Способы нанесения эмали на металл
Обновлено: 02.05.2024
Последнее время мы наблюдаем повышенный интерес к работе с горячей эмали. Раньше с эмалью работали только художники, обучавшиеся в специализированных художественных заведениях, и нам не приходилось отвечать на самые простые и общие вопросы по работе с ней. Теперь появилась необходимость вывесить некоторые сведения и рекомендации по работе с горячей эмалью.
Это аннотация от производителя английской эмали, переведенная и доработанная нами. Повторяюсь, сведения исключительно общие и краткие, которые не ответят на все вопросы , возникающие у новичков. Но они хоть как-то помогут на начальном этапе тем, кто решил самостоятельно осваивать это искусство.
Методы нанесения
Сухой метод нанесения эмали.
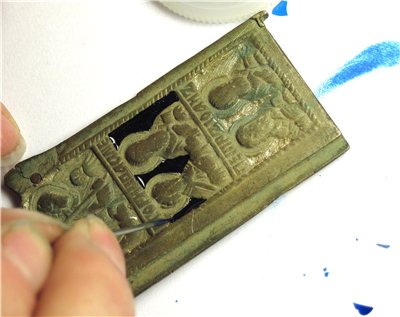
Метод сухого нанесения эмали наиболее широко используемый и является предпочтительнее там, где покрытие должны быть равномерным. Металл покрывают фиксатором для эмали с помощью мягкой кисточки или распылителя. На рабочей области размещают чистый лист бумаги для сбора избыточной эмали. Небольшое количество порошковой эмали помещают в пластиковое сито. Заготовки для эмалирования размещают на бумаге, положив ее на палочки (карандаши). Все другие вспомогательные инструменты должны находиться в легкой доступности от вашей руки. Расположите сито с эмалью над заготовкой и легким постукиванием указательного пальца по ситу равномерно распределите эмаль на поверхности, на толщину примерно равную толщине металла.

На первом фото на пластину наносится специалньный фиксатор для эмали. На втором, эмаль через сито насеивают на фиксатор. Фиксатор, высыхая, удерживает эмаль. Это обеспечивает перемещение пластины, без возможных потерь эмали.
Влажный метод нанесения эмали
Это метод является предпочтительным там, где не требуется покрытия больших поверхностей. Эмалевую суспензию готовят путем перемешивания небольшого количества воды и порошковой эмали. Суспензию наносят на металлическую поверхность с помощью шпателя , кисточки. Романтичные натуры и любители винтажа могут использвать старое гусиное перо со срезанным кончиком.

После каждого из вышеуказанных методов , эмаль должна быть полностью высушена перед обжигом.
Феном эмаль сушить нельзя! Для скорейшего высыхания помещаем изделие с эмалью на верх разогретой муфельной печи.
Техники эмалирования
Для изготовления изделий с эмалью используются как современные так и традиционные техники.
Влажный способ наложения эмали может быть использован для создания дизайна непосредственно на металле или на ранее обожженном базовом слое. Это метод используется в следующих традиционных техниках.
Перегородчатая эмаль (Cloisonn)

Здесь области эмали разделены медными или серебряными перегородками, которые припаяны к основному металлу. Тип Cloisonn можно сделать, нажав на перегородке в слой необожженной эмали (интересно, но мы не пробовали
После обжига эмаль держит перегородки и берет на себя функцию жесткого припоя.
Пайка перегородок требуется не всегда, в основном на объёмах. На плоских изделиях перегородки закрепляются с помощью медицинского клея БФ, как на чистом металле, так же и на базовом слое эмали.
Витражная , пликажур
Метод, по сути такой же, как перегородчатая эмаль, но без металла - основы. Рисунок из перегородок удерживается с помощью обожженной эмали, которая располагается во время обжига на листе слюды.
Выемчатая:

фото работы мастерской "Спеха Дар"
В этой технике эмали обжигается в выемках, которые вытравливаются кислотой на поверхности металла. Так же существуют другие способы получение выемок в металле, такие как давление, гравировка, литье.
Это далеко не все способы и методы работы с эмалью.
На обожженном базовом слое можно создавать дизайн украсить цветными эмалями и жидкими препаратами драгоценных металлов, или использовать небольшие кусочки дробленой эмали, стринги (тонкие ниточки эмали). Они могут быть уложены на базовый и во время обжига в печи, когда эмаль уже начала плавится, специальным инструментом перемешивать цвета, создавая неповторимый дизайн. Этот метод может производить поразительные результаты.
Обжиг
Печь должна быть нагрета до температуры 780 - 800 ° С. , при такой температуре камера становится красного цвета. Изделия должны быть аккуратно размещены на подходящую подставку для обжига (идеальный вариант нержавеющая сталь), и вся конструкция помещается в камеру обжига с помощью шпателя или ухвата.

Дверь печи должны быть закрыты и наблюдать за обжигом можно через специальное окошечко. Поверхность эмали будет чернеть, а затем будет становиться ярко-красного цвета как камера печи и у нее появится блеск.

Подождите несколько секунд после этой точки, а затем удалить подставку из печи, разместив ее на огнеупорную площадку для охлаждения. Время обжига зависит от размера изделия, для ювелирного украшения 2-3 минуты.
После обжига все непокрытые металлические поверхности будут покрыты оксидом - окалиной. Это можно предотвратить покрывая чистые участки металла системой защиты от появления окалины T39. Средство легко смывается. В переводных книгах по эмали это средство еще называется биндер.
Отдельно, хочется остановится на температуре обжига. 800 градусов - это немного условное значение, 10 градусов ниже или выше, не сыграют трагическую роль при обжиге. При отправке в камеру изделия, температура обязательно падает на 60-80 значений, до заданного значения она будет подниматься примерно минуту. Если вы будете обжигать при температуре 750 градусов вы будете это делать чуть дольше, если выставить 850, то быстрее. Окончание обжига определяется визуально.
Контрэмаль
У металлов и эмали разные характеристики линейного расширения и после обжига есть вероятность появления трещин в слое эмали. Чтобы уравновесить напряжение в эмали и металле применяется контрэмаль, эмалирование обратной стороны изделия. В линейке эмалей Милтон Бридж есть специальная эмаль T237. Контрэмаль можно наносить как сухим так и влажным методом. Контрэмаль наносится и обжигается в первую очередь, что бы обеспечить дальнейшие удачные обжиги изделия.
Подставки для обжига
Всевозможные варианты подложек для обжига могут быть согнуты из сетки нержавеющей стали (немагнитящейся). Сетка может быть использована как плоская подставка, согнув вниз углы, вы сформируете ножки. Эта подставка может быть перевернута вверх дном и ножки используются в качестве точек опоры, при использовании контрэмали. Для обжига изделий с контрэмалью существуют специальные подставки.
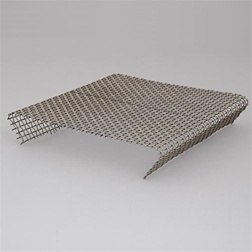
подставка из сетки

подставка для обжига с контрэмалью
От себя добавим. Не стоит сразу делать шедевры. Попробуйте просто нанесьти эмаль разными способами на основу и
Подготовка металлической основы перед нанесением эмали. Технология приготовления эмали, технология эмалирования (оборудование, оснастка, режимы).
Предварительная работа с металлом предполагает обработку и формообразование его ювелиром, чеканщиком или гравером.
Для различных работ можно использовать следующие толщины заготовок (мм):
Пластины для ювелирных изделий 0,4—0,6
Пластины 200x200 мм 0,8
более 400x400 мм до 1,5
Чаши и сосуды 0,8—1,0
При выборе толщины пластины под выемчатую эмаль руководствуются глубиной выемок (0,3 -0,5 мм).
Хорошее сцепление металл-эмаль : - безукоризненное состояние металлической основы,
-гомогенная структура металла ,-отсутствие вредных примесей и внутренних напряжений, -чистая поверхность металла
Такое требование к металлической основе, как гомогенность сплава и отсутствие вредных примесей, продиктовано рядом причин. Примеси цинка, кадмия, олова, свинца, алюминия образуют, как правило, с компонентами сплава низкоплавкую эвтектику, которая может реагировать с размягченной эмалью. Кроме того, несвязанные частицы примесей различных металлов реагируют с кислородом воздуха и улетучиваются в виде газов или паров во время обжига эмали. Вследствие этого изменяются цвета эмали, а также появляются поры и матовые пятна.
При эмалировании следует избегать разнотолщинности металла.
Больше всего подходят для эмалирования слегка выпуклые формы, так как при нагревании они не деформируются.
1.1. Отжиг металлической основы – кратковременный нагрев до t = (0,65-0,7) tпл. Происходит рекристаллизация сплава, исчезают внутренние напряжения, сгорают остатки клеёв, масел, жиров.
1.2. Отбеливание. После отжига изделие охлаждают в воде и травят в 10% р-ре серной кислоты. Золото 750, медь и эмалировочный томпак можно отбеливать в 10% р-ре азотной к-ты. Если перед погружение в кислоту изделие не охлаждается то после этого обязательна нейтрализация.
1.3 промывка многоступенчатая tводы = 20+5°С, 75+5°С.
1.4. сушка струёй горячего воздуха, либо х/б тканью.
1.5 Обезжиривание производится в том случае если нельзя отжигать изделие. Используют трихлорэтан, спирт, р-ры соды, аммиака. После необходима промывка.
1.6 крацевание щёткой из нейзильбера (латунная оставляет тончайшее покрытие)
2. Подготовка эмали
2.1. Дробление и размалывание.
Обычно эмаль поступает к потребителю в кусках различного размера. Необходимое количество кусков эмали и измельчают в ступке без добавления воды до нужных фракций. В промежутках вытряхивают содержимое на сито и просеивают в чашку, а оставшиеся в сите крупные фракции измельчают вновь. Этот процесс можно облегчить, используя нагрев. Для этого большие куски эмали нужно положить на подставку для обжига и поместить примерно на 10 мин в эмалировочную печь при температуре 400° С. Затем куски охлаждают в холодной воде. При этом они раскалываются или становятся такими хрупкими. Крошку тщательно промагничивают.
Обычно для размола применяют фарфоровую ступку. Агатовые ступки предназначены исключительно для небольших количеств эмали, которая должна быть особо тонкого помола.Растирают эмали круговыми движениями пестика с небольшим количеством воды, мутную воду периодически удаляют и заменяют. Крупнозернист.эмали расплавляются легче и обладают большим блеском, однако размер зерна надо сопоставлять с размером ячейки.
Полностью растертую эмаль заливают водой. Затем ее помешивают пластмассовым шпателем, чтобы вода охватила всю эмалевую массу. Затем эмаль оставляют отстаиваться, сливают отстоявшуюся сверху мутную воду и заменяют ее свежей водой. Процесс повторяют до тех пор, пока вода над эмалью не станет совсем прозрачной. Промывка прозрачных эмалей только дистиллированной водой, чтобы исключить загрязнение эмали примесями, имеющимися в водопроводной воде, например Ре, Са и др. Непрозрачные эмали можно без риска промывать водопроводной водой.
3. Нанесение эмали
3.1. Основные принципы
Имеются два основных способа нанесения эмали на подложку: «сухой» — эмаль напыляется в виде порошка «мокрый»— эмаль наносится в виде шликера
3.2. Нанесение эмали напылением (сухой способ)
Сухую эмаль можно наносить напылением только на простые ровные пластинки. При этом подложку обычно смазывают трагантом. При этом следует обращать внимание на то, чтобы поверхность была равномерно и полностью покрыта. Для этой цели для больших эмалируемых площадей можно использовать пистолет-распылитель, работающий от компрессора. Нанесение слоёв траганта и эмали повторяют до тех пор, пока не будет достигнут прочно связанный слой нужной толщины. Однако и при этом способе нанесения эмали нельзя допускать, чтобы слой был слишком толстым. Этот способ хорошо для непрозр.эмалей. Прозр.эмали могут потускнеть.
3.3. Мокрый способ. Эмали наносят кисточкой и шпателем в виде шликера. Отмученный эмалевый порошок должен быть мелкозернистым, увлажненным, по без избытка воды. Им заполняют ячейки рабочей палитры. Кисточка должна быть жесткой и с заостренным концом.
Подобным образом действуют и шпателем. Его рабочая поверхность должна быть гладкой, полированной, края должны быть слегка скруглены, чтобы не поцарапать металл и не «срезать» эмаль при ее сглаживании. Избыток эмали также удаляется шпателем, благодаря чему можно довольно точно дозировать ее количество. Шпателем выравнивают нанесенную эмаль и вдавливают ее в выемки и ячейки. Можно шпателем постучать по краю изделия для уплотнения эмалевого порошка.
4. Сушка нанесенной эмали
Перед обжигом нанесенная эмаль должна быть тщательно высушена,так как вода при температуре обжига вскипает и испаряется, при этом эмаль отскакивает от подложки. Мокрая нанесенная эмаль, если даже ее просушили кисточкой или фильтровальной бумагой, содержит еще много воды. Образец с нанесенной эмалью осторожно снимают со стола с помощью стального шпателя, кладут на подставку для обжига и помещают на печь для сушки и предварительного нагрева. Оптимальная температура для просушки эмали составляет 60—80° С. Примерно через 30 мин образец высыхает. При комнатной темпер. Время сушки не менее 12 часов.
Обжиг лучше всего производить в электрических муфельных печах. Можно и открытым пламенем газовой горелки, но в этом случае пламя не должно соприкасаться с эмалевой поверхностью.
Время нагрева печи до температуры обжига эмали зависит от мощности печи и ее размеров. Перед обжигом рекомендуется прогреть печь при температуре обжига в течение 30 мин и затем начинать работу, чтобы во время обжига при открывании дверцы температура заметно не снижалась. При обжиге в муфеле устанавливают температуру на 20-40° С, благодаря этому сокращается время обжига, что благоприятно сказывается на качестве эмалевого покрытия, т.к поверхность Ме меньше окисляется и цвет эмали получается ярче. Но слишком длит.обжиг может привести к пережогу эмали. Таким образом, температура печи не соответствует температуре обжига эмали. Поэтому даже при эмалировании серебра можно устанавливать температуры в печи обжига выше температур плавления сплавов серебра. Только бесцветные грунтовые эмали (фондоны) — особенно последний, кроющий слой фондона—должны обжигаться при умеренной температуре (примерно 800—850 °С). Фондом при высокой температуре становится зеленоватым, а при слишком низкой — серым и мутным.
Наиболее чувствительны к высоким температурам обжига места спаев. Особенно нежелательно иметь места спая под слоем эмали, так как припой под эмалью при высокой температуре может растечься, изменить цвет эмали и ухудшить сцепление эмали с подложкой.
Если на изделии обжигаются эмали разных цветов, то необходимо предварительно сделать пробу эмали на плавкость и на цвет («палитра цвета») При обжиге нескольких эмалей всегда начинают с более тугоплавких эмалей при этом параллельно грунтуют места для более легкоплавких эмалей фондоном либо подходящей тугоплавкой эмалью. Затем раскладывают и обжигают более легкоплавкие эмали. Продолжительность процесса колеблется в зависимости от t печи, толщины Ме основы, толщины эмалевого слоя, t обжига эмали, величины эмалевого зерна, размеров и материала подставки для обжига. Готовые обожженные изделия быстро и плавно, без резких толчков извлекают из печи и устанавливают на огнеупорную подставку рядом с печью.
6. Охлаждение и правка после обжига
Благодаря низкой теплопроводности асбестовой плиты замедляется процесс охлаждения. Слишком быстрое охлаждение может привести к растрескиванию эмали.
Для правки плоских поверхностей используются деревянные пуансоны, покрытые асбестом. Для этих целей можно также использовать стальную правильную плиту. В некоторых случаях бывает достаточно в процессе охлаждения сильно прижать деформированный предмет к подставке двумя шпателями.
7. Травление эмалированных изделий
При обжиге не покрытая эмалью поверхность металла (за исключением чистого золота и чистого серебра) окисляется. Особенно быстро образуется черный слой окалины на меди и эмалировочном томпаке. Если использована кислотостойкая эмаль, то самый простой способ удаления такой окалины — химическое травление. Для травления в большинстве случаев используют раствор 10 %серной кислоты. Охлажденное изделие погружают в холодный раствор и оставляют в нем до тех пор, пока все окислы не превратятся в сульфаты. В теплом травильном растворе процесс идет быстрее, но в этом случае разрушается эмаль. Процесс травления должен быть кратковременным.
Нельзя опускать теплое изделие, покрытое эмалью, в более холодную жидкость и наоборот, так как возникают условия для растрескивания эмали.
Прозрачн.эмали более кислотостойкие, чем глухие. На эмали, кот.чувствит. к агрессивным средам необходимо наносить защитные покрытия (карандаш: канифоль и парафин (1:1).
8. Шлифование и полирование эмали
Для шлифования, как правило, используют шлифовальные бруски из карбида кремния и шкурку различной зернистости. Шлифование должно всегда осуществляться с подачей воды.
Промывание. Остатки абразива необходимо удалить с поверхности. Между шлифованием брусками и шкурками различной зернистости и особенно после окончания необходимо тщательно промыть изделие в теплой мыльной воде щетиной или из стекловолокна щёткой, удалить иглой частицы абразива из мелких пор, а затем высушить салфеткой. Чистоту поверхности проверить с помощью лупы.
Полирование. Многие мастера отказываются от трудоемкого механического шлифования, заменяя его блестящим обжигом (горячее полирование). Однако эмали, подвергнутые механическому шлифованию, приобретают более благородный блеск. Огненное полирование же придает эмали «стеклянный» блеск. Кроме того, после механического полирования образуется абсолютно ровная поверхность. После огненного полирования поверхность всегда слетка опускается. Металл при незначит. обжиге легко окисляется, а применение хим.средств нежелательно, поэтому предпочтение следует отдать механическому шлифованию. Используя мелкозернистую шлифовальную бумагу, можно добиться высокого качества поверхности. Заключительная обработка осуществляется на полировальной машине мягким фетровым или кожаным кругом. Рекомендуют использовать бор-машину для финишного полирования и его желательно осущ-ть без применения паст. Затем изделие еще раз тщательно промывают. В относительно крупные поры втирают немного воска, тончайший слой воска растирают по всей поверхности.
Технология нанесения горячих и холодных эмалей. Эксперимент-фотоочет.
Вот, как и обещала небольшой рассказ о эмалях. Сборная информация из статей в интернете и свои ощущения. Извините, что так не скоро. были технические затруднения с опытами.
Классический способ — эмаль горячего отжига:
Эмаль (не путать с эмалевыми красками) — тонкое стекловидное покрытие, получаемое высокотемпературной обработкой.
В художественной керамике эмалями иногда называют непрозрачные (глухие), обычно белые, блестящие глазури за их свойство перекрывать цвет керамического черепка.
В переносном смысле эмалями нередко называют практически все стекловидные покрытия по металлам, используемые в бытовых целях (эмалированная посуда, ванна и т. д.).
В Россию эмаль пришла из Византии одновременно с принятием христианства и уже в XII веке упоминается в летописях. Современная художественная эмаль пришла в Россию из Европы в конце XX века.
Первое упоминание о Русских перегородчатых и выемчатых эмалях встречается в Московской Ипатьевской Летописи 1175 года. В те времена все виды Русских художественных эмалей назывались "финифть" и только в XIX веке старинное название "финифть", сменилось на новый термин "эмаль". Эмаль представляет собой стекловидный порошок, получаемый измельчением стекловидных пластин до необходимой фракции. Измельченная в порошок эмаль смачивается водой до нужной консистенции и наносится в ячейки. Работа обжигается в печи или производится локальный обжиг эмали в каждой ячейке посредством газовой или бензиновой горелки. Разные виды и цвета эмали требуют и разную температуру обжига, которая колеблется в диапазоне от 700 до 900 градусов по Цельсию. После обжига, порошок эмали сплавляется в цветной стекловидный слой, в зависимости от типа эмали: прозрачный, или так называемый "глухой" - цветной непрозрачный слой эмали. Во время обжига эмалевый слой подвергается усадке, будучи насыпан до обжига по верхний край перегородки, он "опускается", становится ниже перегородки. Для полного заполнения ячейки, поэтому требуется неоднократный обжиг и пополнение обжигаемой эмали в ячейке. В зависимости от сложности композиции и задач, стоящих перед мастером, работа подвергается от 5 до ста обжигам. Мастер не имеет возможности вмешиваться во взаимодействие эмали и высокой температуры, он может лишь основываясь на опыте и интуиции регулировать время и температуру обжига. Именно это и формирует уникальность каждого произведения из эмали, повторить его не в силах даже автор. Каждое произведение существует лишь в одном экземпляре, оно уникально. В последние десятилетия ХХ века техника горячей эмали вышла за рамки традиционного круга своего применения. Соединяя в себе ювелирную драгоценность материала со свободой станковой живописи, этот вид искусства не имеет широкого распространения и является элитарным. Горячая эмаль сочетает в себе много различных техник и способов обработки, как металла, так и самой эмали, дающих возможность разнообразных решений, как декоративных, так и сложно-живописных.
Ручной способ наложения эмали заключается в следующем: размолотую эмаль размешивают с водой и в виде кашицы накладывают на изделие при помощи кистей или специального инструмента — узкого металлического шпателя. Для разравнивания слоя эмали изделие слегка встряхивают. Ручной способ обычно применяют при наложении эмали на небольшие поверхности сложных конфигураций и профилей, например, в ювелирном деле. Работу выполняют в следующем порядке.
Влажной кистью берут немного эмали из фарфоровой чашечки, наносят на металл и там ее распределяют. Степень влажности зависит от рода работы. Если эмаль слишком сырая, то добавляют немного эмалевого порошка; если она сухая, то добавляют немного воды — иначе ее не нанесешь на изделие.
Хорошо делать поверхность основы шероховатой, так как при этом повышается прочность сцепления металла и эмалей. Медь служит прекрасной основой для эмали, так как обладает благоприятными соотношениями теплового расширения и отличается высокой точкой плавления. Однако медь имеет ничтожную светящуюся силу, и некоторые эмали, светящиеся на золоте или серебре очень ярко, на меди выглядят темными и грязными. Томпак (медный сплав с цинком), на котором эмаль хорошо держится, имеет большую световую силу, чем медь.
Обжиг эмали требует температуры нагрева 600— 800°. Для этого лучше всего применять электрические печи с открытыми спиралями. Такие печи очень производительны и экономичны. Мелкие ювелирные изделия помещают в обычные электрические муфели лабораторного типа с закрытой обмоткой. Для обжига эмали можно пользоваться газовым пламенем, и другими источниками тепла. Однако во всех случаях пламя не должно соприкасаться с эмалевой поверхностью, так как копоть, попадая в эмаль, может испортить изделие. Поэтому обычно при нагреве открытое пламя направляют на оборотную левую сторону изделия. Каждый предмет, который обжигают в печи, необходимо класть на специальную подставку, от качества которой во многом зависит успех обжига.
Отделка заканчивается отбеливанием металлических частей изделия (свободных от эмалевого слоя), которые в результате обжига покрываются окисями. Отбеливание производят в слабом растворе серной кислоты (не выше 15%), так как некоторые эмали нестойкие к кислотам, могут потускнеть и потерять яркость и блеск. В прошлом для отбеливания эмалей с большим содержанием свинца применяли органические вещества, не действующие на эмаль (квас, клюкву и др.).
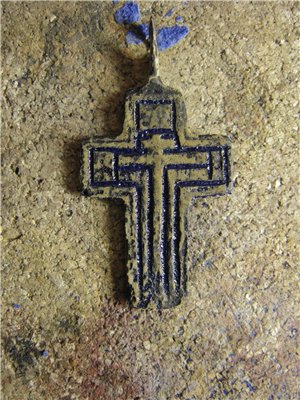
Опыт: опыту подверглись несколько предметов, самым наглядным оказался вот этот крестик. В ближайшее время добуду еще пластики (а конкретно хочу именно створку складня), и опыт повторю. т.к. здесь конечно результат не очень, но реш
ила показать пока так, суть ясна.
Берем сухой готовый порошок эмали синего цвета, и разводим его водой:


Берем крестик, и конечно нужно было взять штихеля, и вручную, аккуратно, прорезать канавки, но особенная аккуратность не перследовалась. Я просто взяла бор машинку с жестким абразивным диском, и обработала поверхность, а потом бором «выбрала» все канавки. Извините, что так топорно. Но был бы крестик в состоянии чуть получше, то может и запарилась бы. В выемки закладываем эмаль. Лучше не торопится, и дать выпарится влаге самостоятельно, но можно и подогреть немного изделие, но очень аккуратно. Если сразу начинать интенсивно греть, то вода закипит, и в последствие эмаль ляжет не ровно.


После выпаривания воды, начинаем греть газовой горелкой. Подробно процесс не сфотографирован, всвязи с техникой безопасности и наличием всего 2 рук).
Держа крестик пинцетом за ушко, нагрев ведется с обратной стороны изделия, дабы копоть не оседала на эмали. Крестик маленький и тонкий — греть пришлось недолго. Эмаль расплавилась и сильно осела. После остывания на воздухе (резко остужать нельзя, иначе эмаль растрескается) накладываем второй слой. И процедура повторяется. Таких слоев может быть очень много, в зависимости от глубины наших канавок. В данном случае двух слоев вполне хватило.

После нагревания металл окислился. Можно оставить как есть, если не появилось каких-либо пятен и т.д. но я решила что этот образец можно и добить, отполировав его.
Современный метод. Холодные эмали (синтетические):
Жидкие двухкомпонентные эмали используются для проведения декоративных работ путем нанесения на поверхность цветных и драгоценных металлов. При смешивании 10 частей эмали и 4 частей катализатора (пропорция 2,5 : 1) смесь прочно закрепляется при комнатной температуре в течение 48 часов, при температуре 100 С - за 45 минут, и выглядит как керамическое покрытие. Для получения различных цветов и оттенков эмали различного цвета могут смешиваться.
У каждого вида эмали есть свои достоинства и недостатки, и ниже мы попытаемся их вкратце перечислить. К достоинствам эпоксидных и фотоотверждающих «холодных» эмалей можно отнести простоту и технологичность их применения. Они практически не требуется оборудования, а также специфической подготовки поверхности изделия. Отлично закладываются на любые сплавы не только золота, но даже и на не металлические поверхности. Требуют минимальных профессиональных навыков от мастера, сроки обучения технике закладки таких эмалей исчисляются днями - неделями. Эти эмали, как правило, пластичны и редко скалываются, обладают хорошей ремонтопригодностью. Дефекты и сколы появляющиеся со временем на таких эмалевых покрытиях достаточно легко устраняются.
Из недостатков «холодных» эмалей следует отметить их подчас невысокие декоративные свойства – ощущение пластмассы, а также низкая твердость.
Низкая твердость "холодных" эмалей со временем приводит к потускнению, первоначально блестящего, эмалевого покрытия.
На наш взгляд применение этих эмалей вполне оправдано в бижутерии и дешевых ювелирных изделиях массового производства, но в дорогих, эксклюзивных золотых украшениях, несомненно, более достойно выглядит благородная "горячая" ювелирная эмаль.
Изделия с холодной эмалью могут быть покрыты полимерной смолой для предохранения эмали от царапин и в декоративных целях.
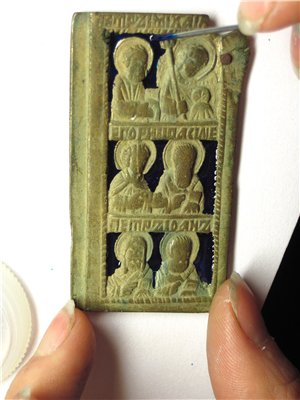
Опыт: опыту подверглась створочка складня.
Поверхность предварительно была вымыта щеткой с мылом. Углубления, предназначенные для эмали, зачищены шабером и нанесены риски, для большей поверхности соединения металла с эмалью. Поверхность обезжирена.

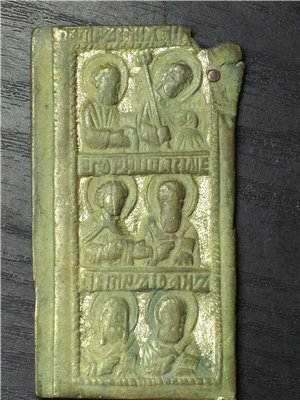
Просчитана пропорция компонентов, компоненты взвешены, и соединены. Запаха практически никакого нет (если принюхаться, то пахнет чем-то полиэтеленовым). По виду и консистенции напоминает акриловую краску. Легоко наносится, и легко убираются излишки. Высыхает в течении 48 часов, так что времени на работу предостаточно. К сожалению цвет выбрала темноватый. плохо видно саму эмаль на снимках.


Начинаем иголочкой наносить.
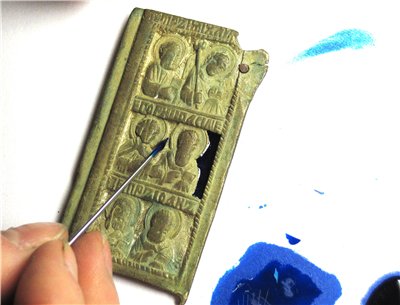

Ну вот! работа окончена!
После высыхания: На вид и восприятие тактильное - выглядит, как настоящая эмаль. К сожалению, иголкой царапается .
В целом мне очень понравилась "холодная эмаль". не портит изделие (его не надо греть, ее всегда можно удалить), проста в наложении, не требует сложного доп. материала и умений. Очень легко смешиваются цвета, получить можно любой оттенок, т.к. смешиваешь только основные компоненты, а когда получаешь нужный цвет - уже добавляешь отвердитель. можно использовать 2 цвета одновременно и они практически не будут смешиваться в изделие (нужно только их замешать с интервалом в полчаса). Но для устойчивости рекомендую покрывать сверху специальным лаком.
Горячая эмаль конечно лучше смотрится, не царапается, лучше блестит. но изделие после наложения такой эмали выглядит "новым". Можно патинировать и прочее, но это уже отдельная история. Более трудоемкая и непредсказуемо могут себя повести при нагревании различные изделия, особенно, если металл в "усталом" (как у меня на образце) состоянии.
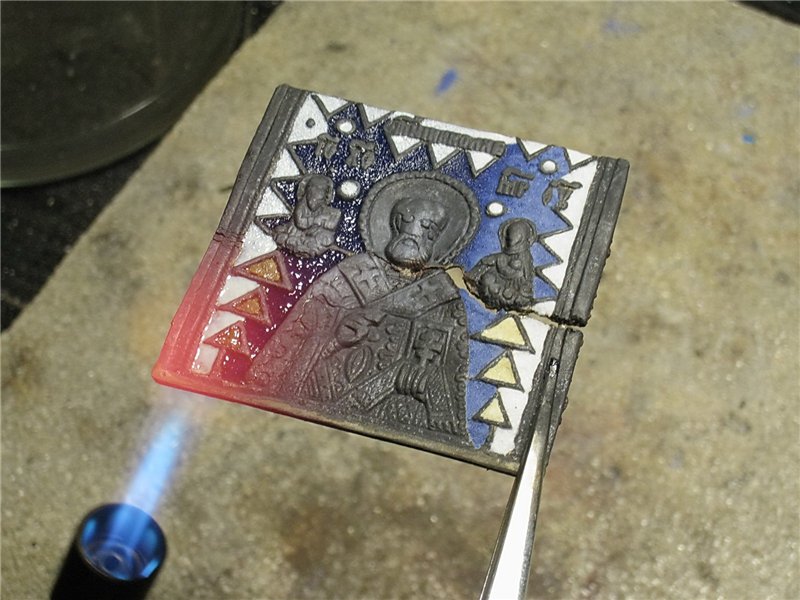
Ну что, продолжим? Вот попробовала более крупную деталь и с эмалями разного цвета.
1. разноцветные эмали совершенно разные по свойствам, по температуре плавления.
2. и еще. это изменение цвета эмали. У меня был желтенький порошек, (симпотичненький цвет - см. фото "ДО" и "после") но когда эмаль остыла, то стала грязно-зеленая. не красивая. И расплавилась как-то плохо, хотя образец нагрела целиком до красна. Синяя и белая, прямо очень хорошо растеклись, а желтая так и осталась бякой какой-то. Больше не буду ее использовать. Может сама эмаль такая попалась. Если делать чистовую и ответственную работу, эмали надо проверять на образцах.
3. минимум два слоя требуется для нанесения. Первый слой сколько не пробовала, корявый какой-то, а второй очень даже гуд.
Выбор образца, зачистка лунок:





Шлифовка бормашинкой с резиновым кругом:

Вот, очередной эксперимент.
Берем обломок средника. Ну, или то, что от него осталось. Анализируем возможности.

Прокаливаем и удаляем старую эмаль. Она совершенно никакого вида. В принципе, я когда прокалила - старая эмаль, там, где сохранилась получше расплавилась и растеклась заново. Предполагаю, что если вещь с частично своими эмалями (вполне устраивающими) их можно легко оставить, и просто довести новые, а старые практически не изменятся (но это если эмаль не сыпится как порошок).
Спиливаем петельки и выравниваем обломанный верхний край. К сожалению, она сильно деформирована, и свести трещину не удалось. При сведении трещины сама плашка становится сильно выпуклой. Это просто уже произошла деформация (растяжение). Возможно и можно было как-то свести, но у меня не получилось.

А дальше все, как обычно: накладываем эмаль, сушим и отжигаем первый слой эмали.




Далее на нашу трещину, снизу, подпаиваю медную пластинку. Полученную выемку буду заполнять эмалью, вместе со вторым и третим слоем основной эмали.


Конечно я надеялась залить трещину припоем, но очень уж большая трещина, и нет возможности грамотно обработать трещину. Решила заливать, как есть.
К сожалению промежуточные фотографии этого этапа мистически пропали, но принцип тот же.
После залития эмалью подложку аккуратно сняла, конечно эмаль очень хрупкая, и мне пришлось прибегнуть к хитрости. Участок трещины "горло святого" - все равно эмалью не зальешь, и его нужно было как-то восстанавливать. Тут на помощь пришла "холодная сварка - супер бронза". Ею я замазала трещину, и сделала усиление по всей обратке. С обратки - не красиво, но что сделаешь. Плашка предполагается для оформления в деревянную раму. Эта эпоксидка хорошо застыла, дав жесткость всей конструкции, она отлично обрабатывается и полируется. Вид у нее не бронзовый немного, но для заделывания мелких дефектов, я считаю, очень подходит. В целом участок "горла" получился очень неплохо. Фото конечно всего не передает.
В результате аж 5 полных прогреваний плашки, на поверхности образовался достаточно приличный окисел. Мною было принято решение шлифовки и полировки. Все равно изделие на вид "новое". Но через год, стоя на полке - оно наберет уже постепенно патинку, можно ускорить процесс в парах аммиака (сейчас не хочу возиться). Пусть стоит так, в питерском климате быстро потемнеет.


Я считаю, что это стала вполне самостоятельная вещь, имеющая право на жизнь! Вскоре она получит деревянную рамку (под размер - сама вырежу) займет достойное место, и будет служить мне по прямому назначению.
Простите за последние фото, но полированные вещи очень сложно снимать (а возиться с фотиком сейчас некогда). Спасибо всем за внимание.
Нанесение и обжиг эмали
В этой статье рассматриваются аспекты процесса нанесения эмали на лицевую и обратную (контрэмаль) поверхность изделия перед обжигом, особенности обжига и сцепления эмали с металлом, фазы обжига эмалей.
Технологический процесс нанесения эмали.
Эмаль мож ет нано ситься на поверхность металла в виде порошка различными способами: насеиванием, напылением, в виде жидкого шликера, в виде мокрого порошка, ручным или машин ным способом.
Однако, в случае перегородчатой эмали, целесообразнее всего наносить эмаль в виде порошка, смоченного водой с помощь ю шпателя. Эмаль закладывается в ячейки, образованные перегородками. Перед обжигом изделие необходимо тщательно просушить. Вследствие высокой вязкости эмали, обжиг изделий происходит, как правило, неоднократно, так как в слое эмалевого покрытия могут образовы ваться газовые пузыри, поры,недоливы и т.д. Вследствие спекания гранул эмалевого порошка происходит значительная усадка эмалевого слоя, что также может потребо вать повторного закладывания эмали и обжига.

Контрэмаль. При нанесении эмали только на одну сторону металлической пластины в системе металл – эмаль неизбежно возникают напряжения сжатия и растяжения, которые могут привести к деформации изделия и снижению прочности эмалевого покрытия вплоть до его разрушения.
Для предотвращения деформации эмалированных изделий (в случае эмалирования металлических пластин толщиной 1мм и менее) применяют покрытие эмалью с обеих сторон, для того, чтобы они испытывали одинаковые напряжения растяжения с обеих сторон и оставались бы устойчивыми к деформациям.
При изготовлении изделий в технике перегородчатой эмали, если перегородки ставятся только на одну сторону изделия, обратная сторону покрывается слоем
Для изделий, обратная сторона которых остается невидимой, или несет второстепенное художественное значение, контрэмаль представляет собой смесь эмалей нескольких цветов. Кроме того, в состав контрэмали целесообразно добавлять смывки эмалей (мелкодисперсный осадок, образующийся при отмучивании эмалей). Это делается для того, чтобы сделать свойства контрэмали более универсальными. Контрэмаль содержит тонко измельченные фракции многих видов эмалей и, следовательно, объединяет в себе их свойства. Кроме того, это выгодно, так как позволяет использовать отходы и делает контрэмаль более пластичной.
В случае, если необходимо декорировать изделие с обеих сторон, перегородки устанавливают поочередно с обеих сторон, либо контрэмаль покрывается тонким слоем более легкоплавкой эмали для придания ей требуемого декоративного эффекта.
Обжиг и сцепление эмалей
После обжига изделий, покрытых эмалью, на металле получается прочно связанное с ним покрытие. Силу, которую необходимо применить для отрыва эмалевого слоя от поверхности металла, называют прочностью сцепления эмали с металлом. Практикой эмалирования, а также большим числом исследовательских работ установлена зависимость прочности сцепления от ряда факторов.
Обязательным условием для сцепления является хорошее смачивание поверхности металла эмалевым расплавом. Поверхность металла должна быть свободной от загрязнений любого характера. Поверхностное натяжение эмалевого расплава не должно быть слишком большим. Известно, что совершенно чистые, не окисленные поверхности стеклом не смачиваются. Для растекания грунта по металлу на поверхности последнего должна присутствовать тонкая пленка окисла. При обжиге грунта на предварительно не окисленной стали в восстановительной среде или в вакууме сцепление не достигается. Играет роль структура поверхности металла. На разрыхленной поверхности эмаль держится крепче, чем на гладкой.
Для развития сцепления большое значение имеет состав эмали, определяющий поверхностное натяжение и коэффициент термического расширения [1].
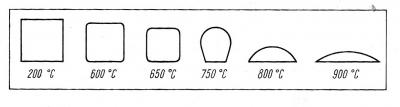
Фазы обжига эмали на медной подложке. При температурах от 700 до 900ºС эмалевый порошок, нанесенный на металл, взаимодействует с ним и образует гладкое блестящее прочно соединенное с металлом покрытие, причем эмаль размягчается в определенном интервале температур, а не при определенной температуре плавления. При нагреве изделия в печи от комнатной температуры до температуры обжига происходит оплавление эмали, которое можно подразделить на несколько фаз (см. рис в начале статьи [2] ).
1-я фаза. При загрузке образца в разогретую печь кислород воздуха беспрепятственно проникает через эмалевый порошок к поверхности металла и окисляет его. На поверхности металла (меди) образуется оксидный слой.
2-я фаза. Частицы эмали спекаются, но покрытие остается еще пористым, газопроницаемым. Окислы меди взаимодействуют на поверхности раздела со стеклообразующими компонентами эмали, особенно с B 2 O 3 с образованием солей меди. В основном металле вследствие диффузии происходит внутреннее окисление: под слоем меди (CuO) образуется зона закиси меди ( Cu 2 O ). Образование окислов меди приводит к некоторому сближению на поверхности раздела свойств таких различных материалов, как металл и эмаль.
3-я фаза. При дальнейшем нагревании пограничное поверхностное напряжение между все более размягчающейся эмалью и твердой медью снижается настолько, что эмаль растекается по поверхности металла, т.е. начинает «плавиться». Поры пекшейся эмали закрываются, образуется сплошное покрытие, поверхность которого пока еще остается неровной. Образовавшееся покрытие препятствует дальнейшему доступу кислорода к границе эмаль-металл.
4-я фаза. Изделие нагревается до температуры плавления эмали. Поверхностное натяжение уменьшается настолько, что поверхность эмалевого расплава становится гладкой, все неровности исчезают.
5-я фаза. Поверхность эмалевого покрытия должна быть раскаленной докрасна и иметь зеркальный блеск. На этом обжигзаканчивается и изделие можно вынимать из печи.
6-я фаза. Если оптимальная продолжительность обжига превышена, это приводит к дальнейшему взаимодействию между компонентами эмали и металла, причем изменяется цвет и прозрачность эмали, пограничный слой отходит от краев металла.
Эмалирование металлических изделий. Под ред. В.В. Варгина. Изд. 2-е, Л., 1972.
Читайте также: