металла на производстве.
Технология глубокого сверления металла
Глубоким называется сверление в металле отверстия, длина которого в 25 и более раз превышает диаметр. Эта операция требует принудительного периодического удаления стружки и применения смазочно-охлаждающих жидкостей (СОЖ). Они нужны для охлаждения инструмента и заготовки для исключения поломки и деформации.
Процесс глубокого сверления металлов предполагает использование разных СОЖ. Их выбирают в зависимости от материалов заготовок. Перечислим наиболее эффективные смазочно-охлаждающие жидкости.
Материал обрабатываемой заготовки
Нержавеющие и жаропрочные сплавы
Смесь, состоящая из олеиновой кислоты (20 %) и сульфофрезола (80 %). Последний можно заменить керосином (30 %) и осерненным маслом (50 %)
Алюминий и сплавы на его основе
Керосин, эмульсия, смешанные масла. Допускается глубокое сверление без охлаждения
Смешанные масла, эмульсия. Допускается глубокое сверление без охлаждения.
Эмульсия (3–5 %). Допускается глубокое сверление без охлаждения.
Смешанные масла. Допускается глубокое сверление без охлаждения.
Керосин, эмульсия (3–5 %). Допускается глубокое сверление без охлаждения.
Смесь осерненного масла и керосина
Осерненное масло, эмульсия

Фотография №4: глубокое сверление с применением смазочно-охлаждающей жидкости
Для глубокого сверления чаще всего применяют спиральные и корончатые сверла по металлу. СОЖ добавляют вручную или при помощи систем автоматической подачи, которыми оснащены специализированные станки.
Технология глубокого сверления металла не предполагает спешки. Периодически процесс останавливают, извлекают сверло и принудительно удаляют стружку. При использовании спиральных инструментов, глубокое сверление проводят поэтапно, постепенно расширяя отверстие до нужного диаметра.
Технология сверления толстых листов металла
Для сверления толстых листов металла обычно используют либо конусные (для отверстий диаметром до 30 мм), либо корончатые сверла (для отверстий больших диаметров). Ими оснащают сверлильные станки или мощные дрели. Главное требование — оборудование должно поддерживать режим работы на самых низких оборотах.

Фотография №5: корончатые сверла по металлу
Технология сверления толстых листов металла корончатыми сверлами отличается высокой эффективностью. Энергозатраты минимальны. Отверстия после сверления коронками получаются гладкие и точные.
Технология сверления тонких листов металла
Для сверления тонких листов металла обычно применяют конусные сверла. При такой технологии диаметр увеличивается постепенно. Листы не деформируются.

Фотография №6: сверление тонких листов металла стандартными конусными сверлами
При наличии конусных сверл ступенчатого типа берут именно их. Ступени с отметками упрощают сверление большого количества отверстий определенного или разных диаметров в одном листе металла.

Фотография №7: сверление тонкого листа металла конусным ступенчатым сверлом
Особенности сверления сквозных отверстий в металлических заготовках
Главная особенность сверления сквозных отверстий в металлических заготовках — необходимость защиты поверхности верстака, столешницы или станка от выхода сверла далеко за границы заготовки. Чтобы избежать повреждения инструментов, мебели и оборудования, мастера применяют следующий способы.
Используют верстаки с отверстиями.
Подкладывают под заготовку деревянный брусок или металлическую деталь с имеющимся отверстием для свободного прохода сверла.
Снижают скорость резания при завершении сверления.

Фотография №8: использование деревянной подкладки при сверлении металла
Особенности сверления глухих отверстий в металлических заготовках
Глухие отверстия просверливают на определенную глубину. Для ее установки есть следующие методы.
Использование линеек, имеющихся на станках.
Установка на сверла втулочных упоров.
Ограничение длины сверл при помощи патронов с регулируемыми упорами.

Фотография №9: сверло с установленным втулочным упором
Современные станки оснащены автоматизированными системами подачи. При ее наличии технология сверления глухих отверстий в металле значительно упрощается. Нужно всего лишь задать параметры резания.
Обратите внимание! При проделывании длинных глухих отверстий в толстых заготовках необходимо несколько раз прерывать процесс сверления металла для принудительного удаления стружки.
Технологии сверления сложных отверстий в металлических заготовках
Половинчатые отверстия на краях заготовок сверлят так.
Зажимают в тисках две заготовки или заготовку с подкладкой, плотно прижатые друг к другу.
Центрируют сверло в нужном месте на стыке деталей.
Просверливают полное отверстие.
Сверление цилиндрических заготовок по касательным — более сложный процесс. Он проходит в два этапа.
Подготавливается перпендикулярная отверстию площадка с применением фрезерования или зенковки.
Технология сверления отверстий в металле под углом выглядит так.
Между плоскостями под нужным углом надежно закрепляется подкладка.
В полые заготовки перед сверлением помещают подкладки из древесины. Отверстия с уступами проделывают при помощи описанных в начале статьи технологий рассверливания и уменьшения диаметра отверстий.
Основные таблицы для сверления металлов, необходимые для правильного выбора режимов резания и иных нужд
Для сверления металлов мастера чаще всего пользуются следующими основными таблицами.
Читайте также: