Слесарный инструмент для резки металла
Обновлено: 20.05.2024
В состав этой группы инструментов для слесарно-сборочных работ включены: ножовочные рамки и полотна, ручные ножницы, надфили и напильники. Ведущими производителями этих традиционных инструментов являются предприятия: Ижсталь, ОАО «Металлист», Matrix (Германия) и другие отечественные и зарубежные предприятия.
Ножовочные ручные рамки (табл. 23) изготовляют двух типов: 1 — для работы с ножовочными полотнами длиной 300 мм; 2 — для работы с ножовочными полотнами длиной 250 и 300 мм, т.е. раздвижными.
Ножовочные полотна ручные (табл. 24) производят с зубьями с одной и с двух сторон полотна длиной 250 и 300 мм из быстрорежущей стали Х6ВФ, В2Ф с зоной повышенной твердости 61…64 HRC.
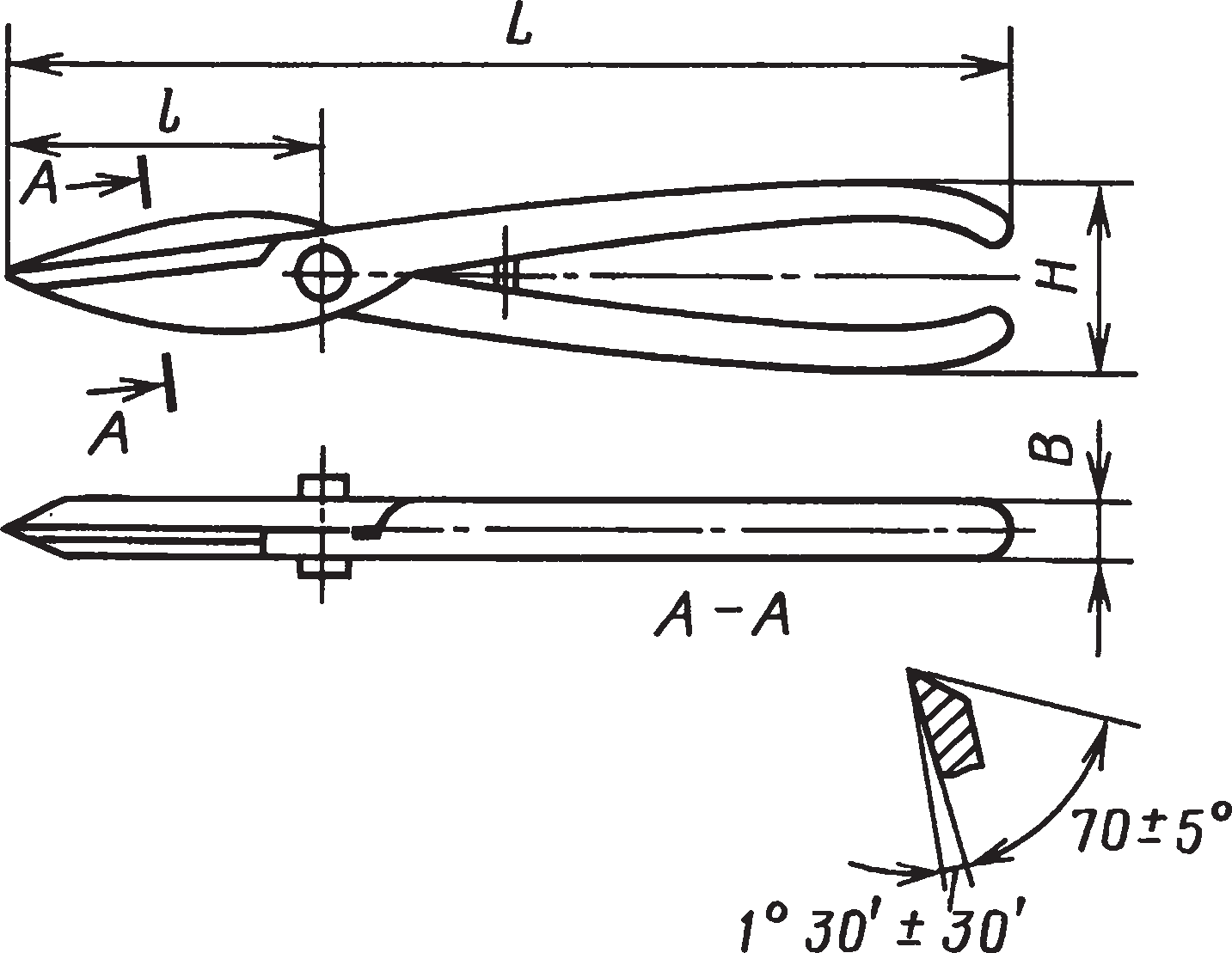
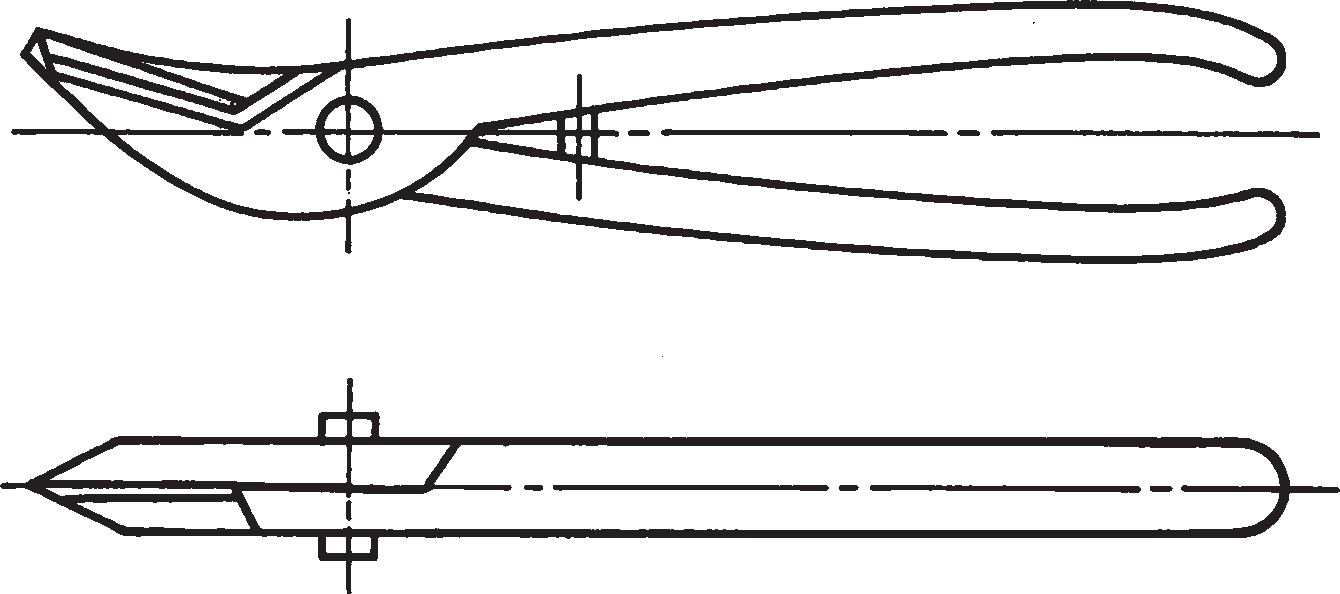
Для резки металла применяют ручные ножницы трех типов (табл. 25):1— пряморежущие; 2 — для резки отверстий; 3 — для фигурной резки. Ножницы всех типов могут быть изготовлены в леворежущем исполнении (нижнее лезвие расположено слева), а по заказу — в праворежущем (нижнее лезвие расположено справа). Рычаги ножниц делают из стали У7 или У7А. Режущие элементы ножниц имеют твердость 57,5…61,5 HRC.
Таблица 23. Ножовочные ручные рамки (ГОСТ 17270–71)
Примечание. Обозначение ножовочной рамки типа 1 исполнения 2 с h = 90 ммс хромовым покрытием толщиной 1 мкм и подслоем никеля толщиной 12 мкм: Рамка 6920-0002 Н12.Х1 ГОСТ 1720–71.
Таблица 24. Ножовочные ручные полотна для металла (ГОСТ 6645–86)
Таблица 25. Ручные ножницы для резки металла (ГОСТ 7210–75)
2. Для резки отверстий
3. Для фигурной резки
Надфили (ГОСТ 1513–77) предназначены для опиливания небольших участков деталей из металлов (рис. 1). Надфили изготовляют длиной L = 100, 120 и 160 мм соответственно с длиной рабочей части l = 50, 60 и 80 мм из инструментальной легированной стали 13Х или углеродистых сталей У12, У12А, У13, У13А. Они имеют двойную насечку: основную под углом 45° и вспомогательную под углом 25° к оси надфиля. Узкие стороны плоских и ножовочных надфилей и овальные стороны пазовых надфилей имеют одинарную насечку, которая обозначается десятью номерами: 00; 0; 1; 2; 3; 4; 5; 6; 7; 8.
Твердость и острота зубьев надфиля обеспечивают сцепляемость с контрольной пластиной из стали У10 или У12 твердостью не менее 58 HRC. Стойкость каждой стороны надфиля при обработке деталей твердостью 170…187 НВ для надфилей с насечным зубом составляет не менее 90 мин, а для надфилей из углеродистой стали с нарезным зубом — не менее 60 мин.
Слесарные напильники общего назначения (ГОСТ 1465–80) предназначены для опиливания металлических деталей и заготовок (рис. 2). Напильники изготовляют длиной L, равной 100, 125, 150, 200, 250, 300, 350, 400, 450 мм, соответственно с длиной рабочей части l = 60; 80; 100; 145; 190; 230; 270; 310; 350 мм из легированной стали 13Х или 14ХФ. По твердости (сцепляемости с контрольной пластинкой) различают три исполнения: 01 (60 HRC), 02 (62 HRC); 03 (58 HRC).
Напильники имеют перекрестную основную и вспомогательную насечки шести номеров: 0; 1; 2; 3; 4; 5 (или нарезку четырех номеров: 0; 1; 2; 3), которые обеспечивают определенную точность и параметры шероховатости поверхности при опиливании деталей.
Напильники для затачивания пил по дереву (табл. 26) предусмотрены типов: трехгранные, ромбические, круглые и плоские исполнений 1 с твердостью 59 HRC и 2 с твердостью 62 HRC. Для изготовления напильников применяют углеродистую сталь У13 или У13А. Насечки на напильниках выполняют двойными под углом 60° к оси.
§ 1. Инструменты для ручной резки
Резкой называется слесарная операция, при которой металл разделяют на части.
В зависимости от формы и размеров деталей и заготовки резка может производиться ручными инструментами, на механических станках, на анодно-механических станках и ацетилено-кислородным пламенем.
Острогубцы (кусачки). Предназначены для резания (откусывания) стальной мягкой проволоки диаметром до 5 мм, заклепок и т. п. Изготовляют острогубцы по ГОСТ 7282—54 из инструментальной углеродистой стали марок У7 и У8 или марок 60 и 70.
Острогубцы состоят из двух шарнирно соединенных дугообразных рычагов-ручек, на концах которых имеются закаленные заточенные губки (рис. 108,а). Размеры острогубцев стандартизованы. Ширина режущих губок 26; 30; 36 и 40 мм, длина 125; 150; 175 и 200 мм.

Рис. 108. Резка металла:
а — острогубцами (кусачками), б — ручными ножницами: 1 — левый иож. 2 — заготовка, 3 — правый нож
Ножницы (ГОСТ 7210—54). Предназначены для разрезания листового металла, вырезания отверстий, изготовления деталей с криволинейными контурами и т. п. Ножницы разделяются на ручные и стуловые.
Ручные ножницы (рис. 108. б) применяются для разрезания листов из черного металла толщиной 0,5—1,0 мм и цветного металла толщиной до 1,5 мм. Их изготовляют из стали марок 65; 70; У7; У8. Боковые поверхности лезвий закалены до HRC 52—58, отшлифованы и остро заточены.
Ручные ножницы изготовляются с прямыми и кривыми режущими лезвиями. В зависимости от расположения режущих кромок лезвия различают правые и левые ножницы.
Длина ножниц (ГОСТ 7210—54) 200; 250; 320; 360 и 400 мм, а режущей части (от острых концов до шарнира) 55—65; 70—82; 90—105; 100—120; 110—130 мм. При разрезании на широкие полосы листовой материал закладывают между лезвиями ножниц и, нажимая всеми пальцами правой руки на ручки ножниц, а левой рукой отжимая часть листа, разрезают его.
Большое давление, которое испытывают лезвия ножниц при резании, требует особенно большого угла заострения. Его величина обычно составляет 65—85 °. Чем тверже металл, тем угол заострения лезвий Р ножниц больше: для мягких металлов (медь и др.) он равен 65°, для металлов средней твердости 70—75° и для твердых 80—85 ° . Для уменьшения трения лезвий о разрезаемый металл им придается небольшой задний угол а от 1,5 до 3°.
Стуловые ножницы (рис. 109) отличаются от ручных большими размерами и применяются при разрезании листового металла толщиной до 5 мм. Нижняя ручка жестко зажимается в слесарных тисках или крепится (вбивается) на столе или на другом жестком основании.

Рис. 109. Резка металла стуловыми ножницами
Стуловые ножницы малопроизводительны, при работе требуют значительных усилий, поэтому для разрезания большой партии листового металла, рекомендуется применять механические ножницы.
Рычажные ножницы (рис. 110) используются для разрезания листового металла толщиной 1,5—2,5 мм с пределом прочности 45—50 кГ/мм2 (сталь, дюралюминий и т. д.). Этими ножницами можно резать металл значительной длины.

Рис. 110. Резка металла рычажными ножницами:
1 — верхний нож, 2— нижний нож, 3 — прижимная планка, 4 — рычаг, 5 — упор, 6 — стол, 7 — противовес
Режущей частью ножниц являются два длинных ножа, верхний 1 имеет криволинейную, режущую кромку с углом заострения 75—85°. Противовес 7 не допускает самопроизвольное опускание верхнего ножа, а также обеспечивает равномерность нажима на разрезаемый металл.
Этими ножницами металл разрезают при помощи упора или по разметочным линиям. В первом случае разрезаемый металл прижимают к установленному на заданный размер упору 5, во втором случае на разрезаемом листе наносят разметочные линии и лист укладывают на стол 6 с прижимной планкой 3 так, чтобы линия реза совпадала с лезвием нижнего ножа 2. Прижав лист, сильным движением опускают рычаг 4 с ножом 1.
Ручная ножовка. Применяется для разрезания толстых листов полосового, круглого и профильного металла размером 60—70 мм в поперечнике. Ножовка (рис. 111, а) состоит из станка 1, ножовочного полотна 2 (режущая часть) и ручки 4. Полотно вставляют концами в прорези головки 3, закрепляют штифтами 5 и натягивают винтом 6 с барашком 7.

Рис. 111. Ножовки:
а — жесткие, б — с раздвижной рамкой
Ножовочные рамки изготовляют либо цельными (для ножовочного полотна одной определенной длины), либо раздвижными (рис. 111, б), допускающими закрепление ножовочного полотна различной длины.
Ручное ножовочное полотно представляет собой полосу, изготовленную из инструментальной углеродистой стали Р9, Х6ВФ, на одной стороне которой по всей длине нарезаны зубья.
Размер ручного ножовочного полотна определяется по расстоянию между центрами отверстий под штифты. Наиболее часто применяют ножовочные полотна длиной 250—300 мм, высотой 13 и 16 мм и толщиной 0,65 и 0,8 мм (ГОСТ 6645—59).
Каждый отдельный зуб ножовочного полотна имеет форму резца (клина). На зубе, как и на резце, различают задний угол α, угол заострения β, передний угол γ и угол резания δ (рис. 112 , а) . При резании стружка размещается между двумя соседними зубьями (в стружечном пространстве) до тех пор, пока острие зуба не выйдет из пропила. Величина стружечного пространства зависит от величины заднего угла α, переднего угла γ и шага t зуба. В зависимости от разрезаемого материала задний угол α принимается 40—45°. Угол заострения должен обеспечить достаточную прочность зуба, чтобы преодолеть сопротивление материала резанию и при этом не сломаться. Обычно этот угол принимается равным 50°; при более твердых материалах величина угла несколько больше.

Рис. 112. Геометрия зуба ножевочного полотна
Передний угол у для зубьев ножовочного полотна обычно принимается от 0 до 10°. Производительность резания у ножовочных полотен с передним углом 0° ниже, чем у полотен с передним углом больше 0°.
Шаг ножовочного полотна выбирают в зависимости от разрезаемого материала. Для разрезания чугуна, мягкой стали, асбеста используют полотно с шагом 1,6 мм, для разрезания профильного стального проката, труб, цветных металлов — полотно с шагом 1,25 мм, для разрезания кабелей, тонкостенных труб, тонкого профильного проката берут полотно с шагом 1,0 мм, для разрезания листового железа, тонкостенных заготовок — полотно с шагом 0,8 мм. Чем больше шаг полотна, тем крупнее зубья, тем больше, следовательно, объем стружечного пространства.
Ручной ножовкой можно разрезать материалы размером до 60—70 мм в поперечном сечении. Чем толще разрезаемый материал, тем крупнее должны быть зубья ножовочного полотна. Чем больше шаг, тем крупнее зубья, а следовательно, тем больше объем стружечного пространства (рис. 112, б). Шаг зубьев для резки мягких и вязких металлов (медь, латунь) принимается равным 1 мм, чугуна и твердой стали— 1,5 мм, мягкой стали — 1,2 мм. Обычно для слесарных работ применяются полотна : шагом 1,5 мм.
Для того чтобы полотно не защемлялось в пропиле, зубья разводят. Применяют два способа разводки: по зубу и волнистая.
Разводка по зубу может выполняться тремя вариантами: разводка по каждому зубу (один зуб отгибается влево, следующий — вправо и т. д.), разводка через зуб (один зуб отгибают влево, второй не разводят, третий — вправо и т. д.), разводка двух смежных зубьев через один (один зуб отгибают влево, второй — вправо, третий не разводят и т. д.). Разводку по зубу применяют для полотен с шагом 1,25 и 1,6 мм.
При волнистой разводке ряду зубьев придают волнообразное положение с шагом, равным 8s (s — шаг ножовочного полотна), при этом полотно остается плоским. Высота разводки должна быть не более удвоенной высоты зуба. Этот способ разводки применяют для полотен с шагом 0,8 мм (допускается и для шага 1 мм).
Разводку у ножовочных полотен с крупным зyбом (шагом) выполняют по зубу — один зуб отгибают вправо, а другой — влево; 2—3 зуба отводят влево, 2—3 зуба — вправо. Такие полотна менее производительны и быстро изнашиваются. У ножовочных полотен со средним зубом разводку делают тоже по зубу, но один зуб отгибают влево, другой — вправо, а третий оставляют неразведенным.
Ножовочные полотна имеют условные обозначения на нерабочей части полотна. По ГОСТ 6645—59 ножовочные полотна с межцентровым расстоянием /, равным 300 мм, шириной полотна 13 мм и шагом зуба s 0,8 мм обозначают так: 13x300x0,8.
§ 5. Механизированная резка
Механизированная резка осуществляется применением различных механических, электрических и пневматических ножовок и ножниц, дисковых пил и другого универсального и специального оборудования.
Механическая приводная ножовка (рис. 117). Представляет собой металлорежущий станок, имеющий станину 1 и стол 2, на котором устанавливаются машинные тиски 3 для закрепления заготовки 6. На станине смонтирована рамка 4, в которой крепится ножовочное полотно 5. Ножовка приводится в действие от электродвигателя 8.

Рис. 117. Приводная ножовка
В целях предупреждения нагрева полотна при резании применяется охлаждение маслом, эмульсией и водой. Охлаждающая жидкость подается через трубопровод 7 на место реза.
Электромеханическая ножовка. Находит широкое применение при выполнении слесарно-сборочных работ.
В корпусе 2 ножовки (рис. 118) встроен электродвигатель, на валу его укреплен барабан 3 с замкнутым спиральным криволинейным пазом 4, по которому ходит палец б ползуна 7 с ножовочным полотном 1.

Рис. 118. Электромеханическая ножевка
При вращении барабана ножовочное полотно получает возвратно-поступательное движение и осуществляет резание металла. Во время работы ножовка упирается скобой в заготовку и поддерживается за рукоятку 5.
Пневматическая ножовка (рис. 119). Состоит из шланга 1, рукоятки 2, пусковой кнопки 3, ножовочного полотна 4, поворотного барабана 5, преобразователя движения 6, пневматического двигателя 7. Максимальная толщина разрезаемого металла 5 мм. Наименьший радиус 50 ММ, скорость резания 20 м/мин.

Рис. 119. Пневматическая ножовка
Ручные электрические и пневматические ножницы. Находят широкое применение в промышленности электрические и пневматические ручные ножницы, которыми вырезают прямые, криволинейные и фигурные профили.
Ручные электрические ножницы И-31 (рис. 120) предназначены для резания листовой стали толщиной до 2,7 мм. В корпус 1 вмонтирован электрический двигатель мощностью 370 вт, а в картер 2 — ножевая головка.

Рис. 120. Ручные электрические ножницы И-31
Вал двигателя через червячную передачу вращает эксцентрик 3, на котором жестко закреплен кулачок. Нижний неподвижный нож 8 крепится к скобе 9. При вращении эксцентрика 3 кулачок 4 заставляет качаться сидящий на пальце 5 ножевой рычаг 6 с верхним ножом 7 и разрезать металл. Производительность электроножниц И-31 до 3 м/мин.
Пневматические ножницы предназначены для прямолинейной и криволинейной резки металла и приводятся в действие пневматическим роторным двигателем. Наибольшая толщина разрезаемого стального листа средней твердости — 3 мм, наибольшая скорость резания — 2,5 м/мин, число двойных ходов ножа в минуту — 1600.
Пресс-ножницы предназначены для резки профильного проката (пруток квадрат, уголок, швеллер) и листов, а также пробивки отверстий.
Пневматическая пила (рис. 121) применяется для резки труб непосредственно на месте сборки трубопроводов. Пила имеет редуктор 1, червячное колесо которого смонтировано на одной оси со специальной дисковой фрезой 3. Закрепляется груба специальным зажимом 2, который установлен на хвостовике 5. Зажим крепится шарнирно к рукоятке 4.

Рис. 121. Пневматическая пила
При использовании пневматической пилы на разрезаемых поверхностях труб не образуется наплывов и заусенцев.
Пневматическая пила допускает разрезание труб диаметром до 50—64 мм. Диаметр фрезы 190—220 мм, число оборотов фрезы 150—200 об!мин.
Дисковые пилы. Эти пилы делятся на универсальные, маятниковые и пилы трения. Универсальной дисковой пилой (рис. 122) разрезают профильный металл различных сечений под любым углом, выполняют продольные разрезы, надрезы или вырезы. На чугунной станине 1 пилы укреплена вертикальная колонка 2, на которой смонтирован поворотный кронштейн 5 с направляющими 8. По направляющим перемещается электродвигатель, на валу 7 которого установлен режущий диск 10. Кронштейн можно поворачивать вокруг колонки и опускать или поднимать на необходимую высоту. Подача электродвигателя с режущим диском осуществляется поворотом рукоятки 9. Установка режущего диска при работе в зависимости от профиля и размера материала выполняется рукоятками 3, 4 и 6.

Рис. 122. Дисковая пила
Широкое применение находят электрические и газовые способы резки металла.
В СССР впервые в мире были разработаны анодно-механический, электроискровой и электродуговой способы резки металла.
Анодно-механический способ разрезания металла основан на использовании электрической эрозии, т. е. разрушения электрическими разрядами.
Применение указанного способа дает возможность разрезать металл любой твердости, в том числе и твердые сплавы.
Электроискровой способ так же, как анодно-механический способ, основан на использовании явления электрической эрозии.
Резка металлов. Способы, инструмент для резки металла
Металл режут ручными или механическими ножовками, а также ручными и механическими, рычажными, параллельными и дисковыми (круглыми) пилами.
Крупный сортовой металл (круглый, полосовой, угловой, двутавровый и т.п.) разрезают на приводных ножовках и дисковых пилах, а также электрической и газовой резкой, листовой металл — ручными и приводными ножницами, трубы — вручную ножовкой и труборезом (механическую резку осуществляют на специальных станках).
Для резки закаленной стали и твердых сплавов применяют тонкие дисковые шлифовальные круги, а также анодно-механический и электроискровой способы резки металлов.
Устройство ручной ножовки. Ручная ножовка (рис. 1) состоит из станка (рамки), в котором закреплено ножовочное полотно.
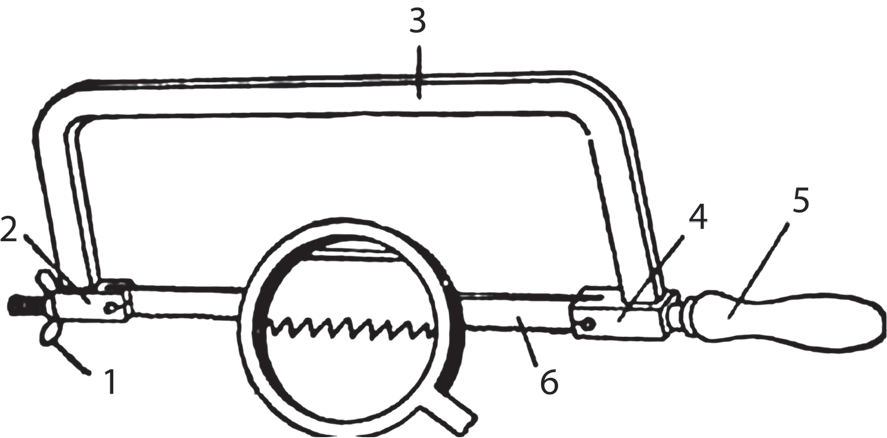
Рис. 1. Ручная ножовка: 1 — барашек; 2 — натяжная серьга; 3 — станок; 4 — неподвижная серьга; 5 — ручка; 6 — ножовочное полотно
Ножовочные полотна изготовляют из инструментальной стали марок 9ХС, У10, У10А, У12, У12А или мягкой углеродистой стали (У8, У8А, У9 и У9А) с последующей цементацией зубьев. Ножовочное полотно термически обработано так, что нижняя рабочая часть полотна с зубьями термически обработана с большей твердостью, чем верхняя. Такая термическая обработка уменьшает поломки ножовочного полотна при работе. Ножовочные полотна изготовляют с мелким и крупным зубом. Количество зубьев на 25 мм длины ножовочного полотна колеблется от 15 до 32. Зубья полотна разводят в разные стороны, чтобы уменьшить трение полотна о боковые поверхности обрабатываемой заготовки и исключить заклинивание полотна в пропиле. Величина развода зубьев должна быть такой, чтобы ширина пропила была больше толщины ножовочного полотна на 0,25–0,5 мм.
Разводят зубья отгибанием каждых двух смежных зубьев в противоположные стороны на 0,25–0,6 мм. Применяют развод мелких зубьев созданием волны вдоль нижней части полотна. Амплитуда и шаг волны зависят от толщины полотна и размера зубьев.
Для резки мягких и вязких металлов (медь, латунь) применяют ножовочные полотна с шагом зубьев — 1 мм, твердых металлов (сталь, чугун) — 1,6 мм, мягкой стали — 2 мм. Для слесарных работ обычно применяют ножовочные полотна, у которых на длине 25 мм размещается 15 зубьев.
Прорезание шлицов в головках мелких винтов под отвертку производят ножовками с тонким полотном (толщина 0,8 мм). В головках более крупных винтов шлицы прорезают обыкновенной ножовкой. Широкие шлицы в крупных винтах прорезают полотнами толщиной 1,5–3 мм или в ножовку вставляют одновременно два-три полотна нормальной толщины.
Процесс резки ножовкой. Прежде чем приступить к работе, нужно выбрать ножовочное полотно, сообразуясь с твердостью, формой и размером разрезаемого материала. Необходимо также проверить, правильно ли вставлено полотно в рамку: зубья должны быть направлены остриями от рукоятки, натяжение полотна должно быть достаточно сильным, но не чрезмерным, так как это может вызвать поломку полотна.
Положение корпуса и рук слесаря при работе должно быть таким, как показано на рис. 2, а. Другой способ захвата рамки приведен на рис. 2, б (разница — в положении пальцев).
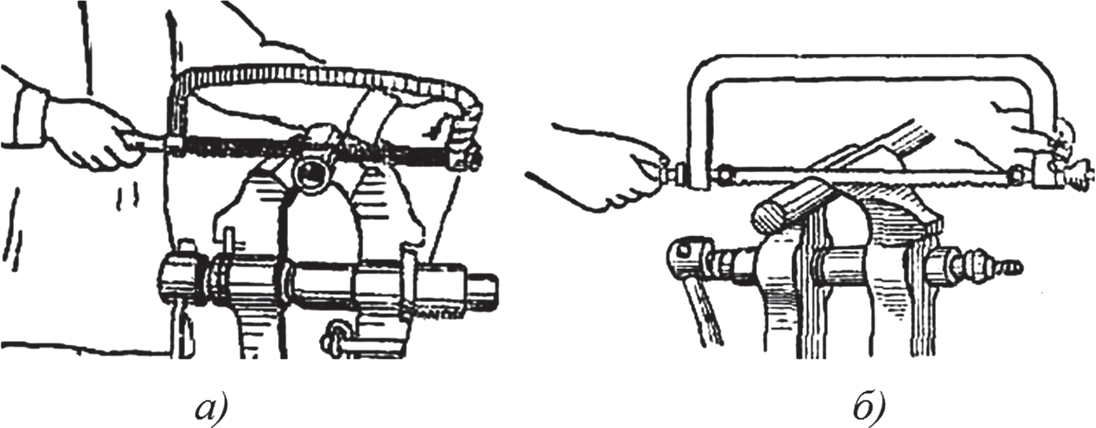
Рис. 2. Положение рук на рамке при резке ножовкой
Во время резки ножовку держат преимущественно в горизонтальном положении. Движения должны быть плавными, без рывков и с таким размахом, чтобы работало почти все полотно, а не только его середина (нормальный размах не менее 2/3 длины ножовочного полотна).
Усилие нажима на ножовку зависит от твердости обрабатываемого металла и его размеров. В среднем усилие должно соответствовать 1 кг на 0,1 мм толщины полотна.
Нажимать на станок необходимо обеими руками, при этом наибольшее давление оказывать левой рукой, а движение станка осуществлять главным образом правой рукой, приложенной к его ручке. При холостом ходе на ножовку не нажимают. При работе ножовочным станком нужно делать не более 40–50 ходов в минуту. При более быстром темпе полотно нагревается и быстрее затупляется.
Если в начале резки ножовка скользит по поверхности, то место распиливания надрубают зубилом или надрезают ребром напильника.
При резке деталей, имеющих острые ребра, необходимо обеспечивать плавный заход зубьев в металл и не допускать подпрыгивания станка при переходе от зуба к зубу. В противном случае зубья выламываются из полотна и процесс резки оказывается невозможным.
Ручной ножовкой чаще всего работают без охлаждения. Для уменьшения трения полотна о стенки пропиливаемой канавки его полезно смазывать машинным маслом, густой смазкой из сала или графитной мазью, в состав которой входят 2 части сала и 1 часть графита. При механической резке приводную ножовку необходимо охлаждать жидкостью — мыльной водой или эмульсией.
Для более продолжительного использования ножовочного полотна рекомендуется вначале разрезать им мягкие материалы, а затем, после некоторого затупления зубьев, — более твердые.
При поломке хотя бы одного зуба работу ножовкой следует прекратить, иначе произойдет поломка смежных зубьев и быстрое затупление всех остальных. Для восстановления режущей способности ножовки, у которой выкрошился зуб, необходимо на точиле или шлифовальном круге сточить дватри соседних с ним зуба по линии а — а (рис. 3).
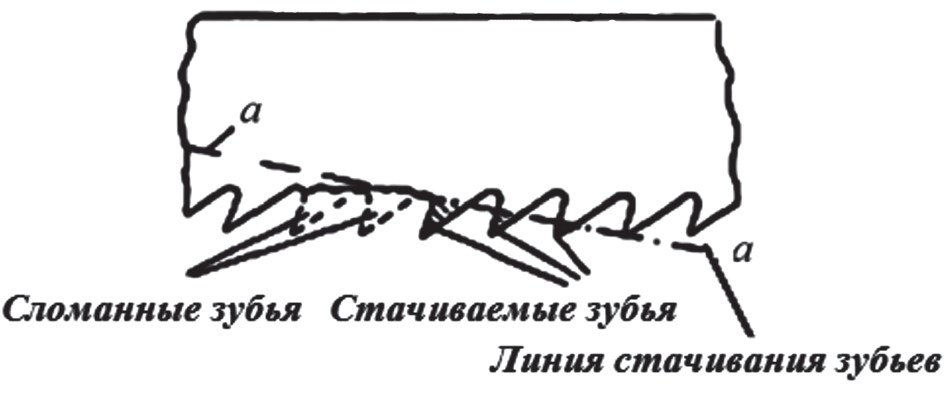
Рис. 3. Восстановление режущей способности ножовки
Если во время резания сломалось старое, сработавшееся ножовочное полотно, то нельзя продолжать работу новой ножовкой, так как ширина пропила для нового полотна окажется мала и оно не войдет в прорезь. В этом случае поворачивают изделие и начинают резание в другом месте.
Разрезать материал ножовкой легче по узкой его стороне. Поэтому полосовой металл, как правило, режут по узкой стороне полосы, но это можно лишь при условии, если на длине реза с металлом соприкасается не менее двух-трех зубьев полотна. При меньшей толщине полосы зубья ножовки могут выломаться, поэтому тонкую полосовую сталь разрезают по широкой стороне.
Тонкие металлические листы при разрезке ножовкой зажимают между деревянными прокладками по одному или несколько штук и разрезают вместе с прокладками. Такой способ обеспечивает лучшее направление ножовочному полотну и предохраняет его от поломок.
Для вырезки в тонких листах криволинейных или угловых прорезей применяют лобзик. Вместо ножовочного полотна в лобзик вставляют узкую тонкую пилку, у которой зубья направлены к ручке. Пилят лобзиком на себя, а если выпиливаемый лист положен горизонтально, то сверху вниз, держа лобзик за ручку снизу. Перед выпиливанием внутренних фигур или прорезей в местах перехода контура в углах просверливают мелкие (по ширине пилки) отверстия. Пропустив в такое отверстие пилку, закрепляют ее в рамке лобзика.
Процесс резки ножницами. При разрезке листового материала ножницами режущие кромки челюстей ножниц, действуя одновременно, создают напряжения сжатия и растяжения вблизи режущих кромок (рис. 4) и разрушают связь между частицами материала.
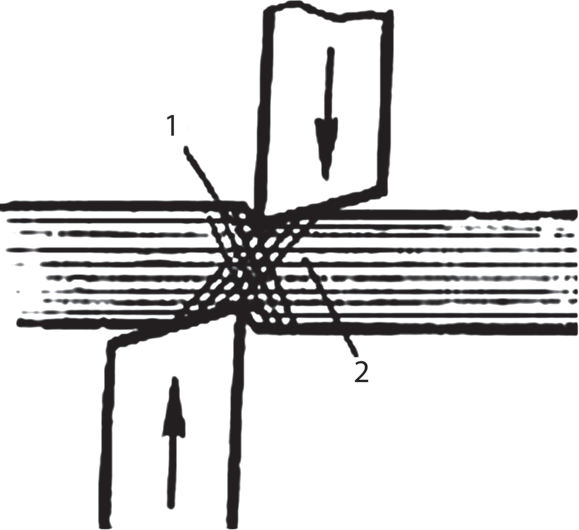
Рис. 4. Процесс резки ножницами: 1 — напряжения растяжения; 2 — напряжения сжатия
Челюсти (ножи) ножниц, как и другие режущие инструменты, имеют задний угол α, передний угол γ и угол заострения β (рис. 5), величина которого зависит от свойств разрезаемого материала. Для мягких металлов (меди, латуни и др.) β = 65°, металлов средней твердости – β = 70 ÷ 75° и твердых металлов – β = 80 ÷ 85°.
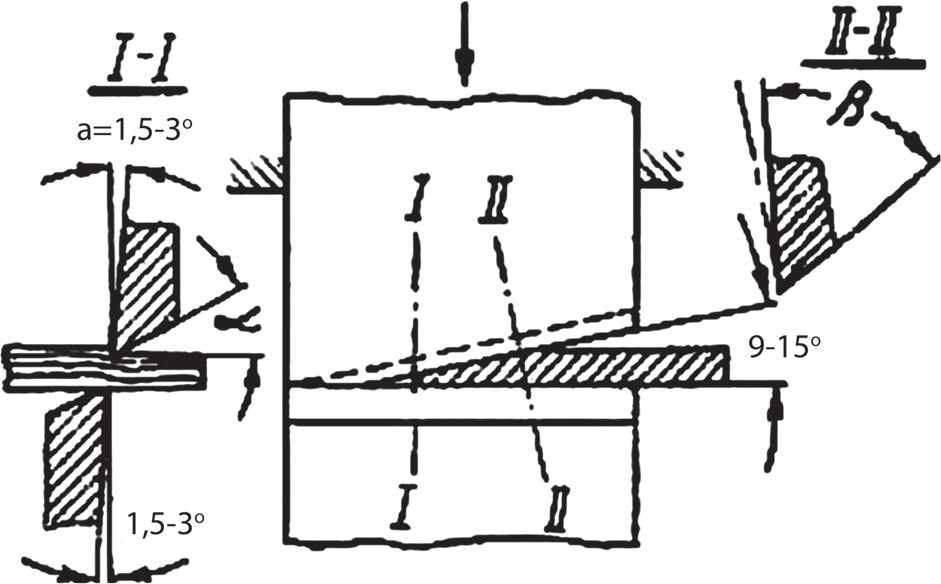
Рис. 5. Углы заострения челюстей ножниц
При угле заострения меньше указанного ножи быстро затупляются или лезвия их выкрашиваются. Большие углы заострения увеличивают прочность лезвия, но при этом усилия резания возрастают.
Для уменьшения трения касающихся плоскостей режущие кромки ножниц рекомендуется смазывать машинным маслом. Чем точнее пригнаны одна к другой режущие части челюстей ножниц, тем чище получается поверхность среза. Закаленные челюсти ножниц ни в коем случае не должны тереться одна о другую, так как они при этом затупляются (между ними зазор 0,2–0,02 мм). При большем зазоре между челюстями тонкий листовой материал затягивается в зазор и закаленные режущие кромки могут выкрошиться.
Листовую сталь толщиной до 0,7–1 мм режут простыми ручными ножницами (рис. 6, а).
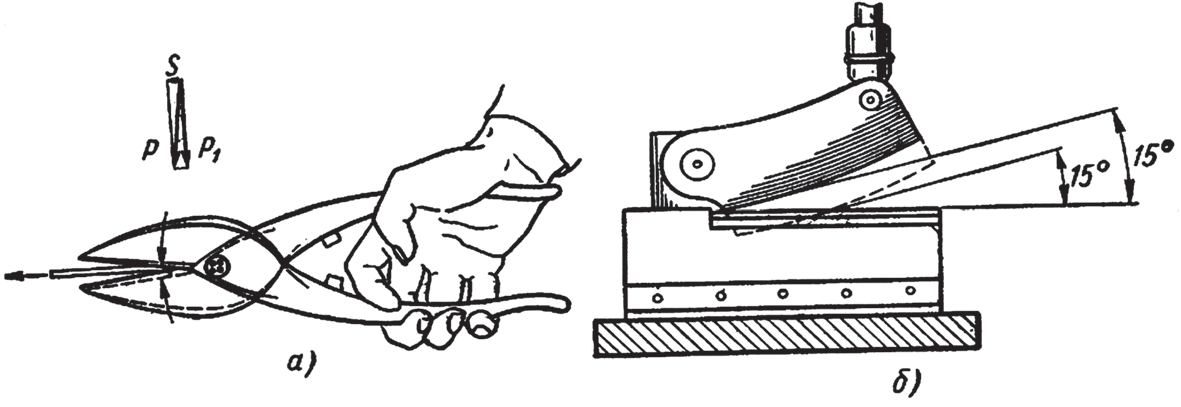
Рис. 6. Ручные ножницы: а — простые; б — рычажные
Допустимая толщина в мм других материалов, разрезаемых на ручных ножницах, следующая: твердый алюминий — 1,0; мягкий алюминий — 2,5; сталь — 0,7; латунь — 0,8; медь — 1,0.
Для слесарных работ применяют ручные ножницы, полная длина которых составляет от 200 до 400 мм, а длина лезвия от 55 до 110 мм.
Изготовляют ножницы из углеродистой инструментальной стали У7, У8, У10.
Ручные ножницы бывают правые и левые. У правых ножниц скос на режущей части каждой половинки находится с правой стороны, у левых — с левой. При резке листа правыми ножницами все время видна риска на разрезаемом металле. При работе левыми ножницами, для того чтобы видеть риску, приходится левой рукой отгибать срезаемый металл, что очень неудобно. Поэтому листовой металл по прямой линии и по кривой (окружности и закругления) без резких поворотов режут правыми ножницами.
Резка простыми ножницами происходит только под действием силы Р1, которая направлена перпендикулярно к поверхности листа и вдавливает челюсти в материал. Горизонтальная составляющая S выталкивает заготовку из зева ножниц до тех пор, пока величина ее больше силы трения, возникающей между челюстями ножниц и заготовкой. Это продолжается до раскрытия челюстей на угол 30°.
У ручных рычажных ножниц (рис. 6, б) угол раскрытия должен составлять 15°. Подвижная верхняя челюсть у ручных рычажных ножниц имеет криволинейную режущую кромку, что при всех положениях верхнего ножа обеспечивает угол раскрытия 15°. Теоретически этот угол должен быть около 8–9°, так как тангенс его имеет значение, равное коэффициенту трения стали о сталь в сухом состоянии μ0 = 0,15.
При поддерживании разрезаемого материала угол раскрытия ручных рычажных ножниц может быть больше. Резка под углом меньше 10° является самотормозящей, при таком угле заготовка не выталкивается из зева ножниц. Листовой материал толщиной до 2–3 мм разрезают стуловыми и рычажными ножницами. Стуловые ножницы отличаются от ручных размерами и конфигурацией. Одна из их ручек сделана так, что ее можно жестко закрепить в тисках или прикрепить к деревянной колоде (стулу). Общая длина стуловых ножниц 400–1000 мм, длина лезвий 100–250 мм, длина ручек 300–750 мм.
Кроме простых и рычажных существуют ручные ножницы с зубчатой передачей, маховые и дисковые. Ручные ножницы с зубчатой передачей предназначены для резания листового металла, тонких прутков и профильного материала. Рычажные маховые ножницы применяют обычно для прямых разрезов листового металла толщиной до 2 мм на полосы. На конце рычага помещен уравновешивающий груз.
Дисковые ножницы используют для резки листовой стали толщиной до 1 мм как с прямолинейным срезом, так и по кривой любого радиуса. Нижний режущий диск ножниц закреплен на эксцентриковой оси, которая позволяет изменять положение диска по высоте. Верхний режущий диск вращается на валике, который поворачивают рукояткой при помощи храпового колеса и собачки.
Машинные ножницы. Приводными машинными ножницами режут листы и полосы толщиной более 3 мм .
Дисковую ручную пилу применяют для резки профильного проката и труб (рис. 7). В зависимости от профиля разрезаемого металла пила комплектуется сменными направляющими упорами.
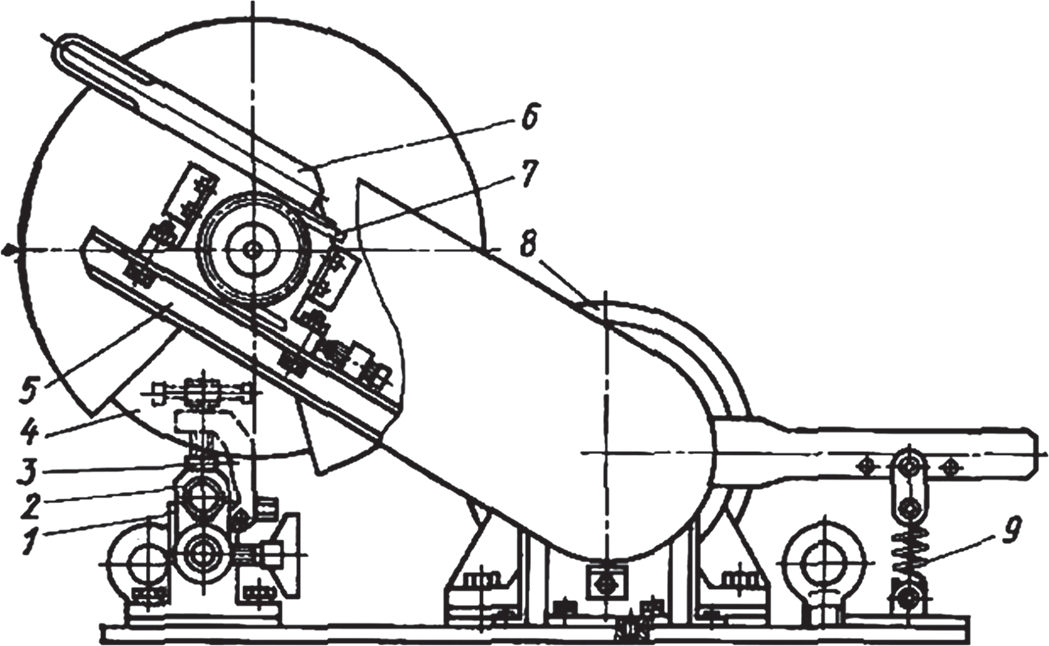
Рис. 7. Дисковая ручная пила
Резка производится вулканитовым кругом 4, шпиндель которого закреплен на качающейся раме 5. Вращение круга осуществляется через ременную передачу 7 электродвигателем 8, а подача круга — вручную рукояткой 6. Разрезаемый профильный прокат устанавливают на призмы 1 до регулируемого упора 2 и закрепляют откидным прижимом 3. По окончании резки рама 5 возвращается в исходное положение пружиной 9. Частота вращения абразивного круга 2000 об/мин.
Заменяя абразивный круг тонким стальным диском, можно производить резку на мерные длины резиновых шлангов и шлангов высокого давления из прорезиненных тканей для пневмо- и гидросистем.
Гильотинные ножницы с наклонными ножами (гильотинные) применяют для резки листового и реже полосового проката, а также листовых неметаллических материалов.
Существует большое количество различных типов ножниц, отличающихся друг от друга как по конструктивным признакам, так и по технологическим характеристикам.
На рис. 8 показаны ножницы с наклонными ножами.
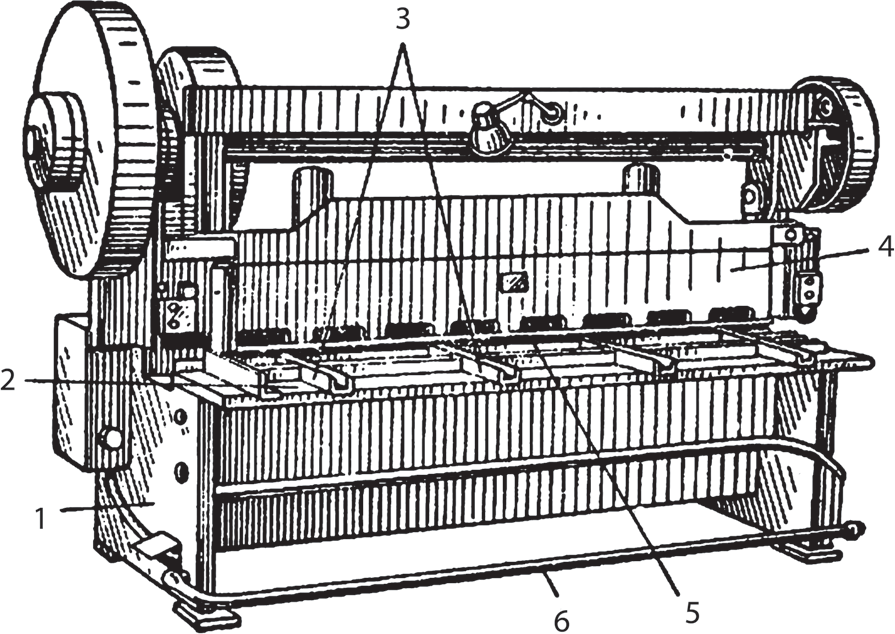
Рис. 8. Гильотинные ножницы
Резать материал на этих ножницах можно по разметке и без нее с помощью удлинителей 3. Станина 1 ножниц сварная из листовой стали. В ее передней части закреплен стол 2, на котором установлены удлинители 3 с Т-образными пазами, служащими для удлинения стола в случае разрезания больших листов, а также для установки передних упоров и различных приспособлений.
Привод ножниц осуществляется от отдельного электродвигателя через клиноременную и зубчатую передачи на коленчатый вал. Ножевая платформа (ползун) 4, приводимая от коленчатого вала через шатуны, двигается вверх и вниз. Расположение привода верхнее. Управляют ножницами при помощи кнопок и педали 6. Задний упор 5 состоит из двух цилиндрических реек; на них от одного маховика передвигаются кронштейны для установки упорной линейки на необходимое расстояние от кромок ножей. Мерная резка листа достигается с помощью заднего упора. Ножницы могут работать одиночными ходами и непрерывными (автоматически).
Обычно ножницы снабжены прижимами для удержания разрезаемого материала. Прижимы действуют автоматически при перемещении ползуна вниз.
Максимальная толщина разрезаемого на этих ножницах материала составляет 20–32 мм при ширине реза 2000–3200 мм. Мощность электродвигателей для привода ножниц — от 1,7 до 20 кВт.
Ножницы с наклонными ножами используются для резки по прямым линиям. На них режутся листы на полосы для последующей штамповки, а также мерные заготовки. Изменяя положение упоров, можно изготовлять заготовки трапецеидальной, ромбовидной, треугольной и другой формы.
На ножницах можно вырезать и заготовки более сложной формы по разметке (без применения упоров), а также срезать кромки листа под углом к плоскости реза до 30° (например, при подготовке под сварку). В последнем случае заготовку располагают наклонно к плоскости стола с помощью специальных подставок.
Комбинированные пресс-ножницы (рис. 9) предназначены для резки листового и реже полосового проката, профильного сортового проката (круг, квадрат, уголок, швеллер), а также для пробивки отверстий и выполнения разрубочных работ.
У таких ножниц в зависимости от модели имеются: пробивное устройство 1, ножницы для резки профильного сортамента 2, разрубочное устройство 3 и ножницы для резки листового проката 4.
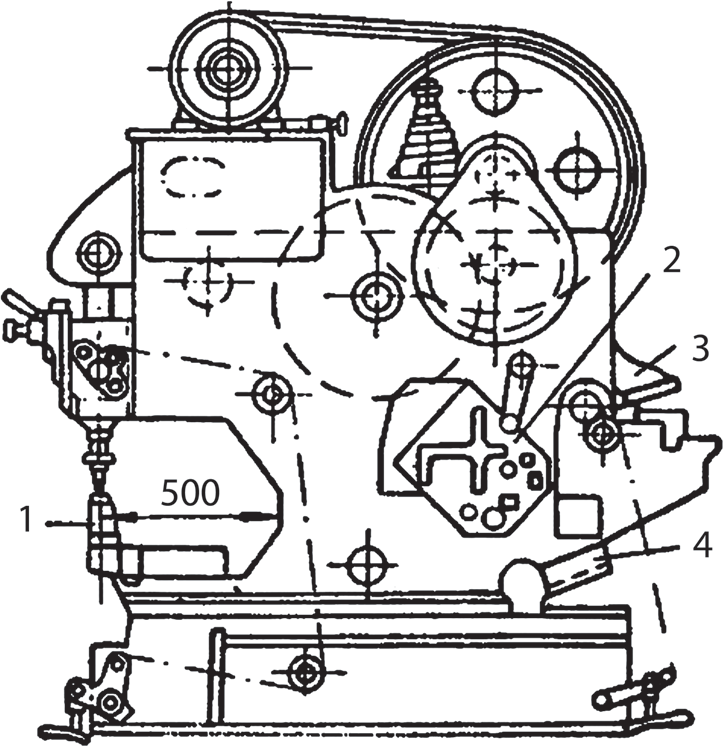
Рис. 9. Комбинированные пресс-ножницы
Принцип резки сортового проката заключается в том, что материал, помещенный между ножами соответствующего профиля, разрезается при сдвиге одного (подвижного) ножа по отношению к другому (неподвижному).
Пробивка отверстий, как и зарубочные работы, производится чаще всего по разметке и в отдельных случаях по специальным шаблонам. Шаблон повторяет контур высечки. Он накладывается на заготовку и помогает ориентировать ее по отношению к ножам.
Резка на листовых ножницах производится в основном по разметке. Мерные по длине заготовки из проката отрезаются по специальным упорам или по разметке.
Читайте также: