Согнуть металлический уголок в кольцо
Обновлено: 05.10.2024
Гибка металлического уголка по радиусу достаточно сложная технологическая операция, так как любое сгибание — это одновременное сжимание внутреннего и растягивание внешнего слоя металла, а, в случае с профилем в виде уголка, такие процессы никак не могут протекать равномерно, что будет сопровождаться попыткой продольного смещения одного из этих слоев.
Непосредственно для металлического уголка применяют два основных способа сгибания в плоскости профиля — это когда одна из полок лежит в вертикальной плоскости, а другая в горизонтальной и ее сгибание будет:
- вовнутрь радиуса кривизны деформации, при этом она будет сильно сжиматься ,
- наружу радиуса кривизны деформации, соответственно, она будет растягиваться .
Холодное сгибание металлического уголка методом вальцовки на специальном профилегибочном оборудовании позволяет согнуть как стальной уголок, так и профиль из алюминия, получая при этом изделия практически любого радиуса с идеальной формой.
Как согнуть уголок по радиусу своими руками можно посмотреть на этом видео.
Стоит иметь в виду, что как для горячего, так и холодного способа сгибания существуют предельные величины радиусов, которые напрямую зависят от размера полок уголка и его толщины. Так, можно упрощенно рассчитать радиус, на который допустимо загибать уголок, согласно следующим значениям:
- допустимый радиус для равнополочного уголка должен составлять минимальные 45 размеров ширины полки;
- для неравнобокового профиля допустимый радиус не может быть меньше 45 размеров ширины полки для большей полки и 50 — для меньшей.
Но лучше и проще руководствоваться значениями, которые приведены в таблицах.
Таблицы минимально допустимых радиусов сгибания стальных уголков в зависимости от типа, размеров и отношения величин полок

Перфорированный арочный профиль
Гибкий угловой профиль под штукатурку может быть изготовлен из металла, пластика или пробки. Свое название перфорированный арочный уголок получил из-за отверстий, которые расположены по всей его поверхности. С одной стороны, изделие оснащается надрезами, которые напоминают лепестки и придают ему Г-образную форму. Перфорированная поверхность позволяет в процессе штукатурных работ получить ровную красивую грань на самых неровных и криволинейных участках арочного проема.

Как согнуть уголок в кольцо своими руками
Нагревать металл необходимо до половины значения температуры его плавления, так, к примеру, алюминиевый уголок придется нагреть как минимум до 250⁰ С, а стальной профиль — до 600⁰ С. Для этого вам понадобится горелка на природном газе или бензиновая паяльная лампа, а лучше всего воспользоваться сварочным ацетиленовым резаком, если уголок большого размера.
С помощью болгарки и сварочного аппарата тоже можно согнуть стальной уголок в кольцо, но для этого необходимо произвести достаточно точные расчеты, разметить и расчертить удаляемые сектора, согнуть и заварить швы. К сожалению, как бы вы ни старались, в этом случае получиться круг в виде округлого многогранника.
Некоторые особенности работы с деревом
Гнутье древесины сопровождается ее деформацией, а также сжатием внутренних слоев и растяжением внешних. Бывает так, что силы растяжения приводят к разрыву внешних волокон. Предупредить это можно при проведении предварительной гидротермической обработки.
Итак, согнуть можно заготовки бруса, сделанного из массива и клееной древесины. Кроме того, для гнутья применяют строганный и лущеный шпон. Самыми пластичными являются лиственные породы. В их числе бук, ясень, береза, граб, клен, дуб, тополь, липа и ольха. Гнутые клееные заготовки лучше всего делать из шпона березы. Стоит отметить, что в общем объеме гнуто-клееных заготовок березовый шпон занимает примерно 60%.
При пропаривании заготовки способность к сжатию значительно увеличивается, а именно на треть, в то время как способность к растяжению повышается всего на несколько процентов. А, значит, думать о том, можно ли гнуть дерево толще 2 см, не стоит априори.
Как самостоятельно из металлического уголка сделать арку ?
Здравствуйте. Имеется барбекюшница из кирпича в которой два оконных проёма и вход арочного типа. Испытываю непреодолимое желание сотворить окна и дверь. Вопрос – как? Думаю использовать уголок. На “раму”- 30-й,а на створки-25-й.застеклить и наклеить плёнку под мозаичный витраж. Думаю будет симпатично и избалюсь от сквозняков. Вопрос в том как согнуть уголок. мыслю так- по радиусу сгиба делать много-много пропилов болгаркой и после сгибания заваривать с последующей заточкой шва. Работы – одуреть. но альтернатив (кроме преобретения заводских изделий,что очень дорого) в голову не приходит. Может ктонибуть знает более лёгкие пути ? Поделитесь пожалуйста ! Буду очень признателен.
Надо найти контору, к-рая занимается металлоконструкциями. Для гибки всяких профилей существуют разные вальцы. Без оборудования загнуть так, чтобы нормально смотрелось, нереально.
Янн:- Попробуйте зажать в тисках ,греть пояльной лампой и потихоньку гнуть в месте нагрева. Только уголок не отрезайте сразу в размер,пусть будет немного подлиньше,легче гнуть будет .
Я газовой гарелкой грел и гнул.
- По поводу нагревания горелкой. не знаю,смогу ли. как бы угол 90 градусов в 130 не развернулся. видимо надо какой то фиксатор угла конструировать. Спасибо за советы ! буду думать.
Горын 68 написал : Конторы УГОЛОК гнуть не берутся- интересовался в шести местах
надо искать. Для вальцовки уголков есть специальная машина, отличается от всех прочих тем, что стоят дополнительные опорные валки для предотвращения заломов.
- По поводу нагревания горелкой. не знаю,смогу ли. как бы угол 90 градусов в 130 не развернулся. видимо надо какой то фиксатор угла конструировать.
Янн:- Молоток и наковальня Вам помогут. До удевления изменяются свойства металла при нагреве.
А если согнуть с профильной трубы 25/25 или 40/40 а потом по краю прихватить сваркой полоску метала или просто проволоку восьмерку не обязательно даже варить сплошным швом просто прихватки а стекло посадить на какую либо мастику (типа что аквариумы клеят) Прихватки (если проволоку) со стороны стекла мастика скроет а с лицевой я думаю будет смотрется очень даже неплохо. Профиль одним цветом проволоку другим ну или как захочется.Можно не проволоку а квадрат 8 мм недавно профиль себе покупал видел продают его разного сечения та же проволока только квадратная.А на стекло изнутри наклеить что либо типа штапика по краю для красоты.
Нагрев в паровой коробке
Вначале следует подготовить паровую коробку. Она может быть собственноручно сделанной. Ее главная задача — держать дерево, которое необходимо согнуть. В ней должно быть отверстие, предназначенное для выхода давления пара. В противном случае она взорвется.
Отверстие для выхода пара должно располагаться в дне коробки. Кроме того, в коробке должна быть предусмотрена съемная крышка, через которую можно будет вытащить гнутое дерево, после того как оно приобретет нужную форму. Чтобы удержать деревянную гнутую деталь в нужной форме, следует использовать зажимы. Их можно сделать самостоятельно из дерева или купить в специализированном магазине.
Из дерева следует сделать круглые обрезки — несколько штук. В них просверливаются смещенные от центра отверстия. После этого необходимо просунуть болты через них, а затем просверлить еще одно отверстие через стороны, чтобы задвинуть их намертво. Такие нехитрые поделки могут стать отменными зажимами.
Теперь настало время пропарить дерево, для этого следует позаботиться об источнике тепла и закрыть заготовку из дерева в паровой коробке. На каждые 2,5 см толщины заготовки пропаривать изделие нужно около часа. По истечении времени, дерево нужно вынуть из коробки и придать ему необходимую форму. Процесс должен выполняться очень быстро. Сгибается заготовка аккуратно и мягко.
Одни виды древесины гнутся легче других за счет разной эластичности. Разные способы требуют приложения силы разной величины.
Как только желаемый результат достигнут, гнутое дерево нужно зафиксировать в таком положении. Можно закреплять дерево при его формировании. Благодаря этому легче контролировать процесс.
Способ расслоения
Вначале нужно сделать заготовку дерева, которая будет подвергаться изгибу. Доски должны быть чуть длиннее, чем длина готовой детали. Это объясняется тем, что изгиб укоротит ламели. Прежде чем начать резку, следует нарисовать карандашом диагональную прямую. Сделать это нужно поперек нижней стороны доски. Это позволит сохранить последовательность ламелей после их перемещения.
Доски отрезаются прямослойным краем, ни в коем случае не лицевой стороной. Так, их можно будет сложить вместе с наименьшим изменением. В форму наносится пробковый слой. Это поможет избежать неровностей в форме пилы, что позволит сделать более четкий изгиб. Кроме того, пробка удержит расслоение в форме. Теперь наносится клей на верхнюю сторону одной из деревянных ламелей.
Клей наносится на ламели валиком. Лучше всего использовать карбамидоформальдегидный клей, состоящий из 2 частей. Он обладает высоким уровнем сцепления, но долго сохнет. Можно также использовать эпоксидную смолу, но такой состав стоит очень дорого, и позволить его себе может не каждый. Стандартный клей для дерева в этом случае нельзя применять. Он быстро сохнет, но является очень мягким, что в данной ситуации никак не приветствуется.
Заготовку из гнутого дерева следует как можно быстрее поместить в форму. Так, на промазанную клеем ламель укладывается еще одна. Процесс повторяется, пока гнутая заготовка не приобретет нужную толщину. Доски скрепляются вместе. После того как клей полностью высохнет, следует укоротить ее до нужной длины.
При помощи химической пропитки
Чтобы разрушить связи лигнина между волокнами можно воздействовать на дерево химическими веществами, причем осуществить это вполне реально в домашних условиях. Идеально для этого подходит аммиак. Заготовка отмачивается в 25% водном растворе аммиака. После чего она становится весьма послушной и эластичной, что позволяет согнуть, скрутить ее и выдавить в ней под прессом рельефные формы.
Аммиак опасен! Поэтому при работе с ним следует соблюдать все правила техники безопасности. Вымачивание заготовки следует проводить в глухо закрывающейся емкости, находящейся в помещении, которое хорошо проветривается.
Чем дольше древесина находится в аммиачном растворе, тем пластичнее она становится. После отмачивания заготовки и придания ей формы, нужно оставить ее в таком изогнутом виде. Это нужно для фиксации формы, ну и для того, чтобы аммиак испарился. Опять же оставлять гнутое дерево следует в проветриваемом помещении. Интересно, что после испарения аммиака, волокна древесины обретут былую прочность, а это позволит заготовке удерживать свою форму!
Руководство по сгибанию металлического уголка
В процессе изготовления металлических каркасов различной сложности требуется согнуть уголок по радиусу или в определенный угол. Как это сделать - далее.

Гибка уголка — это технологический процесс получения различных изделий заданных параметров и необходимых форм путем механического воздействия, в том числе на специальном профилегибочном оборудовании.
Получаемые при сгибании металлического уголка изделия находят широкое применение в различных сферах строительства. Они позволяют создавать надежные каркасы и различные металлоконструкции, которые способны при своей внешней легкости выдерживать значительные нагрузки.
Способы гибки уголка

Применяют несколько основных способов получения из металлического уголка конструкций заданной формы и профиля, а именно различают:
- холодное сгибание,
- горячее сгибание,
- придание формы с помощью разрезания, сгибания и сварки готового изделия.
Холодное сгибание металлического уголка, в свою очередь, разделяется на:
- свободную гибку — это когда уголок сгибают без применения специального оборудования;
- сгибание с помощью вальцовочного механизма на специализированном профилегибочном станке.
Применение холодной гибки металлического уголка, в отличие от других способов, имеет определенные преимущества, а именно:
- это наименее затратный метод придания металлу заданной формы, при этом не требуется использования дополнительного оборудования для разогрева, резки, сварки и последующей обработки металла;
- получаемый в итоге каркас имеет большую прочность, так как при этом исключаются возможные дефекты, характерные при применении разогрева, резки и сварки;
- готовые конструкции гарантированно служат больший срок из-за того, что при обработке сохраняется целостность структуры металлического профиля;
- снижается вероятность возникновения очагов коррозии металла со временем.
Сгибание уголка по радиусу
Гибка металлического уголка по радиусу достаточно сложная технологическая операция, так как любое сгибание — это одновременное сжимание внутреннего и растягивание внешнего слоя металла, а, в случае с профилем в виде уголка, такие процессы никак не могут протекать равномерно, что будет сопровождаться попыткой продольного смещения одного из этих слоев.
Холодное сгибание металлического уголка методом вальцовки на специальном профилегибочном оборудовании позволяет согнуть как стальной уголок, так и профиль из алюминия, получая при этом изделия практически любого радиуса с идеальной формой.
Как согнуть уголок по радиусу своими руками можно посмотреть на этом видео.
Таблицы минимально допустимых радиусов сгибания стальных уголков в зависимости от типа, размеров и отношения величин полок



Под 90 градусов

Практически все постройки имеют прямоугольную форму, поэтому самое частое действие с уголками — это необходимость их загнуть под 90 градусов.
Согнуть уголки под 90 градусов для будущего каркаса достаточно просто. Сначала надо сделать в месте будущего сгиба развертку. Для этого на одной из полок отмечаем два угла в разные стороны от нормали по 45 градусов каждый и вырезаем их болгаркой. Аккуратно и медленно гнем уголок и свариваем место реза электросваркой, при этом рекомендуется предварительно нагреть место сгиба, чтобы вторая полка во время сгибания не треснула и не сломалась.
Допустимые расчетные размеры для того, чтобы правильно разметить и согнуть металлические уголки под 90 градусов, приведены в таблице:
3 способа как согнуть металлический уголок

В отличие от профтрубы или обычной металлической полосы, согнуть строительный уголок — не так-то просто. В особенности, когда стоит задача сделать угол в 90 градусов с закруглением по внешнему контуру.
Но для настоящего мастера нет ничего невозможного!
Выполнить поставленную задачу можно с помощью самодельного приспособления и даже без него. Рассмотрим три разных способа.
Как согнуть уголок, чтобы не было острого угла
Этот способ сгибания заготовки может пригодиться в тех случаях, когда вместо острого угла необходимо плавное закругление (например, для изготовления каких-либо декоративных металлоконструкций).
Первым делом нужно изготовить шаблон из бумаги и произвести простые расчеты, чтобы получить в итоге исходные данные, которые будут использоваться для дальнейшей разметки.
Подробно на этом моменте мы останавливаться сейчас не будем — наглядно все показано на видео, которое будет в конце статьи.
Кстати, этим способом сгибания заготовок с нами поделился автор YouTube канала Mr Technic — берите на заметку.
Основные этапы работ
Отрезаем кусок металлического уголка подходящей длины. В центральной части заготовки делаем разметку: на одной стороне отмечаем риски с шагом 4 мм, на противоположной — с шагом 2 см. Затем соединяем риски косыми линиями.

Далее необходимо будет при помощи болгарки с отрезным диском вырезать размеченные сегменты.

После этого зажимаем один край заготовки в слесарных тисках, сгибаем уголок под прямым углом, и обвариваем.

Точно так же можно поступить и с профильной трубой. Отрезается заготовка нужной длины, делается разметка, вырезаются размеченные сегменты. Сгибаем заготовку, и обвариваем.



Видео
Подробно этот способ показан в авторском видеоролике ниже. Рекомендуем обязательно его посмотреть.
Как согнуть металлический уголок в полукруг
При изготовлении арок и прочих металлоконструкций требуется заготовить гнутые элементы. Обычно для сгибания профтрубы или стальной полосы домашние мастера (ну те, которые самодельщики) используют различные самодельные станки. Чаще всего — это трубогибы, или как их еще называют — профилегибы.
Если профилегибы являются универсальными в применении, то для сгибания уголков требуются узкоспециализированные станки.
Но что делать, если нужно согнуть всего несколько (или даже один) уголков? Не городить же ради этого гибочный станок!

Нет, конечно. Вполне можно обойтись и без станков. Правда, небольшое вспомогательное приспособление сделать все же придется.
Однако процесс его изготовления не займет много времени. Главное, что станок городить не придется!
В сегодняшней статье мы рассмотрим один из способов, как согнуть металлический уголок в полукруг без гибочного станка. Своим личным опытом поделился автор YouTube канала Fab2Ku.
Основные этапы работ
Первым делом потребуется найти кусок толстого металла. Если ничего такого под рукой нет, его можно за копейки приобрести на любой металлоприемке.
Далее отрезаем две заготовки одинакового размера. Размечаем их, и болгаркой прорезаем в них пазы до середины.

На следующем этапе потребуется массивное основание, которое сможет выдержать ударные нагрузки от кувалдочки средних размеров.
В данном случае автор использовать небольшой кусок ж/д рельса. Привариваем к нему ранее вырезанные куски металла, расположив их на требуемом расстоянии параллельно друг другу.

Как согнуть стальной уголок
Очень просто! Хотя попотеть, конечно, придется. Укладываем уголок одной из полок в пазы в опорных стойках.


После этого берем в руки кувалдочку, и начинаем усердно колотить по уголку — по тому участку, который находится между двумя опорными стойками.
Простучали один участок, передвинули уголок дальше, и по новой. И так до тех пор, пока не получится то, что вам нужно.

Подробно о том, как согнуть металлический уголок в полукруг, если нет гибочного станка, показано ниже — в авторском видеоролике.
Как согнуть металлический уголок под 90 градусов
Приспособление называется гибочным станком (или кондуктором) по металлу. Идеей его создания с нами поделился автор YouTube канала Fab2Ku.
- полоса металла;
- уголок;
- гаражная петля;
- стальной кругляк.
Процесс изготовления приспособления
Первым делом необходимо отрезать два куска металлической полосы одинаковых по длине. После этого сгибаем их. Одну полосу нужно согнуть «на ребро», вторую — обычным образом.


В дальнейшем заготовки будут свариваться вместе перпендикулярно друг другу.

Но перед этим необходимо будет изготовить основание (станину) приспособления.
Для этого автор использовал два отрезка строительного уголка, сварив их вместе. Также подойдет кусок швеллера.
Сначала к основанию приваривается полоса, которая сгибалась обычным образом. Потом к ней необходимо приварить вторую полосу, расположив ее по центру первой.


После этого основание кондуктора надо будет приварить к стойке из круглой трубы, конец которой находится в земле (лучше забетонировать). Также привариваем к основанию часть гаражной петли.

В завершении останется только изготовить ручку рычаг для сгибания уголка. для этого нам потребуется кусок стального кругляка и вторая часть петли.

Самодельное приспособление готово. Теперь можно испытать его в работе.
Устанавливаем стальной строительный уголок, как это показано на фото ниже, и с помощью ручки-рычага сгибаем его.

Подробно о том, как сделать такой кондуктор, а также, как согнуть металлический уголок под 90 градусов, чтобы не было острого угла, смотрите в авторском видеоролике ниже.
Гибка металлической полосы в кольцо и на ребро
Как согнуть металлическую полосу без потери прочности и добиться точности конфигурации знают не все. Чтобы не изобретать велосипед - читайте наши советы!

При работе с металлом часто приходится иметь дело с изготовлением изделий из стальной полосы — скоб, хомутов, кронштейнов. Но как согнуть металлическую полосу без потери прочности и добиться необходимой точности конфигурации знают не все. Тем не менее, это достаточно простая операция, которая не требует инструментов особой сложности. Только в случае гибки полосы на ребро необходимо довольно сложное приспособление, которое самому изготовить непросто.
Гибка полосы под углом (60, 90, 120 0 …) в сторону плоскости производится на обычных слесарных тисках, если требуется изготовить единичное изделие или несколько штук. В случае мелкосерийного производства понадобится станок для гибки металлической полосы. При необходимости его можно сделать своими руками.
Гибка полосы при помощи тисков

Сначала рассмотрим вариант гибки на слесарных тисках под углом 90 0 . Для этого необходим брусок квадратного сечения из стали. Зажимаем полосу вместе с бруском таким образом, чтобы брусок находился со стороны неподвижной губки тисков и выступал над верхней кромкой на 1-2 см.
После того, как такой «сэндвич» будет крепко зажат, берем обычный молоток и легкими ударами загибаем полосу в сторону бруска. Если требуется, чтобы поверхность загиба не имела повреждений от ударов, то нужно использовать медную или латунную прокладку, по которой будем наносить удары молотком, а уже от нее усилие будет передаваться на полосу.
Таким образом можно согнуть полосу под любым углом, важно только подобрать опорный брусок с нужным углом среза. Без такой твердой опоры добиться нужного угла будет очень трудно.
Похожие операции производятся и при изготовлении хомутов, только в этом случае в роли матрицы используем толстостенную трубу или пруток нужного диаметра. Как и в случае с прямоугольной гибкой, удары молотком наносятся в сторону неподвижной губки тисков. Такая гибка полосы — процесс медленный и требует аккуратности.
Гибка полосы в кольцо
Более сложная операция — гибка полосы на кольцо. Здесь необходим небольшой и несложный в изготовлении станок, например, как показанный на видео . Он состоит из опорной плиты на которой закреплены три ролика — два опорных и один приводной, на рукоятке длиной 30-40 мм. Приводной ролик может перемещаться вдоль горизонтальной оси и прижимать полосу к опорным. Один из опорных роликов должен иметь возможность сдвигаться перпендикулярно направлению прижима. Таким образом регулируется диаметр получаемого кольца.
Полоса помещается между роликов и прижимается с помощью винтового механизма. При вращении приводного ролика полоса начинает двигаться между ним и опорными и загибаться в сторону привода. После полного прохода полосы получается практически идеальное кольцо. Если сделать рукоятку телескопической, чтобы можно были сделать длиннее плечо, то можно выполнять гибку на кольцо полосы практически любой толщины без особых физических усилий.
Такой самодельный станок для гибки полосы практически ничем не отличается от заводского. При правильном выборе металла для роликов и прижимного устройства, мелкосерийное производство, например для изготовления декоративных оград, ворот или каркасов козырьков и навесов, возможно даже в домашнем гараже, не говоря уже о слесарной мастерской.
Гибка полосы на ребро
Сложнее сделать станок для гибки на ребро. При изготовлении металлического декора такая операция требуется довольно часто. Принцип действия такого приспособления похож на описанный выше, но гибка стальной полосы на ребро требует значительно больших усилий, поэтому прижимной ролик не вращается , а движется на рычаге возвратно-поступательно. Кроме того, на линии подачи полосы необходимо установить прижимное устройство, чтобы полоса удерживалась в нужном положении. Этим приспособлением может служить обычная прижимная колодка на болтах или шпильках с прорезью, сквозь которую и будет проходить полоса.
Если гибка производится часто на полосах различной ширины, то нужно сделать несколько колодок с прорезями, соответствующими тому калибру, который обрабатывается. Но самодельный инструмент, при всей своей привлекательности и дешевизне, все же уступает промышленному, функционал которого значительно выше.

Ручной инструмент производится в виде универсальных приспособлений, в которых только меняются насадки и рычаги, или в виде целых наборов, где каждый механизм выполняет только одну, максимум две функции. Примером такого комплекта может служить «Холодная ковка» промышленного изготовления.
Инструменты для гибки металлической полосы промышленного изготовления имеют перед самодельными то преимущество, что сделаны они из специальных марок стали и при гибке заготовок достаточно большой толщины не будут деформироваться. Они легко настраиваются на необходимые размеры и не требуют изготовления новых оправок и матриц каждый раз, когда необходимо изменить диаметр или угол загиба.
При этом их стоимость не слишком высока даже для домашнего мастера. Поиск необходимых деталей для самодельного станка, сборка, подгонка и настройка будет стоить не намного меньше, даже в случае надлежащей слесарной квалификации. Если не покупать самые дешевые инструменты, то работать станки для гибки будут на протяжении десятилетий.
Как сделать идеальный изгиб уголка или профильной трубы подрезкой без гибки

Попытка согнуть металл без гибочного станка обычно заканчивается неудачно. При отсутствии такого оборудования необходимо просто подрезать изделие по месту перегиба, а затем сваривать, чтобы избежать сминания или складок. Это дольше чем гнуть, но результат гарантировано получится качественней, особенно если делать все правильно с соблюдением расчетных пропорций.
Что потребуется:
- картон;
- угольник;
- циркуль;
- маркер;
- ножницы;
- болгарка;
- сварка;
- тиски.
Процесс выполнения правильного изгиба
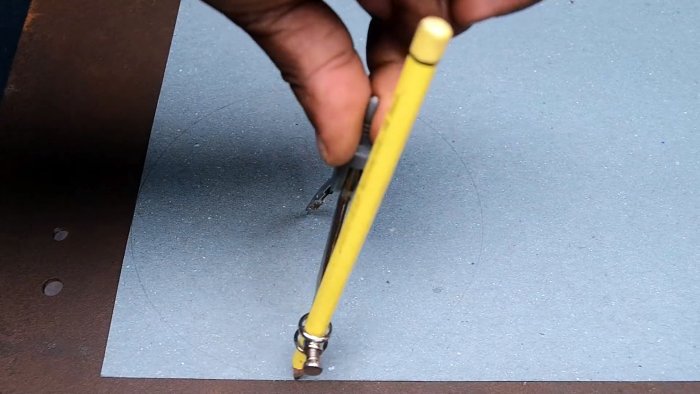
Рассмотрим сначала технологию разметки и подрезки на примере уголка. Из картона необходимо вырезать круг диаметром 150 мм.
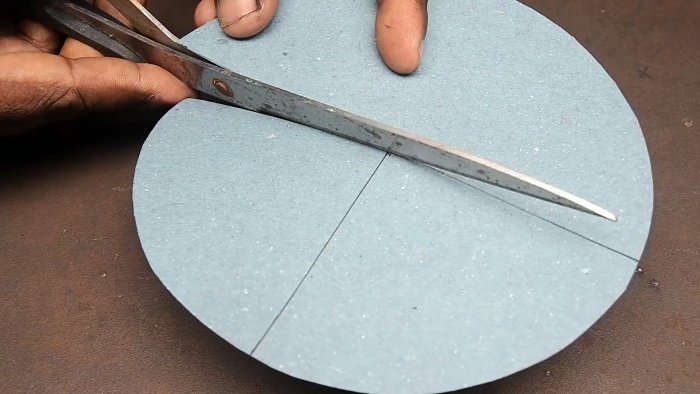
Его нужно разделить на 4 равные сектора. Один из них требуется вырезать ножницами.
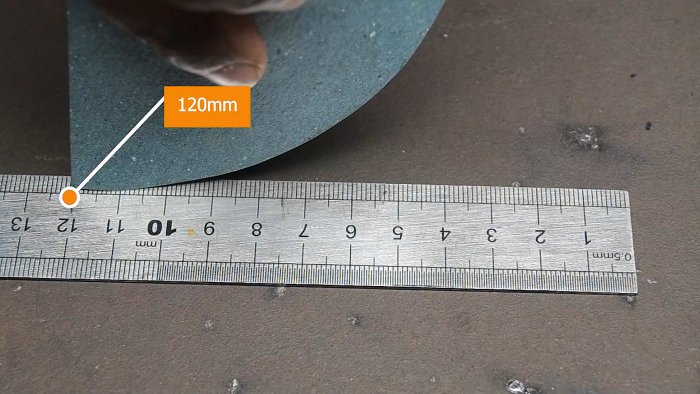
Длина окружности сектора измеряется на линейке, она составляет 120 мм.
Далее нужно замерить ширину уголка. Это расстояние отмечается по ровному краю вырезанного картонного лекала со стороны окружности.

Циркуль разводится так, чтобы иголка стала на угле сектора, а грифель попал на отмеченную точку. В этом положении нужно нарисовать на шаблоне окружность. По полученной линии он обрезается.
Далее требуется замерить окружность шаблона после обрезки. В данном случае она из 120 мм стала уже 80 мм. Чем шире металл для изгиба, тем меньше получится длина второй окружности.
Теперь выполняется расчет меток. Для этого от первоначальной длины окружности 120 мм отнимается полученная после обрезки 80 мм. Итоговая разница разделяется на 5. В конкретном случае 40/5=8 мм. Это и есть шаг установки метки.
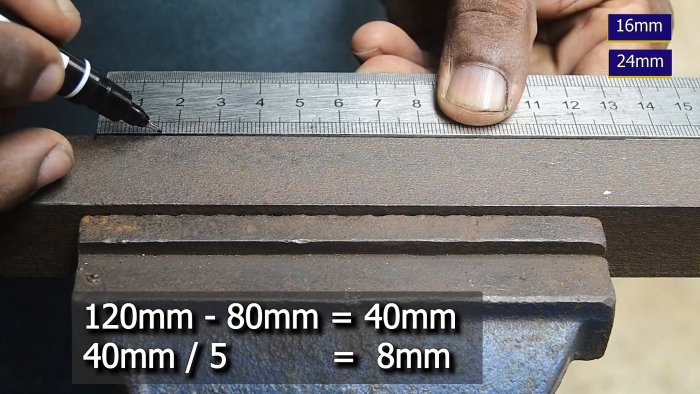
По внутренней стороне будущего изгиба уголка нужно поставить 10 меток, отталкиваясь от высчитанного шага. Нулевая делается в начале. Остальные в данном примере с отступом от нее на расстоянии 16, 24, 36, 44, 56, 64, 76, 84, 96, 104 мм. Все просто. Первая метка после нулевой всегда наносится с отступом в 2 шага. Далее нужно чередовать 1 и 1,5 шага.
По наружной стороне изгиба требуется поставить 5 меток. Они делаются с отступом от начала отсчета равным половине разницы длины высчитанных окружностей. В данном примере та составляла 40 мм, то есть шаг будет 20 мм.

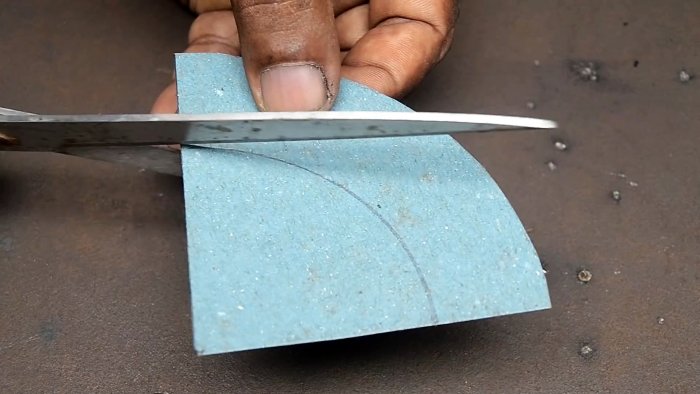
От внутренних 5 меток нужно провести по 2 линии на другую сторону к ближайшим боковым точкам. Затем полученные клинышки вырезаются.

После этого уголок сгибается, пока вырезы не сойдутся. В результате получится угол 90 градусов.

Останется только сварить зазоры, и отшлифовать швы.



Аналогично можно сгибать и профильную трубу. Разница только в том, что клинышки для выреза нужно начертить и на противоположной стенке.

После изгиба зазоры также свариваются и шлифуются. Запомнив эти расчеты, вы сможете идеально гнуть уголки и профильные трубы любой ширины.


Смотрите видео
Читайте также: