Спиральное сверло по металлу материал
Обновлено: 18.05.2024
В этой статье мы подробно расскажем, как выбрать сверло по металлу. Вы получите ответы на следующие важные вопросы.
- Какие выбрать сверла по металлу для выполнения определенных работ?
- Какие характеристики и особенности имеют самые популярные спиральные разновидности?
- О чем говорит цвет сверл?
- Как читать их маркировку?
- Для чего подходят различные хвостовики?
- Что следует дополнительно учесть при выборе сверл?
Изучив информацию, вы сможете без проблем купить сверла по металлу, которые лучше всего справятся со своими задачами.
Выбираем сверла по металлу в зависимости от их вида и назначения
Выбирая сверло по металлу, мастер, в первую очередь, смотрит на его вид.
Спиральные сверла
Самый популярный вид. Эти простые дешевые сверла предназначены для проделывания глухих и сквозных отверстий определенных диаметров. Рабочая часть представляет собой цилиндрический стержень с двумя режущими кромками. Канавки служат для отвода стружки.

Фотография №1: спиральные сверла по металлу
Конусные сверла
Рабочие части имеют форму конусов. В быту такие сверла по металлу применяют редко. Они лучше всего подходят для специальных станков и двуручных дрелей. С их помощью проделывают отверстия с диаметрами от 6 до 60 мм.

Фотография №2: конусное сверло по металлу
Как выбрать ступенчатое сверло по металлу
Конические ступенчатые сверла по металлу лучше всего подходят для проделывания отверстий в тонких листах. Выглядят эти инструменты так.
Фотография №3: ступенчатое сверло по металлу
Как видите, при проделывании отверстий различных диаметров в тонколистовом металле инструмент не нужно менять.
Центровочные сверла по металлу
Центровочные сверла по металлу предназначены для проделывания в заготовках центровочных отверстий. Они необходимы для фиксации изделий на различных специальных станках.

Фотография №4: центровочные сверла по металлу
Левосторонние сверла
Левосторонние сверла по металлу специально предназначены для высверливания болтов и винтов со сломанными головками. С помощью обычных сверл сделать это не получится. Болт или винт будет прокручиваться.

Корончатые сверла по металлу
Корончатые сверла или кольцевые фрезы применяют для быстрого просверливания в металлических заготовках отверстий больших диаметров (от 15 до 100 мм). Принцип работы таких инструментов основан на корончатом фрезеровании. На него тратится в 4–12 раз меньше энергии, чем при использовании обычных сверл.

Фотография №6: корончатые сверла по металлу
Такие сверла предназначены для установки на сверлильные, фрезерные и токарные станки. Для ручной работы используют специальные инструменты с зажимами типа QuickIN Plus.
Перовые сборные сверла
Перовые сборные сверла отлично подходят для обработки чугуна, конструкционной стали и твердых поковок. С помощью этих инструментов проделывают фасонные и ступенчатые отверстия больших диаметров. Перовые сборные сверла состоят из державок, к которым крепят пятигранные режущие пластины различных размеров. Для отвода стружки на них имеются специальные канавки.

Твердосплавные сверла
Твердосплавные сверла изготовлены с применением особо прочных материалов. Существуют следующие разновидности таких инструментов.
- Монолитные.
- Сварные.
- Со специальными пластинами.

Такие инструменты покупают для обработки заготовок из жаропрочных сталей и сплавов титана.
Далее расскажем, как выбрать качественное спиральное сверло по металлу.
Спиральные сверла по металлу: особенности выбора
При выборе сверл по металлу мастера смотрят на:
- материал изготовления;
- цвет;
- маркировку;
- размеры;
- форму хвостовика;
- производителей.
Из каких материалов изготавливают сверла по металлу
Основной материал, идущий на изготовление сверл по металлу, — быстрорежущая сталь. Для повышения надежности и расширения функционала добавляют кобальт и молибден.
К примеру, если в сплаве содержится 5 % кобальта, срок службы сверла увеличивается в три раза. Таким инструментом можно работать с заготовками из нержавеющей и легированной сталей с пределами с пределами прочности на растяжение до 1000 Н/мм2.
Что говорит цвет сверл по металлу о технологиях их изготовления
При выборе сверла по металлу его качество можно оценить по цвету.
Изготовлены без применения дополнительной обработки. В быту используются чаще всего. Однако качество, срок службы и функциональность оставляют желать лучшего.

Фотография №9: самые распространенные сверла по металлу
Черный цвет говорит о том, что при финишной обработке инструментов использовался перегретый пар. Такие сверла подходят для работы с заготовками из легированных и углеродистых сталей, цветных металлов и иных материалов с прочностью на растяжение до 800 Н/мм2.

Фотография №10: парооксидированные сверла по металлу
- Сверла по металлу со слабым золотистым оттенком.
Он означает, что при финишной обработке применяли отпуск для снятия внутренних напряжений и закалку. Отличаются надежностью и долговечностью.

Фотография №11:: закаленное сверло по металлу
Стоят дороже аналогов, но отличаются максимальными качеством и долговечностью. Ярко-золотой цвет означает, что сверло покрыто нитритом титана. При помощи таких инструментов можно обрабатывать заготовки из материалов с прочностью на растяжение до 1100 Н/мм2. Еще одно преимущество таких сверл — низкий коэффициент трения.

Фотография №12: сверло, покрытое нитритом титана
Размеры сверл по металлу
Размер также относится к основным критериям выбора спирального сверла по металлу. По ГОСТу эти инструменты делятся на три группы.
- Короткие. Диаметр — 0,3–20 мм. Длина — 20–131 мм.
- Удлиненные. Диаметр — 0,3–20 мм. Длина — 131–205 мм.
- Длинные. Диаметр — 1–20 мм. Длина — 205–254 мм.
Выбирайте сверла по металлу в зависимости от габаритов заготовки, а также типа и диаметра отверстия, которое необходимо проделать.
Российская и зарубежная маркировки сверл
По российским стандартам:
- маркировке подлежат все спиральные сверла диаметром от 2 мм;
- на сверла диаметром 2–3 наносят лишь марку стали и поперечное сечение;
- на сверла диаметром от 3 мм также наносят логотип компании-производителя.
В российских маркировках присутствуют цифры и буквы «Р», «М» и «К».
- «Р6». Означает, что сверло изготовлено из быстрорежущей стали с 6-процентным содержанием вольфрама.
- «М5». Говорит о том, что в сплаве присутствует молибден (5 %).
- «К5». Добавлен кобальт (5 %).

Изображение №1: правила расшифровки российских маркировок
В зарубежных маркировках букву «Р» заменяет аббревиатура HSS. К ней добавляют информацию о составе сплава и предназначении сверла. Перечислим чаще всего встречающиеся обозначения и их расшифровки.
- HSS-TiN. Свело покрыто нитридом титана. Термостойкость инструмента — 600 °C.
- HSS-TiAN. Нитрид титана легирован алюминием. Термостойкость инструмента — 900 °C.
Это самые надежные и износостойкие сверла, предназначенные для работы с различными металлами (включая титан).
- HSS-G. Предназначение таких инструментов — сверление углеродистых и легированных сталей, а также сплавов из меди и алюминия.
- HSS-E. Кроме вышеперечисленных материалов сверлят нержавеющие и кислотостойкие стали.
- HSS-G Co 5. Сверлят различные металлы с прочностью на растяжение до 1100 Н/мм2.

Фотография №13: пример зарубежной маркировки сверла
Выбор спирального сверла по металлу по форме хвостовика
При выборе сверла по металлу также обратите внимание на форму хвостовика. Хвостовик — это часть сверла, которая зажимается в патроне. Существуют следующие основные разновидности хвостовиков.
Самый распространенный тип. Обычно диаметры хвостовика и сверла совпадают, но есть и модели, в которых хвостовики толще или тоньше рабочих частей. К недостаткам цилиндрических хвостовиков относят невозможность передачи инструменту большого крутящего момента. Главное достоинство заключается в том, что при заклинивании сверла дрель не сломается.

Фотография №14: сверло с цилиндрическим хвостовиком
Могут зажиматься обычными кулачковыми патронами и вставляться в специальные держатели. На сверла с такими хвостовиками можно передавать большие крутящие моменты. При установке таких инструментов в держатели немного снижается точность.

Фотография №15: сверла с шестигранными хвостовиками
Сверлами с такими хвостовиками оснащают промышленные дрели и станки.

Фотография №16: сверла с коническими хвостовиками
Лучшие производители сверл
Перечислим производителей сверл, продукция которых пользуется популярностью.
Эта немецкая компания занимает лидирующую позицию на рынке. Несмотря на высокие цены спрос на продукцию не уменьшается, т. к. она отличается высокими качеством и долговечностью. Купить сверла Bosh можно как поштучно, так и в наборах.

Фотография №17: сверла Bosch
Эта компания также находится в Германии. Поставляет на мировой рынок различные режущие инструменты. Продукция сочетает в себе высокое качество и приемлемую стоимость. Особого внимания заслуживает серия спиральных сверл с крестовой заточкой (TL 3000).

Фотография №18: сверла Ruko
Это один из ведущих отечественных производителей. Рекомендуем обратить внимание на серию «Кобальт». В нее входят надежные, точные и качественные сверла по металлу (ГОСТ 10902-77). При этом цены на продукцию значительно ниже.

Фотография №19: сверла «Зубр»
Это наша собственная торговая марка. Мы специализируемся на выпуске износостойких и качественных спиральных сверл по ГОСТу 10902-77 с цилиндрическими хвостовиками. На изготовление идет быстрорежущая сталь марки Р6М5. Наши сверла подходят для работы с различными металлами (серый чугун, цветные металлы и их сплавы, жаропрочные, высокопрочные и стойкие к коррозии стали и сплавы, титановые сплавы и пр.). Приобрести нашу продукцию вы можете по максимально низким ценам.

Как правильно выбрать сверло по металлу: важные особенности
Чтобы правильно выбрать сверло по металлу, учтите следующие важные особенности.
- Обратите внимание на угол заточки. Его выбирайте в зависимости от типа металла, который будете сверлить.
- Бронза — 130–140°.
- Чугун — 118°.
- Конструкционная сталь — 116°.
- Нержавеющая сталь — 120°.
- Если приобретаете сверла для редкого бытового пользования, можно сэкономить и купить дешевые серые модели. В противном случае — выбирайте качество.
- Удостоверьтесь в том, что хвостовик подходит к вашему инструменту.
- Если нужно соблюсти допуски, приобретайте сверла повышенного класса точности (А1).
Как выбрать сверло по металлу для дрели под саморез
Чтобы подобрать сверло под саморез по металлу, руководствуйтесь следующим принципом. Диаметр сверла должен быть меньше диаметра самореза.
| диаметр резьбы,d | диаметр сверла, мм |
| ST 2,9 | 2,4 |
| ST 3,5 | 2,9 |
| ST 3,9 | 3,2 |
| ST 4,2 | 3,7 |
| ST 4,8 | 4,2 |
| ST 5,5 | 4,9 |
| ST 6,3 | 5,9 |
Изображение №2: таблица для выбора диаметров сверл под саморезы по металлу
Перед вкручиванием крепежа смажьте отверстие машинным маслом. Фиксация пройдет без особых усилий.
Спиральные сверла с цилиндрическими и коническими хвостовиками: ГОСТ 10902-77 и 10903-77
К самым универсальным и, соответственно, популярным инструментам, используемым для выполнения отверстий в различных материалах, относятся сверла спирального типа. Регламентируют спиральные сверла ГОСТ 10902-77 и ГОСТ 10903-77. Руководствуясь положениями данных нормативных документов, а также параметрами отверстия, которое требуется создать, выбрать подходящий инструмент довольно легко.

Сверла спиральные по металлу
Особенности конструкции и основные характеристики
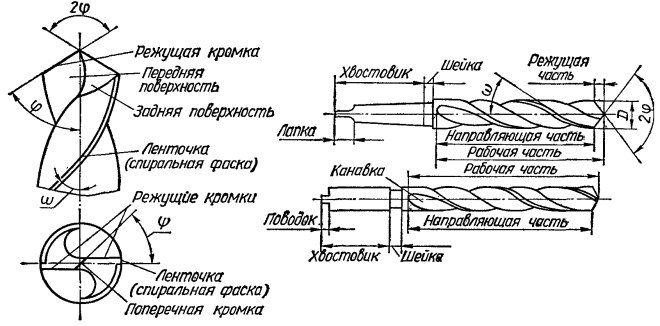
Конструкция спиральных сверл, которые часто называют винтовыми, состоит из следующих элементов.
На рабочей части есть две канавки, расположенные по винтовой линии. Они выполняют одновременно несколько функций: формируют режущую часть, отводят создаваемую в зоне обработки стружку, обеспечивают подачу СОЖ в область сверления.
При помощи этого конструктивного элемента инструмент фиксируется в патроне используемого оборудования. Хвостовик может изготавливаться со специальной лапкой, облегчающей извлечение инструмента из гнезда конусной формы, или поводком, который участвует в передаче крутящего момента от патрона.
Этот технологический элемент отвечает за выход абразивного круга при его использовании для шлифовки инструмента.
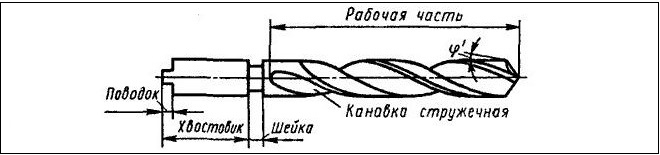
Основные части сверла
Рабочую часть сверла спирального с цилиндрическим или коническим хвостовиком составляют несколько конструктивных элементов.
Данный элемент выглядит как узкая полоска, продолжающая канавку на рабочей части. Эта направляющая часть имеет другое распространенное название – «ленточка».
Эту часть составляют пять режущих кромок: 2 главных, 2 вспомогательных, которые располагаются по спирали вдоль оси сверла, и 1 поперечная, находящаяся на конце инструмента и имеющая форму конуса. Все они формируются благодаря пересечениям поверхностей канавок. Так, главные режущие кромки – это пересечение передней поверхности канавки инструмента с задней, вспомогательные – передней поверхности канавки с поверхностью калибровочной части, поперечные – пересечение задних поверхностей ленточек.
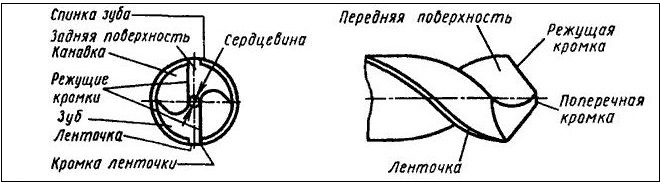
Элементы рабочей части сверла
Высокая популярность спиральных сверл связана со следующими их достоинствами.
- Инструменты данного типа отличаются большим запасом под переточку режущей части.
- Сверла спиральные с цилиндрическим или коническим хвостовиком отличаются лучшей стабильностью своего положения в процессе сверления.
- За счет особенностей своей конструкции такие инструменты обеспечивают своевременный отвод стружки из зоны обработки.
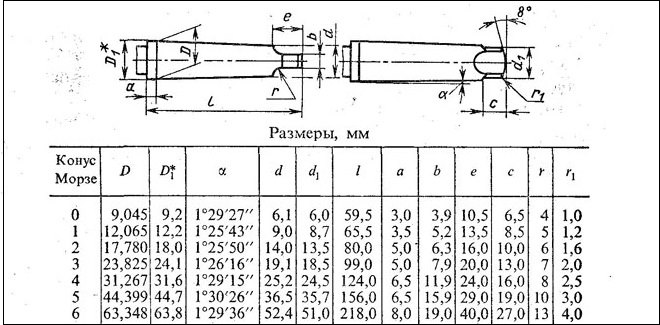
Основные параметры сверл спиральных с цилиндрическим и коническим хвостовиками, требования к которым оговаривают ГОСТ 10902 и ГОСТ 10903-77, перечислены в таблице.
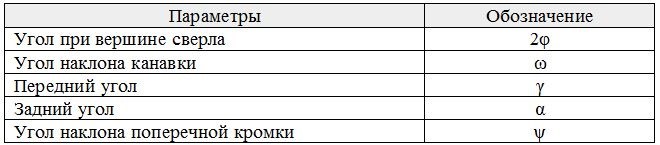
Таблица 1. Обозначение основных параметров сверл
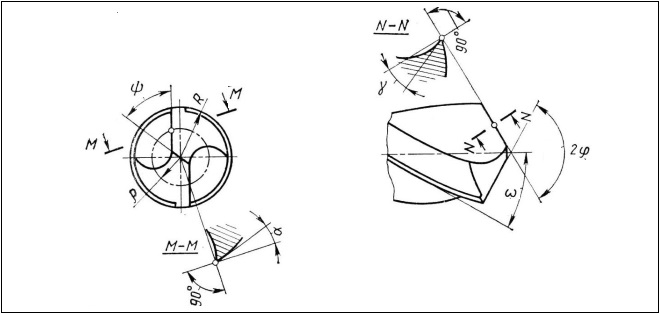
Геометрические параметры режущей части сверла
Значения всех вышеуказанных параметров определяются задачами, для решения которых планируется использовать инструмент.
Спиральные сверла применяются не только для обработки металла, но и для выполнения отверстий в других материалах, таких как бетон и древесина. Существуют также инструменты универсального назначения. Сверла, используемые для обработки различных материалов, отличаются друг от друга как формой и конструкцией, так и своими геометрическими параметрами, приведенными в соответствующих ГОСТах.
В зависимости от конфигурации зажимаемой в патроне части выделяют сверла:
- с цилиндрическим хвостовиком;
- с коническим хвостовиком.
Для фиксации на оборудовании спиральных сверл с коническими хвостовиками, как указывает ГОСТ 10903-77, используются универсальные переходные втулки, посадочные отверстия в которых выполнены по типу «конус Морзе». Соответствующие ГОСТу инструменты данного типа можно применять для оснащения любого оборудования.
Сверла с хвостовиками цилиндрической формы
Сверла спиральные с цилиндрическим хвостовиком в соответствии с требованиями нормативного документа могут выпускаться в нескольких сериях: короткой, средней и длинной. Пользуясь соответствующим ГОСТом на сверла, можно оптимально подбирать инструмент для решения определенных технологических задач.
Цилиндрические спиральные сверла, согласно ГОСТу, изготавливают с центровочным отверстием или без него. Инструменты средней и длинной серий, в соответствии с ГОСТом, могут иметь в своей конструкции шейку, облегчающую их шлифовку. Специальных требований к размерам такого элемента нет.
Ознакомиться с требованиями ГОСТ к спиральным сверлам с цилиндрическим хвостовиком можно, скачав документ в формате pdf по ссылке ниже.

Сверла по металлу с цилиндрическим хвостовиком
Левые и правые спиральные инструменты, относящиеся к короткой серии и имеющие диаметр от 0,5 до 40 мм, изготавливаются по ГОСТу 4010-77. Производство правых и левых цилиндрических сверл средней серии, диаметр которых находится в интервале 0,25–20 мм, регламентирует ГОСТ 10902-77. Спиральные сверла длинной серии выпускаются в диапазоне диаметров 1–31,5 мм. Нормативным документом, в котором оговариваются требования к изделиям данной серии, является ГОСТ 886-77.
Сверла с цилиндрическим хвостовиком длинной серии производят преимущественно с правым направлением спирали. ГОСТ допускает изготовление изделий данной серии и в другом конструктивном исполнении по договоренности с заказчиком. Длина спиральных инструментов с цилиндрическим хвостовиком всех серий указана в приведенной ниже таблице.

Таблица 2. Длина спиральных сверл с цилиндрическим хвостовиком
Технические требования к производству спиральных сверл всех вышеперечисленных серий оговариваются ГОСТом 2034-80. Согласно положениям этого нормативного документа, изделия данной серии, которые используются для сверления заготовок из ковкого и серого чугуна, углеродистых (конструкционных и инструментальных) и легированных сталей, а также конструкционных сталей обычной обрабатываемости и автоматных, изготавливаются из быстрорежущих стальных сплавов. Инструменты данной серии могут относиться к одному из трех классов точности:
Цилиндрические хвостовики могут иметь разные исполнения
ГОСТ допускает, что сверла данной серии могут быть произведены не из быстрорежущей стали, а из легированного стального сплава марки 9ХС, при этом их хвостовики могут быть сделаны из стали марки 45 или 40Х. По своей конструкции такие сверла могут быть как цельными, так и сварными. При использовании сварки в местах соединений исключается наличие непроваренных участков, пустот и кольцевых трещин.
Сверла с коническими хвостовиками
Современная промышленность выпускает различные типы сверл, хвостовик которых имеет коническую форму. Соответственно, требования, предъявляемые к таким инструментам, регламентируются разными ГОСТами. Унификация различных типов сверл позволяет оптимально подбирать их для решения определенных технологических задач. Нормативными документами, в соответствии с требованиями которых производятся спиральные инструменты с коническими хвостовиками, являются:
- ГОСТ 10903-77 (для изделий нормальной длины);
- ГОСТ 12121-77 (для длинной серии);
- ГОСТ 2092-77 (для удлиненной серии);
- ГОСТ 22736-77 (для изделий с твердосплавными пластинами).

Сверла по металлу с конусным хвостовиком для глубокого сверления
Ознакомиться с требованиями ГОСТ к спиральным сверлам с коническим хвостовиком можно, скачав документ в формате pdf по ссылке ниже.
Спиральные сверла нормальной длины, на которые распространяет требования ГОСТ 10903-77, могут выпускаться в диапазоне диаметров 5–80 мм. Хвостовики таких сверл в зависимости от диаметра последних имеют нормальную или усиленную конструкцию. С усиленным хвостовиком изготавливают спиральные сверла диаметром от 12 до 76 мм. Их посадочная конусная часть соответствует стандарту Морзе – от 1 до 6.
Диаметр длинных сверл, согласно ГОСТу, может находиться в интервале 5–20 мм, при этом обработка, выполняемая с их помощью, осуществляется через кондукторные втулки. Хвостовик таких сверл выполняется по стандарту Морзе от 1 до 4. Спиральная часть длинных сверл и инструментов нормальной длины имеет правое направление, но по договоренности с производителем может выпускаться и с левым направлением.
Конусы Морзе с лапкой
Удлиненные сверла с коническим хвостовиком производятся с диаметрами 6–30 мм. Конусный хвостовик таких сверл должен соответствовать стандарту Морзе от 1 до 3.
Сверла с коническим хвостовиком, на металлический стержень которых напаяны твердосплавные пластины типа ВК, могут выпускаться с диаметром от 10 до 30 мм, в укороченном и нормальном вариантах.
Длина спиральных инструментов с коническим хвостовиком всех серий представлена в приведенной ниже таблице.
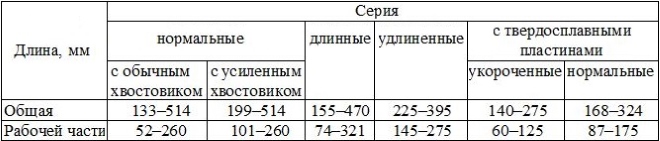
Таблица 3. Длина спиральных сверл с коническим хвостовиком
Материалы изготовления основной части таких сверл – быстрорежущая сталь, стальной сплав марки 9ХС либо стали других марок, в составе которых не должно быть кобальта, а количество вольфрама не должно превышать 6%.
И в заключение небольшой видео-обзор сверл по металлу от различных производителей с испытанием данной продукции на практике.
Виды сверл по металлу и их назначение, характеристики спиральных сверл
Прочитав эту статью, вы узнаете: какие существуют виды сверл по металлу, где найти их маркировку, какие важные характеристики есть у этих инструментов, на что они влияют, на какое оборудование устанавливают сверла по металлу.
Содержание
- Спиральные цилиндрические сверла
- Корончатые сверла по металлу
- Конические сверла по металлу
- Перовые сверла по металлу
- Центровочные сверла по металлу
- Специальные виды сверл по металлу
Прочитав эту статью, вы узнаете:
какие существуют виды сверл по металлу;
где найти их маркировку;
какие важные характеристики есть у этих инструментов;
на что они влияют;
на какое оборудование устанавливают сверла по металлу.

Фотография №1: сверла по металлу
Виды сверл по металлу и их назначение
Опишем чаще всего встречающиеся виды сверл по металлу и расскажем об их назначении.
Спиральные цилиндрические сверла
Встречаются чаще всего и знакомы каждому. По конструкции такие сверла представляют собой цилиндрические стержни, на рабочих частях которых имеются:
спиральные канавки (одна или две), предназначенные для отвода стружки;
и режущие кромки.

Изображение №1: конструкция спирального сверла по металлу
Выделяют пять категорий спиральных сверл по металлу.
Общего назначения. Эти самые распространенные сверла по металлу находят применение в быту и на производстве. Диметр может достигать 80 мм.
Левые сверла по металлу. У них спиральные канавки закручиваются в противоположные стороны. Предназначение таких инструментов — высверливание болтов со сломанными головками и иных разновидностей крепежа, которые невозможно извлечь иными способами.
Повышенной точности. Сверла по металлу этого типа используют в быту и на производстве, если нужно получить отверстия с высокоточными диаметрами. Такие инструменты имеют класс А. Погрешность работы — доли миллиметра.
Твердосплавные. Такие сверла могут быть цельнолитыми или иметь специальные пластины или напайки. Предназначены для обработки заготовок из материалов с высокой твердостью. Существуют также специальные модели, которые используют при изготовлении печатных плат.
Глубокого сверления. Эти удлиненные спиральные сверла имеют 2 винтовых канала.
Рабочие части таких сверл представляют собой полые цилиндрические стаканы с канавками для отвода стружки. На торцах имеются режущие зубья.

Фотография №2: корончатые сверла по металлу
Корончатые сверла по металлу используют для проделывания отверстий больших диаметров (до 150 мм). Инструменты применяют при обработке заготовок на фрезерных, токарных и сверлильных станках.
Принцип работы таких сверл основан на технологии корончатого фрезерования. Отверстия вырезаются по контурам. Эта технология отличается высокой производительностью, возможностью использования оборудования небольшой мощности и высокой точностью.
Конические сверла по металлу
Рабочие части таких сверл имеют форму конусов. Инструменты применяют при сверлении заготовок небольшой толщины (2–6 мм) из стали и цветных металлов. Существуют две основные разновидности конических сверл.
- Стандартные. Требуют от мастера внимательности при высверливании отверстий определенных диаметров.

Фотография №3: стандартное коническое сверло по металлу

Фотография №4: ступенчатые конические сверла по металлу
Выделяют следующие главные достоинства конусных сверл.
В тонком металле можно проделывать отверстия различных диаметров без необходимости смены сверла.
Инструменты очень легко центрируются.
Перовые сверла по металлу
Существуют две разновидности таких сверл.
Стандартные. Рабочие части таких перьевых сверл имеют форму лопаток. На торцах имеются центрирующие наконечники.

Фотография №5: стандартные перовые сверла по металлу
Сборные. В настоящее время применяются чаще всего. Состоят из державок и сменных пластин, фиксируемых при помощи винтов.

Фотография №6: сборное перовое сверло со сменными пластинами
Предназначение перовых сверл — проделывание глубоких отверстий небольших диаметров. Инструменты имеют следующие преимущества.
Нечувствительность к перекосам.
Простота и высокая скорость смены режущих пластин.
Недостаток — трудности с отводом стружки.
Центровочные сверла
Их применяют для высверливания в заготовках центровочных отверстий.

Фотография №7: центровочные сверла
Существуют 4 типа таких сверл.
A. Формируют центровочные отверстия без предохранительных конусов. Угол разворота сторон составляет 60°.
B. Высверливают центровочные отверстия c предохранительными конусами. Угол разворота сторон составляет 120°.
C. С их помощью проделывают центровочные отверстия без предохранительных конусов. Угол разворота сторон составляет 75°.
R. Предназначены для высверливания центровочных отверстий дугообразной конфигурации.

Изображение №2: виды центровочных отверстий
Специальные виды сверл по металлу
Кроме вышеперечисленных основных видов сверл по металлу, существуют и специальные. К ним, к примеру, относятся однокромочные модели. Рабочие поверхности таких сверл прямой конструкции сточены наполовину. Это обеспечивает более эффективный отвод стружки. Однокромочные сверла применяют при изготовлении ружейных стволов.

Изображение №3: виды однокромочных сверл по металлу
Маркировка сверл по металлу (российская и зарубежная)
По российскому ГОСТу маркировке подлежат все сверла по металлу диаметром от двух миллиметров. Обозначения содержат информацию о диаметре инструмента и марке стали. На некоторых моделях встречаются клейма производителей. Чтобы узнать маркировку сверла, смотрите на хвостовик инструмента.
Российская маркировка выглядит так.

Изображение №4: правила расшифровки российских маркировок
Зарубежные сверла по металлу, изготовленные из быстрорежущей стали, имеют маркировку HSS. В зависимости от модификаций и особенностей изготовления к ней добавляют различные дополнительные обозначения.
Классификация спиральных сверл по особенностям конструкции и техническим характеристикам
Сверла классифицируют по различным особенностям конструкции и техническим характеристикам.
Типы хвостовиков
По конструкции хвостовой части сверла классифицируют на следующие разновидности.
С цилиндрическими хвостовиками. Встречаются чаще всего. Диаметры хвостовиков могут не совпадать с диаметрами рабочих частей. Сверла малого диаметра нередко оснащают более крупными хвостовиками. Это повышает надежность фиксации. Крупные сверла могут иметь хвостовки уменьшенного диаметра. Это позволяет зафиксировать инструмент в дрели со стандартным патроном. Недостаток таких хвостовиков — невозможность передачи большого крутящего момента. Это повышает рекомендуемую мощность оборудования, необходимого для работы с инструментом. Но в такой конструкции есть и плюс. Если сверло заклинит, дрель не повредится.

Фотография №8: спиральное сверло с цилиндрическим хвостовиком
С коническими хвостовиками. Ими оснащают сверла, предназначенные для обработки заготовок на специализированных станках и при помощи промышленных дрелей.

Фотография №9: сверла с коническими хвостовиками
С шестигранными хвостовиками. Такие сверла подходят для фиксации в стандартных кулачковых патронах и специальных зажимах.

Фотография №10: перовое сверло с цилиндрическим хвостовиком
Классы точности сверл по металлу
Существуют три основных класса точности сверл по металлу.
B и B1. Это катанные и вальцованные сверла па металлу нормальной точности. Используются для проделывания отверстий до 15 и 14 квалитетов точности, соответственно. За рубежом их маркируют HSS-R.
А. Это шлифованные сверла по металлу высокой точности. Применяются для высверливания отверстий с квалитетами точности от 10 до 13.
Углы заточки спиральных сверл и их влияние на применение инструментов
Спиральные сверла по металлу имеют два важных геометрических параметра, которые оказывают влияние на применение инструментов.

Изображение №5: геометрические параметры спиральных сверл
Угол наклона винтовой канавки сверла (ω). Возрастает с увеличением диаметра инструмента. Варьируется в пределах от 18 до 45°. Выбор сверла с определенным углом наклона канавки зависит от материала обрабатываемой заготовки.
Электрон, алюминий и дюралюминий — 45°.
Вязкие и легкие металлы — 40–45°.
Хрупкие металлы — 22–25°.
Различные виды стали — 26–30°.
Угол между режущими кромками (2ϕ). С его увеличением прочность сверла повышается, но при этом возрастает усилие подачи. С уменьшением — наоборот, сверление облегчается, но рабочая часть ослабляется. Выбор сверла с определенным углом между режущими кромками также зависит от материала обрабатываемой заготовки.
Мрамор и иные хрупкие материалы — 80°.
Целлулоид и эбонит — 85–90°.
Сплавы на основе магния — 110–120°.
Электрон, баббит, алюминий — 130–140°.
Красная медь — 125°.
Бронза и латунь — 130–140°.
Закаленная сталь и стальные поковки — 125°.
Сталь и чугун средней твердости — 116–118°.
Виды заточки сверл по металлу
В завершении статьи расскажем о видах заточки сверл по металлу, которую применяют для восстановления затупившихся инструментов и изменения их геометрии.

Изображение №6: виды заточки спиральных сверл
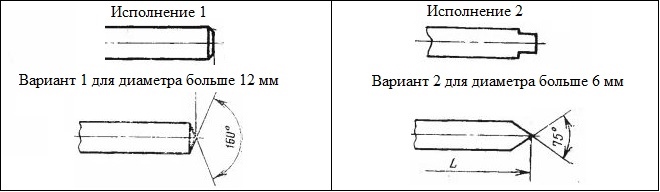
Нормальная (одинарная) заточка (Н). Считается универсальной. При нормальной заточке на поверхности сверла формируются две режущих кромки и одна поперечная. Угол между режущими кромками — 118–120°. Этот вид заточки можно использовать по отношению к сверлам с диаметрами до 12 мм. Остальные технологии подходят для инструментов с диаметрами до 80 мм.
Одинарная заточка с подточкой режущей кромки (НП). Уменьшает ее длину. За счет этого снижается нагрузка на рабочую часть при выполнении сверлильных работ.
Одинарная заточка с подточкой поперечной кромки и ленточки (НПЛ). Дополнительно уменьшает ее ширину в области режущей части. Сила трения значительно снижается. Кроме этого, образуется дополнительный задний угол. Это приводит к облегчению резания.
Двойная заточка с подточкой поперечной кромки (ДП). При двойной заточке формируются 4 режущие кромки и одна поперечная. Они имеют вид ломаных линий. Стойкость сверл с двойной заточкой увеличивается в 5–7 раз при обработке заготовок из чугуна и в 2,5–3 раза при сверлении сталей.
Двойная заточка с подточкой поперечной кромки и ленточки (ДПЛ). При такой заточке сверление облегчается дополнительно.
Полезные советы по выбору сверл
При покупке инструментов не экономьте. Высокие цены на сверла по металлу — это гарантия качества и медленного износа.
Приобретайте инструменты, подходящие к имеющемуся в наличии оборудованию.
Обращайте внимание на марку стали. От нее напрямую зависит возможность обработки заготовок из различных по прочности материалов.
Как правильно выбрать сверло по металлу
Сверла, предназначенные для формирования отверстий в деталях, изготовленных из различных материалов, нашли широкое применение не только в промышленности, но и в быту. Большой выбор такого инструмента, предлагаемый на современном рынке, часто вызывает вопрос, как выбрать сверло по металлу, даже у опытных специалистов, не говоря уже об обычных потребителях. Чтобы выбрать инструмент, необходимо учитывать ряд факторов, о которых мы и хотим поговорить в данной статье.

Разновидности сверл по металлу
Характеристика сверл
Вопрос о том, как выбрать сверла, часто возникает у тех, кому необходимо получить отверстие в изделиях, изготовленных из различных сталей, деталей из чугуна и цветных металлов. Сверла для работы с такими материалами называют спиральными, потому что их рабочие поверхности имеют спиралевидную форму. Между рабочими поверхностями располагаются две продольные канавки, с их помощью из формируемого отверстия отводится стружка.
Характерным отличием таких сверл является форма их хвостовика, которая может быть цилиндрической, конической и шестигранной. Инструмент с коническим хвостовиком можно вставлять в рабочий орган станка напрямую, а для моделей с хвостовиками цилиндрического и шестигранного типа необходимо использовать специальные патроны.
При выборе значение имеет не только маркировка, но и цвет, на который следует обращать особое внимание.
Цвет и маркировка сверл
Сверла по металлу, обладающие черным цветом, отличаются повышенной износостойкостью, так как при их финишной обработке был использован перегретый пар. Если готовое сверло было подвергнуто отпуску, который способствует снятию внутренних напряжений, то оно будет иметь светло-золотистый цвет.
Элементы спирального сверла
Наиболее качественными являются сверла по металлу, обладающие не только повышенной прочностью, но и способностью уменьшать трение в процессе своей работы. Такими свойствами обладает инструмент ярко-золотистого цвета, рабочая поверхность которого покрыта слоем нитрида титана.
Если вы желаете выбрать недорогое сверло по металлу, обращайте внимание на такие, которые не были подвергнуты никакой дополнительной обработке. Такой инструмент, срок службы которого очень незначителен, имеет серый цвет.
Маркировка сверл определяется диаметром их рабочей части. Инструменты диаметром до 2 мм не маркируются вообще. На сверлах с диаметром 2–3 мм указывается их размер и марка стали, свыше 3 мм — производитель, класс точности.
В начале маркировки любого сверла по металлу присутствует буква Р, которая говорит о том, что оно произведено из быстрорежущей стали. Если в материале, из которого изготовлено сверло, содержатся дополнительные легирующие элементы, то в его маркировке присутствует первая буква их названия и цифра, информирующая об их процентном содержании.
Сверла TL300 торговой марки RUKO
Сверла TL300, выпускаемые под торговой маркой RUKO, хорошо известны отечественному потребителю. Сверло данного модельного ряда можно выбрать за его доступную стоимость, а также высокое качество и надежность. Сверла этой серии, имеющие крестовую заточку, соответствующую стандарту DIN 1412C, производятся с диаметром свыше 3 мм. Сверла TL300 затачиваются под углом 130 градусов, а отдельные модели этой серии могут иметь покрытие, состоящее из нитрида титана, а также алюмонитрида титана и других материалов.

Сверла торговой марки RUKO
Модели данной серии относятся к категории многоцелевых, но оптимально их характеристики подходят для сверления металлов, которые склонны к образованию стружки средней и большой длины.
Модели данной серии (HSS-G) оптимально подходят для формирования отверстий в деталях, изготовленных из углеродистых, легированных сталей, а также чугуна, сплавов с содержанием меди и алюминия.
Модели HSS-EE, кроме вышеуказанных металлов, можно выбрать для сверления деталей из нержавеющих и кислотостойких сталей. Еще более универсальными являются модели сверл HSS-G TiN и HSS-G TiAIN, которые можно выбрать для сверления деталей из титана и его сплавов.
Сверла модельного ряда BOSCH HSS-CO
Тем, кто думает, как выбрать подходящие сверла по металлу, стоит обязательно обратить внимание на инструменты модельного ряда HSS-CO, выпускаемые известной компанией BOSCH. На сверла данной модели, изготовленные из быстрорежущей стали, дополнительно нанесено оксидное покрытие, которое способствует быстрому отводу стружки из зоны сверления. Рабочие кромки такого инструмента заточены под углом 135 градусов и дополнительно обработаны методом сеточной шлифовки, что позволяет выбирать их для формирования отверстий в любых металлах.

Сверла BOSCH HSS-CO
Металл, из которого изготовлены сверла HSS-CO, дополнительно обогащен кобальтом, что придает инструменту высокую прочность и термическую стойкость. Отличается такой материал и высоким пределом прочности на разрыв, который составляет 1000 Н/мм2. Такие характеристики позволяют успешно выбирать инструменты из него для решения даже самых сложных технологических задач.
Важно также отметить, что инструменты модельного ряда HSS-CO обладают классом точности H8, поэтому можно выбрать их для получения отверстий, точно соответствующих заданным параметрам.
Сверла торговой марки HAISSER
Маркировка сверл, содержащая название торговой марки HAISSER, говорит о том, что перед вами инструмент с титановым покрытием, способный выдерживать экстремальные нагрузки. Покрытие из титана, которое нанесено на поверхность таких сверл, затачивающихся пор крестообразной схеме, обеспечивает эффективное охлаждение.

Сверла марки HAISSER
Благодаря исключительной износоустойчивости, долговечности и способности выполнять сверление с минимальным трением, такой инструмент нашел широкое применение на предприятиях различных отраслей промышленности. На рабочую поверхность таких сверл нанесено титан-нитридное покрытие, которое также минимизирует эффект холодной сварки.
Такие сверла можно выбрать для выполнений отверстий в деталях, изготовленных из разных материалов: легированных и нелегированных сталей, меди, бронзы, полимерных материалов, металлокерамики и др.
Сверла торговой марки «ЗУБР»
Материалом для изготовления сверл по металлу под торговой маркой «ЗУБР» является быстрорежущая сталь Р6М5К5, в составе которой содержится 5% кобальта, придающего ей высокую прочность и износоустойчивость.
Если вы задумываетесь над тем, как выбрать подходящее сверло по металлу, с помощью которого можно эффективно получать отверстия в нержавеющих, труднообрабатываемых сталях и цветных сплавах, то вам определенно следует обратить внимание на недорогой и качественный товар данной марки. При необходимости можно выбрать и гибкое сверло для металла.
Читайте также: