Скорость ультразвука в металле 12х18н10т
Обновлено: 07.07.2024
Нержавеющая конструкционная сталь 12Х18Н10Т это сплав, который можно использовать в самых разных условиях и средах. Сталь 12Х18Н10Т не подвержена коррозии, отлично ведет себя в агрессивных условиях в растворах уксусной, фосфорной кислот, разбавленных щелочей, солей. Сталь 12Х18Н10Т сохраняет свои характеристики в широком температурном диапазоне. Этот сплав полностью экологичен, безопасен для здоровья, благодаря чему с успехом используется в пищевой промышленности. Сталь 12Х18Н10Т отлично сваривается различными способами, легко поддается механической обработке, что позволяет применять нержавейку при изготовлении металлоконструкций любого типа. На нашем сайте есть возможность сделать заказ, посмотреть информацию о доставке, задать вопросы.
Расшифровка стали 12Х18Н10Т
Марка стали 12Х18Н10Т указывает на химический состав сплава, где буквы это химические элементы, а цифры их процентное содержание в составе.
- Число 12 указывает на долю содержания углерода не более 0,12%. Содержание углерода влияет на структуру, определяет показатели прочности и твердости стали. Высокоуглеродистая сталь наиболее прочная, но страдает недостатком пластичности, вязкости и чувствительностью к термообработке.
- Х18 это показатель содержания хрома, которого в составе не более 18%. Хром распространенная легирующая добавка, которая защищает сталь от коррозии и окисления, повышает прочность без потери пластичности сплава.
- H10 указывает на долю содержания никеля, не более 10%. Никель легирующая добавка, способствующая образованию аустенита. Вместе с хромом никель существенно повышает термическое упрочнение и вязкость стали.
- Буква Т означает содержание титана, приблизительно равное 1%. Титан, как и два предыдущих элемента, способствует сопротивляемости коррозии, упрочнению металла, повышает пластичность и влияет на прокаливаемость в зависимости от доли содержания (может как повышать, так и понижать).
В составе в незначительном количестве содержатся следующие элементы: кремний (Si), марганец (Mn), сера (S), фосфор (P), молибден (Mo), ванадий (V), медь (Cu), вольфрам (W), алюминий (Al). Основой сплава является железо (Fe).
Химический состав, % (ГОСТ 5632-2014)

Характеристики
Сталь 12Х18Н10Т относится к высокоуглеродистым сложнолегированным нержавеющим криогенным сплавам. Основными легирующими компонентами являются хром и никель, они исключают ржавление, обеспечивают металлу криогенные свойства (устойчивость к охлаждению) и высокую технологичность. Сталь 12Х18Н10Т применяется в температурном диапазоне от -196С до +600С. Удельный вес сплава 12Х18Н10Т составляет 7,9 г/см3. Цена нержавеющего листа стали 12Х18Н10Т начинается от 250 рублей за килограмм. Подробную информацию вы найдете на сайте нашей компании.
Физические свойства
Плотность ρ при температуре испытаний, 20 °С 7900 кг/см 3
Коэффициент теплопроводности λ Вт/(м*К) при температуре испытаний, °С
Удельное электросопротивление ρ, нОм*м, при температуре испытаний °С
Удельная теплоемкостьc, Дж/(кг*К), при температуре испытаний, °С
Коэффициент теплопроводности λ, Вт/(м*К), при температуре испытаний, °С
Коэффициент линейного расширенияα*10 6 , К -1 , при температуре испытаний, °С
Модуль нормальной упругости Е, ГПа, при температуре испытаний °С
Модуль упругости при сдвиге на кручением G, ГПа, при температуре испытаний °С
Достоинства и недостатки
Главными достоинствами стали 12Х18Н10Т являются:
- неподверженность ржавлению при контакте с водой;
- сохранение рабочих характеристик в широком температурном диапазоне;
- устойчивость к агрессивным воздействиям большого числа кислот, щелочей, солей;
- экологичность и безопасность для здоровья;
- высокие показатели прочности, твердости, ударной вязкости, пластичности;
- хорошая свариваемость;
- отсутствие флокеночувствительности.
Сталь 12Х18Н10Т чувствительна к коррозии при контакте с веществами, содержащими хлор, а также серной и соляной кислотами. Это считается главным недостатком сплава.
Свариваемость
Сталь 12Х18Н10Т не имеет ограничений по свариваемости. Для сваривания применяются следующие способы:
- ручная и автоматическая дуговая сварка;
- электрошлаковая;
- контактная.
Последующая термообработка не обязательна, но рекомендована для предотвращения склонности к ножевой коррозии.
Вид поставки
Основной вид поставки стали ст 12Х18Н10Т это нержавеющий лист. Листовая сталь данного класса наиболее популярна на рынке, востребована во всех отраслях промышленности, всегда хорошо продается. Плоский металлопрокат бывает горячекатаным и холоднокатаным, от этого зависят некоторые характеристики продукции, в том числе качество поверхности листа. Лист может быть гладким или фактурным, матовым или шлифованным зеркальным, термообработанным или травленым. Из листового проката получают сортовой (в т.ч. фасонный), к которому относятся лента, пруток, проволока.
- Стальной пруток широко применяется в быту для изготовления ограждений и различных декоративных элементов. В промышленности из него делают крепежные элементы, болты, пружины, шпильки и множество других деталей. Также стальной пруток применяется в качестве арматуры для железобетонных конструкций в строительстве.
- Стальная лента это сталь толщиной до 4 мм в рулонах. Ее удобно транспортировать, она также широко применяется в строительстве, машиностроении, производстве мебели. Из нее производят детали и конструкции, предназначенные для применения в агрессивных средах.
- Нержавеющая проволока жаропрочная, нечувствительная к влаге, используется в сварочном оборудовании в качестве электродов для сварки нержавеющих сталей. Широко применяется в химической, пищевой, нефтеперерабатывающей промышленностях, машиностроении, архитектуре и строительстве.
Технологические свойства
Сталь 12Х18Н10Т поддается термической обработке, что позволяет улучшить ее эксплуатационные характеристики. В зависимости от цели обработки могут применяться закалка, отжиг (стабилизирующий или для снятия напряжения), ступенчатая обработка. Термообработка помогает снизить склонность к:
- общей коррозии;
- межкристаллитной коррозии;
- ножевой коррозии;
- напряжению;
- потере пластичности.
Сталь 12Х18Н10Т нечувствительна к флокенам. Обработку резанием рекомендуется проводить после закаливания. Температура начала ковки 1200С, конца 850С.
Скорость ультразвука в металле 12х18н10т
Здравствуйте. Что можете сказать по поводу УЗК сварных соединений,стыковых в стали 12Х18Н10Т. Прибор Master A1212, к нему хотят приобрести ПЭП с углами водда как указаны СТО 00220256-014-2008,изготовить СОПы из этой стали и вперёд. Если кто проводит УЗК на данной стали поделитесь пожалуйста опытом.
Приобретайте ферритометр, изогавливайте СОПы со сварным швом, приобретайте ПЭП по нержавейке (алтес такие изготавливает). Измеряйте затухание по СТО если контролепригодные стыки то вполне себе звучится.
Можем сказать, что вашему руководству нужен аттестованный стрелочник, который будет ставить свою подпись под якобы контролем.
Нюансов в контроле аустенитных швов море, обсуждалось на форуме сотни раз, поиск в помощь.
а СТО то дурацкое, писанное каким-то теоретегом.
В самом деле -
СТО сыровато конечно, но вполне рабочее, результаты обнаруженных звуком несплошностей подтверждаются рентгеном. Съездейте в НИИХИММАШ пообщайтесь с разработчиками если что непонятно, вполне открытые люди, готовы помочь и разъяснить.
Хотят сэкономить на контроле ?
Я бы не рекомендовал Этим заниматься, а почему - об этом 100 раз писали.
Вполне себе хорошее СТО, ага. Только предлагают контроль вести поперечными волнами. Чё там подтверждается рентгеном? Дефекты? В нержавейке и при соблюдении адекватной технологии контроля продольными волнами (с наименьшим преломлением УЗ пучка в сварном шве) не всегда удаётся найти то, что рентген нашёл. В этом же СТО лихо разрешают проверять угловые и тавровые швы из нержайвейки. Да ещё, как помню, отраженным лучом не брезгуют работать. На моей памяти было много случаев, когда ультразвук в аустените дефекты вообще не находил, а они там были. И это были и стыковые швы, и угловые швы, и тавровые швы. Делали вскрытие шва, внутри была ЖОПА. И нет, это были не дефекты, размер которых находится на границе возможностей разрешающей способности прибора и ПЭП. Дефекты там были из разряда "шва не обнаружено". Речь о толщинах больше 10мм если что.
Можно сколько угодно себя успокаивать, что это работа по этому СТО даёт вменяемый результат. Но я не из таких - либо взять нормальную методику ПНАЭ 032, либо светить. О том, что это СТО - не документ я ещё 8 лет назад говорил. Повторю и сейчас - хрень, написанная второкурсниками, ни дня в контроле не работавшими.
По СТО прописано что прежде чем звучать нужно определить возможно ли это делать конкретно на вашем ОК, вы это делали? Может у вас швы дают большое затухание, может ферритная фаза менее 3% и тогда контроль звуком не проводится. А при нормальных условиях и настраивается дефектоскоп и выявляются дефекты. А по поводу рентген - ультразвук, так это понтяно что каждый метод имеет свои слабые и сильные стороны. Также звуком в нержавейке находили то что рентген не видит, например микронадрывы.
Влияние скорости ультразвука на погрешность определения координат несплошностей
Анализ нормативно-технической документации показал, что параметры ультразвукового контроля в большинстве случаев выбираются без учета фактической скорости распространения продольной и поперечной волн в материале, что приводит к неточности в определении координат расположения дефекта. В статье приведены результаты экспериментальных измерений скоростей в восьми тест-образцах, изготовленных из сталей различного назначения. На основании полученных результатов проведена оценка погрешности при определении координат дефектов с учетом изменении скорости распространения поперечной волны в материале.
Ключевые слова: ультразвуковой контроль, поперечная и продольная волна, дефект, определение координат.
Эффективность применения ультразвукового контроля, определяется не только поиском, но и правильной оценкой выявленных несплошностей. При этом оценка качества контролируемого объекта проводится не только по амплитуде отраженного импульса, но и по расположению в сечении контролируемого объекта поверхности, вызвавшей отражение [1, с.1].
В настоящее время, эксплуатирующие и ремонтные организации требуют, по возможности, точно определять истинное местоположение несплошности. Для того чтобы избежать многократных и необоснованных ремонтов, т. к. это серьезная экономическая проблема, поскольку необоснованный ремонт не только приносит убытки в сотни тысяч рублей, но и ухудшает качество сварного соединения и примыкающих к нему зон, что в будущем может стать причиной аварии.
Местоположение дефекта в сварных соединениях определяют по координатам: H — глубина залегания дефекта, X — проекция расстояния вдоль поверхности изделия от точки выхода ПЭП до дефекта (рис.1).
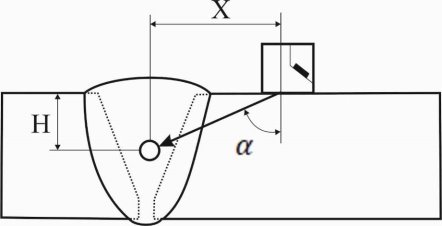
Рис. 1. Координаты расположения несплошности при ультразвуковом контроле
Программное обеспечение современных дефектоскопов для автоматического определения координат Х и Н дефекта позволяет устанавливать значение скорости поперечной волны, угол ввода. Глубиномерное устройство измеряет временной интервал между зондирующим импульсом и эхо-сигналом от отражателя Т, а расчет координат Х и Н производится по формулам (1) и (2):
где r — расстояние от точки выхода до отражателя по лучу, T — время распространения от пьезоэлемента до отражателя и обратно, — скорость поперечной волны в контролируемом объекте,Совершенные ранее открытия показали, что погрешность измерения координат определяется отклонением истинных значений скорости распространения ультразвука в материале и угла ввода от предполагаемых величин [2, с.233].
Известно, что скорость связана с упругими константами. В свою очередь, упругие константы зависят от структуры и химического состава сплавов. Для оценки влияния скорости распространения УЗК на погрешность определения координат были отобраны 8 стальных тест-образцов (рис. 2). Для определения марки стали был проведен химический анализ данных образцов.
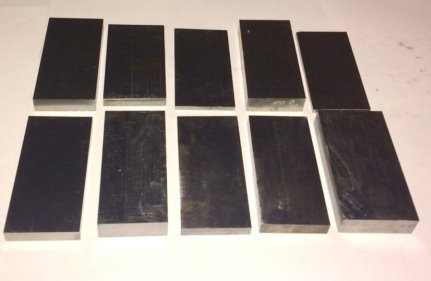
Рис. 2. Стальные тест-образцы
Измерения скорости продольной волны выполнены c применением дефектоскопа А1212 MASTER и стационарного измерителя скорости распространения продольных и поперечных волн УЗК повышенной точности УЗИС-ГЭТУ [3, с.297], с точностью не хуже 0,5 % (табл. 1).
Результаты экспериментальных измерений скорости УЗК
№тест-образца
Марка стали
Скорость продольной волны , мм/мкс
(УЗИС-ГЭТУ)
(А1212)
Скорость поперечной волны , мм/мкс
08Х18Н10Т
Проведенный анализ результатов экспериментальных измерений показал, что в тест-образцах № 1, № 3, № 7, № 8 изменение скорости (относительно справочного значения 3,25 мм/мкс) продольной волны составляет 0,25 … 0,7 %, скорости поперечной (0,95 … 2,3 %).
Для точной работы глубиномерного устройства дефектоскопа необходимо ввести несколько параметров: время в ПЭП ( ), угол ввода в сталь ( и и гдеНа основе результатов экспериментальных исследований (табл. 1) и формулы (3) построен график расчетных значений погрешности (рис.3).
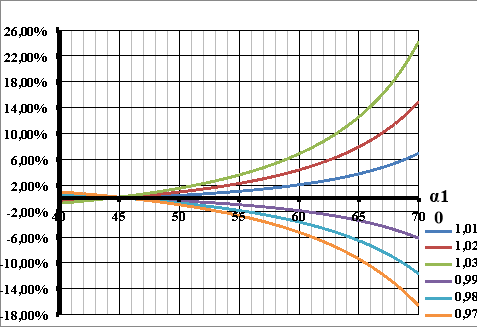
Рис. 3. Расчетные зависимости погрешности (без учета параметров ПЭП)

По графику (рис.3) погрешность = Например: при и погрешность =65 погрешность
Для учета компенсации временного интервала Т распространения УЗК в призме подставим в формулу (3) значения времени распространения, , Т1
, ,
где r — путь до вогнутой поверхности меры СО-3, , .
В результате подстановки получена формула (4), позволяющая определить зависимость погрешности :
По полученной формуле (4) построен график зависимости (рис.4) суммарной погрешности 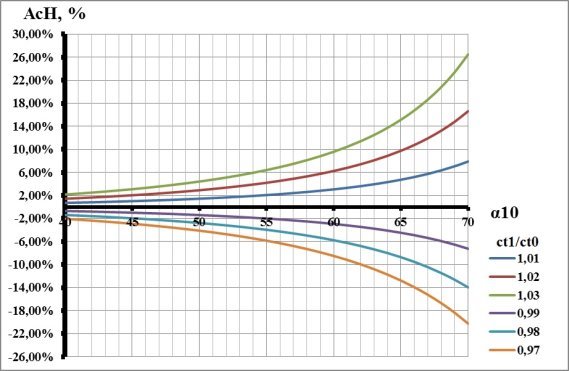
Рис. 4. Расчетные зависимости погрешности (с учетом параметров ПЭП)
По формуле (5) построен график (рис.5) зависимости суммарной погрешности :
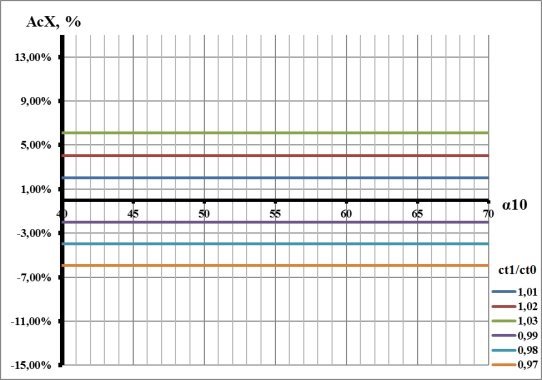
Рис. 5. Расчетные зависимости погрешности
Погрешность целесообразно определять местоположение отражателя путем измерения координаты X [2, с.236].
Приведенные в данной статье результаты экспериментальных исследований показали, что при изменениях скорости (до 3 %) погрешность в определении координат достигает 15 %, а с учетом изменения скорости в мере СО-3 погрешность дополнительно увеличивается на 1–3 %.
Поэтому еще раз подчеркивается необходимость определения скорости как в мерах или образцах для настройки основных параметров, так и в контролируемом объекте. В связи с данными обстоятельствами встает острая необходимость разработки экспресс-методики, которая позволит определять скорости распространения УЗК с высокой точностью.
- Гурвич А. К., Г. Я. Дымкин Г. Я. Измерение координат отражателей (дефектов) при ультразвуке контроле эхо-методом. — СПб.: Типография ФГБОУ ВО ПГУПС, 2017. — 9 с.
- Алешин Н. П., Белый В. Е., Вопилкин А. Х., Вощанов А. К., Ермолов И. Н., Гурвич А. К. Методы акустического контроля металлов. — СПб.: Машиностроение, 1989. — 450 с.
- Шевелько М. М., Перегудов А. Н., Яковлев Л. А., Ковалевский М. В. Измеритель скорости ультразвука повышенной точности УЗИС-ГЭТУ // Труды Нижегородской акустической сессии. — 2002. — С. 297–299.
Основные термины (генерируются автоматически): угол ввода, поперечная волна, продольная волна, глубина расположения отражателя, изменение скорости, ультразвуковой контроль, расчетная зависимость погрешности, скорость, суммарная погрешность, фактическое значение скорости.
Ультразвуковой метод контроля
УЗК (ультразвуковой метод контроля) – современная диагностическая методика, отличающаяся высокой точностью по сравнению с рентгенодефектоскопией, радио-дефектоскопией и т. д. Она позволяет выявлять широкий спектр дефектов, а также получать достоверные данные о месторасположении, характеристиках и размерах дефектов.
Листовая сталь – это прокат, используемый в промышленном и гражданском строительстве, при возведении железнодорожных и автодорожных мостов. Каркасы зданий и сооружений такого масштаба должны отличаться повышенной надёжностью и прочностью. Поэтому этап контроля качества является обязательным и должен выполняться в соответствии с установленными нормативами.
Принцип УЗК
Ультразвуковая диагностика основывается на том, что колебания с высокой частотой (примерно 20 тысяч Гц) способны проникать в металл и отражаться от дефектов. Узконаправленная волна, создаваемая дефектоскопом, проходит сквозь проверяемое изделие. При наличии дефекта она распространяется с отклонениями, которые можно зафиксировать на экране прибора. Показания, полученные в ходе УЗК, позволяют узнать информацию о характере выявленного дефекта. Например: по времени прохождения ультразвукового сигнала – измеряется расстояние до неровности; по амплитуде колебания отражённой волны – примерные размеры дефекта.
Разновидности УЗК
Сегодня в промышленной сфере используют четыре основных методики выполнения ультразвукового метода неразрушающего контроля. Их отличия заключаются в способах, применяемых для получения и оценки информации о дефектах:
1. Импульсный эхо-метод. В ходе диагностики ультразвуковую волну направляют на контролируемую область, а отражённый от дефекта сигнал регистрируют. Эхо-метод предполагает использование одного преобразователя в качестве как приёмника, так и источника волны.
2. Теневая методика. По разные стороны от контролируемой зоны устанавливают два преобразователя. Один из них формирует УЗ-волну, а второй регистрирует отражённый сигнал. При использовании теневого метода о наличии дефекта можно говорить в случае исчезновения УЗ-колебаний. В потоке возникает «глухая зона». Она говорит о том, что в этом месте сигнал не смог пройти из-за дефекта.
3. Зеркальный эхо-метод. В этом случае оба преобразователя устанавливаются на одной стороне. Первый прибор формирует УЗ-колебания, которые отражаются от неровности, а второй регистрирует их. Данный метод особенно эффективен, если необходимо найти дефекты, расположенные под прямым углом относительно поверхности исследуемого изделия (трещины и пр.).
4. Зеркально-теневая методика. По сути – это теневой метод. Однако приборы размещаются на одной стороне. В ходе дефектоскопии оператор регистрирует не прямой, а отражённый от второй поверхности контролируемой зоны поток УЗ-волн. О наличии дефекта говорят «глухие зоны» в отражённых колебаниях.
Неразрушающаяся на первый взгляд конструкция может быть повреждена дефектами, которые возникают во внутренних структурах металла. Поэтому данные методики способны обеспечить безопасную эксплуатацию сооружений, возведённых их продуктов проката.
Выявляемые дефекты
Ультразвуковой неразрушающий контроль используется для выявления:
- воздушных пор и пустот;
- трещин;
- недопустимых утолщений;
- флокенов;
- зон крупнозернистости;
- отложений шлака;
- неоднородных химических вкраплений;
- ликвационных скоплений и так далее.
Преимущества ультразвукового метода контроля
- Доступная стоимость. УЗК обходится значительно дешевле, чем ряд других методов дефектоскопии;
- Безопасность. Ультразвуковое излучение не оказывает негативного влияния на оператора, проводящего исследование;
- Мобильность. Портативные аппараты для дефектоскопии позволяют проводить проверку на выезде. Это существенно расширяет сферы использования УЗК;
- Высокая точность. Высокая скорость и точность УЗК даёт возможность получать объективные данные о состоянии и о качестве листового металла без значительных погрешностей. Проверенные листы могут использоваться для создания прочных и неразрушающихся в течение долгого времени конструкций;
- Неразрушающее воздействие. Изделия сохраняются в своём первозданном виде, что позволяет избежать дополнительных финансовых затрат.
Основные минусы УЗК
Одним из недостатков УЗК является необходимость тщательной подготовки поверхности перед проведением контроля. Требуется создать шероховатости пятого класса. Они необходимы для хорошего контакта с жидкой массой, которая наносится для того, чтобы УЗ-волны беспрепятственно проникали внутрь. Помимо этого, УЗК не позволяет получить точную информацию о размерах дефекта. Однако по сравнению с другими способами дефектоскопии УЗК является наиболее точной, эффективной и надёжной методикой.
Порядок выполнения УЗК
Порядок проведения дефектоскопии будет зависеть от класса металла, который нужно проверить, а также от требований, предъявляемых к нему. Образно можно разделить весь процесс на несколько этапов, это:
1. Визуальный осмотр. Оператор перед проведением дефектоскопии осматривает прокат на предмет видимых повреждений.
2. Выбор характеристик и методов контроля. В зависимости от класса заготовки выбирается метод выполнения УЗК.
3. Подготовка поверхности. С поверхности удаляют остатки шлака, лакокрасочных покрытий, крупные неровности и следы коррозии. Зона выполнения УЗК покрывается специальным составом, включающим воду, минеральные масла или особые густые клейстеры. Это даёт ультразвуковым сигналам возможность проникать внутрь металлического листа без препятствий.
4. Подготовка оборудования. В зависимости от выбранного метода выполнения УЗК мастер размещает, подключает и настраивает приборы.
5. Проведение дефектоскопии. Оператор медленно сканирует металлический лист. При возникновении сигналов от дефектов подбирается контрольный уровень чувствительности. Все данные фиксируются оператором.
6. Подготовка результатов. Информация о найденных дефектах заносится в специальный журнал. Также на основании полученных данных определяется качество стального листа в зависимости от требований, которые к нему предъявляются.
Некоторые предприниматели, занимающиеся производством и реализацией листовой стали, игнорируют этап обязательного неразрушающего контроля. Это может обернуться массой негативных последствий. Листовой металл, не прошедший дефектоскопию, часто становится причиной аварий. Для создания прочных, ответственных и неразрушающихся конструкций он не годится. Поэтому лучше выполнить УЗК в профессиональной лаборатории. Если вас интересуют подобные услуги, обратитесь в ТД «Ареал». Наши специалисты обладают высокой квалификацией, а также оформляют все документы согласно установленным стандартам.
Сталь 08Х18Н10Т – применение, химический состав, свойства, зарубежные аналоги
Сталь 08Х18Н10Т – это нержавеющая, высоколегированная, жаростойкая, хром-никелевая сталь. Сплав содержит большое количество легирующих добавок, непосредственно влияющих на его свойства. Распространенность стали 08Х18Н10Т обусловлена ее достоинствами, выделяющими ее даже среди других нержавеющих сталей. Это универсальный металл, применение которому находится во всех сферах промышленности.
Характеристики стали 08Х18Н10Т
Химический состав стали 08Х18Н10Т определяется согласно ГОСТ-5632. Тремя основными элементами данного сплава являются железо, хром и никель, именно их соотношение определяет ключевые характеристики стали 08Х18Н10Т. За счет высокого содержания хрома сталь устойчива к коррозии, никель обеспечивает прочность и работоспособность при высоких температурах. Среди других нержавеющих сталей, 08Х18Н10Т отличается повышенной устойчивостью к межкристаллитной коррозии, что делает возможным ее применение в более агрессивных средах. Сталь почти немагнитна после термической обработки и слабомагнитна в обычном состоянии. Сплав поддается обработке, обладает хорошей свариваемостью.
Основные области применения стали 08Х18Н10Т
Нержавеющие стали широко применяются в областях промышленности, где неизбежен контакт с влагой или агрессивными внешними средами. Там, где изделия из углеродистых сталей быстро выходят из строя или требуют постоянного обновления защитных покрытий, нержавеющие стали демонстрируют высокие показатели долговечности, которые с лихвой перекрывают разницу в стоимости.
Из стали марки 08Х18Н10Т изготавливают сварную арматуру, электроды и свечи зажигания. Ее применяют в производстве нержавеющих труб, запорной арматуры, оборудования для химической промышленности, используемое в щелочных или кислотных средах. Сталь 08Х18Н10Т пригодна для изготовления деталей, работающих при высоких температурах до 800С. К ним относится печная арматура, элементы теплообменников, котлов и т.д. Нержавеющие стали, в частности сталь 08Х18Н10Т, применяются в нефтегазовой промышленности. Из нее делают резервуары для хранения и транспортировки топлива, т.к. этот металл не чувствителен к агрессивной среде.
Хорошо отполированная нержавейка имеет привлекательный внешний вид, из нее делают элементы декора.
Виды поставки
Сталь 08Х18Н10Т поставляется в виде стальных листов разной толщины, ленты, полос и труб, сортового и фасонного проката. Спросом пользуются пруток шлифованный, пруток калиброванный разного сечения, серебрянка, поковки.
Расшифровка маркировки и химический состав стали 08Х18Н10Т
- 08 – это число в начале марки указывает на процентное содержание углерода в сотых долях - 0.08%;
- Х18 – содержание хрома 18%;
- Н10 – указывает на 10% никеля в составе;
- Т – титан до 1%.
Помимо элементов, указанных в маркировке, в состав сплава входят добавки и примеси в незначительных количествах. Химический элемент отображается в марке только в том случае, если его концентрация оказывает заметное влияние на свойства стали. Содержание вредных примесей, таких как фосфор и сера, влияет на качество стали, которое также отображается в маркировке специальной литерой.
Если качество стали не указывается в маркировке специальной литерой, значит это сталь обыкновенного качества.
Химический состав в %
C
Si
Mn
P
S
Cr
Mo
Ni
V
Ti
Cu
W
Fe
Влияние химсостава на свойства стали
Углерод. Образует с железом химическое соединение цементит (Fe3C). Начиная с 1.2% содержания, существенно влияет на свойства стали, повышает прочность, твердость, упругость, но снижает пластичность, ударную вязкость. Повышенное содержание углерода также негативно влияет на обрабатываемость стали, в частности – свариваемость. Компенсировать негативное влияние, как повышенного содержания, так и недостатка углерода в стали, можно с помощью легирующих добавок.
Кремний. Раскисляет сталь, выводит газы (кислород, азот, углекислоту). В незначительных концентрациях не влияет на качество и свойства сплавов.
Марганец. Также является раскислителем, улучшает некоторые характеристики стали, если содержится в сплаве в больших количествах. Не влияет на качество, когда его концентрация незначительна. Особенно полезен тем, что связывает серу в соединение MnS – сульфид марганца, что нейтрализует ее вредное влияние на сплав.
Фосфор. Ухудшает показатели сплава в любом количестве. Из-за вредного воздействия фосфора, при низких температурах сталь становится хрупкой, теряет вязкость, становится хладноломкой.
Сера. Как и фосфор, негативно влияет на качество стали в любых концентрациях. Вызывает красноломкость – потерю вязкости при высоких температурах нагрева. Кроме того, из-за серы сталь становится подверженной усталости, чувствительной к коррозии и теряет общую сопротивляемость.
Хром. Легирующий элемент, одна из самых популярных и доступных легирующих добавок. Стали с содержанием хрома от 8% называются высокохромистыми, это наиболее распространенные в промышленности легированные сплавы. Сталь, легированная хромом, называется хромистой или нержавеющей, а покрытая тонким слоем хрома – хромированной. Хром усиливает полезные свойства стали – твердость, прочность, упругость, почти не сказываясь на пластичности.
Молибден. Легирующий элемент, повышающий целый ряд важных характеристик стали – красностойкость, антикоррозионные свойства, предел прочности на растяжение, упругость.
Никель. Дорогая добавка, увеличивает стоимость производства легированной стали, по возможности заменяется более дешевыми добавками.
Ванадий. Дорогой и редкий раскислитель. Способствует образованию мелкозернистой структуры металла, увеличивает плотность, прочность и твердость.
Титан. Благодаря титану сталь хорошо обрабатывается и приобретает мелкозернистую структуру. Титан также положительно влияет на антикоррозионные свойства, раскисляет и повышает прочность сплава.
Медь. Придает стали прочность и препятствует ржавлению. Стали с высоким содержанием меди востребованы, прежде всего, в строительстве.
Вольфрам. Легирующий карбидообразующий элемент. Повышает красностойкость, твердость, позволяет металлу сохранять мелкозернистую структуру при высоких температурах, предохраняет от отпускной хрупкости. Дорогая и редкая добавка.
Железо. Составляет основу любой стали, до 99% содержания железа можно видеть в углеродистых нелегированных сплавах.
Технические характеристики и свойства стали
В таблицах ниже приведены физические, механические и технологические свойства стали 08Х18Н10Т.
Механические свойства материала
Механические свойства стали 08Х18Н10Т ( стар. 0Х18Н10Т ЭИ914 ) при Т=20 o С
Читайте также: