Станки для нанесения фактуры на металл
Обновлено: 21.09.2024
Производим станки для
холодной ковки с 2006 года.

Форма
Бесплатный звонок по России
.png)
ПРОФЕССИОНАЛЬНЫЕ. НАДЕЖНЫЕ.
МНОГОФУНКЦИОНАЛЬНЫЕ
СТАНКИ КОВКИ МЕТАЛЛА

.png)
.png)
Станок для работы с профильной трубой полосой полнотелым прокатом
Профильная труба (max. 40x40мм)

(1).JPG)

.jpg)
Полоса (max. 40x4 мм)
.jpg)



Полнотелый квадрат и круг (max. 14x14 мм)



.jpg)
.jpg)
Станок для работы с полосой,профильной трубой и полнотелым прокатом

.jpg)



Полнотелый квадрат и круг (max. 14x14мм)

ФУНКЦИОНАЛ 3-х СТАНКОВ: ковка+нанесение фактуры+производство полосы
самый БОЛЬШОЙ ассортимент элементов
Профильная труба (max. 40х40мм)


.JPG)
Полнотелый квадрат и круг (max. 20х20мм)



Полоса (мах. 40х4мм)



ФУНКЦИОНАЛ 2-х СТАНКОВ:ГИБКА И КОВКА+фактура и обжим
УСИЛИЕ 50 тонн
- Операции горячей ковки-заготовка до 36 мм
- Операции декоративной гибки - заготовка до 25 мм

.jpg)
.jpg)
.jpg)




.jpg)

УСИЛИЕ 30 тонн

.jpg)



Станок для изготовления витой трубы
Труба диаметром от 10 до 219мм стенка до 6мм
.jpg)




Скидки на станки "Мастер" до 16% до 30.09.2022г.

Горячее предложение июля!

По многочисленным просьбам клиентов!
Обновлен настольный станок ковки металла "Мастер Практик"!
Теперь еще удобнее и производительнее!

Пока цены сохраняются. 220В по цене 380!
Бесплатная доставка отменена

Производственное предприятие ООО «МАН»
Производственное предприятие ООО "МАН" специализируется на разработке и изготовлении нестандартного кузнечного оборудования для холодной и горячей художественной ковки металла с января 2006 года. За это время кузнечные станки для художественной ковки, производимые компанией "МАН", пользуется широким спросом среди покупателей, которые нуждаются в оборудовании для кузнечного цеха или кузницы. Вы можете купить кузнечный станок с максимальным набором функций по выгодной цене. Продажа кузнечного оборудования осуществляется по всей территории России, стран СНГ и Ближнего Зарубежья.
Бизнес-миссия: "Обеспечение малого и среднего бизнеса востребованным оборудованием для промышленного и профессионального использования"
Цель: "Производить продукцию максимально удовлетворяющую настоящие и будущие потребности Заказчика путем инновационной и качественной работы всех структурных подразделений предприятия, для получения прибыли и устойчивого развития ООО «МАН»"
Кузнечные станки для холодной ковки и горячей "Мастер-Универсал":
- Станки для ковки "Мастер-Универсал" сочетает в себе функционал двух станков – станка для нанесения фактуры и станка для классической ковки. Данный станок выполняет операции холодной и горячей обработки металла, а именно – гибка, продольное скручивание, спиральная завивка, вальцевание, расковка (холодная и горячая), декоративная прокатка, профилирование круглых и квадратных труб и полосы.
- Станки для художественной ковки "Мастер-Универсал" обладает большой мощностью - Работает с полнотелым прокатом сечением до 25 мм на операциях скручивания и расковки, на операциях вальцевания - с трубами сечением до 50 мм, полнотелым прокатом до 24 мм.
- Кузнечные станки этой серии созданы для тяжелых производственных условий. В конструкции станка используется только качественная электрика Shneider.
- Две рабочие зоны станка делают его универсальным и удобным в использовании. Благодаря "открытому" типу модулей и их малому весу. Кузнечное оборудование для холодной ковки "Мастер-Универсал" позволяет легко контролировать процесс ковки и производить настройку. В отличие от аналогов со специальными калибровочными шайбами, в станке простая система фиксации заготовки, не требующая дополнительной обработки металла. Четыре рабочих вала, для разных типов операций, позволят существенно сэкономить время на смене оснастки.
- Станки для ковки "Мастер-Универсал" имеют возможность прокатных операций. Валки для прокатки полосы, квадрата и круга без нагрева заготовок. Вам не нужно покупать другие кузнечные станки, операции нанесения фактуры на полосу, квадрат, профильную трубу доступны при несложной смене оснастки на кузнечных станках "Мастер-Универсал". Ассортимент рисунков постоянно пополняется.
- Кузнечные станки "Мастер-Универсал" работает с профильной трубой как на горячую, так и на холодную ковку. Это позволит Вам заработать больше, т.к. профильная труба легче сплошного квадрата. Следовательно, себестоимость изделий будет ниже, а доход выше.
- Станки для художественной ковки "Мастер-Универсал" могут быть изготовлены с питанием 220В либо 380В и у Вас не возникнет сложностей с их подключением.
Галерея изделий, выполненных на станках Мастер
Мастер-Универсал.Делаем всё, чтобы Вы выделялись на рынке кузнечных изделий.

Элементы Мастер-Кузнец 50т
Элементы Мастер-Пресс
Мастер-3М. Делаем всё, чтобы Вы выделялись на рынке кузнечных изделий!
Почему Мастер?
Кузнечные станки серии «Мастер» выбирают и приобретают те, кому нужны абсолютная надежность и максимальный функционал.
Линия №2 станков для ковки "Мастер"
горн, оснастка для продольной скрутки "Торсион",лекала для изготовления волют, завитков, "бубликов", валки для радиусной гибки.
Только на станках Мастер:
Максимальное количество типов навивки: однонаправленный правый и левый виток, перекрестный виток, широкий виток. Только у нас "Битая труба"
Витая труба диаметром до 219 мм с толщиной стенки до 6мм в базе.
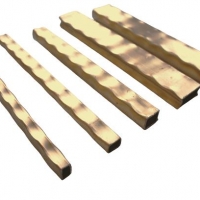
19 фактурных заготовок уже в базовом комплекте: из полосы, профильной трубы и полнотелого проката.
На базовом лекале обратный завиток и доворачивание лапки.
Мастер Витой трубы+Мастер Универсал комплектация ОПТИМА с горном и оснасткой:горн, оснастка для продольной скрутки "Торсион",лекала для изготовления волют, завитков, "бубликов", валки для радиусной гибки, устройство" Тугой завиток", валки декоративного проката профильной трубы, квадратного и круглого прутка.
ГОТОВЫЕ КОМПЛЕКТАЦИИ


Станок Мастер Витой Трубы
Предназначен для производства и изготовления витой трубы из электросварной или бесшовной тонкостенной трубы диаметром от 10 до 219 мм со стенкой до 6 мм (в зависимости от диаметра трубы)
В комплектацию станка входит:
1. Комплект роликов для навивки обычного витка с разным углом подъема и перекрестного витка;
2. Комплект роликов для навивки широкого витка*;
3. Комплект роликов для производства "битой" (состаренной) трубы*.
* -декоративные ролики-ножи(№ 2 и №3) используются на трубах диаметром до 102мм , толщина стенки трубы максимально до 3мм . (Рекомендуемая толщина трубы 2мм). Стандартные ролики-ножи таких ограничений не имеют.
Больше информации о Мастер Витой трубы

Станок Мастер Универсал 380 В. Комплектация ОПТИМА.
Станок для кузнечных работ "Мастер-Универсал" сочетает в себе функционал ТРЕХ станков – станка для нанесения фактуры, станка для классической ковки и станка для производства полосы.
В линию №3 станок "Мастер-Универсал" включен в комплектации "ОПТИМА" вместе с горном для разогрева и комплектом необходимой оснастки.
Больше информации о Мастер Универсал

Горн газовый универсальный(ГОРН 05- СБ4)
В подарок при покупке комплектации ОПТИМА в октябре
Горн может быть и "глухим" и "сквозным" ( задняя стенка съемная)
Необходми для разогрева заготовок при расковки пик и лапок на полнотелом прокате.



М5-06-СБ161 Лекало художественное сборное
Заменяет несколько лекал.
Выполнят обратный завиток и догибает лапку волюты. Не требуется отдельное устройство доворачивания!
Работает с раскованными и нераскованными окончаниями.
- волют длиной от 200 мм с шириной завитка до 140 мм;
- "бубликов" с прямой полкой от 120 мм;
- "бубликов" с полукруглой полкой от 120 до 145 мм.
полнотелый квадрат ■ 8х8 мм; ■ 10х10 мм;■ 12х12мм;■ 14х14мм
полнотелый круг ● 8мм, ● 10мм, ● 12мм,● 14мм
полоса ▬ 20х4мм,▬ 25х4мм; ▬ 20х5мм,▬ 25х5мм;
профильная труба с толщиной стенки 1,5-2 мм □ 10х10мм,□ 15х15мм;□ 20х20мм ,□ 25х25мм
круглая труба:○ 10 мм, ○15мм, ○20мм, ○25мм.


М2-06-77+М2-06-80+М3М-06-207 Комплект валков для изготовления пик и лапок
Теперь 4 валка для профтрубы и полнотелого проката.
Комплект из 4 валков: 2 гладких, 1 с проточной и 1 с насечкой.Для изготовления пик граненых, купольных, «гусиных» лапок - гладкие лапки и лапки с насечкой с одной стороны
полнотелый квадрат ■ 8х8 мм;■ 10х10 мм; ■ 12х12 мм;■ 14х14мм; ■ 16х16мм;■ 18х18мм; ■ 20х20мм.
полнотелый круг ● 8мм, ● 10мм, ● 12мм,● 14мм,● 16мм, ● 18мм,● 20мм.
профильная труба с толщиной стенки 1,5-2мм □ 10х10мм,□ 15х15мм;□ 20х20мм;□ 25х25мм.
круглая труба: ○ 10мм,○ 15мм;○ 20мм;○ 25мм.


М5-06-СБ157 Планшайба большая
Для изготовления колец диаметром 120 мм.
полнотелый квадрат:■ 8х8 мм; ■ 10х10 мм;■ 12х12 мм; ■ 14х14 мм;■ 16х16мм.
полнотелый круг:● 8мм;● 10мм;● 12мм;● 14мм;● 16мм.
полоса:▬ 20х4мм, 25х4мм, 30х4 мм; 40х4мм.
профильная труба с толщиной стенки 1,5-2 мм:□ 10х10мм;□ 15х15мм.


М3М-06-4 Комплект U-усиления профтрубы 15/20_валки
Используется для U-образного усиления профильной трубы перед спиральным или продольным скручиванием.
профильная труба □ 15х15мм ,□ 20х20мм.


Отгрузочный комплект продольного скручивания
Изготовление продольной скрутки «Торсион» из полосы, квадратного прутка.
Металлопрокат для изготовления продольной скрутки "Торсион":
БЕЗ М2-05-СБ7
полнотелый квадрат ■ 8х8 мм;■ 10х10 мм ■ 12х12 мм;■ 14х14мм; ■ 16х16мм,■ 18х18 мм;■ 20х20мм.
полоса ▬ 20х4мм, ▬25х4мм
Совместно с зажимом из профтрубы М2-05-СБ7 изготовление продольной скрутки «Торсион» из профильной трубы □ 10х10мм, □ 15х15мм ,□ 20х20мм. + шишка- корзинка из квадратного прутка ■ 6х6мм; 8х8 мм;■ 10х10 мм.


М2-05-СБ7 Зажим для профтрубы к комплекту продольного скручивания
Используется совместно с отгрузочным комплектом продольного скручивания для изготовление продольной скрутки «Торсион» из профильной трубы + шишка- корзинка из квадратного прутка.
для изготовления продольной скрутки "Торсион"профильная труба □ 10х10мм, □ 15х15мм ,□ 20х20мм.
для изготовление "шишки-корзинки" полнотелый квадрат ■6х6мм; ■8х8 мм; ■10х10 мм.

М3М-06-165+М3М-06-165-01 Комплект валков "Скорпионий хвост"для декоративного проката профтрубы 15/20
Комплект валков для декоративного проката профильной трубы «Скорпионий хвост».
профильная труба □ 15х15мм, □ 20х20мм.

М5-02-СБ17+М5-02-74+М5-02-75Стяжка валов+ подхват полосы с опорой подхвата
Устанавливается на валы для глубокого и равномерного нанесения фактуры и уменьшения продольной и поперечной деформации заготовки при декоративном прокате


М1М-06-34 Комплект валков "Бусы" для полнотелого квадрата
Комплект валков для декоративного проката полнотелого квадрата.Узор "Бусы".
Прокат в 3 ручья.
полнотелый квадрат ■ 10х10 мм;■ 12х12мм;■ 14х14мм


М1М -06-32 Комплект валков "Лоза" для полнотелого круга 10/12/14 мм
Комплект валков для декоративного проката полнотелого круга .Узор "Лоза"
полнотелый круг ● 10мм;● 12мм;●14мм.

М3М-06-40 Комплект универсальных валков для периодического обжима по граням 5 видов профильных труб
Комплект универсальных валков для периодического обжима по граням 5 видов профильных труб
Металлопрокат: профильная труба □ 10х20 мм ,□ 15х15 мм;□ 20х20мм;□ 30х20мм;□ 40х20мм.
Подробности уточняйте у менеджера.


Подарок на выбор к комплектации "ОПТИМА" в июне
Выбирай второй подарок по акции "Комплектация больше"* :Устройство "тугой завиток" или 2 комплекта валков для декора профтрубы.
Подарок Кузнечный блок "Тугой завиток"
Расковка лапки заготовки в кольцевой завиток, классический тугой завиток и завиток в форме запятой
профильная труба( на ребро) с толщиной стенки 1,5-2 мм □ 10х10мм;□ 15х15мм,□ 20х20мм
Подарок "Набор валков для декорпроката профтруб":
Комплект валков для декоративного проката профтрубы 40х40 мм. Фактура на выбор: "Трак"(М3М-06-130) или "Гирлянда"(М3М-06-163) или "Прямоугольники"(М3М-06-157).По умолчанию М3М-06-130 "Трак"
Комплект валков для декоративного проката на одном комплекте без смены оснастки 2-х типоразмеров профтрубы 15х15 мм и 20х20 мм.Фактура на выбор: "Жемчуг"(М3М-06-121) ,или "Трак"(М3М-06-116), или "Гирлянда"(М3М-06-119)
*при покупке комплектации "ОПТИМА"

М1М-06-108 Валок фактура "Короед" на полосу 40*4мм
Для нанесения фактуры на полосу 40х4 мм

М1М-06-49 Ответный гладкий валок
Ответный валок для нанесения фактуры на полосу 40*4 мм ( применияется совместно офактуровочным валком )
Дополнительная оснастка
Функционал станков данной линейки можно увеличить, добавив дополнительную оснастку к станку Мастер Универсал.
Больше интересной оснастки.Смотреть всю оснастку к Мастер Универсал
Ещё больше оснастки для цеха ковки.Линия №3 станков Мастер
Уже в комплекте:
Характеристики Мастер Универсал
Наименование, тип, модель
Профессиональный станок для кузнечной ковки «МАСТЕР-УНИВЕРСАЛ»
Напряжение электрической питающей сети
Частота тока, род тока
Номинальная мощность электродвигателя
(трехфазный асинхронный электродвигатель)/(однофазный асинхронный электродвигатель)
Количество рабочих зон у станка
Количество рабочих валов
Крутящий момент на рабочих валах, не менее
1900 Н х м / 1900 Н х м
Частота вращения выходных валов (380В/220В)
9,3 об/мин / 9,3 об/мин
720 мм х 720 мм х 1180 мм
Материал используемого металлопроката
Ст.0; Ст.1; Ст.2; Ст.3; Ст.4; Ст.5.
Размеры используемого металлопроката:
Квадрат/Круг: 8, 10, 12, 14, 16, 25
Труба квадратного сечения: 10х10х(1,5..2), 15х15х(1,5..2), 20х20х(1,5..2), 40х20х(1,5..2)
Труба квадратного сечения: 10х10х(1,5..2), 15х15х(1,5..2), 20х20х(1,5..2), 25х25(1,5. 2), 40х40 (3)
Квадрат: 10, 12, 14, 16,
Труба квадратного сечения: 15х15х1,5, 20х20х1,5, 40х20х1,5
Лента: 18х(0,5..1,2), 22х(0,5..1,2)
Квадрат: □10, □12, □14, □16
Квадрат: □8, □10, □12, □14, □16 □18 □20
Труба квадратного сечения: 10х10х(1,5..2), 15х15х(1,5..2), 20х20х(1,5..2)Полоса 20х4, 25х4
Квадрат/Круг: 8, 10, 12, 14, 16 18 25
Труба квадратного сечения: 10х10х(1,5..2), 15х15х(1,5..2), 20х20х(1,5..2), 25х25 (1,5..2)
Полоса макс. сеч. 40х(3..5)
Квадрат: 8, 10, 12, 14, 16, 18, 20, 22, 24
Труба квадратного сечения: 10х10х(1,5..2), 15х15х(1,5..2), 20х20х(1,5..2), 25х25х(1,5..2), 30х30х(1,5..2), 40х40х(1,5..2) 50х50(3), 60х60(3)
Ювелирные изделия и 3D-принтер
Целью данной публикации является попытка более или менее комплексно описать способы нанесения фактур на поверхность металла в ювелирном производстве. В доступной широкому читателю отечественной и переводной литературе встречаются описания отдельных методов подобной обработки, но системного, сводного описания автору до сих пор встретить не удалось.
Анализируя опыт многочисленных ювелиров, художников, литературные источники и собственную многолетнюю практику, можно разделить применяемые способы на 3 основных раздела. Первый и самый объёмный – механические способы фактуровки поверхностей, второй раздел – химические и третий можно условно назвать термические способы.
Механические способы фактуровки:
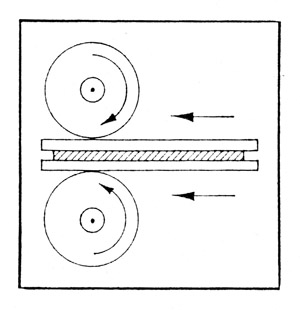
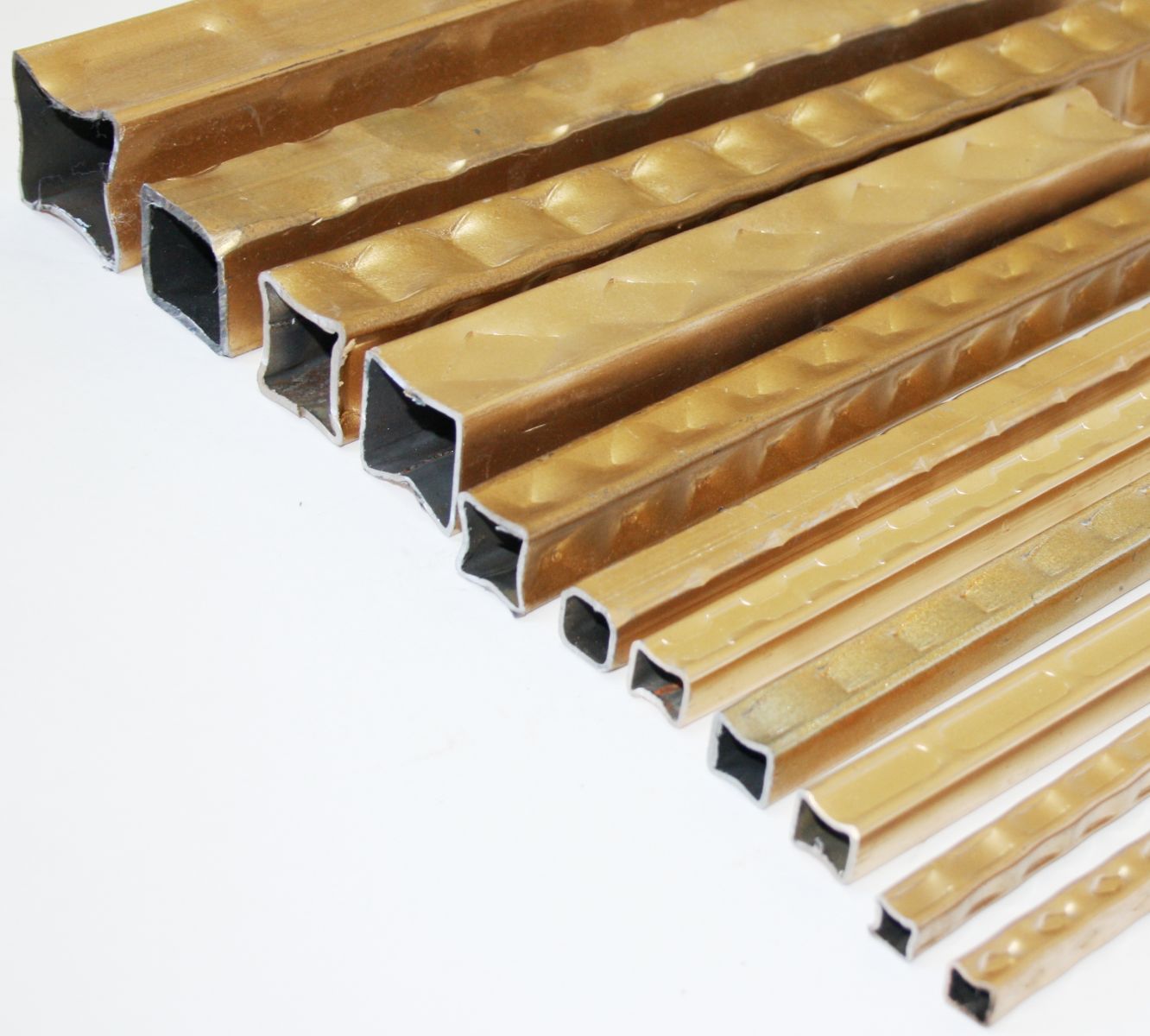
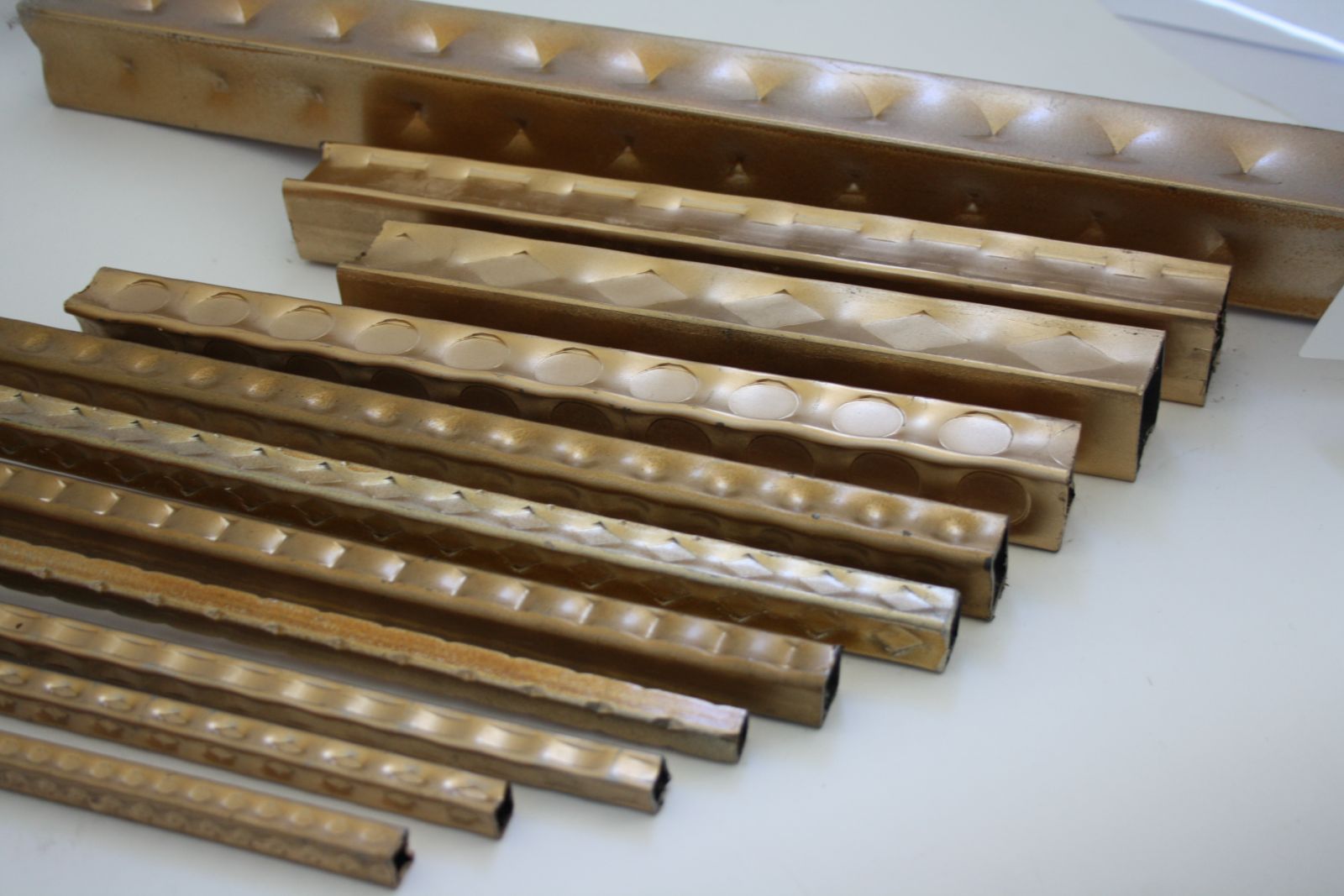
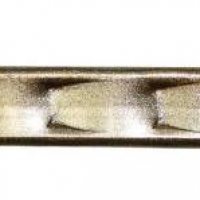
Рис. 1. Нанесение фактуры вращающимися валками.
- этот способ осуществляется посредством создания избыточного давления вращающимися валками (рис. 1) или прессом.
Рис. 2. Вальцовка металлической сетки
Рис. 3. Отпечаток абразивной шкурки
Рис. 4. Отпечаток обломков лобзиковых полотен
Рис. 5. Отпечаток перфорированного металла
Рис. 7. Отпечаток скомканной бумаги
Можно также пропустить пластину металла между вращающимися ручьевыми валками и затем, вновь пропустив ее, развернутую на 90 градусов, получить на ней сетчатую структуру.
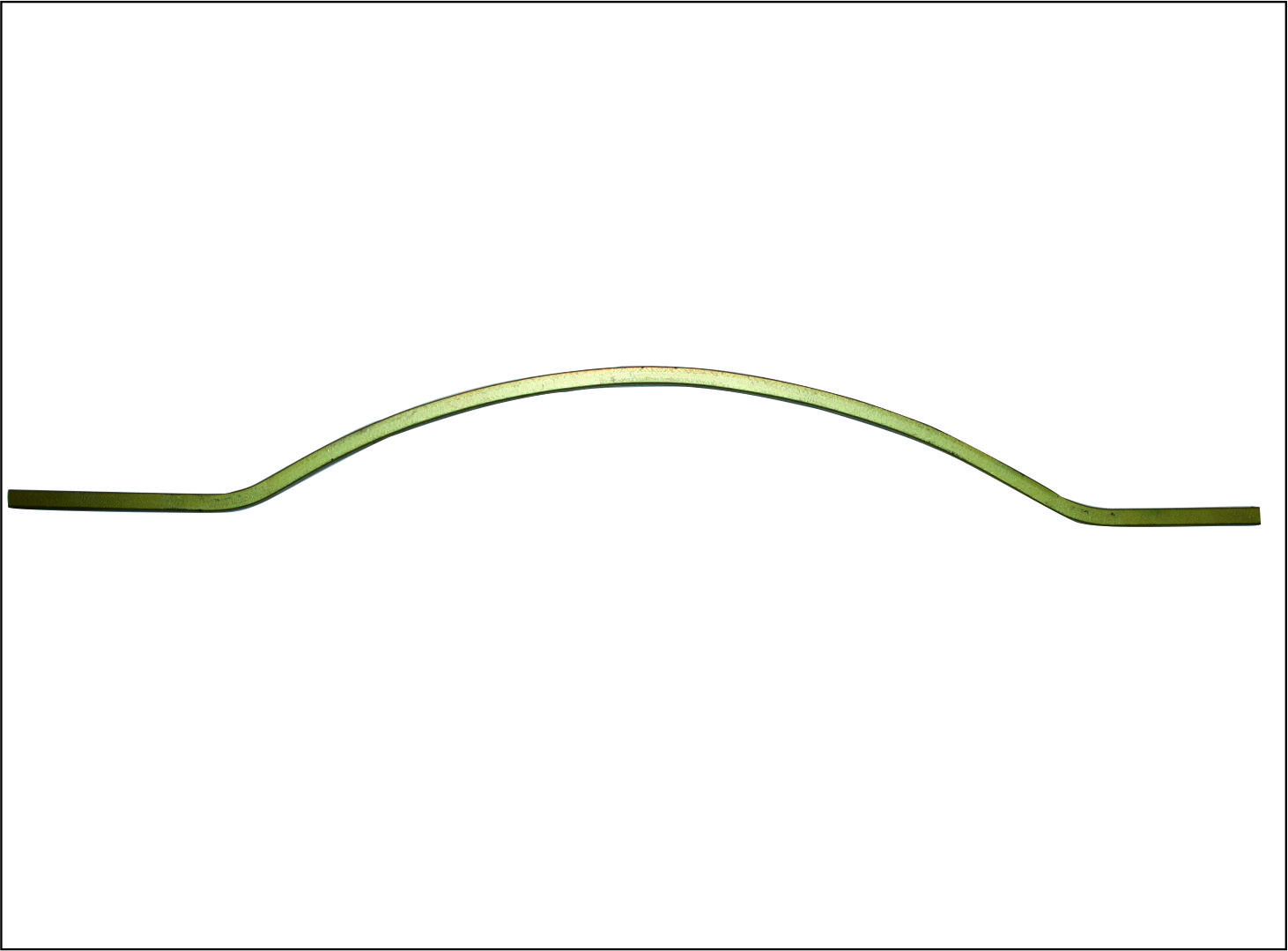
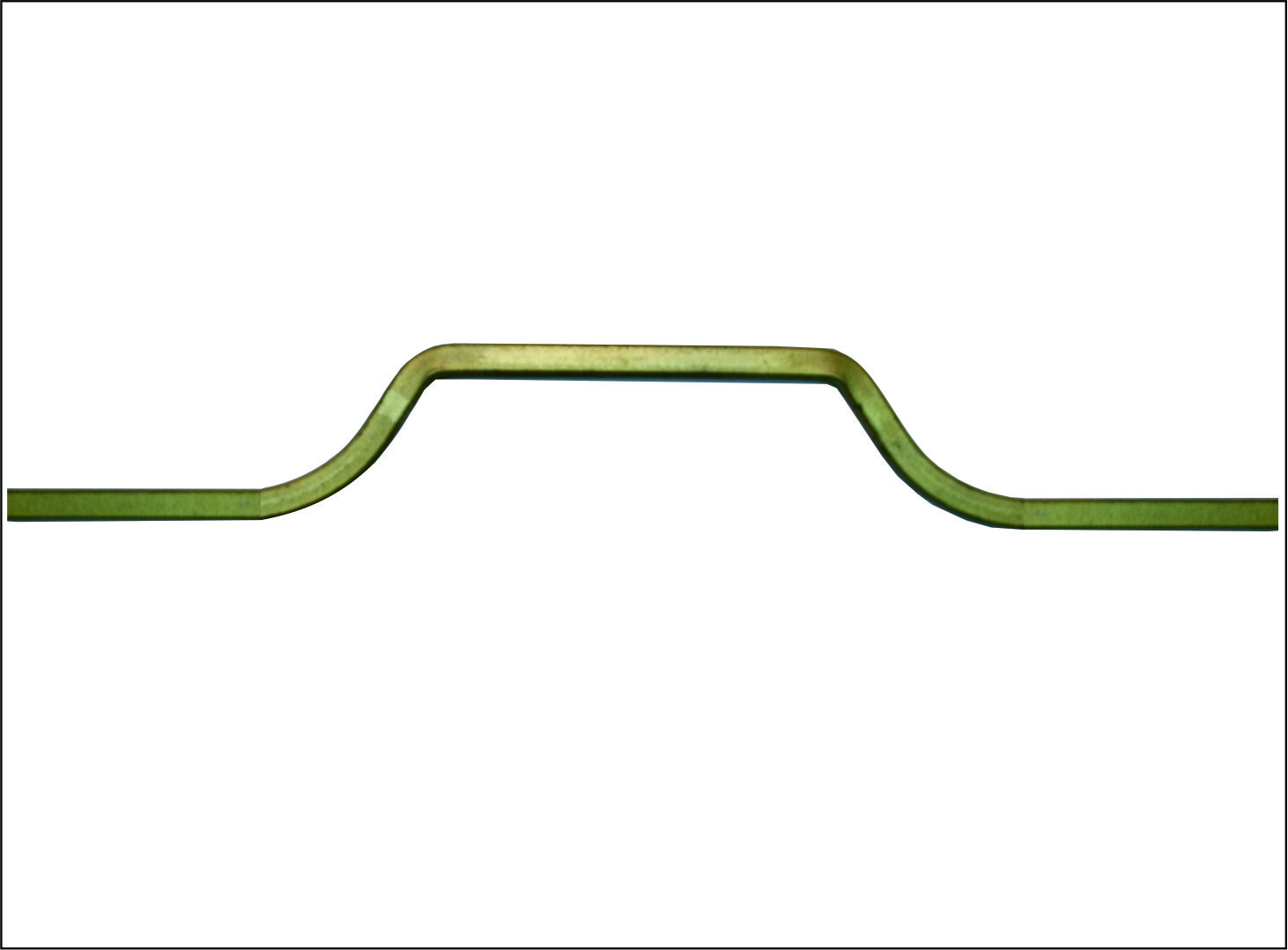
Иногда для получения декорированной поверхности на валки прокатных вальцев наносится гравированный рисунок. Частым случаем можно признать и гофрированные полосы металла, пропущенные между шестернями так называемой «зигзаг-машины» (рис. 8)
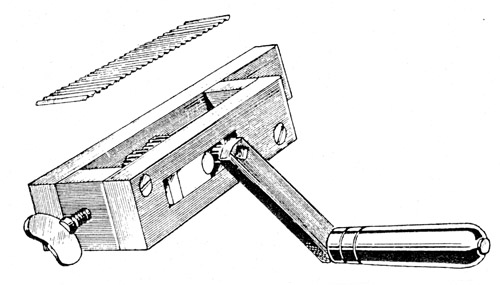
Рис. 8. приспособление для гофрирования металлической полосы
- интересные фактуры можно получить, обрабатывая поверхность металла пескоструйными установками, заправленными абразивом, кварцевым песком или стеклосферой определенных фракций. Для более эффектного сочетания фактуры и полировки часть поверхности можно изолировать лаком, скотчем и пр.
- граверная обработка металла может быть произведена как вручную, так и на станках. Ручная обработка производится штихелями. В качестве примера можно привести разделку поверхности зигзагообразными резами фляхштихеля сначала в продольном, а затем в поперечном направлении. В зависимости от ширины режущей кромки штихеля и глубины реза фактура будет выглядеть более грубой или более нежной.
Узким шпицтихелем, делающим одну за одной ряд линий, или разом наносящим ряд параллельных линий фаденштихелем (он же шатирштихель) можно выполнить сатинирование поверхности.
Мастерское сатинирование металла является, например, отличительным знаком знаменитой итальянской фирмы Bulgari.
Уверенное владение приемами ручной гравировки, собственный вкус и фантазия позволяют ювелиру существенно расширить гамму разделки поверхности (рис. 9).

Рис. 9. разделка поверхности фаденштихелем
Из станочных способов упомянем без описания 2 основных – гильоширование (рис. 10) и алмазная обработка поверхности (рис. 11).
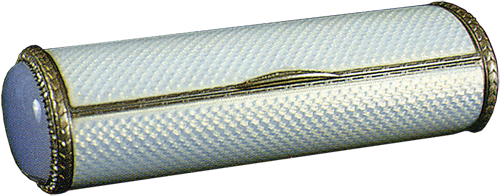
Рис. 10. Дамский портсигар с гиольшированной поверхностью

Рис.11. Кольцо с алмазной обработкой
Расширяя способы машинной обработки, очень интересных результатов в фигуративной растровой декорировке достиг петербургский ювелир В.М. Степанов.
- чеканка. Приемами чеканки также может быть фактуровка либо заготовки, либо самого изделия. Металл набивается чеканами с различными формами бойка. Очень характерным приемом может служить, например, набивка листа металла круглым бойком чеканного молотка, в результате чего поверхность равномерно покрывается эффектными сферическими лунками (рис. 12).

Рис. 12. Чернильный прибор. Чеканка круглым бойком
- использование бормашины. Бормашины комплектуются обычно двумя видами наконечников – основным, вращающимся и вспомогательным - так называемым «бьющим», в котором вращение оси преобразуется в возвратно-поступательное движение. «Бьющий» наконечник может оснащаться рядом байков различной формы, с помощью которых прочеканивается изделие. В последние годы получил распространение боек, рабочей частью которого служит закрепленный алмаз, заточенный в виде нижней части (павильона) ограненной вставки. Следы от ударов такого бойка создают очень интересный оптический эффект.
В свою очередь вращающийся наконечник декорирует поверхности с помощью различного вида боров, борфрез, миникарчеток, абразивных насадок. Некоторые западные фирмы продают боры с закрепленным вращающимся алмазным резцом. Интересный результат можно получить зажатым в наконечник бормашины метчиком.
- шлифовально-полировальный станок может использоваться для нанесения фактур с помощью закрепленных на оси станка латунных или стальных щеток. Щетки бывают с жестко и подвижно закрепленным на оси металлическим ворсом. Во втором случае наносимая на металл матировка бывает более деликатной.
7. в последние годы получил распространение способ нанесения матовой фактуры посредством лазера, управляемого компьютером. Удобство этого способа заключается, в частности, в том, что не требуется изолировать полированные поверхности, так как рисунок наносится по программе (рис. 13).
Пионером в этом виде обработки является ОАО «Русские самоцветы».

Рис.13. Лазерная обработка поверхности
8. в случае применения традиционных способов формообразования, таких как литье или штамповка, фактура может закладываться соответственно в мастер-модель или на поверхность матрицы и пуансона.
Химические способы.
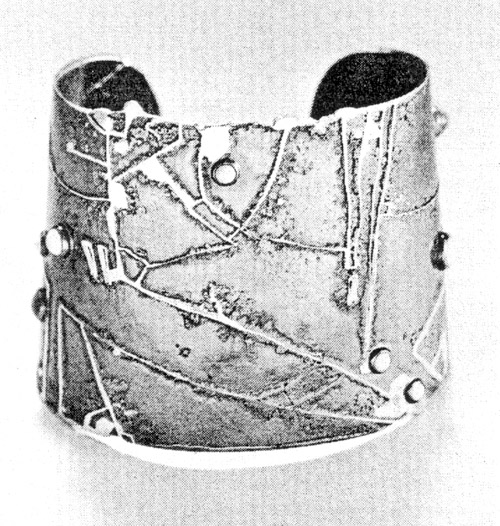
Рис. 14. Поверхность, образованная травлением в кислоте
Смысл этой технологии состоит в травлении поверхности металла химически агрессивными веществами, как правило, это кислоты и их смеси. Часть поверхности при этом закрывается в зависимости от рисунка защитным лаком.
Битумный или другой кислотостойкий лак равномерно наносится на изделие. После этого на лак переносится рисунок, который затем процарапывается любым подходящим инструментом до металла. Изделие, подготовленное таким образом, помещается в ванну с травильным раствором, где освобожденные от лака участки рисунка стравливаются до необходимой глубины. Протравленное изделие промывается и освобождается от лака соответствующим растворителем (рис. 14).
Наиболее эффективными протравами для золота и серебра является царская водка, для серебра и медных сплавов – азотная кислота
Термические способы:
основным инструментом, применяемым в этих случаях, является газовая или бензиновая горелка. С ее помощью можно напаивать на поверхность металла различные металлические фрагменты, зернь, опилки разной крупности. Интересные фрагменты для напайки можно получить, например, выливая на поверхность наковальни расплавленный металл, который, остывая, приобретает причудливые формы, имея при этом плоское основание удобное для припаивания.
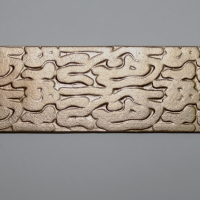
основательно подзабытым к настоящему времени является способ так называемой огненной обработки поверхности. Лист металла прогревается сначала мягким общим пламенем, затем острым жестким пламенем обрабатываются отдельные его участки, таким образом, что поверхность начинает плавиться, в то время как более глубокие слои остаются еще твердыми. Верхние слои начинают сморщиваться и, застывая, приобретают выразительную структуру. Процесс может выполняться двумя горелками одновременно, соответственно мягкими и жестким пламенем. Нужно сказать, что этот способ требует большого опята и практики (рис. 15).
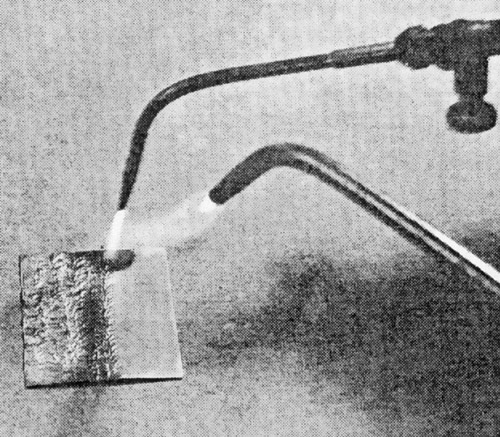
Рис. 15. Огневая обработка металла двумя горелками
Техника эта появилась, по-видимому, в России во второй половине XIX в. Подобным образом изготавливались различные портсигары, футляры для очков, карт и пр. В каталогах западных аукционных фирм для обозначения этой техники появилось специфически русское название «samorodok», в англоязычной технической литературе в настоящее время принят термин «reticulation» (рис. 16,17).

Рис. 16. Серебряный нессер. Огневая обработка. Россия, начало XIX века
Подводя итог вышеизложенному, следует сказать, что владея различными техниками фактуровки металла ювелир может существенно расширить границы своего мастерства.
Не претендуя на полноту изложения материала, нужно заметить, что именно в этих способах декорирования у опытных ювелиров существует много маленьких секретов и «ноу-хау», и эти секреты, как правило, тщательно берегутся. В том числе и по данной причине эта область предоставляет большое поле для творческого поиска ювелиров и художников.
Рейтинг лучших станков для холодной ковки на 2022 год

Кузнечное ремесло является сложным физическим трудом, который требует использования специального оборудования, а мастер должен обладать профильными навыками и знаниями. Однако, для изготовления некоторых законченных металлических изделий, достаточно лишь согнуть заготовку под необходимым углом. Любое деформирование металла может применяться и без разогрева последнего, т.е. простым механическим способом, который именуется холодной ковкой (она же – «щадящая обработка»).

- 4.1.1 3-ье место: «Stancraft Гнутик 110123»
- 4.1.2 2-ое место: «Stancraft Торсион+Корзинка 110122»
- 4.1.3 1-ое место: «Для гибки завитков Blacksmith M3-V1»
- 4.2.1 3-ье место: «Для проката полосы Blacksmith M06-LX»
- 4.2.2 2-ое место: «Для гибки металла и завитков Blacksmith MB21-30»
- 4.2.3 1-ое место: «Универсальный гибочный станок TRIOD SBG-30 241034»
- 4.3.1 3-ье место: «Листогибочный станок Proma UO-30 25404000»
- 4.3.2 2-ое место: «Универсальный гибочный станок TRIOD FBM-120 241022»
- 4.3.3 1-ое место: «Кузнечный станок Мастер Универсал 380В в комплектации «Оптима»»
- Низкоуглеродистый стальной прокат;
- Алюминий;
- Бронзу;
- Медь.
- Фонарных столбов;
- Садовой мебели;
- Балконных и оконных решеток;
- Декоративных украшений для фасада;
- Ажурных заборов.
- Мебельной промышленности;
- Машиностроительной отрасли;
- Производстве строительного оборудования.
- Удешевление производственного процесса, ибо отсутствует необходимость в приобретении и использовании оборудования для нагрева;
- После обработки, изделие почти что сразу приобретает итоговый товарный вид и не требует окончательной закалки;
- Возможность получения максимально одинаковых элементов – их очень просто можно подогнать под единый шаблон;
- Полученные металлические конструкции обладают повышенной прочностью.
- Необходимость приложения достаточных мышечных усилий при работе, т.к. неразогретый металл труднее изгибается;
- Для габаритных объектов потребуется использование мощных станков, дабы обеспечить надлежащую эффективность прессовки;
- Невозможность обработки прочного листового металла (т.н. «болванок»);
- Необходимость полного очищения объекта перед обработкой.
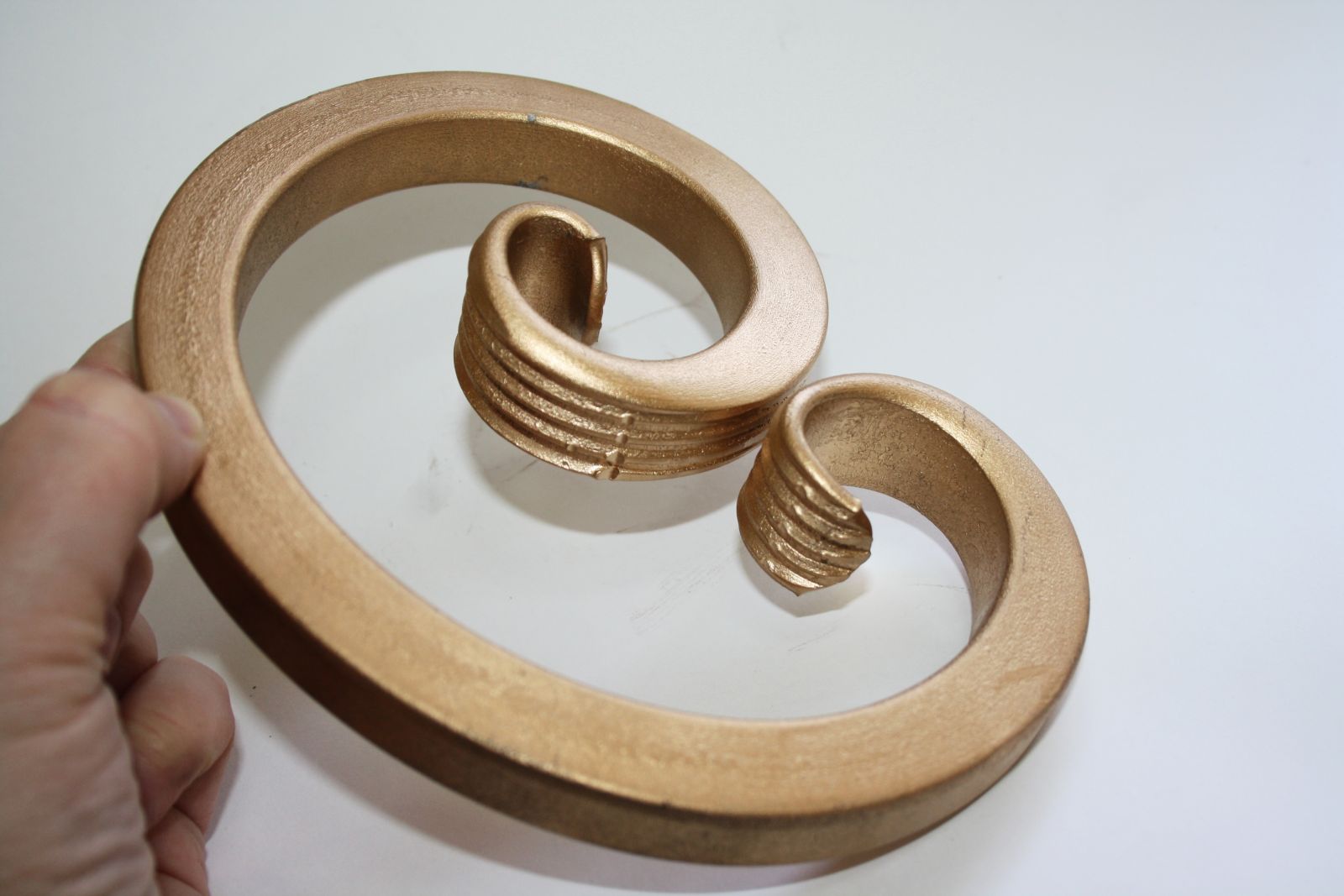
- Улитка (спираль, волюта, завиток) – базовый и самый популярный элемент в ковке, который заключается во вращении прутка (квадрата, иного типа материала) вокруг особого оправочного шаблона, посредством чего и формируется нужная форма объекта.
- Фонарики (шишки, кузнечные корзинки) – при данной операции, посредством продольного закручивания четырех заготовок однородной длины (квадратов или прутков), возможно получить трехмерный художественно-декоративный элемент.
- Сгибание – с помощью данного действия возможно придать объекту или его части особую угловую форму. Режим выполнения может быть как горячим, так и холодным, что будет зависеть от толщины заготовки и сорта профиля. Сгибание может осуществляться в специальном оборудовании, на разных штампах и оправках, в особых приспособлениях и даже в стандартных тисках. Итогом действия станет изгиб заготовки под разными углами, выполнение дуг и колец, неправильных крючков, а также производство кузнечных волн и змеек.
- Балясина – эта операция подразумевает выполнение сложного декоративного элемента, который также может изготавливаться на кузнечном прессе посредством специальных штампов. При холодном методе его выполняют на нескольких станках одновременно. Итоговый объект используется для оформления перил, балконов, оконных решеток.
- Гусиная лапка (лепесток на окончании заготовки, кузнечная лапка) – это действие может производиться с предварительным разогревом обрабатываемого объекта и последующим формировании конца в кузнечном штампе или на прокатном станке с оправкой по нужной конфигурации.
- Прокат и сгибание профильных труб – гибка на угол в кузнечном деле для мебельной промышленности или по радиусу (при изготовлении мангалов, беседок, навесов и арок), требует применения специальных профилегибов или трубогибов. Формовку профильных труб проводят для последующего выполнения завитков (обе процедуры осуществляются на электромеханических станках).
- Ковка листьев и цветов – данные процедуры могут осуществляться как с нагревом, так и без оного. Сегодня подобные элементы выполняются автоматизированным кузнечным штампом, однако, кузнец с высоким уровнем квалификации и достаточным опытом может выполнить их и вручную (даже способом чеканки).
- Декорирование соединительных точек (соединение кузнечных элементов) – как правило, эти действия производят посредством сварки или зачистки самих мест соединения либо с помощью заклепок. Такие места допускается украшать различными хомутами (они изготавливаются по методу проката из стальных полос).
- Прокатка сортамента (декоративная) – эта операция может также проводиться с нагревом или без него. Выполняется она на прокатном оборудовании для штампов с разными рисунками-декорациями. Также допускается и ручная чеканка.
- Всегда требуется тщательно проверять прочность закрепления заготовки в пазах прибора, ибо обрабатываемый объект может получиться неправильной формы либо вообще повредит сам прибор;
- Небольшая доза разогрева заготовки до начала работы может упростить весь процесс, одновременно придав металлу дополнительные полезные качества;
- Следует избегать резких подвижек обрабатываемого объекта в пазах, для чего нужно контролировать каждый этап производственного процесса. Несоблюдение данного требования может привести к преждевременному износу оборудования;
- Все ролики и валики, другие вращающиеся узлы агрегата, периодически требуют смазки машинным маслом (в целях поддержания общей плавности работы).
- Прочная конструкция;
- Необходимость приложения минимума усилий;
- Вариативность итоговых изделий.
Технология холодной ковки
Ее основное отличие от традиционной обработки металла заключается в том, что последнему не требуется разогрев, хотя и допускается прогрев небольших участков, в которых планируется произвести изгибание. Принцип этой технологии основывается на пластичных качествах металла, поэтому называть данную операцию именно «ковкой» — не совсем корректно (при ковке одновременно изменяется и форма заготовки и ее сечение).
Любой материал обладает пределами прочности на растяжение, разрыв и изгиб. Одна категория металлов способна противостоять сгибанию, а другая может без потери качества скручиваться и растягиваться. Именно эти свойства металлов и используются в технологии холодной ковки, т.е. при обработке заготовок давлением без нагрева. Вся работа осуществляется посредством системы рычагов, которая значительно оптимизирует прилагаемые мышечные усилия оператора.
По итогам опрессовки, в местах воздействия, структура металлов становится очень прочной, уплотняется. В связи с тем, что обработка высокими температурами не используется, то и изменение качественных характеристик материалов не происходит. Соответственно, отсутствует необходимость в финишном обжиге или окончательной закалке изделий. Для холодной ковки отлично подойдут металлы, обладающие надлежащей пластичностью и вязкостью, к которым можно отнести:
После изгибания, в данных металлах не остается остаточного напряжения, которое может способствовать их скорому разрушению. Технологию холодной ковки используют для производства:
ВАЖНО! Отдельные элементы, созданные с помощью холодной ковки, можно собрать в единую художественную композицию, но эта операция уже предусматривает применение сварочного аппарата.
Ковка художественная и холодная — суть технологий
По большому счету, холодная ковка является одним из методов художественной ковки, т.е. это изготовление декоративных изделий. Ее главное отличие – отсутствие необходимости в разогреве обрабатываемого материала. Например, для изготовления кованной калитки не будет нужны ни горелка, ни нагреватель, ни кузнечный горн, ни муфельная печь. Однако, практика показывает, что для создания художественных произведений приходится комбинировать горячий и холодный методы. Для той же калитки возможно изготовить несколько отдельных деталей холодным способом, но для изготовления «гусиной лапки» (запорного устройства) уже потребуется горячая пластическая деформация элемента, кою можно выполнить в штампованном виде или на прокатном станке. В повседневном кузнечном деле именно комбинированная технология применяется чаще всего, хотя до 90% всех операций по художественной ковке возможно выполнить холодным способом.

Области использования холодной ковки
Рассматриваемый кузнечный метод был и будет востребован во все времена. Его можно применять для декорирования заборов для загородных резиденций, для изготовления оконных решеток в панельных домах, для производства художественных элементов уличного оформления. Чаще всего станки для холодной ковки используются в:
Для любого из вышеперечисленных производств характерно наличие пары-тройки таких станков. Для малого бизнеса или домашней мастерской вполне возможно обойтись одним станком ручного типа с универсальным функционалом.
Преимущества и недостатки «щадящей обработки»
Популярность рассматриваемой технологии возможно объяснить несколькими причинами, к коим относятся:
К недостаткам возможно отнести:
Холодный способ ковки имеет явные экономические преимущества, т.к. нет необходимости создавать настоящую кузню с печью, что является делом дорогим и хлопотным. А вот имеющиеся у холодного способа недостатки вряд ли можно назвать непреодолимыми.
Современные станки холодной ковки
Данное оборудование бывает нескольких видов и найти один универсальный агрегат почти невозможно. Поэтому, перед приобретением лучше определиться с будущими задачами.
Это базовый станок для художественной ковки, именно на нем большинство любителей начинают осваивать кузнечное дело. Устройство максимально простое в эксплуатации, однако, обладает существенным недостатком – вариантов создания изделий очень мало. Он подойдет для образования дуги или кольца, изгиба заготовки под необходимым углом, но фигурный сгиб на нем выполнить невозможно.
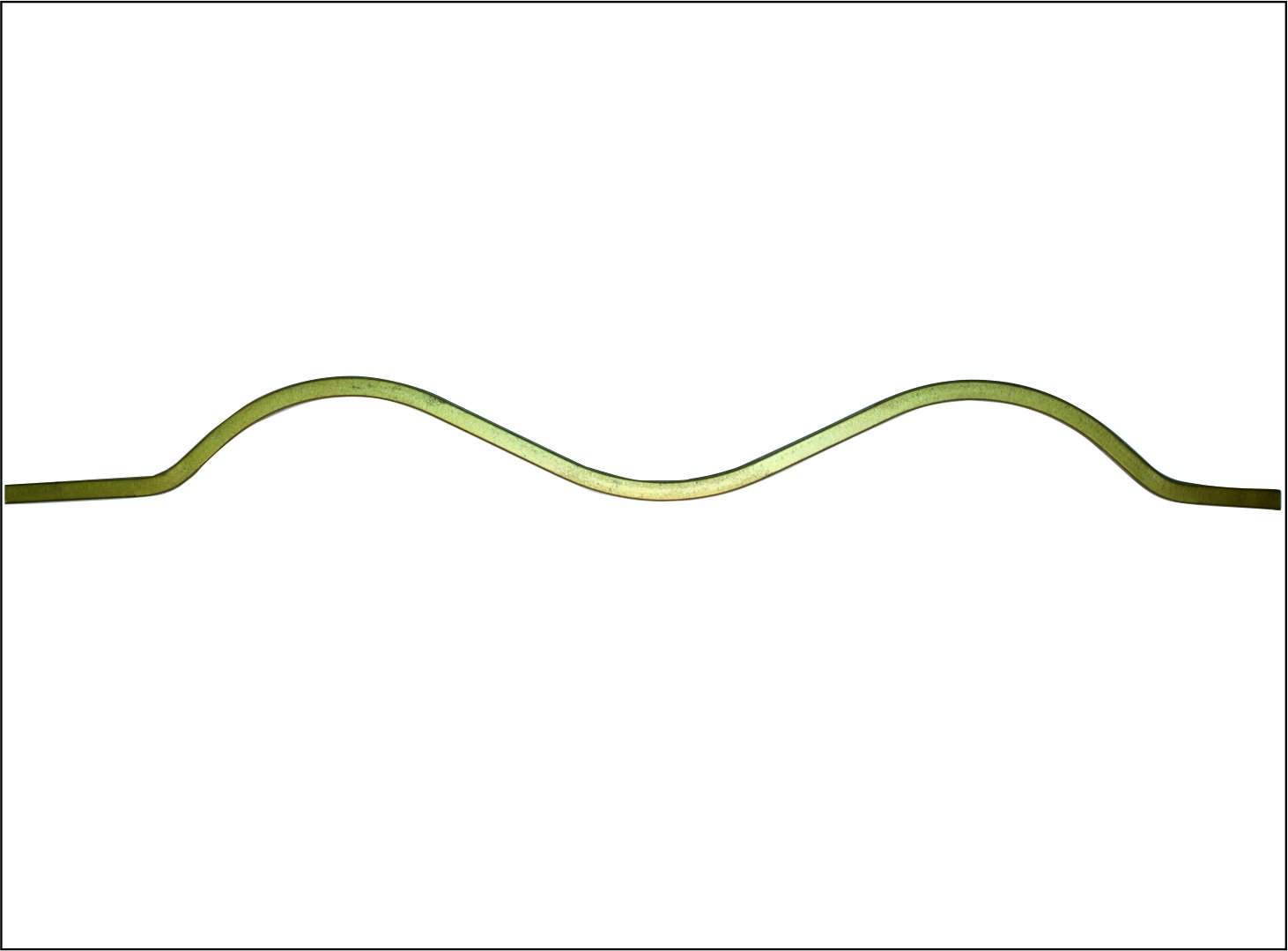
Название этого станка говорит само за себя и он предназначен для придания металлической заготовке волнообразной формы. Не очень изобретательный прибор, состоящий из валиков и роликов, на котором протяжка заготовки осуществляется вручную.
Такой прибор чаще всего используется в кузнечном деле и его устройство имеет средний уровень сложности. Из-за своей закрученной конструкции, он позволяет создавать из железных прутьев спирали, завитки и другие сложные элементы. Подобные формы очень трудно изготовить вручную, ибо придется приложить немало физических усилий. Существует два варианта станка – механический и электрический.
Этими прозвищами обозначают торсионный станок с незамысловатой конструкцией. Она предполагает наличие двух зажимов, которые находятся друг напротив друга. На одной стороне присутствует механизм для поворота, который и выполняет основную функцию на загиб. Железный прут вставляется про меж зажимов, после чего происходит прокрутка механизма пользователем. Итогом станет получение заготовки крученой формы.
Данный станок по своему функционалу очень схож с «Улиткой», но вот действие выполняется иным способом. Металлический прут закрепляется на одной стороне станка, а затем вручную проворачивается и оказывается на другой стороне. Тем самым, заготовка приобретает ту же гнутую форму.
ВАЖНО! При выборе станка для определенных операций, следует учитывать его мощность и соотносить его размер с габаритами заготовки, подлежащей обработке. Некоторые модели попросту не будут способны изогнуть слишком длинный или слишком толстый прут.
Базовые операции «щадящей обработки»
К таковым возможно отнести следующие процессы:
Скрутка (торсион, торсировка) – данная операция представляет собой продольное скручивание заготовки (как на отдельных участках, так и по всей длине), при этом заготовка подлежит провороту по оси относительно друг дружки;
Трудности выбора

По компании-производителю
Это один из главнейших моментов, на который следует обратить внимание. Можно приобрести дешевый прибор, который не будет способен продержаться и месяца интенсивной работы по металлу. Сразу стоит оговориться, что все рассматриваемое оборудование далеко не дешево. Специалисты советуют лучше единожды потратиться на качественный агрегат, нежели потом постоянно ремонтировать дешевый образец. Лидерами на данном сегменте рынка являются европейские производители – их компании работают там более 70 лет и их оборудование характеризуется качеством и долговечностью.
По методу работы
Станок может быть электрическим или ручным. Для домашнего объема работы, естественно, лучшим и экономичным вариантом станет ручное устройство. Оно отлично подойдет для обучения, на нем допускается неспешный стиль работы. Электрический станок подойдет для опытных кузнецов, выполняющих заказы в промышленных масштабах. Тем более, электрические образцы, обладающие большей мощностью и производительностью, способны обрабатывать габаритные объекты.
По типу оборудования
Станки могут быть направленного действия (т.е. их функционал качественно ограничен определенным кругом операций) либо универсальными. Последние приспособлены под самые разные задачи. Для домашней работы, скорее всего, понадобится всего лишь пара функций, поэтому для маленькой мастерской не имеет смысла тратиться на дорогостоящий агрегат. Если же предполагается потоковый стиль работы с большими заготовками, то универсальный станок станет оптимальным выбором.
Особенности эксплуатации станков холодной ковки
Необходимо сразу отметить, что большая часть работы со станками холодной ковки какой-либо повышенной травмоопасностью не отличается (самая большая угроза – поражение электротоком — и та относится к электрическим моделям, например, повреждение электрической цепи устройства), однако, ряд простейших правил соблюдать при работе нужно:
Не менее важна и надлежащая последовательность производственных действий при ковке технологических/декоративных объектов. Для каждого станка предусмотрен собственный порядок работы, который описан в его инструкции.
Бюджетный сегмент
Данный станок представляет собой специальное оборудование для художественной холодной ковки. Он позволяет выполнять сложные виды изделий при приложении минимальных усилий. Агрегат имеет сварную конструкцию, жесткие соединения дополнительно окрашены и имеют защиту от коррозии. Использование образцов и шаблонов ускоряет процесс создания объемных изделий из металлического профиля. Станок для холодной ковки «Гнутик» прогибает прут под любым нужным углом и предназначен для изготовления дуг, колец с разным диаметром (при толщине от 17 см). Рекомендованная стоимость для розничных сетей – 7900 рублей.

Этот агрегат предназначен для получения более сложных объемных художественных изделий формата «кузнечная корзинка» и «торсион». Прост и интуитивно понятен в эксплуатации. Рекомендуется для использования в домашних мастерских. Прибор надежно сварен, а все его рабочие узлы и механизмы дополнительно прокрашены и защищены от коррозии. Рекомендованная стоимость для розничных сетей – 8200 рублей.
Читайте также: