Соединение двух разных металлов
Обновлено: 04.07.2024
В процессе сварки однородных деталей взаимная диффузия и растворение материалов, а также образование жидких и твердых растворов происходит без каких-либо ограничений и сложностей. Однако совсем иначе дело обстоит со сваркой разнородных металлов. В данном случае приходится сталкиваться с металлургической несовместимостью деталей, которые имеют принципиальные отличия в характеристиках кристаллической решетки, а также разные температуры плавления и показатели теплопроводности. Именно поэтому прежде чем начнется работа и осуществится, например, сварка алюминия со сталью, необходимо рассмотреть совместимость используемых металлов и учесть трудности, которые могут возникнуть в процессе их соединения.
Практически невозможно сварить металлы, неспособные взаимно раствориться между собой в расплавленном состоянии: железо и свинец, железо и магний, свинец и алюминий. Эти пары в жидком состоянии практически не смешиваются и создают слои, которые при дальнейшем затвердевании могут быть без особого труда отделены друг от друга. Что касается легко поддающихся сварке разнородных металлов, то их количество довольно ограничено. К ним можно отнести титан и железо, медь и железо, титан и ванадий, алюминий и серебро.
На данный момент самыми востребованными являются конструкции, получаемые путем сплава стали с алюминием, чугуном или медью. Сварка этих металлов широко используется в авиационном строении, радиоэлектронике, производстве бытовых приборов. Оптимальные свойства некоторых конструкций возможны только благодаря применению деталей из комбинированных материалов, ведь именно в этом случае изделие будет совмещать в себе преимущества сразу двух металлов. Однако приступая к работе с разнородными металлами, важно учитывать особенности их взаимодействия.
Процесс соединения алюминия со сталью
Сварка алюминия и стали сопряжена с серьезными трудностями, которые возникают в связи с большой разницей температур плавления металлов и различиями в уровне их теплопроводности. На практике это выражается в том, что алюминий становится жидким еще до того, как сталь успевает прогреться, кроме того, шов получается недостаточно прочным. Чтобы соединить металлы с такими разными характеристиками и получить приемлемый результат, нередко используется диффузная, ультразвуковая, а также контактная с оплавлением и холодная сварка металла.
Покрытия для улучшения свариваемости
Проблемы, которые возникают при сварке плавлением алюминия и стали, вполне удачно решаются с помощью применения специальных покрытий. На сталь гальваническим или горячим погружением наносится металл, который обладает хорошей совместимостью со сталью. Чаще всего для этих целей используется слой цинка, который улучшает растекание алюминия. Кроме того, для сварки алюминия и стали применяется переходная вставка из тех же материалов, которая получается с помощью другого метода соединения, например, путем холодной ковки.
Теплофизические свойства материалов значительно затрудняют процесс сварки, при этом даже использование специальных покрытий и вставок не решает всех возможных проблем. Дело в том, что при соединении разнородных металлов на стыке могут образовываться интерметаллиды, которые отличаются чрезмерной хрупкостью. Чтобы избежать ненужных проблем, необходимо выбрать правильный режим сварки, который позволит избежать перегрева поверхности металлов. Если процесс произведен с учетом всех особенностей алюминия и стали, в результате проведенных сварочных работ появится надежное и долговечное соединение, которое, однако, лучше не использовать для конструкций, часто подвергающихся механическому воздействию.
Свариваемость чугуна и стали
Несмотря на то, что чугун и сталь обладают схожестью химического состава, процесс сварки этих металлов также характеризуется определенными трудностями. Дело в том, что чугун содержит большое количество углерода, а потому достаточно плохо поддается плавлению. Чтобы сварить эти разнородные материалы, используются специальные электроды. Для получения надежного и прочного шва перед обработкой детали следует тщательно зачистить, особенно это касается заготовки из чугуна, который легко впитывает различные технические жидкости.
Подогрев изделия в процессе работы
Чтобы соединить чугун и сталь, как правило, используется сварочный ток обратной полярности. Однако обратите внимание, что в случае применения аппаратов с высоким током холостого хода, необходимо использовать переменный ток. В процессе работы детали необходимо прогреть до 600 градусов по Цельсию. Такая температура позволит избежать чрезмерного расширения металла, которое нередко приводит к необратимой деформации материала. В результате сварочных работ, проведенных по описанной технологии, прочный герметичный шов образуется всего за один проход.
В случае, если подогрев заготовок невозможен, сварка чугуна со сталью производится несколько иначе. Когда необходимо соединить слишком большие детали или металл имеет легкоплавкие вкрапления, процесс сварки осуществляется с помощью коротких валиков, каждый из которых необходимо охлаждать перед использованием следующего. Стоит отметить, что данный метод сварки не обеспечивает должную прочность шва, поэтому для соединения чугуна и стали более предпочтителен метод, предусматривающий предварительный подогрев деталей.
Свариваемость меди со сталью
Определенные трудности в процессе соединения данных металлов возникают в связи с различием в уровне их теплопроводности, а также из-за низкой температуры плавления меди. Именно поэтому прежде чем приступать к процессу, следует учесть все особенности материалов и подобрать наиболее оптимальный способ сварки. Только в этом случае можно получить качественное соединение, которое будет обладать всеми необходимыми характеристиками.
Применение защитных газов
На самом деле медь и все ее сплавы довольно неплохо сваривается со сталью. Пожалуй, самым высоким качеством обладает соединение, которое производится путем аргонодуговой сварки. С ее помощью образуется шов, который характеризуется хорошей герметичностью и прочностью. Аргонодуговая сварка производится с применением вольфрамовых электродов либо плазменной струи и специальной присадочной проволоки. Обратите внимание, что в процессе работы дугу следует немного смещать к меди, что поможет предотвратить перегрев стали.
Сварка меди и стали также может быть произведена с помощью флюсов в среде защитных газов. В этом случае используют плавящиеся либо неплавящиеся электроды и проволоку. При наплавлении меди на сталь вполне эффективен дуговой метод сварки керамических флюсов, который позволяет добиться требуемой износостойкости и твердости материала. Данный вид работы предполагает использование плоских электродов.
Мангал из металла — это занятие, которое по силам каждому сварщику. Как сделать его своими руками, читайте в этой статье.
Соблюдение технологии — гарантия качества
Сварка разнородных металлов — достаточно трудоемкий процесс, который осложняется существующими различиями в свойствах материалов. Однако если грамотно подойти к процессу и учесть все рекомендации, связанные с особенностями металлов, можно получить прекрасный результат в виде качественного и надежного соединения, которое будет обладать преимуществами всех его компонентов.
Совместимость металлов или как избежать гальванической коррозии?

Контактная коррозия происходит при непосредственном контакте двух разнородных металлов. Нельзя, к примеру, соединять алюминиевые листы медной заклепкой, так как при определенных условиях они образуют сильную гальваническую пару.
Разные металлы имеют разные электродные потенциалы. В присутствии электролита один из них играет роль катода, а другой анода. В результате химической реакции, протекающей между ними, начнется коррозионный процесс, в котором медь (катод) будет беспощадно разрушать алюминий (анод).
Почти все пары разнородных металлов, находящиеся в контакте между собой, подвержены коррозии, так как даже влага из воздуха может выступить в роли электролита и активировать их электродный потенциал. Но одни пары уязвимы в большей степени, а другие – в меньшей.
Например, алюминий отлично контактирует с оцинкованной сталью, хромом и цинком, а латунь совершенно не «дружит» со сталью, алюминием и цинком. Чтобы узнать, какие металлы совместимы, а какие нет, обратимся к основам химии.
В ряду электрохимической активности металлы стоят в следующей последовательности:

Электрохимический ряд напряжения металлов
Для примера рассмотрим пару алюминий – медь. Алюминий стоит в ряду слева от водорода и имеет электроотрицательный потенциал равный -1.7В, а медь находится справа и имеет положительный потенциал +0.4В. Большая разница потенциалов приводит к разрушению более активного алюминия. Медь сильнее всех, впереди стоящих элементов, поэтому в паре с любым из них она выйдет победителем. Чем дальше друг от друга в ряду стоят элементы, тем выше их несовместимость и вероятность протекания гальванической коррозии.
Данные о совместимости некоторых металлов представлены в таблице:
| Алюминий | Латунь | Бронза | Медь | Оцинкованная сталь | Железо | Свинец | Нержавеющая сталь | Цинк | |
| Алюминий | Д | Н | Н | Н | Д | О | О | Д | Д |
| Медь | Н | О | О | Д | О | Н | О | Н | Н |
| Оцинкованная сталь | Д | О | О | О | Д | О | Д | О | Д |
| Свинец | О | О | О | О | Д | Д | Д | О | Д |
| Нержавеющая сталь | Д | Н | Н | Н | О | О | О | Д | Н |
| Цинк | Д | Н | Н | Н | Д | Н | Д | Н | Д |
Д – абсолютно допустимые контакты (низкий риск ГК);
О – ограничено допустимые контакты (средний риск ГК);
Н – недопустимые контакты (высокий риск ГК).
Приведенная таблица может служить кратким справочником для определения совместимости некоторых конструкционных металлов. Допустимость и недопустимость контактов разнородных в электрохимическом отношении металлов устанавливает ГОСТ 9.005-72.
Пример недопустимых гальванических пар:

Гальваническое действие может возникнуть, если строительную конструкцию из нержавеющей стали скреплять оцинкованными болтами. В этой нежелательной паре пострадает высоко анодный крепеж, поскольку его электроны будут перемещаться в направлении катодной нержавеющей стали. Поэтому, крепежные детали должны быть изготовлены из менее гальванически активного металла, чем материал металлоконструкции.

На скорость течения гальванокоррозии оказывает влияние площадь поверхности анода и катода. Если большой по размеру анод соединить с маленьким катодом, то анод будет ржаветь медленно, а если сделать наоборот, то быстро. Например, используйте болты из нержавеющей стали для крепления алюминия, но не наоборот.
Степень интенсивности протекания контактной коррозии зависит и от условий эксплуатации соединения. В обычных атмосферных условиях процесс будет протекать менее быстро и возрастает в агрессивной электропроводной среде, например, растворах кислот и щелочей. Присутствие в воде других веществ увеличивает проводимость электролита и скорость коррозии. Поэтому при проектировании конструкций важна оценка окружающей среды.
Как защитить конструкцию или узел от контактной коррозии?
Если по конструктивным соображениям невозможно избежать нежелательного контакта разнородных металлов, то можно попытаться уменьшить гальваническую коррозию с помощью следующих методов:
- окраска поверхностей в районе их стыка;
- нанесение совместимых металлических покрытий;
- изоляция соединения от внешней среды;
- электрическая изоляция;
- установка неметаллических прокладок, вставок, шайб в болтовых соединениях.
Практика показывает, что в тех случаях, когда пренебрегают требованиями к допустимости контактов разных металлов, приходится дорого за это расплачиваться. Неправильная компоновка контактных пар выводит из строя узлы крепления, металлоконструкции и может стоять человеческой жизни.
Руководство по материалам электротехники для всех. Часть 12. Финальная
Последняя часть руководства. Внутри бонусные главы, немного новых фотографий, и главное — pdf с руководством которое можно скачать и поделиться с другом.
Доработки (доступны в pdf версии):
— Добавлены фото деструкции оптического поликарбоната, добавлены фото кварцевого стекла, фото проводящих углеродных композиций в конструкции ПДУ.
— Доработан раздел с изолентами, пришлось подождать посылок, но оно того стоило — теперь это самое полное описание изоляционных лент (добавлена полиэфирная, мастичная, тканевая и другие виды лент).
— Добавлена глава про электрические соединения — с ответом на вопрос почему нельзя.
— Ну и много мелких правок согласно комментариям.
Название я сменил, просто из соображений «легко запомнить-легко гуглить».
Электрические соединения
Популярная шутка говорит о том, что электротехника — это наука о контактах. И две основные неисправности — нет контакта там где он должен быть, и есть контакт там где его быть не должно.
На обложке этого руководства изображена скрутка двух проводов — медного и алюминиевого. Некоторых читателей такое зрелище возмутило, и не без оснований — так делать нельзя. Если попытаться разобраться в причинах этого «нельзя», то можно найти множество дискуссий на эту тему, практически в каждой из которых можно найти довод «всегда так делал, на даче такая скрутка работает уже 100500 лет». К сожалению, понимания причин запрета такой подход не привносит.
В чем же проблема соединить в контакт два произвольных металла? Дело в том, что в силу некоторых причин (о которых ниже) некоторые металлы образуют надежный контакт и работают практически безотказно, а некоторые образуют контакт, который тоже работает, но менее надежен и чаще приносит проблемы. Нужно понимать, что «чаще» не означает, что если вы сделали такое соединение, то оно откажет завтра с вероятностью 100%. Нет, вероятность отказа станет не 0,0001%, а к примеру 0,01%. Все такая же малая, но вас бы не устроила в 100 раз большая вероятность пожара?
Опыт эксплуатации различной техники привел инженеров к выводу, что определенные комбинации металлов обеспечивают приемлемую надежность контакта, а некоторые слишком низкую. Еще раз стоит отметить, что на надежность контакта сильно влияют условия эксплуатации, если соединение находится при постоянной температуре в сухом месте, то оно может быть вполне надежным, даже если пара металлов нежелательная.
Ряд электрохимической активности металлов
Первая причина нарушения контакта которую мы рассмотрим — электрохимическая коррозия. Некоторые из вас помнят со школы ряд активности металлов (неполный):
Li K Ba Sr Ca Na Mg Al Mn Cr Zn Fe Cd Co Ni Sn Pb H Sb Bi Cu Hg Ag Pd Pt Au
| Металл | Электрохимический потенциал, Вольт |
|---|---|
| Литий (Li) | -3,0401 |
| Калий (K) | -2,931 |
| Барий (Ba) | -2,905 |
| Стронций (Sr) | -2,899 |
| Кальций (Ca) | -2,868 |
| Натрий (Na) | -2,71 |
| Магний (Mg) | -2,372 |
| Алюминий (Al) | -1,700 |
| Марганец (Mn) | -1,185 |
| Хром (Cr) | -0,852 |
| Цинк (Zn) | -0,763 |
| Железо (Fe) | -0,441 |
| Кадмий (Cd) | -0,404 |
| Кобальт (Co) | -0,28 |
| Никель (Ni) | -0,234 |
| Олово (Sn) | -0,141 |
| Свинец (Pb) | -0,126 |
| Водород (H) | 0 |
| Сурьма (Sb) | +0,240 |
| Висмут (Bi) | +0,317 |
| Медь (Cu) | +0,338 |
| Ртуть (Hg) | +0,7973 |
| Серебро (Ag) | +0,799 |
| Палладий (Pd) | +0,98 |
| Платина (Pt) | +0,963 |
| Золото (Au) | +1,691 |
Для инженера этот ряд говорит следующее: В присутствии электролита (вода, влажность воздуха) в паре металлов будет разрушаться тот металл, что в ряду напряженности левее. Чем дальше друг от друга металлы в ряду, тем интенсивнее будет протекать коррозия. На базе
этого явления построена электрохимическая защита металлов, например оцинковка стали. При наличии воды, первым делом разрушается цинковое покрытие, и только после того как оно разрушилось начинается коррозия стали.
В случае электрических контактов, нам важнее не то, какой металл разрушится в паре, они нужны оба, а то, насколько интенсивно будет протекать процесс коррозии. И в этом плане потенциал создаваемый парой алюминий-медь 2,038 В очень большой, его достаточно чтобы разорвать молекулу воды в процессе электролиза! Но если разделить эти два металла стальной оцинкованной пластинкой, то образуется две пары: цинк-алюминий с потенциалом 0,937 В, и цинк-медь, с потенциалом 1,101 В. Это уже не такие большие потенциалы, поэтому процесс коррозии будет протекать медленнее.
Принимая во внимание, что основными металлами для изготовления проводников являются медь и алюминий, то заучивать таблицу и считать потенциалы не требуется, важно только помнить, что непосредственно соединять медь и алюминий в электрический контакт работающий на воздухе нельзя.
Тепловое расширение
Все тела при нагревании расширяются, и металлы не исключение. Для любого материала есть характеристика, такая как «коэффициент теплового расширения тел», который показывает, во сколько раз увеличится размер тела, при нагреве на 1 градус Цельсия. (В различных диапазонах температур значение теплового коэффициента расширения может различаться, кроме того для некоторых анизотропных материалов коэффициент может различаться в разных плоскостях. Для упрощения не будем учитывать эту разницу, воспользовавшись усредненными значениями) Вот небольшая табличка:
| Материал | Тепловой коэффициент расширения α, (1/К) |
|---|---|
| Алюминий | |
| Медь | |
| Сталь | |
| Стекло | |
| Стекло термостойкое (боросиликатное) | |
| Стекло кварцевое | |
| Инвар (сплав) | |
| Платина |
Из этой таблички видно, что соединение из двух материалов при нагревании будет расширяться по разному, провоцируя внутренние напряжения и деформации. Иногда это полезное свойство — оно используется в биметаллических пластинках в терморегуляторах, такие пластинки при нагреве изгибаются и разрывают контакт. Но в деле создания надежного электрического соединения такая разница в величине теплового расширения может ослабить контакт. Если соединение не обладает упругими свойствами, то спустя нескольких циклов нагрева и охлаждения, можно обнаружить что вместо плотного тугого контакта проводник болтается.
Если соединения разных материалов не избежать, то нужно помнить, что такое соединение потенциально может ослабнуть при изменениях температуры, и должно быть обслуживаемым и контролируемым. Замуровать соединение медного и алюминиевого проводника в стенке под слоем штукатурки — плохая идея.
Ползучесть
Некоторые материалы склонны проявлять явление «ползучести», когда к примеру проводник под небольшой механической нагрузкой, не достаточной для пластической деформации, тем не менее деформируется со временем. Величина этого явления зависит от нагрузки и от температуры, характеризуясь очень малой величиной. Пройдут тысячи часов, прежде чем размер тела изменится на доли процента. Тем не менее это явление достаточно важно в обеспечении надежного контакта. Ползучесть, наряду с тепловым расширением вносит вклад в то, что затянутая клемма спустя годы ослабевает и провод в ней болтается.
К сожалению алюминий (чистый) обладает значительно более интенсивной ползучестью, чем медь, что делает электрические контакты с его участием менее надежными и требующими регулярного обслуживания. Это стоит помнить при ремонте и обслуживании проводки из алюминиевого кабеля времен СССР. Производители современных алюминиевых кабелей легируют алюминий в токопроводящей жиле, добиваясь уменьшения ползучести до значений, сопоставимых с медью, пускай и ценой небольшого снижения электропроводности.
Так как же все-таки соединять провода?
Вопрос сложный тем, что ответ зависит от условий работы соединения и однозначно универсального способа нет.
Но про пару алюминий-медь было сказано столько плохого, что я просто обязан дать ответ на вопрос «как их соединять?».
Первый вариант — классический, при помощи стальной пластинки исключая непосредственный контакт меди и алюминия. Стальная пластинка предотвратит интенсивную электрохимическую коррозию (но не избавит от нее совсем), обеспечит приемлемое усилие на площади контакта проводников. Но такое соединение требует регламентных работ по обслуживанию: 1–2 раза в год необходимо проверять усилие затяжки проводников.
Второй вариант. Специализированные пружинные клеммы для алюминиевого проводника. (например клеммники WAGO серии 2273 с пастой). В такой клемме зачищенный проводник всё время прижимается пружинным контактом, предотвращая его ослабление вследствие ползучести.
Паста внутри клеммника предотвращает доступ влаги и воздуха к поверхности алюминия, препятствуя окислению проводника. (Важно отметить, клеммы должны быть качественные, а сечение проводника номинальным. Самолично наблюдал сгоревшие соединения выполненные клеммами, купленными в ближайшем киоске (вероятно поддельными).)
Третий вариант — Медно-алюминиевые гильзы. Этот вид соединения актуален для силовых линий на большие токи с сечением от 10 кв. мм. Медно-алюминиевые гильзы предназначены под опрессовку специальным инструментом. Соединенные в толще металлы обеспечивают надежный контакт большой площади, влага и электрохимическая коррозия могут лишь повредить нежную поверхность гильзы, не нарушив контакт в толще.
И помните, любое силовое электрическое соединение (тем более из разных металлов) должно быть доступно для обслуживания! Замурованная в стену скрутка — залог того, что вас будет вспоминать ремонтная бригада в различных матерных выражениях.
Заключение
Так как установка при написании данного пособия была на минимум брехни, я писал о том, что сам пощупал, использовал, с чем работал. Некоторые темы я не раскрыл, в силу малого опыта (или малого количества собранного материала) в этих областях, но их стоило бы раскрыть. Переписывать бездумно то, что описано в специализированной литературе я не стал, зачем искажать источник? Поэтому, если вы можете что-то рассказать по теме — я буду рад включить ваш текст в руководство.
Данное руководство распространяется свободно, вы можете скачать самую последнюю вер-
сию у меня в блоге совершенно бесплатно. Если вам понравилась моя работа, я буду рад услышать от вас пожелания и предложения, а также замечания и указания на допущенные ошибки.
Где скачать?
→ Руководство на GitHub вместе с исходником текста и фотографиями. Там же pdf с книгой.
→ Домашняя страничка руководства на моем сайте.
Если вы захотите бумажный экземпляр к себе на полку, то его можно приобрести (технология печати по требованию). Это не реклама — я выставил руководство по себестоимости — не заработаю ни копейки. К сожалению в бумажном виде иллюстрации будут черно-белые.
Благодарности
Выражаю признательность Алексею Gall Галахову за ценные дополнения руководства и помощь в верстке руководства.
Talion_amur за предоставленный образец ртутного счетчика времени наработки.
Спасибо всем кто написал комментарии, они дали ценную обратную связь.
Пользуясь случаем хочу передать привет Meklon DIHALT Milfgard lozga superhimik tnenergy BarsMonster — я с удовольствием читаю ваши посты и старался держать планку не ниже.
Ссылки на части руководства:
1: Проводники: Серебро, Медь, Алюминий.
2: Проводники: Железо, Золото, Никель, Вольфрам, Ртуть.
3: Проводники: Углерод, нихромы, термостабильные сплавы, припои, прозрачные проводники.
4: Неорганические диэлектрики: Фарфор, стекло, слюда, керамики, асбест, элегаз и вода.
5: Органические полусинтетические диэлектрики: Бумага, щелк, парафин, масло и дерево.
6: Синтетические диэлектрики на базе фенолформальдегидных смол: карболит (бакелит), гетинакс, текстолит.
7: Диэлектрики: Стеклотекстолит (FR-4), лакоткань, резина и эбонит.
8: Пластики: полиэтилен, полипропилен и полистирол.
9: Пластики: политетрафторэтилен, поливинилхлорид, полиэтилентерефталат и силиконы.
10: Пластики: полиамиды, полиимиды, полиметилметакрилат и поликарбонат. История использования пластиков.
11: Изоляционные ленты и трубки.
Так получилось, что у меня параллельно собирается материалы по нескольким темам, какая тема интереснее?
Руководство по материалам электротехники для всех. Часть 3
Продолжение руководства по материалам электротехники. В этой части заканчиваем разбирать проводники: Углерод, Нихромы, термостабильные сплавы, припои — олово, прозрачные проводники.
Хочу сказать спасибо всем за дельные комментарии к предыдущим частям, мой список TODO растет. Если тенденция сохранится, то итоговую версию руководства в формате pdf я опубликую не в 11 части, как планировал, а отдельно 12й частью вместе со списком доработок и улучшений. Оставляйте пожелания в комментариях какие места требуют более подробного обьяснения.
Эта часть посвящена «так себе проводникам» — материалам которые проводят ток, но делают это весьма паршиво, и с этим мирятся только благодаря каким-то особым свойствам материала, которого нет у других проводников.
Углерод
С — углерод. Не совсем металл, но тоже проводник. Графит, угольная пыль — не такие хорошие проводники как металлы, но зато очень дешевые, не подвержены коррозии.
Примеры применения
Компонент резисторов. В виде пленок, в виде объемных брусков в диэлектрической оболочке.
Добавка в полимеры для придания электропроводности. Для защиты от образования статического электричества достаточно ввести в состав полимера мелкодисперсный графит, и пластик из диэлектрика становится очень плохим проводником, достаточным, что бы статический заряд с него стекал. При работе с изделиями из такого пластика они не будут прилипать и искрить, что важно при пожароопасности или работе с электроникой.

Токопроводящий лак на базе суспензии графита.
На базе полимеров, заполненных мелкодисперсным графитом, основаны различные нагреватели — пленочные электронагреватели теплых полов, греющие кабели для систем водоснабжения, нагреватели для одежды и т.д. Высокий коэффициент расширения полимеров при нагреве приводит к отрицательной обратной связи, что делает такие нагреватели саморегулирующимися и потому безопасными. При пропускании тока через такой полимер, он нагревается, от нагрева расширяется, контакт между частичками углерода в матрице из полимера ухудшается, от этого увеличивается сопротивление — уменьшается протекаемый ток, уменьшается нагрев. В итоге, устанавливается некоторая температура полимера, стабильно поддерживающаяся этим механизмом обратной связи без каких либо внешних устройств.

Нагреватель от печки лазерного принтера. Основа — фарфор, проводники — серебро. Нагреватель — углеродная композиция, покрыта для защиты слоем глазури.
Аналогично устроены полимерные самовосстанавливающиеся предохранители. Если ток через такой предохранитель превысит номинальный, от нагрева полимер в составе расширяется, и резко увеличившееся сопротивление прерывает ток через предохранитель до некоторого небольшого значения. Такие предохранители обеспечивают медленную защиту, но не требуют замены предохранителя после каждой аварии.
Угольный сварочный электрод — используется для сварки, когда от электрода требуется только поддерживать дугу не плавясь. Уголь значительно дешевле вольфрама, но менее прочен и постепенно сгорает на воздухе.

Электроды от дуговой лампы, использовавшейся для киносъемок. Марка электродов КСБ — Уголь КиноСьемочный Белопламенный неомедненный.
Медно-графитовые материалы. Получают спеканием порошка меди и графита в разных пропорциях. В зависимости от состава могут быть от чёрных как уголь до темно красных с медным блеском. Используется как материал скользящих контактов — щеток электрических приборов. Такие щетки обеспечивают низкое сопротивление вращению — хорошо скользят по контактам коллектора. Кроме того их твёрдость заметно ниже твёрдости металла коллектора, так что в процессе работы истираются и подлежат замене дешевые щетки а не дорогой ротор.

Изношенные щетки от двигателя стиральной машины. Плохой контакт щеток с коллектором — причина повышенного искрения.
Источники
Если вдруг понадобился срочно угольный электрод, например сварить термопару, самый доступный способ — вытащить центральный электрод из солевой батарейки (маркировка которой начинается с R а не LR, щелочные («алкалиновые») не подойдут). Угольный стержень из батарейки содержит в себе следы электролита, поэтому перед применением не лишнем будет промыть и прокипятить его в воде для удаления остатков электролита.
Нихромы
Для изготовления нагревателей, мощных сопротивлений требуются сплавы со следующими требованиями:
- Относительно высокое удельное сопротивление — иначе нагреватель придется делать длинным и тонким, что отрицательно скажется на долговечности.
- Устойчивость к окислению на воздухе. Если в колбу лампы накаливания попадет воздух, то спираль очень быстро сгорит. При высоких температурах скорости химических реакций растут, и кислород воздуха начинает окислять даже стойкие при комнатной температуре металлы.
- Иметь приемлемые механические характеристики. Низкая пластичность и повышенная хрупкость негативно скажется на надежности изделия.
Нихром (55-78% никеля, 15-23% хрома) рабочая температура до 1100 °C хотя нихромы — это целый класс сплавов с небольшой разницей в составе.
Фехраль, название образовано от состава FeCrAl (12-27% Cr, 3.5-5.5% Al, 1% Si, 0.7% Mn, остальное Fe) рабочая температура до 1350 °C (Иногда называют канталом — kanthal, это не марка сплава, а торговая марка, которая стала нарицательной, как например «термос»).
Добавка хрома обеспечивает образование защитной пленки на поверхности сплава, благодаря чему нагреватели из нихрома могут длительное время работать на воздухе с высокой температурой поверхности.
Фехраль после нагрева становится ломким. Нихром после нагрева еще можно как-то гнуть. При этом фехраль дешевле нихрома, в рознице не так заметно, но ощутимо в оптовых партиях.
Нихромовая спиралька с фитилем внутри — испаритель электронной сигареты. Нихромовой струной, подогреваемой электрическим током, режут пенополистирол. Также из нихрома изготавливают термосьемники изоляции — на сегодняшний день самый надежный способ снять изоляцию с провода и не повредить токопроводящую жилу.
На удивление, достаточно трудно купить нихром в виде проволоки в небольших количествах, местные продавцы о количествах менее килограмма даже слышать не хотят. Так что, если понадобится изготовить нагревательный элемент — то проще перемотать нихром с какогонибудь неисправного тепловентилятора.
Концы нагревательных элементов обычно приваривают к тоководам или зажимают механически — винтом или опрессовкой.
Сплавы для изготовления термостабильных сопротивлений
У всех материалов есть ТКС — температурный коэффициент сопротивления, мера того, насколько изменяется сопротивление с изменением температуры. Он может быть положительным — как у металлов, с ростом температуры сопротивление растет, может быть отрицательным, как у полупроводников, с ростом температуры сопротивление падает. При изготовлении точных измерительных приборов необходимо иметь сопротивления с минимальным дрейфом номинала в зависимости от температуры. Для этого изобрели сплавы с минимальным ТКС:
Константан (59% Cu, 39-41% Ni, 1-2% Mn)
Манганин (85% Cu, 11.5-13.5% Mn, 2.5-3.5% Ni)
Таблица, с указанием температурного коэффициента (обозначается как α) для различных
металлов:
| Материал | Температурный коэффициент α |
|---|---|
| Кремний | -0,075 |
| Германий | -0,048 |
| Манганин | 0,00002 |
| Константан | 0,00005 |
| Нихром | 0,0004 |
| Ртуть | 0,0009 |
| Сталь 0,5% С | 0,003 |
| Цинк | 0,0037 |
| Титан | 0,0038 |
| Серебро | 0,0038 |
| Медь | 0,00386 |
| Свинец | 0,0039 |
| Платина | 0,003927 |
| Золото | 0,004 |
| Алюминий | 0,00429 |
| Олово | 0,0045 |
| Вольфрам | 0,0045 |
| Никель | 0,006 |
| Железо | 0,00651 |
Если упростить, то коэффициент α говорит, во сколько раз изменится сопротивление проводника при изменении температуры на один градус Цельсия.
Припои
Пайка — это процесс соединения двух деталей при помощи припоя, материала с температурой плавления меньшей, чем у соединяемых деталей. Например, соединение двух медных проводников при помощи олова. Именно использование припоя — основное отличие от сварки, когда детали соединяются расплавом из самих себя, например стальной крюк к стальной двери приваривается при помощи стального плавящегося сварочного электрода.
Припои чаще классифицируют на две группы — тугоплавкие (температура плавления 400°С и более) и легкоплавкие. Или, иногда, на твёрдые и мягкие. Учитывая, что мягкие припои обычно легкоплавкие, то часто твёрдые припои синоним тугоплавких, а мягкие припои — легкоплавких.
В электронной технике припои используют для создания надежного электрического контакта. Основные припои в электронной технике — мягкие, на базе олова и оловянно-свинцовых сплавов. Все остальные экзотические припои рассматриваться не будут.
Олово
Sn — Олово. Основной компонент мягких припоев. Олово — относительно легкоплавкий металл, что позволяет использовать его для соединения проводников. В чистом виде не используется (см. факты). Из-за дороговизны олова (а также других причин, см. ниже), его в припоях разбавляют свинцом. Припой из 61% олова и 39% свинца образует эвтектику, такой смесью, ПОС-61 (Припой Оловянно-Свинцовый — 61% олова) паяют радиодетали на платах, провода. В менее ответственных узлах (шасси, теплоотводы, экраны и т.п.) олово в припоях разбавляют сильнее, до 30% олова, 70% свинца.
Электронные устройства долгое время паяли оловянно-свинцовыми припоями. Затем набежали экологи и заявили, что свинец — металл тяжелый, токсичный, и проблемы бы не было, если бы все эти ваши айфоны, компьютеры и прочие гаджеты не оказывались на свалке, откуда свинец попадает в окружающую среду. Поэтому придумали серию бессвинцовых припоев, когда олово разбавлено висмутом, или вовсе используется в чистом виде, стабилизированное добавками, например, серебра. Но эти припои дороже, хуже по характеристикам, более тугоплавкие. Поэтому оловянно-свинцовые припои надолго останутся в ответственных изделиях военного, космического, медицинского применения.
Кроме того, бессвинцовые припои склонны к образованию «усов». Оловянные усы — длинные тонкие кристаллы, вырастающие из оловянного припоя — причина отказов и сбоев аппаратуры. К сожалению, присадки в припои не позволяют на 100% прекратить рост «усов», поэтому оловянно-свинцовые припои, как проверенные временем, используются в критичных системах — космос, медицина, военка, атомные применения. Подробнее про усы.
Факты об олове
- Чистое олово подвержено «оловяной чуме», когда при температурах ниже 13,2 °C олово меняет свою кристаллическую решетку, превращаясь из блестящего металла в серый порошок (как при нагревании алмаз превращается в графит). Согласно байкам, оловянная чума — одна из причин поражения Наполеоновской армии в условиях суровых российских городов (представьте, как на морозе ваши пуговицы, ложки, вилки, кружки превращаются в серый порошок). И вполне состоявшийся факт, что оловянная чума стала одной из причин которая погубила экспедицию Скотта — консервные банки, емкости с топливом были пропаяны оловом и на морозе просто развалились. Небольшая добавка висмута практически устраняет оловянную чуму.
- Олово проводит электрический ток в 7 раз хуже меди.
- Олово используется как защитное покрытие консервных банок — луженая жесть при контакте с пищей не делает её опасной. (но так как олово правее железа в ряду напряженности металлов, лужение не защищает железо от коррозии гальванически, как цинк, который левее железа в ряду напряженности. Как работает гальваническая защита можно прочитать по ссылке).
- До широкого распространения алюминия, фольгу делали из олова, её называли «станиоль» (от stannum — латинское навание олова).
- Не пытайтесь отремонтировать ювелирные украшения при помощи мягких оловянных и оловянно-свинцовых припоев. Прочность соединения будет неприемлемой, а наличие легкоплавкого припоя на поверхности осложнит нормальную пайку твёрдыми припоями.
Легкоплавкие припои
На базе сплавов с содержанием олова были разработаны легкоплавкие припои. И даже очень легкоплавкие припои, которые плавятся в горячей воде. Хороший список сплавов есть в Википедии.

Катушки и прутки оловянно-свинцовых припоев. Проволока из припоя содержит центральный канал с флюсом, облегчающим процесс пайки.
Основные припои для радиоаппаратуры
- ПОС-61 — 61% олова, остальное — свинец. Температура плавления (ликвидус) 183 °C. Есть множество сходных по составу и по свойствам импортных припоев, в которых пропорции компонентов отличаются на пару процентов, например Sn60Pb40 или Sn63Pb37.
- ПОС-40 — 40% олова. Остальное — свинец. Температура плавления (ликвидус) 238 °C Менее прочный, более тугоплавкий, неэвтектический (плавится не сразу, есть диапазон температур при котором припой больше походит на кашу). Но благодаря тому, что чуть ли не в два раза дешевле (олово дорогое), применяется для неответственных соединений — пайка экранов, шин. Аналогичны припои ПОС-33 (температура плавления 247С), ПОС-25 (температура плавления 260С), ПОС-15 (температура плавления 280С).
- Бессвинцовые припои. Для пайки медных водопроводных труб горелкой чаще всего используют мягкий припой с 3% меди (Sn97Cu3). Он не содержит свинца, потому пригоден для питьевой воды. По экологическим причинам современную электронику на заводах паяют в основном бессвинцовыми припоями. Хорошая статья.
- Сплав Розе: 25% Sn, 25% Pb, 50% Bi. Температура плавления +94 °C.
- Сплав Вуда: 12,5% Sn, 25% Pb, 50% Bi, 12.5% Cd Температура плавления +68,5 °C.
Если спаять подпружиненные контакты легкоплавким припоем, то получится простой и надежный термопредохранитель, при превышении температуры припой плавится и контакты разрывают цепь. Правда, предохранитель получится одноразовым. Во многих советских телевизорах в блоке строчной развертки была защита из обычной стальной спиральной пружинки, припаянной на легкоплавкий припой. При перегреве, в том числе от большого тока через пружинку, она отпаивалась и отрывалась. Предохранители такого типа очень хороши как защита от пожара.
Прочие проводники
Термопарные сплавы
Для изготовления термопар используют сплавы стойкие к высоким температурам, но при этом обладающие высокой ТермоЭДС. Подробнее про термопары можно прочитать в соответствующей литературе.
Оксид Индия-Олова
Оксид Индия — Oлова (Indium tin oxide или сокращённо ITO) — полупроводник, но обладает невысоким сопротивлением, а самое главное, пленка из оксида индия-олова прозрачна.
Это свойство используется при производстве ЖК дисплеев, сетка электродов на поверхности стекла нанесена именно из оксида индия-олова. Также резистивные touch панели имеют прозрачное проводящее покрытие.
Пленка ITO едва видна в отражении, чтобы хоть как то она была заметна пришлось разобрать ЖК дисплей:

Стекла от ЖК индикатора электронных часов. Индикатор подключался к электронной схеме через токопроводящую резинку, гребенка контактов видна в нижней части стекла.
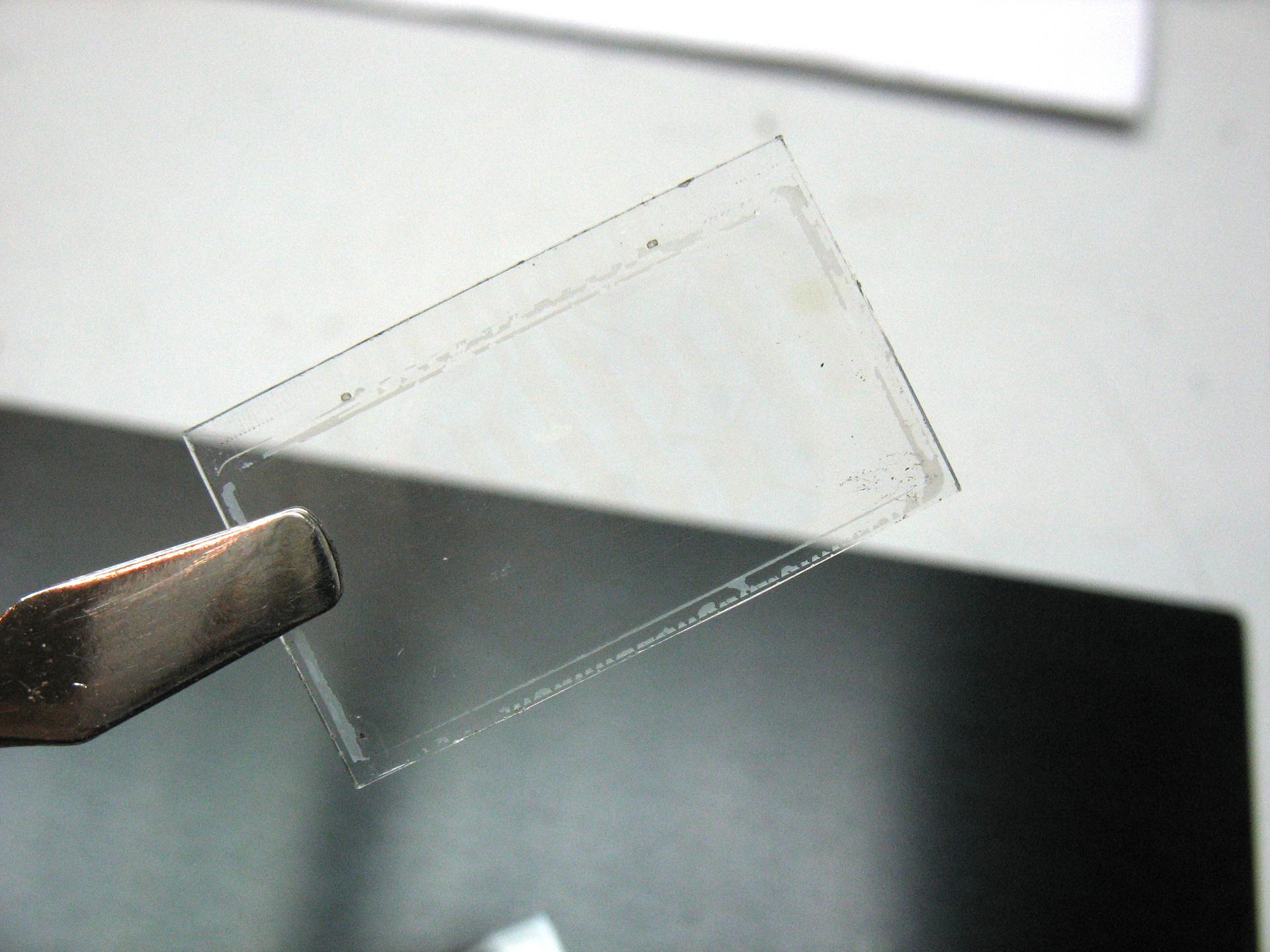
На просвет проводящая пленка не видна

На удивление, сопротивление пленки довольно низкое.
На этом мы закончили проводники. В следующей части начнем обзор диэлектриков
1: Проводники: Серебро, Медь, Алюминий.
2: Проводники: Железо, Золото, Никель, Вольфрам, Ртуть.
3: Проводники: Углерод, нихромы, термостабильные сплавы, припои, прозрачные проводники.
4: Неорганические диэлектрики: Фарфор, стекло, слюда, керамики, асбест, элегаз и вода.
5: Органические полусинтетические диэлектрики: Бумага, щелк, парафин, масло и дерево.
6: Синтетические диэлектрики на базе фенолформальдегидных смол: карболит (бакелит), гетинакс, текстолит.
7: Диэлектрики: Стеклотекстолит (FR-4), лакоткань, резина и эбонит.
8: Пластики: полиэтилен, полипропилен и полистирол.
9: Пластики: политетрафторэтилен, поливинилхлорид, полиэтилентерефталат и силиконы.
10: Пластики: полиамиды, полиимиды, полиметилметакрилат и поликарбонат. История использования пластиков.
11: Изоляционные ленты и трубки.
12: Финальная
Гальваническая пара

Пара не являющихся одинаковыми проводников (разные материалы), обычно металлов, в электрическом контакте.
Названа в честь Луиджи Гальвани. На явление, получившее название "опыт Гальвани", он наткнулся случайно и не смог правильно объяснить, поскольку исходил из ложной гипотезы о существовании некоего животного электричества. Результаты исследований он изложил в "Трактате о силах электричества при мышечном движении"
Гальваническую пару также исследовал Жан-Жак Зульцер (по другим источникам шведский философ Иоган Георг Зульцер) [1] , который писал:
"Если два куска металла, один оловянный, другой серебряный, соединить таким образом, чтобы оба края их были на одной плоскости, и если приложить их к языку, то в последнем будет ощущаться некоторый вкус, довольно похожий на вкус железного купороса, в то же время каждый кусок металла в отдельности не дает и следа этого вкуса. "
Опыты Зульцера повторил и расширил Алессандро Вольта
Гальваническая пара, погруженная в кислотный (щелочной) раствор, будет корродировать (разрушаться под действием коррозии). Этот процесс называется гальваническая коррозия. Как правило, соединения разных металлов всегда подвержены коррозии (если не электролитической, так атмосферной). Но некоторые пары металлов корродируют намного сильнее, ниже список металлов, которые не рекомендуется применять в паре.
Недопустимые гальванические пары:
1 пара:
1) Алюминий и все сплавы на его основе
2) Медь и её сплавы, серебро, золото, платина, палладий, родий, олово, никель, хром
2 пара:
1) Магниево-алюминиевые сплавы
2) Сталь легированная и нелегированная, хром, никель, медь, свинец, олово, золото, серебро, платина, палладий, родий
3 пара:
1) Цинк и его сплавы
2) Медь и её сплавы, серебро, золото, платина, палладий, родий
4 пара:
1) Сталь нелегированная, олово, свинец, кадмий
2) Медь, серебро, золото, платина, палладий, родий
5 пара:
1) Никель, хром
2) Серебро, золото, платина, палладий, родий
6 пара:
1) Титан и его сплавы
2) Алюминий и его сплавы
Необходимо избегать механического соединения деталей, изготовленных из металлов с заметно разными электрохимическими потенциалами. Например, недопустимо соединять латунные детали алюминиевой заклепкой. Для выбора материалов в этих случаях можно руководствоваться таблицей электрохимических потенциалов (так называемый электрохимический ряд).
Примечания
Ссылки
Wikimedia Foundation . 2010 .
Полезное
Смотреть что такое "Гальваническая пара" в других словарях:
гальваническая пара — — [Я.Н.Лугинский, М.С.Фези Жилинская, Ю.С.Кабиров. Англо русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.] Тематики электротехника, основные понятия EN couplegalvanic couplevoltaic couple … Справочник технического переводчика
Гальваническая пара — Galvanic couple Гальваническая пара. Пара не являющихся подобными проводников, обычно металлов, в электрическом контакте. (Источник: «Металлы и сплавы. Справочник.» Под редакцией Ю.П. Солнцева; НПО Профессионал , НПО Мир и семья ; Санкт Петербург … Словарь металлургических терминов
гальваническая пара — Syn: гальванопара … Металлургический словарь терминов
экранированная гальваническая пара — — [Я.Н.Лугинский, М.С.Фези Жилинская, Ю.С.Кабиров. Англо русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.] Тематики электротехника, основные понятия EN shielded galvanic couple … Справочник технического переводчика
КОРРОЗИЯ МЕТАЛЛОВ — самопроизвольное физико химическое разрушение и превращение полезного металла в бесполезные химические соединения. Большинство компонентов окружающей среды, будь то жидкости или газы, способствуют коррозии металлов; постоянные природные… … Энциклопедия Кольера
Амальгама (стоматология) — У этого термина существуют и другие значения, см. Амальгама (значения). Амальгамная пломба «Амальгама» профессиональное название одного из пломбировочных материалов, в свойствах которого используется способность ртути растворять некоторые металлы … Википедия
Galvanic couple — Galvanic couple. См. Гальваническая пара. (Источник: «Металлы и сплавы. Справочник.» Под редакцией Ю.П. Солнцева; НПО Профессионал , НПО Мир и семья ; Санкт Петербург, 2003 г.) … Словарь металлургических терминов
Прокатная окалина — Прокатная окалина, часто просто окалина это чешуйчатые частицы различной толщины, образовавшиеся на поверхности горячекатанной стали и состоящие из окислов железа (2 х, 3 х валентного), а также гематита и магнетита. По химическому составу окалина … Википедия
гальванопара — Syn: гальваническая пара … Металлургический словарь терминов
ГОСТ Р МЭК 60079-0-2011: Взрывоопасные среды. Часть 0. Оборудование. Общие требования — Терминология ГОСТ Р МЭК 60079 0 2011: Взрывоопасные среды. Часть 0. Оборудование. Общие требования оригинал документа: 3.27 Ex заглушка: Резьбовая заглушка, испытуемая отдельно от оболочки оборудования, но сертифицируемая в его составе и… … Словарь-справочник терминов нормативно-технической документации
Читайте также: