Сплав металла с пластиком
Обновлено: 04.10.2024
Литье из сплавов металлов и пластика на заводе UNION – отдельное бизнес-направление
Новый фурнитурный завод компании ЮНИОН в Орловской области построен по принципу производства полного цикла. Это уникальное по российским и мировым меркам предприятие самостоятельно производит нагартованную ленту, гальванику и литье деталей из металлов и пластика.
Литье для компании ЮНИОН – это отдельное бизнес-направление. Мощности цехов позволяют полностью обеспечивать собственные нужды при производстве фурнитуры UPT и выполнять заказы других компаний. Литье, как и гальванику, не часто имеют в своем производственном арсенале другие, даже самые известные, фурнитурные заводы. Они заказывают литье из металлов и пластиков на сторонних специализированных предприятиях.
- сплава металлов (основа – цинк) – детали и элементы фурнитуры на створку и раму;
- пластика (термопластов) – детали и элементы фурнитуры на створку и раму;
- алюминиевого сплава – рукоятка оконной ручки (об этом читайте в следующей статье про производство оконной ручки).
Цеха литья из металлов и пластиков поразили своим масштабом. Оборудование позволяет выполнять литье объемом для более 10 млн комплектов оконной фурнитуры в год. Производственных мощностей достаточно, чтобы обеспечивать собственные нужды завода и сторонние заказы разной сложности – из металлов и различных видов пластиков.
Литье из сплавов металлов на заводе ЮНИОН
В цехе литья из сплавов металлов производят различные изделия для оконной фурнитуры: оконные петли, редукторы, блокираторы, приподниматели, зацепы и прочее.
Материалом для них служит цинковый сплав – ЦАМ.
ЦАМ относится к группе цинковых сплавов. Главный компонент – цинк (95%), легирующие – алюминий (4%) и медь (около 1%). В состав также входит магний (0,05%).
Цех литья ЦАМ-изделий на заводе ЮНИОН представлен на видео ниже.
Литье под давлением из сплава металлов (ЦАМ) на заводе ЮНИОН производится на 10 литьевых машинах.
Литье из сплавов металлов (ЦАМ) на заводе ЮНИОН состоит из следующих операций:
1. Загрузка сырья. Сырье в виде слябов (заготовок) загружается в тигель – емкость для нагрева в машине для литья.
2. Нагрев и плавление в тигеле. Здесь материал нагревается до температуры 420 0 С и начинает плавиться до жидкого состояния.
3. Заливка в пресс-форму. Жидкий сплав металлов под давлением заливается в пресс-форму. В зависимости от номенклатуры в одной пресс-форме находится разное количество полостей под изделия, соединенных узкими связующими полостями. Таким образом, в одной пресс-форме одновременно изготавливается несколько изделий, соединенных между собой липником (технологический материал от связующих полостей).
Фото: детали фурнитуры UPT из ЦАМ с липником в пресс-форме, © union 4. Остывание и затвердевание. Далее сплав в пресс-форме остывает с помощью водяного охлаждения до затвердевания.
5. Извлечение из формы, отделение от липника. После цикла остывания готовые элементы, связанные липником, в сепаратор, при вращении которого они отделяются от липника.
Фото: отлитые зацепы из ЦАМ (8 шт. – 4 пары) фурнитуры UPT, извлеченные из пресс-формы, © union 6. Галтовка. Отлитые изделия поступают на галтовку, где загружаются в барабан со специальными галтовочными (абразивными) камнями. При вращении барабана изделия трутся о камни, чтобы убрать неровности на поверхности.
8. Гальваника (подробнее об этом – в предыдущей статье).
Готовые изделия поступают на промежуточный склад.
Литье пластиков на заводе ЮНИОН
На заводе ЮНИОН некоторые детали и элементы фурнитуры производятся из пластиков – термопластов: зацепы, клипсы, декоративные накладки, шаблоны для сверления отверстий под петли.
Термопласты (термопластические материалы) – полимерные материалы, способные обратимо переходить при нагревании в высокоэластичное либо вязкотекучее состояние. При обычной температуре термопласты находятся в твёрдом состоянии. При повышении температуры они переходят в высокоэластичное и далее в вязкотекучее состояние, что обеспечивает возможность формования их различными методами.
Такие детали и элементы производится с помощью литья из пластиков на термопластавтоматах. Цех литья изделий из пластиков на заводе ЮНИОН показан на видео ниже.
Термопластавтомат – инжекционно-литьевая машина, применяемая для изготовления деталей из термопластов методом литья под давлением.
На заводе ЮНИОН работают 25 термопластавтоматов для литья из пластиков, разных по мощности и по материалу производимых деталей.
- АБС – материал, который не боится внешних воздействий. Из него изготавливаются детали с тонкими стенками, которые должны быть прочными, хотя сам материал хрупкий. Прочность достигается благодаря специфике материала. Из него производят, например, декоративные накладки на петли;
- Полиациталий производится из нефтепродуктов. Из него делают, например, крышки розеток оконных ручек, фиксаторы;
- Капролон (поликапроамид или полиамид РА6) – жесткий материал. Из него производят стандартные зацепы, основу для противовзломных зацепов, шаблоны для монтажа фурнитуры.
Процесс литья пластиков на заводе ЮНИОН состоит из следующих операций:
1. Загрузка материала. Сырье (термопласты) в виде гранул поступает в загрузочный бункер литьевой машины. При необходимости туда добавляются красители для придания изделиям необходимого цвета.
3. Литье. Пластифицированный материал заливается в пресс-форму и выдерживается там под давлением. В одной пресс-форме может находиться разное количество полостей под изделия, соединенных между собой липником (технологический материал от связующих полостей).
4. Охлаждение. С помощью холодной воды происходит охлаждение и застывание пластической массы в пресс-форме.
5. Извлечение из формы. После цикла остывания готовые элементы из пластика, связанные липником, попадают в барабан. При вращении барабана изделия отделяются от липника.
6. Складирование готовых изделий. Готовые изделия по конвейеру сбрасываются в специальную емкость.
Контроль качества литья из сплавов металлов и пластика
Контроль качества литья из сплавов металлов и пластика после литья на заводе ЮНИОН производится в:
- производственном цехе в форме операционного контроля;
- комнате ОТК.
Операционный контроль
После изготовления литых деталей работник визуально осматривает качество литья каждой сотой отливки (отливка – несколько деталей, выходящих из одной пресс-формы) и делает необходимые замеры согласно карте замера. Если они не соответствуют нужным параметрам, информация поступает в службу наладки. После этого проводится необходимая коррекция параметров технологического процесса.
Проверка качества в комнате ОТК
Литье из металлов и пластиков на заводе ЮНИОН это масштабные производственные цеха, где работает современное высокотехнологичное оборудование. Это важный этап производства фурнитуры полного цикла и отдельное бизнес-направление. Компания ЮНИОН готова оказывать услуги по литью из металлов и пластика компаниям из оконной и других отраслей.
Роботизированная сборка элементов фурнитуры
В сборочном цеху расположено 16 роботов. Каждый из них представляет собой целый автоматизированный центр, в котором последовательно выполняются несколько операций – от сборки отдельных составных деталей до конечного элемента – петель на раму и створку.
Почему на этом этапе важна автоматическая сборка?
Составные элементы фурнитуры включают множество мелких деталей. Некоторые из деталей при сборке должны быть установлены строго в центральное положение. При ручной сборке работнику приходилось бы напряженно работать всю смену, чтобы соблюсти все параметры. Усталость в таких условиях ведет к неминуемому браку. Роботы в течение смены качественно выполняют все необходимые операции с требуемой производительностью. Если при сборке попадается бракованная деталь, робот ее отсортировывает и удаляет из технологического процесса. Таким образом, автоматический контроль качества отсекает вероятность брака при финальной сборке.
По заявлениям собственника, через несколько лет планируется запустить еще 3 новые машины. Специалисты ЮНИОН сами продумывают концепцию оборудования, проектируют и собирают оборудование собственными силами. Для этого на заводе сформирован отдел, который занимается разработками. Здесь работают опытные сотрудники предприятия, знающие все нюансы технологии и требуемого оборудования.
На заводе ЮНИОН есть как ручная, так и автоматическая сборка. На тех операциях, где влияние «человеческого» фактора высоко, установлено автоматическое оборудование, там же где, экономически целесообразнее иметь ручную сборку, они внедрена.
Как делают литье из сплавов металлов и пластика и роботизированную сборку на заводе UNION. Часть 4 экскурсии по заводу
Огонь, SLA 3d принтер и медные сплавы

Примерно полгода назад, после активной доработки напильником, SLA 3d принтер в нашем киевском хаклабе начал выдавать неплохие по качеству детальки. Пластик пластиком, но что действительно круто, так это иметь под рукой технологию, переводящую stl модель в металлический аналог. Поэтому следующий этап, который мы решили освоить — это получение металлических копий этих самых принтов. Кому интересны наши первые шаги в освоении этой технологии, прошу под кат. Внимание, много картинок!
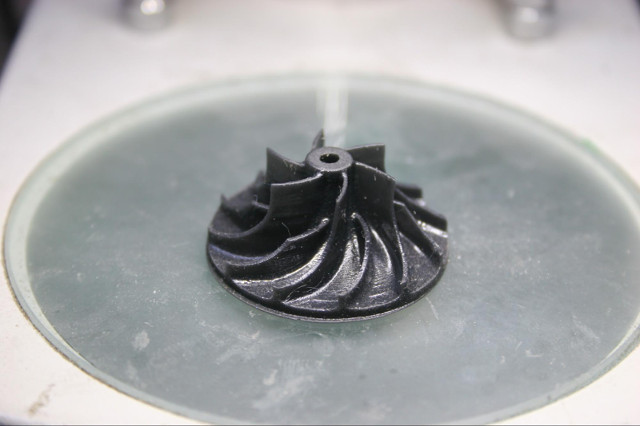
Напомню: SLA 3d принтер печатает деталь послойной полимеризацией специальной УФ-чувствительной смолы с помощью лазера. В результате качество и детализация намного выше, чем у традиционных FDM принтеров. На данный момент наш самодельный зверь выдает вот такие вот результаты:
Технология изготовления металлических отливок по 3d принтам не нова и активно используется в ювелирном деле, стоматологии и других областях науки и техники. Тем не менее, информацию о каждом шаге приходится выуживать по крупицам из сети. В общих словах эти шаги следующие:
- Печать детали с использованием специальной смолы, которая может выгорать при высоких температурах.
- Деталь помещается в специальный металлический цилиндр, называемый опокой. Потом этот цилиндр заполняется гипсоподобной формомассой.
- После застывания формомассы — нагрев опоки до температуры возгорания полимера и выдерживание при ней, пока весь полимер не выгорит. Когда он выгорает, в опоке образуется полость, повторяющая геометрию нашей исходной модели.
- Заливка расплавленного металла в полость.
- Охлаждение, извлечение отливки + механическая обработка.
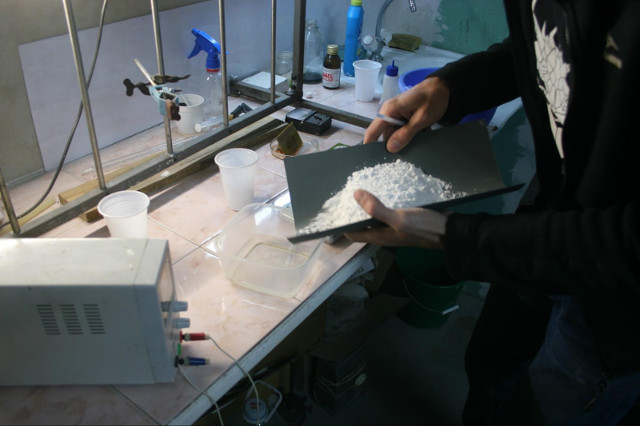
Этап первый: печать
Вообще говоря, кроме варианта с печатью модели из специального материала есть вариант изготовления мастер-модели из ювелирного воска (так называемая “восковка”). Этой технологии уже сотни лет и процесс хорошо отлажен. При прокаливании воск вытапливается, и образуется полость для заливки металла. А в случае с 3d печатью вместо воска у нас принт, и он просто выгорает. Здесь проявляется основное отличие выжигаемой смолы от традиционных — после выгорания почти не остается золы.
Цены на смолы, которые можно выжигать (маркируются как “castable”) оказались довольно кусачими, порядка 150 долларов за литр. Но на ebay была найдена смола производства турецкой компании sinertek за 60, плюс 20 долларов обошлась доставка в Киев.


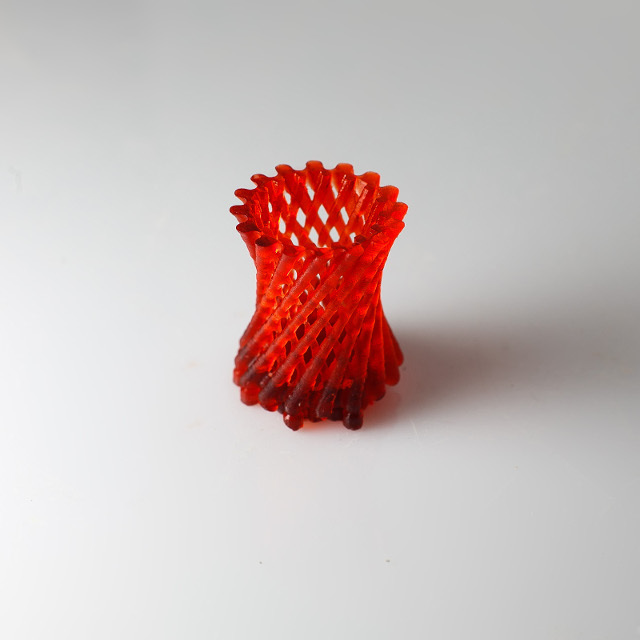
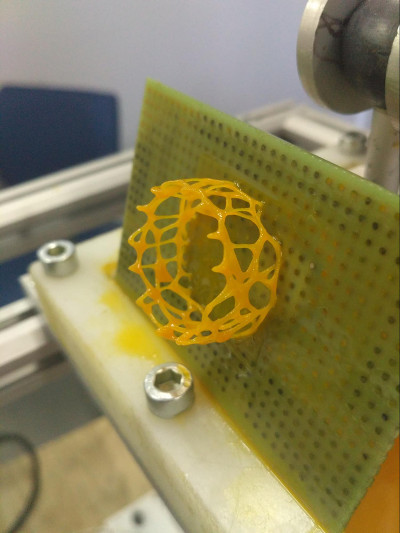
Эта смола оказалась намного более капризной по сравнению с теми, которыми мы привыкли печатать — два раза принт был неудачным, и, к тому же, портил силиконовое покрытие кюветы. На третий раз при меньшей мощности лазера принт оказался успешным.
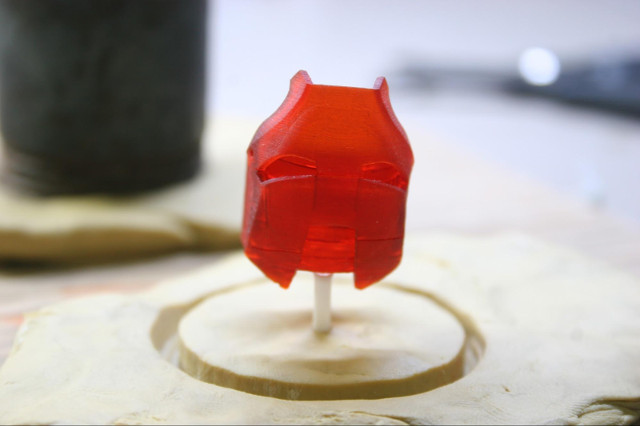
Не спрашивайте, почему мы выбрали шлем Железного человека и ажурную вазу в качестве первых моделей!
Этап второй: подготовка опоки
Чтобы металл затек в полость необходим специальный канал — литник. Мы просто приклеили кусочек тонкой пластиковой трубки на суперклей и закрепили модели вверх ногами в подставке из пластилина. Сверху потом вдавили куски стальной трубы (опоки). В результате вышел такой себе “стакан” с пластилиновым дном и стальными стенками.

Формомасса хоть и похожа внешне на гипс, на самом деле состоит из совсем других компонентов. Продается в магазинах для ювелиров. Очень важен порядок смешивания сухой формомассы с водой: формомассу в воду, а не наоборот — тогда не будет комков. После тщательного перемешивания ее необходимо завакуумировать, чтобы избежать застывших пузырьков газа на модели.



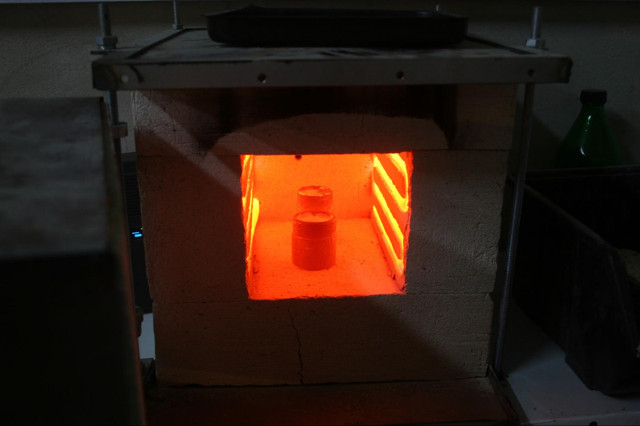
Этап третий: выжигание полимера
Сушка опок заняла пару дней, после этого из опок вынули пластилин, пластиковый литник и поставили прокаливаться в муфель. Профиль нагрева довольно хитрый: сначала несколько часов прогрев на 100 градусах, потом на 200, и самый большой период при температуре 780 градусов (этот профиль описан в инструкции к смоле). К тому же переход от одной температуры к другой должен быть плавным, чтобы не повредить опоку. Мы для нашего теста сделали немного сокращенный сценарий, прокалив 1 час при 100 градусах, 2 часа при 200 и 5 часов при 800 градусах. Скорее всего из-за этого ухудшился конечный результат — в следующий раз обязательно попробуем более тщательно подойти к делу.
Этап четвертый: литье
Для литья мы попробовали 2 металла. Один — серебро, другой — медный сплав, купленный все в том же магазине для ювелиров.
Дальше с поверхностным натяжением можно бороться только физическими методами, а именно внешним давлением на металл. Тут несколько вариантов. Либо создавать вакуум снизу формы, в результате через микропоры в формомассе металл будет “всасываться” в полость. Либо использовать центробежные силы. Либо (наш последний вариант) попробовать создать избыточное давление сверху расплавленного металла. Первый способ требует наличия специальной вакуумной установки, второй — центрифуги, а третий требует специальной… Картошки. Да-да, половина картофелины сделает свое дело.
Принцип прост как дважды два. На раскаленную опоку с расплавленным металлом сверху плотно прижимается половина клубня картофеля. Вода, содержащаяся в нем, моментально вскипает и создает давление, которое вдавливает расплавленный металл в полость.

Вы видитите картошку? Нет? А она есть.

Вот такой грибок.

После охлаждения в воде получаем штуковины:

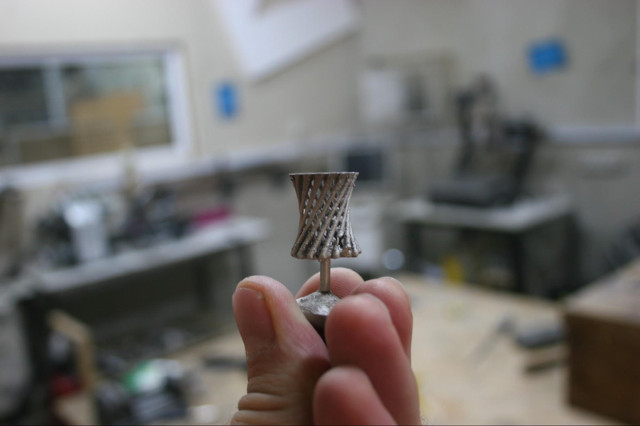
После обработки пескоструим и наждачной бумагой.

Итоги
Результат далек от идеала, поэтому мы планируем попробовать разные режимы печати и отжига, чтобы найти оптимальный. В этот раз мы резко переходили с 200 градусов на 800 при прокаливании опоки, что, возможно, привело к трещинам. Кроме того, медный сплав показал себя как-то странно и на поверхности отливки осталось много шлака. Так что поле для экспериментов тут большое.
Дисклеймер
Мы не волшебники, а только учимся, поэтому возможны неточности в терминологии, технологии и прочие казусы. Конструктивная критика приветствуется.
Металлизации пластмасс: разновидности технологий и их особенности
Металлизация пластика, которая выполняется преимущественно электрохимическим методом, позволяет значительно усилить устойчивость полимерных материалов к механическим повреждениям, воздействию высокой влажности и повышенной температуры. Немаловажным является и то, что изделия, для изготовления которых был использован металлизированный пластик, весят значительно меньше, чем аналогичные детали из чистого металла.

Хромированный пластиковые детали автомобиля — распространенный пример металлизации пластмассы
Химическая металлизация пластмасс активно используется для производства световых фильтров, катализаторов, печатных плат, заготовок для дальнейшей гальванизации, а также многого другого.
Как выполняется металлизация изделий из пластика
Такие разнородные материалы, как металл и пластик, имеют различные коэффициенты теплового расширения. В связи с этим при нанесении слоя металла на полимерный материал не избежать возникновения внутренних напряжений, стабилизировать которые позволяет подслойная поверхность. Для ее создания обычно используют медь. Когда предварительное меднение пластикового изделия выполнено, на него наносится финишный слой никеля или хрома.
Структура покрытия, полученного в результате металлизации пластика, может формироваться из нескольких слоев, в качестве которых могут выступать:
- блестящий медный слой;
- медный слой с матовой поверхностью;
- полублестящий никелевый слой;
- никелевый слой с блеском;
- никелевый слой с матовой поверхностью;
- конверсионный слой.
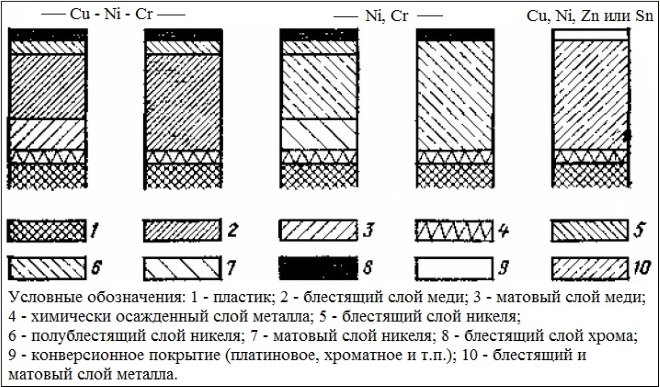
Типы наносимых на пластик многослойных гальванических покрытий
Наносимый на пластиковое изделие металлизированный слой может иметь не только различную структуру, но и различные декоративные характеристики. Так, это может быть покрытие велюрового, блестящего, осветленного, патинированного, черненого и других типов. Выполняют металлизацию пластика не только для улучшения его декоративных характеристик, но также для того, чтобы продлить срок его эксплуатации. В частности, никель, нанесенный на пластиковое изделие, обжимает его поверхность, тем самым способствуя ее укреплению.
В зависимости от того, для чего осуществляют металлизацию пластика, выполняют ее с применением электролитических растворов различного типа. Такими растворами могут быть:
- электролиты для выполнения блестящего меднения;
- электролитические растворы для покрытия поверхности пластиковых изделий никелем;
- растворы, при помощи которых создаются покрытия с вкраплением твердых частиц, или покрытия велюрового типа.

Никелированные гальваническим способом детали
Металлизировать пластиковое изделие можно не только хромом и никелем, но и цинком и оловом. При помощи пленок из данных металлов, наносимых на пластиковую поверхность после ее пассивирования, обрабатываемая деталь защищается от негативного воздействия повышенной влажности и образования налета.
Поскольку металлический подслой, создаваемый на пластиковой поверхности, отличается не слишком высокой электропроводностью, процедуру электрохимической металлизации пластика проводят с использованием тока небольшой плотности (0,5–1 А/дм 2 ). Если применять ток более высокой плотности, это приведет к возникновению биполярного эффекта, что в свою очередь вызовет растворение подслоя в том месте, где изделие соединено с проводом, подводящим к нему электрический ток. Чтобы не столкнуться с таким негативным явлением, на сформированный подслой наносят дополнительный слой меди или никеля, причем делается это с использованием тока небольшой плотности. Последующую металлизацию пластика выполняют на обычных режимах.
Особенности нанесения металлических покрытий методом гальваники
Металлизацию пластика с помощью гальванического способа проводят в достаточно плотных электролитических растворах. Устойчивое положение обрабатываемым изделиям, находящимся в таких растворах, обеспечивают подвешиванием специальных утяжелителей.
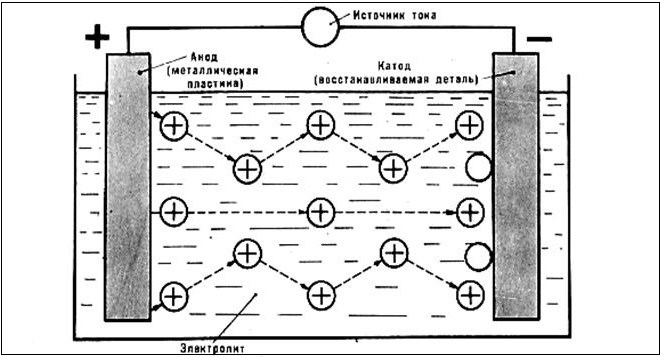
Схема нанесения гальванического покрытия
Чтобы сформировать на поверхности пластикового изделия качественное гальваническое покрытие, необходимо также большее количество контактов, через которые на подслой обрабатываемой детали подается электроток. Перед металлизацией пластика надо выполнить несколько достаточно сложных процедур, которые обеспечат хорошую адгезию пластика с наносимым металлизированным слоем.
Сущность адгезии и влияющие на нее факторы
Адгезия, как известно, является характеристикой качества сцепления разнородных материалов между собой. Чтобы сцепление между пластиковой основой и металлическим покрытием было качественным, прочность покрытия на отслаивание должна соответствовать 0,8–1,5 кН/м, а на разрыв – 14 МПа. Современные технологические методы металлизации пластика позволяют добиваться адгезии, величина которой доходит до 14 кН/м.
На сегодняшний день не существует ни одной теории, которая бы могла точно объяснить все нюансы сцепления разнородных материалов между собой. Если ориентироваться на химическую природу адгезии, то она возникает вследствие химических взаимосвязей разнородных материалов. В частности, при металлизации полимерных материалов такие связи появляются между функционально активными группами, имеющимися на поверхности пластика, и наносимым на нее металлом.
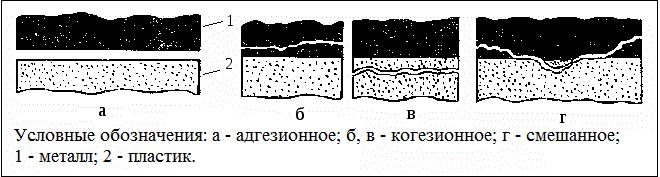
Виды разрушений адгезионных соединений
Существует и молекулярная теория, согласно которой адгезия между разнородными материалами возникает вследствие того, что на межфазной поверхности присутствуют межмолекулярные силы, которые и способствуют сцеплению. По этой же теории, адгезия определяется взаимодействием двух полюсов или возникновением водородных связей между разнородными материалами.
Согласно электрической теории, причиной адгезии является двойной электрический слой, появляющийся при взаимодействии пары тел. В таком слое, который не дает телам отходить друг от друга, формируются электростатические силы притяжения положительных и отрицательных зарядов.
Наиболее признанной среди специалистов является диффузная теория, согласно которой адгезия возникает вследствие формирования межмолекулярных связей между разнородными материалами. В результате на границе соприкосновения двух материалов формируется новый промежуточный слой, и такая граница фактически стирается.
Существует еще и механическая теория, которая объясняет, что адгезия возникает вследствие анкерного сцепления между выступающими частями наносимого покрытия и углублениями в основном материале. В результате такого сцепления образуются так называемые механические замки, которые и обеспечивают адгезию.

Для прочного осаждения металла необходима благоприятная структура поверхности пластика
На качество адгезии при металлизации пластика оказывает влияние целый ряд параметров, к которым следует отнести:
- прочность пластика;
- наличие и количество химически активных групп на поверхности пластика;
- наличие промоторов – стимуляторов адгезии, в качестве которых могут выступать пластификаторы, соединения олова и хрома;
- отсутствие антипромоторов – элементов, которые могут не только ухудшить качество промежуточного слоя, но даже разрушить его;
- структура наносимого металла;
- режимы выполнения металлизации.
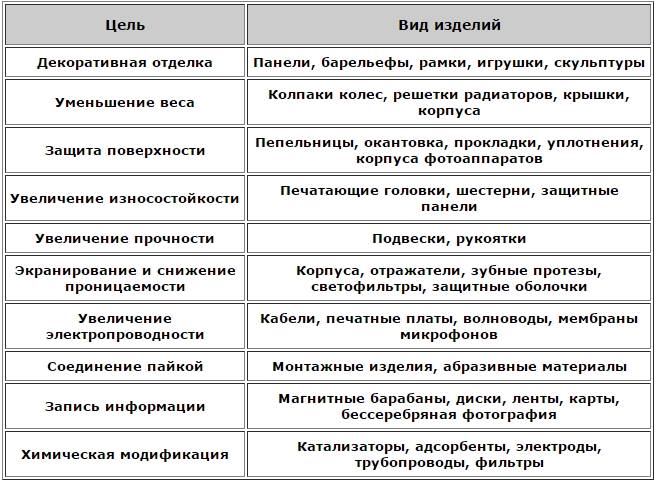
Цели металлизации пластмасс
Вакуумный метод
Вакуумная металлизация пластмасс используется для того, чтобы нанести на них нихром или алюминий. Для практической реализации такой технологии, как уже понятно из ее названия, необходима специальная камера, в которой создается вакуум. Наиболее активно вакуумную металлизацию пластика применяют для обработки автомобильных деталей, сантехнических и осветительных приборов, пластиковой фурнитуры различного назначения.
Нанесенному таким образом металлизированному покрытию придают высокую твердость и устойчивость к воздействию повышенной влажности, используя специальные лакокрасочные составы.
Как выполнить металлизацию пластика в домашних условиях
Металлизированный пластик можно получить и в домашних условиях. Для этого применяют несколько распространенных методик. Наиболее популярная и доступная из них – химическая, для ее реализации не потребуется специальное оборудование. При помощи данной технологии на поверхность пластика можно нанести тонкий слой меди или серебра, что придаст готовому изделию исключительную декоративность.

Вне зависимости от выбранного способа металлизации обрабатываемую деталь следует очистить от механических загрязнений
Меднение пластика
Металлизацию пластика при помощи меди выполняют в несколько этапов.
- Тщательное ошкуривание поверхности, в процессе которого с нее необходимо удалить все выпуклости и другие дефекты. После ошкуривания изделие необходимо обработать абразивным порошком.
- Обезжиривание поверхности. Изделия, изготовленные из полиакрилатов, обезжириваются перед металлизацией в растворе каустической соды, в который деталь помещается на сутки. Для обезжиривания полиамидных материалов используется обычный бензин.
- Промывка обезжиренного изделия в дистиллированной воде.
- Сенсибилизация – процесс формирования на пластике пленки из гидроокиси олова. Для этого изделие на минуту помещают в полупроцентный раствор хлористого олова, на литр которого добавляют 40 граммов соляной кислоты.
- Активация поверхности, для которой изделие на 3–4 минуты помещают в раствор азотнокислого серебра.
- После активации изделие на 60 минут погружают в раствор для металлизации, состоящий из следующих компонентов: карбоната меди (200 г/л), 90-процентного глицерина (200 г/л), 20-процентной каустической соды (1 литр). Температура такого раствора для металлизации должна составлять 18–25°.
Серебрение пластика
Металлизацию пластика слоем серебра выполняют в следующей последовательности.
- Ошкуривание поверхности и ее обработка абразивным порошком.
- Промывка изделия мыльным раствором и дистиллированной водой.
- Обезжиривание поверхности в растворе, состоящем из ангидрида хрома (100 г/л) и сульфата железа (10 г/л).
- Промывка детали в дистиллированной воде.
- Сенсибилизация, для выполнения которой используют раствор хлористого олова (2 г/л).
- Погружение изделия на 60 минут в раствор, состоящий из следующих компонентов: нитрата серебра (3 г/л), каустической соды (3,5 г/л), 25-процентного аммиака (8 мл/л), глюкозы (2,5 г/л). Температура раствора – 18–25°.

Гальванические серебряные покрытия обладают низкой стойкостью к механическим повреждениям, но хорошо противостоят химическим воздействиям
Если поверхность была недостаточно хорошо обезжирена, то в результате металлизации может получиться покрытие не очень хорошего качества. В таком случае его можно удалить, используя специальный раствор, и повторить всю процедуру заново.
Сформированный на пластике по вышеописанным методикам слой металла лучше всего покрыть защитным лаком. Кроме того, металлизированные таким образом пластиковые изделия можно подвергнуть дальнейшей гальванической обработке (например, выполнить их хромирование или покрыть слоем никеля).
Превращаем пластмассу в металл
Сегодняшний пост будет посвящен работе с выжигаемым фотополимером. В процессе напечатаем модель на 3D принтере, а затем превратим ее в изделие из металла. Будем лить серебро, бронзу и латунь. Посмотрим на сколько важен режим прокалочного цикла и к чему может привести его нарушение. Выжигаемый фотополимер оказался довольно специфичным в отличии от инжекторного воска, что требует понимания многих протекающих там процессов.

Марка конкретного выжигаемого фотополимера GORKY LIQUID CASTABLE LSD. Цвет смолы - прозрачно желтый, производитель заявляет, что она замечательно подходит для изготовления моделей зубных имплантатов и ювелирных изделий. В одном из предыдущих постов мы рассматривали тонкости и нюансы печати различными фотополимерами, каждая смола оказалась по своему уникальна, потому тем кто не видел рекомендую к просмотру.
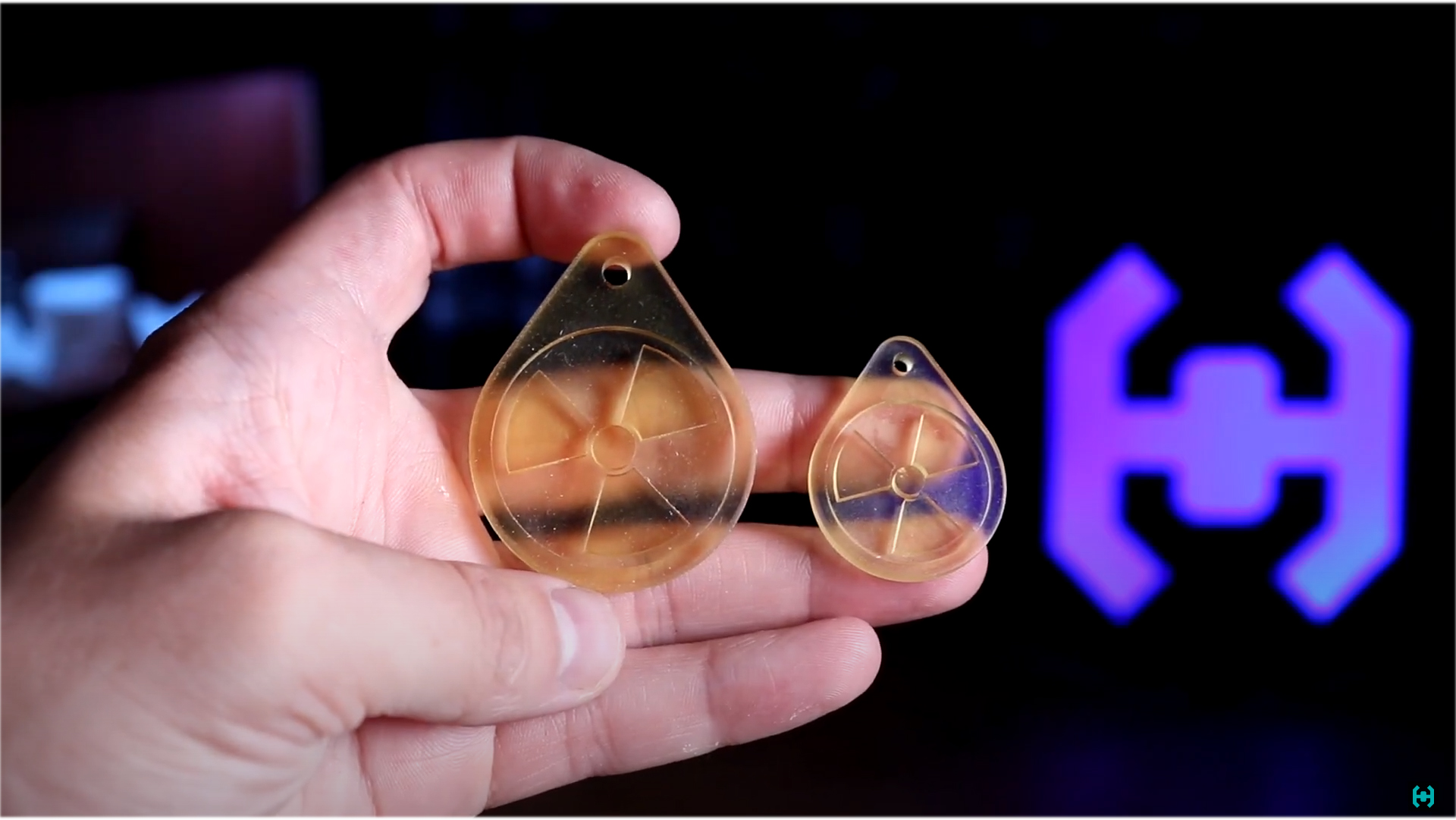
Сегодняшней задачей у нас будет отливка брелка на ключи в виде знака радиохазарда взятого с ресурса Thingiverse. Модель изначально имеет довольно крупные размеры, что потребует большего количества серебра. В программе уменьшаем габариты изделия на 30% и отправляем файл на печать. Высота слоя тут 50 микрон, время печати около часа на фотополимерном принтере CREALITY HALOT-SKY. Промываем его в ультразвуковой ванне и смотрим что получилось.
На начальном этапе подготовки к отливке, на изделия необходимо установить литники из инжекторного воска. Дело в том, что этот фотополимер не плавится, а на жале паяльника сразу превращается в легкий дымок, минуя жидкую фазу. Литники из воска сделать довольно просто, достаточно завулканизировать пару прутиков необходимого диаметра. Конкретное исполнение довольно кривое, но на результат отливок это никак не повлияет.
За пару часов на столе насобиралась горсть моделей, готовых к труду и обороне. Вся операция проходила под сериал "Очень странные дела" в компании хорошего французского зеленого чая. Параллельно подготавливаются другие восковки для отливок исторических предметов по просьбе знакомых.

Пожалуй это была самая массовая литейка за всю историю канала с подготовкой сразу нескольких выпусков наперед. Параллельно с печатью выжигаемого фотополимера была попытка завулканизировать модель для получения точного слепка но, к сожалению остатки ювелирной резины оказались просроченными и вся работа пошла коту под хвост.
Под старыми роликами часто спрашивают чертежи и электрическую схему вулканизатора. Вот архив с необходимыми файлами. Схему управления построена на базе микроконтроллера Attiny2313 и цифрового датчика температуры DS18B20. Эта же схема используется в качестве автоматики в процессе ректификации этилового спирта в домашних условиях.

Перед заливкой опоку необходимо обмотать скотчем, иначе формовочный состав при вакуумировании весь убежит. Установленную в пластилин модель накрываем куском трубы и заполняем ее формовочной смесью. Часто вижу комментарии "что за гипс я использую"? Это не гипс, а специальная ювелирная смесь, хоть бы не ленились и гуглили время от времени в промежутках между тиктоком. Конкретная смесь Prestige ORO, соотношение воды и порошка 1 : 2.5. Состав подобран специально для минимальной усадки в процессе прокалки. Засыпаем порошок в воду, после чего быстро и тщательно все перемешиваем, комки тут недопустимы.
Время жизни этого коктейля восемь минут. За это время нужно успеть все перемешать, несколько минут завакуумировать состав чтобы избавится от лишних пузырей, разлить всё по опокам и снова завакуумировать все это болото. Скажу наперёд, что данная процедура полностью исключает корольки на отливках. Раньше без такого оборудования с этим у меня были проблемы.

Подготовка опок перед отливкой. Снимаем скотч, так как он нам больше не понадобится. Литники в виде гвоздей проще удалять, если их заранее окунуть в воск, а внешний нагрев позволит извлечь металл без повреждения каналов. Сверлом делаем небольшую зенковку отверстий. Важно чтобы мусор не попал внутрь. Опоки обязательно подписываем. Если не сделать данную процедуру потом, фиг пойми что-где находится, однажды обжегся на этом этапе.
Прокалочный цикл. Термопара K-типа крайне коварная вещь, тонкая - после нагрева постоянно ломается и требует ремонта, а толстая - как на зло имеет просто колоссальную инерцию и теплопотери через металлические контакты выступающие с внешней части корпуса.

Это приводило к тому, что вместо установленных 700 градусов в печи были все 830. Полный беспредел. Порой это приводило к тому, что открытие дверцы печи испепеляло тебя как Сару Коннор во время ядерного апокалипсиса. Такой режим прокалки никуда не годится, так как формовочная смесь может потрескаться и дать облои на отливках. Молчу уже про обгорание проводов на критических температурах, контакты необходимо располагать как можно дальше от места нагрева.

Простой пример как врёт толстая термопара. Разброс свыше 20 градусов на первой полки прокалки. Экспериментальным путем пришлось проводить корректировку температур. Каждый раз вспоминаю Тимофея с литейной мастерской ARIMF когда запускаю прокалку на этой печи. Термоконтроллер - это его детище, зарекомендовавшее себя во многих литейных мастерских. Недавно у него вышел новый ролик на канале, всем рекомендую к просмотру!
После подбора температур, необходимые 740 градусов достигаются при 655. Измерения совпали как на независимом термометре с термопарой, так и с пирометром.

К каждой формовочной смеси производитель прилагает инструкцию с прокалочным циклом. Вот простой пример для нашего состава. Тут видны конкретные полки по температурам в определенное время. Весь процесс занимает 15 часов. Сильно удивил синий график для фотополимеров, дело в том, что при моментальном нагреве в 500 градусов, опоку, в теории должно разорвать на части из-за огромного количества влаги внутри. А в инструкции для фотополимера Gorky Liquid, цикл отличается от того, что заявляет производитель формофочной смеси Prestige ORO. И вот фиг пойми кому верить. Пойдем как всегда опытным путем.

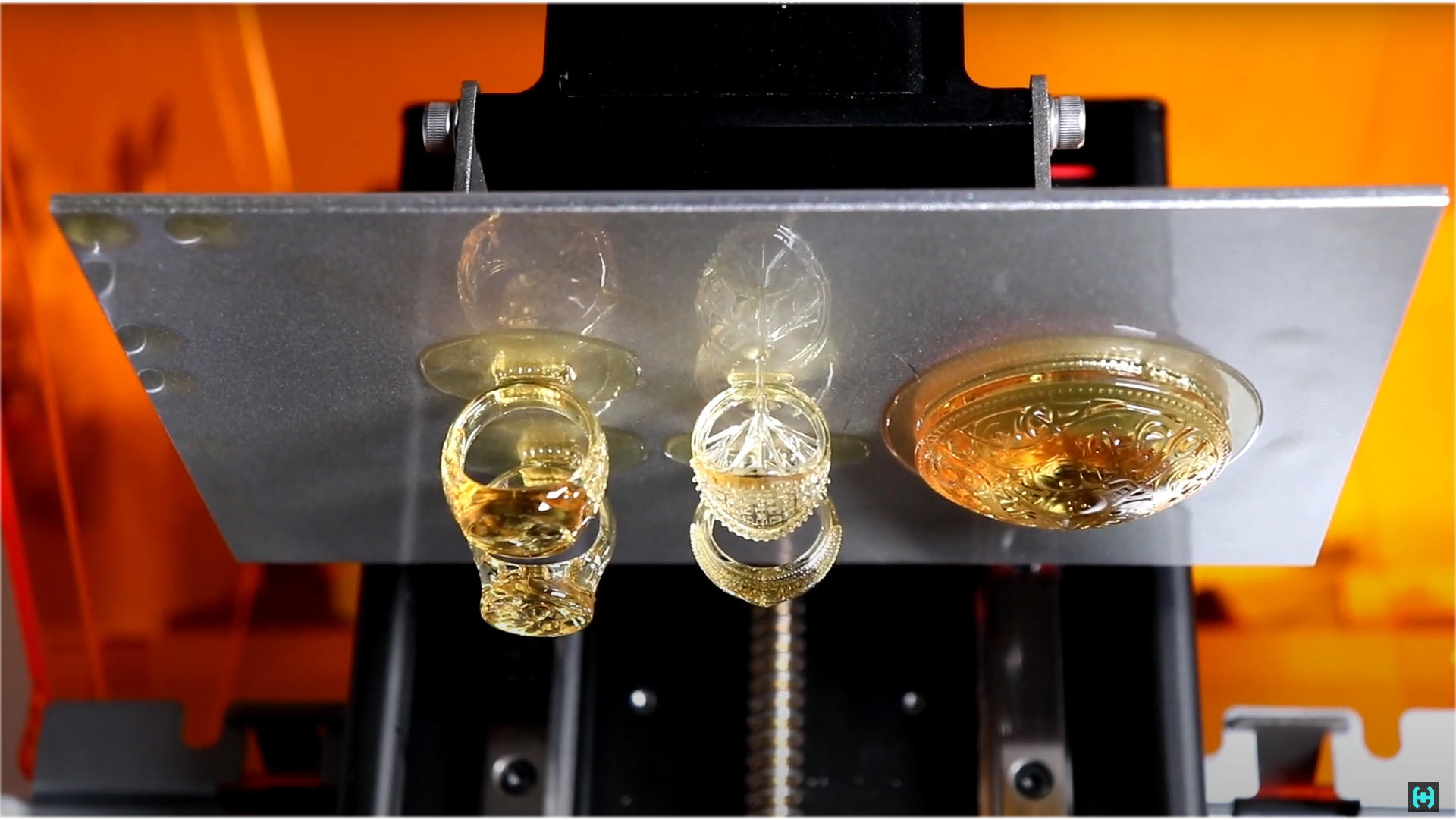
Для начала нужно определить при какой температуре выгорает фотополимер. Для этого в печке для плавки металла будем плавно поднимать обороты и смотреть, когда ювелирное кольцо начнёт испарятся. Изменение цвета модели начало меняться при 350 градусах. При том выглядело это крайне мистически, кольцо постепенно темнело оставаясь в первоначальной форме до тех пор, пока не превратилось в кучу угля, который больше не выгорал.
Как же так, в прошлом посте я показывал что эта смола сгорает без остатка малейшего следа, а тут такое. Не паникуем. Повторил эксперимент положив кольцо в уже разогретую печь. Изделие за пару часов исчезло, оставив после себя только черный потек на дне тигля. Похоже, что фотополимер при плавном нагреве аннигилирует при доступе кислорода. Много раз пришлось открывать печку в процессе первого эксперимента и это превратило изделие в угли.

Печатаем дополнительные модели для опытов. Возьмем брошь в стиле викингов и установим ее для заливки вместе с обыкновенной восковой моделью. Банка с под оливок будет выступать в качестве опоки. Проверялись разные циклы прокалки и следовательно я попросту не успевал находить металлические банки на местных мусорках.
Весь процесс должен проходить в хорошо проветриваемом помещении, иначе дух исходящий из щелей печи завоняет всё. Потому прокалка проходит под кондиционером. Нечего коробке лишний раз перегреваться. Это всего лишь одна треть из тех опок, которые готовились к отливкам, массовое производство так сказать.

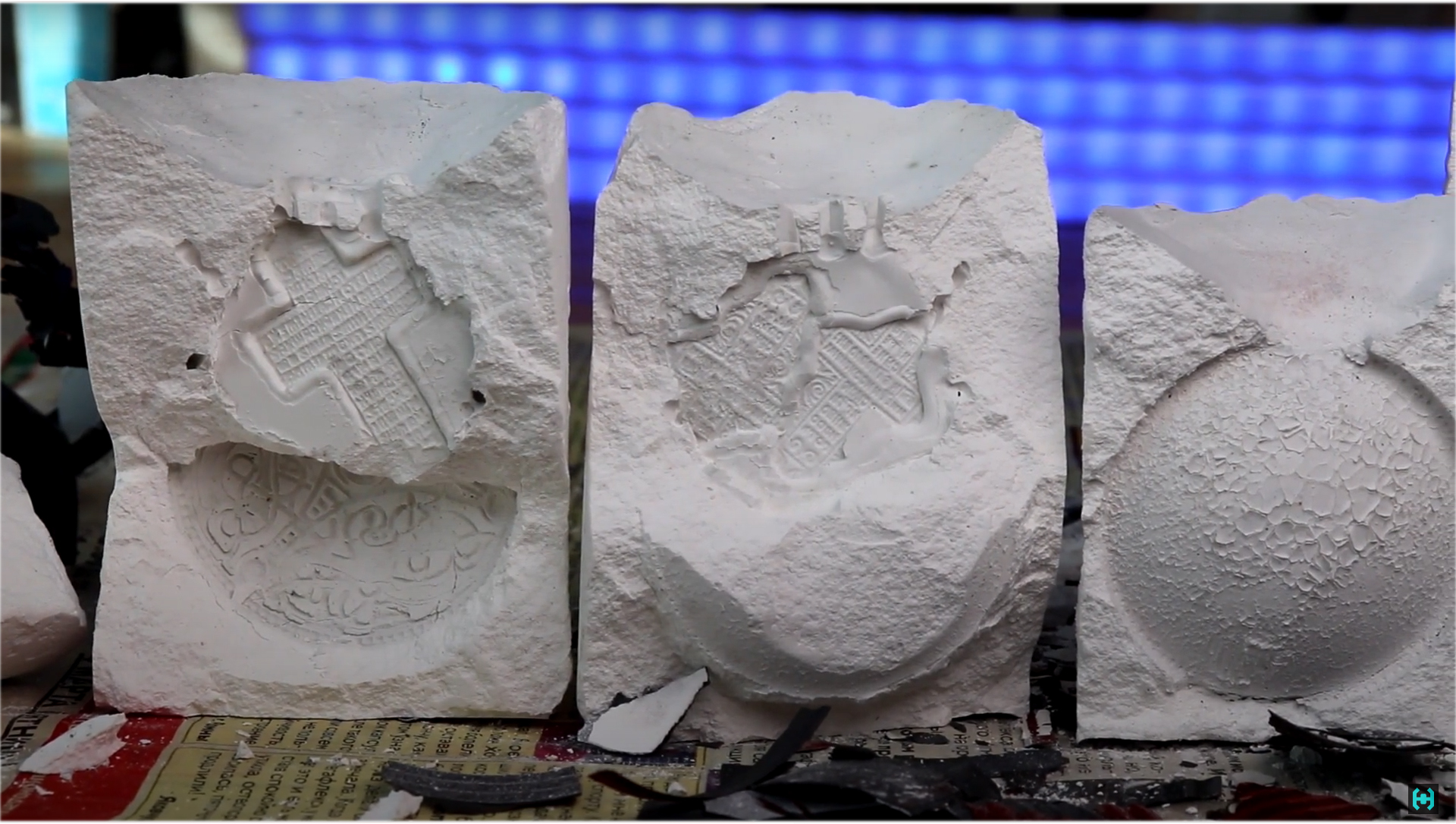
У нас есть три опоки. На последней меньше всего трещин и это неспроста, давайте разбираться. Первый образец. Банка с под оливок хрустит в руках как чипсы во время футбола. Сталь превратилась в труху. Ломаем получившиеся блюдо на две половины и смотри что там внутри.
Данный цикл прокалки длился 7 часов и дело было до коррекции температуры печи. Поверхность формомассы здесь похожа на побелку потолка в погребе, все потрескалось. Теперь самое интересное. Добравшись до изделия из инжекторного воска тут предстала совсем другая картина. Ему абсолютно все равно на нарушение прокалочного цикла, поверхность тут ровная и не имеет видимых дефектов.
Вскрываем вторую опоку, время прокалки 8 часов, температура подбиралась из рубрики пальцем в небо. Что интересного оказалось внутри? Один и тот же крест из инжекторного воска на общей основе показал непредсказуемый результат, одна поверхность идеальная, а вторая покрылась перхотью. Также один из крестов дал трещину.
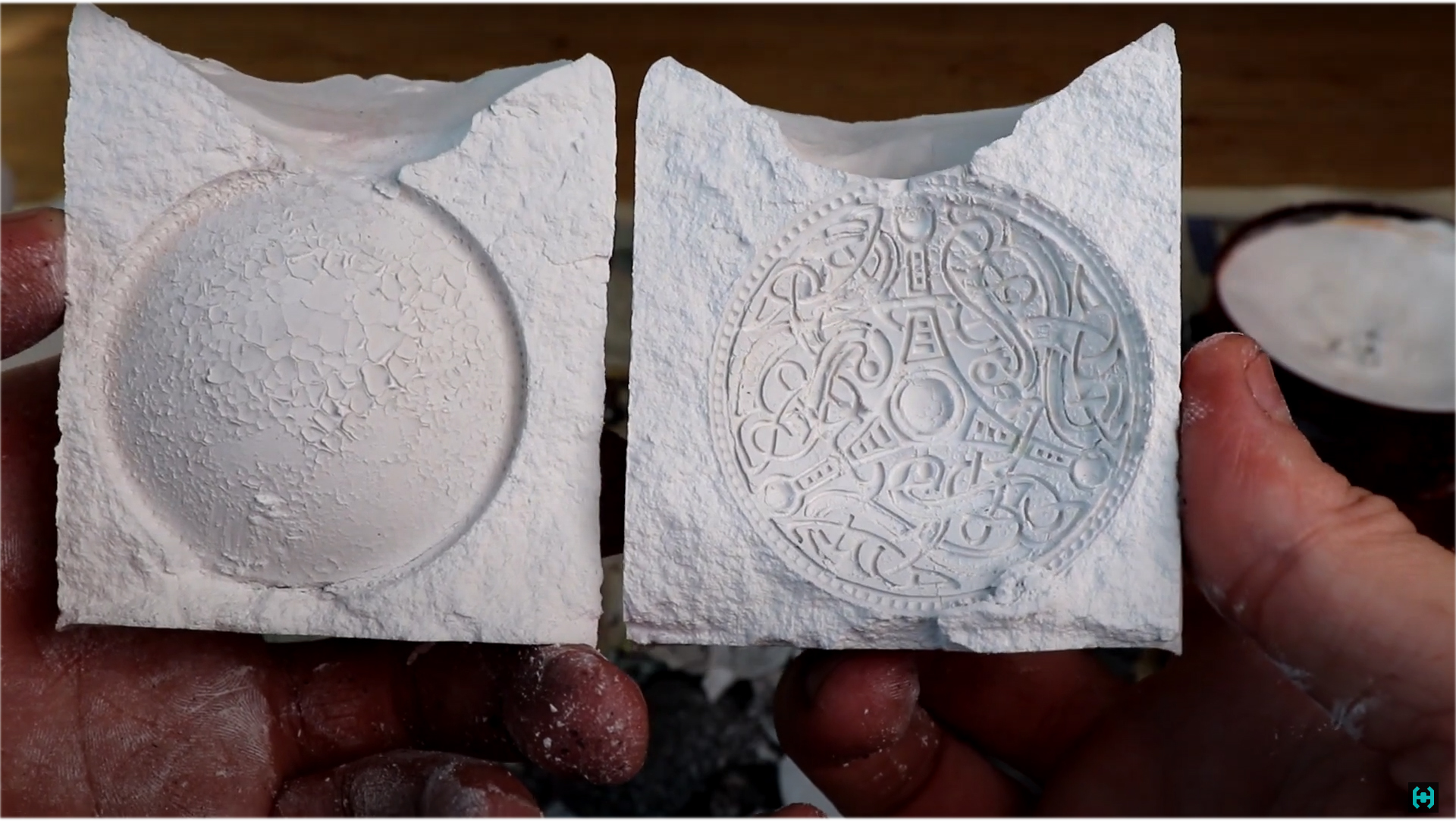
Вскрываем последнюю банку из-под кукурузы. Этот цикл длился 10 часов и был где-то близко к рекомендациям производителя. Этот образец лучшим образом поясняет, почему фотополимер разрушает внутреннюю поверхность. Дело в том, что при недостаточной просушке опоки в составе остается небольшое количество влаги, при выгорании смолы и контакте с водой поверхность смеси разрывает на колбасу.
Потому отсюда следует вывод, что начальные полки просушки следует продлить как минимум на пару часов поверх рекомендуемых инструкцией, особенно это актуально для больших опок.
Коэффициент металла для ювелирного воска и серебра 1 к 11. То есть, если восковка весит 1.56 грамм, то умножаем цифру на 11 плюс пару грамм на литник и получаем количество необходимого серебра для будущего изделия. Для фотополимера это соотношение 1 к 7.5, он значительно плотней в отличии от воска.

Ну что ж приступаем к литейному ремеслу. Рекомендую обзавестись термостойкими перчатками для таких дел, так как инфракрасное излучение муфельной печи запекает руки до состояния шашлыка за пару секунд, а в воздухе стоит отчетливый аромат паленых волос.
Чтобы металл не окислялся во время плавки посыпаем его бурой, она как попкорн при нагреве разбухает и разлетается по окрестностям. Если количество металла большое, то оно прогревается двумя горелками. Ну а дальше как всегда по классике в работу вступает кружка и центробежное литье.

Первый блин комом. Недолив из-за того, что неправильно рассчитал коэффициенты серебра и фотополимера. Или серебра пожлобился, уже не вспомню. Вторая попытка и тоже недолив, в этот раз серебро пробило дно опоки и частично вылилось в кружку. Малость не долил формовочной смеси.
Для плавки металла используется MAPP газ, дающий максимальную температуру пламени примерно 1900 градусов. Честно, таких температур не замечал, но жарит она хорошо по сравнению с обычной бутановой горелкой.

На этот раз серебра положил с запасом. Посыпаю содержимое бурой чтобы метал не окислялся в пламени горелки и прогреваю его несколько минут чтоб был запас по температуре. Самый волнительный момент. Так как это была не первая попытка отливки, на правой руке начали образовываться мозоли, а супруга сейчас в отъезде)
Водные процедуры показали, что на свет появилось новое изделие, нужно его извлечь и промыть в воде. На удивление, модель полностью пролилась всего лишь с третей попытки, что не может не радовать.

Дальше использовал оплавки античной бронзы, которая использовалась в одном из прошлых фильмов, где мы отливали бронзовый кельт. Как найти такую бронзу не спрашивайте, это долгая история и тут есть о чем поговорить.
Плавим бронзу с помощью двух газовых горелок параллельно присыпая содержимое бурой и выливаем всё в графитовую изложницу. Коэффициент бронзы и фотополимера не знаю, количество металла брал на глаз. Машем кружкой. Однажды, увидел соседа в окне, который наблюдал за этим процессом из соседнего дома. Он явно не понимал что происходит, но при этом прожигал меня взглядом. Нефиг заглядывать в чужие окна!
Отливка на удивление получилась со второго раза, на первом забыл включить видеозапись на камере, но там было всё печально, недогрел металл.

Так же попробуем отлить его из латуни. Литейную латунь можно раздобыть из сантехнических фитингов, в конкретном случае это заглушка для трубы. Прогрев пару минут, изделие начало сдаваться и стекать каплями на дно тигля. С детства мечтал приручить металл и превратить его в что-то необычное.

При плавке латуни мне вспомнилась школьная дискотека 2000-х, там играли песни группы "Руки вверх", стоял дымогенератор и стробоскоп, который мигал в толпу обдолбанных малолеток не понимающих суть своего бессмысленного существования. Я часто спрашиваю себя: Что останется от всего этого через миллиард лет? Явно ничего хорошего. С этой мыслью просыпаюсь каждое утро.
Латунь вроде пролилась и оставила на поверхности красочные ярко желтые следы. Дышать цинком очень полезно, потому проводить такую терапию регулярно не рекомендую! Остужаем опоку в холодной воде. С первого взгляда всё замечательно. Видно знак радиохазарда. Но по факту нас ждёт разочарование. Такое чувство, что металл застыл в опоке прямо в процессе маханием кружкой. Всё пролилось кроме верхушки, явно недогрел металл.

В результате насобиралась вот такая коллекция замечательных разношерстных изделий. Некоторые уйдут на переплавку, а некоторым предстоит дальнейшая обработка. Вывариваем заготовки в лимонной кислоте. При детальном осмотре металла, в глаза бросаются края изделий. На серебре они острые, правильные. На бронзе углы вялые, сглаженные. Текучесть серебра явно выше.

Обработка изделий. В ход идёт грубая артиллерия в виде напильников и надфилей. Необходимо убрать остатки литниковой системы и выровнять все плоскости. При детальном осмотре в металле была обнаружена раковина с обратной стороны изделия. Заделаем её припоем для пайки с трёх процентным содержанием серебра. По цвету металл будет отличатся, но это не критично. Алмазной насадкой убираем облои в каньонах рельефа. Ровные плоскости выводим на наждачной бумаге. В начале используем крупное зерно, а затем мелкое по убывающей.
В самом конце использовался мелкозернистый водный камень, поверхность оставил сатинированую с мелкими царапинами. Такой метод обработки часто применяется для клинков ножей. Вся серебряная пыль в процессе обработки металла не выбрасывается, а собирается в отдельный пакетик для последующей переплавки. В результате из этого мусора получилась капля в пару грамм. Отходы превращаем в доходы как говорится.
Параллельно на наждачной бумаге выводим плоскость на бронзовой заготовке. Поверхность в этот раз сделаем матовую с использованием 30% азотной кислоты. Десять минут и готово. Такие изделия в итоге получились. Одно из серебра, а второе из бронзы пролежавшей в земле несколько тысяч лет.

Перейдем к самой интересной глава повествования. Превращение изделия в артефакт. Для этого нам нужен светящиеся в темноте порошок. Достать его можно из старых советских часов или рубильников. Собираем светомассу постоянного действия на основе радия 226 в отдельный пакетик и . Да шучу я! Такой светонакопительный пигмент продается на алиэкспресс.
Разводим его с эпоксидной смолой, а с помощью шприца заливаем состав в углубление брелка. Эпоксид довольно жидкий и сам растечется по всему объему рисунка. Через сутки получаем два светящихся артефакта. Пару минут работы и брелки можно цеплять на ключи. Удивительно как простая модель напечатанная домашнем на 3D принтере может превратится в изделие из металла.
Пока заряжал люминофор ультрафиолетовым фонариком, заметил, что формовочная смесь на заднем плане начала флюоресцировать красивым желтым цветом. Места где находились восковые модели светятся значительно меньше. Любопытно, но свежая формовочная смесь не обладает подобными свойствами, они проявляются только после прокалки и на этом кадре это хорошо видно.

Для справки. Съемка этого выпуска заняла чуть больше месяца. Пришлось повторять 3 полных цикла прокалки опок, чтобы понять из-за чего шелушится поверхность выжигаемого фотополимера. Платформа на которой проходила прокалка, после всех экспериментов рассыпалась в труху, металл стал похож на засохшую лепешку которая легко ломается руками. Получившийся брелок полностью безопасен, его фон не превышает радиационные поля в Чернобыле.
Параллельно проводилась съемка литья изделий для будущих проектов. В общей сложности использовалось больше сотни грамм античного серебра. В процессе получил пару ожогов горелкой. В дальнейшем планируется модернизация литейного оборудования, будет собран восковой инжектор с подогревом и вакуумный литейный стакан предназначенный для вакуумного литья.
Читайте также: