Станки для работы с металлом своими руками
Обновлено: 28.09.2024

Станки и инструменты в готовом виде доступны в широком ассортименте в специализированных магазинах. Однако их цена не каждому по карману, особенно начинающему мастеру. Самодельные станки – это выход из ситуации при ограниченном бюджете. Рассмотрим особенности их использования и изготовления. Расскажем о наиболее популярных устройствах. Информация поможет определиться с выбором необходимых приспособлений для организации работы в мастерской.
Использование самодельных станков в мастерской
Работы, которые выполняются в мастерской, влияют на оснащение помещения специальными приспособлениями. Обычно оборудование размещают, если свободная площадь составляет не менее 3 м 2 .
Мастерские часто обустраивают в маленьких помещениях, пристройках, гаражах. Лучшим местом является отдельная постройка. В этом случае шум от выполняемых работ не будет мешать другим жильцам дома.
Часто обустраивают универсальные мастерские для выполнения различных работ. Если человек занимается производством каких-либо изделий, тогда изготавливаются конкретные самодельные инструменты и приспособления. Часто мастерские оснащаются станками для столярных работ и обработки металлических заготовок. Нередко еще обустраиваются помещения для ремонта колесных транспортных средств.
В основном мастерская оснащается:
- устройствами, позволяющими подготавливать инструмент, облегчать труд и механизировать операции;
- самоделками для обработки металлических деталей;
- столами-верстаками.
В помещении еще обязательно устанавливают полки, где будет храниться различный инструмент. При этом обеспечивают беспрепятственный подход к ним, выполнение правил пожарной безопасности.
Верстак для столяра
Эта разновидность оборудования представляет собой стол. Он отличается высокой прочностью и наличием на столешнице 2-х тисков. Стол также оснащается фиксаторами, зажимающими заготовки во время их строгания. Кроме того, верстак еще может иметь места, где будут закреплены другие самодельные устройства, например фрезер.
Специальный стол обязан иметь удобную высоту. Она подбирается под рост мастера. Минимальная длина верстака составляет 1000 мм. Часто она равна 1700 мм или даже 2000 мм. При этом стандартная ширина составляет 800 мм.
Создается стол-верстак следующим образом:
- Создают поверхность стола – это щит, который изготавливают из дубовых, буковых или грабовых досок толщиной минимум 55 мм. Их плотно подгоняют друг к другу. Используемые доски перед соединением пропитывают олифой. Для создания жесткой конструкции применяют брусок 50 мм. Его фиксируют по периметру рабочей поверхности.
- Изготавливают опорные элементы верстака. Для этого используют липовый или сосновый брус. Его размер составляет 120*120 мм или 150*150 мм, а длина равна примерно 1200 мм. Опоры соединяют перемычками в горизонтальной плоскости. Для этого берут доски, которые фиксируют на расстоянии 300 мм от пола.
- Изготавливают самодельные приспособления для размещения инструмента. Это полки, находящиеся под столешницей. Их в открытом исполнении нередко заменяют тумбочками.
- Крепят тиски.
Если создается стационарный верстак, его опорные элементы неподвижно фиксируют на полу. В зависимости от особенностей выполняемых работ изготавливают также передвижные и разборные столы.
Тиски столярного верстака
Этот самодельный инструмент изготавливают при использовании винтового стержня. У него длина резьбы должна быть минимум 160 мм. При этом диаметр самого стержня обязан составлять 20 мм. Для тисков еще понадобятся деревянные бруски и шпильки из металла. Последовательность изготовления следующая:
- Подготавливают брусок 200*300 мм. Его минимальная толщина должна быть 50 мм. Это будет одна из губок. В центре заготовки просверливают отверстие под винт. По бокам от него делают еще два отверстия под шпильки.
- Выпиливают вторую передвижную губку 200*180 мм, и просверливают в ней аналогичные отверстия.
- Вставляют в заготовки штырь с резьбой. На одном его конце устанавливают ручка. Чтобы губки не смещались, через другие отверстия пропускаются шпильки с сечением 10 мм.
Металлический верстак для слесаря
Все полезные самоделки и приспособления упрощают обработку заготовок. К таким устройствам относится верстак для слесаря. Его минимальные размеры составляют:
- длина – 1800 мм;
- ширина – 700 мм;
- высота – 900 мм.
Создается стол в следующей последовательности:
- сборка каркаса;
- монтаж тумб в количестве 2 штук, обшитых металлом;
- закрепление рабочей поверхности, состоящей из деревянной основы в виде щита, на котором сверху размещается лист металла подходящего размера;
- сборка и установка стеллажа в задней части верстака для усиления всей конструкции и размещения инструмента.
При сборке слесарного верстака используют:
- балки в качестве стоек – четыре профтрубы 40*60 мм с толщиной стенки минимум 2 мм;
- три балки 50*40 мм, чтобы связать стойки и обеспечить продольную жесткость конструкции;
- профтрубу 40*30 мм со стенкой минимум 1 мм в количестве 9 штук для создания каркаса тумб;
- металлический уголок 50*50 мм для изготовления стеллажных стоек, высота которых будет составлять максимум 2000 мм;
- доска толщиной 50 мм для щита столешницы;
- лист металла не тоньше 6 мм для покрытия верхней поверхности верстака.

Станок по дереву для токаря
Существуют различные самодельные станки и машины для мастерской. Все они упрощают работу. К их числу относится токарный станок. Его конструктивными элементами являются:
- Прочная станина из металлического уголка или трубы. Иногда ее создают из деревянных брусков. Станину закрепляют на полу, а ее нижнюю часть утяжеляют.
- Суппорт, представляющий собой опорный элемент для резцов. Эта часть станка обязана обеспечивать надежную фиксацию и позволять заготовке перемещаться в сторону. Для этого в конструкции предусматривается винтовой стержень.
- Зажимной шпиндель, который еще называют передней бабкой. В его качестве часто применяют головку мощной электродрели.
- Задняя бабка, применяемая для продольного перемещения заготовки. Рекомендуется использовать заводской шпиндель, который имеет четыре кулачка.
- Электропривод, обеспечивающий вращение 1500 об/мин. Его мощность должна составлять от 250 до 400 Вт. Часто в качестве электродвигателя используют мотор стиральной машинки. В конструкции также предусматривается ременная передача. Это трансмиссия, для функционирования которой необходимо установить шкивы на валах.
Резцы для станка
Рекомендуется самоделки приспособления оснащать фабричными резцами. Ведь их качественно затачивают на специальном оборудовании. В крайнем случае, для изготовления применяют:
- старые напильники без существенных дефектов;
- стальную квадратную арматуру – оптимальный материал для изготовления резцов;
- квадратную или прямоугольную рессору от автомобиля.
В дальнейшем выполняют заточку имеющихся заготовок. Создают полукруглую режущую кромку, чтобы выполнять черновую обработку деревянных деталей. Чистовые токарные работы проводят резцом, у которого прямое лезвие.
После заточки осуществляют закалка режущих элементов. Во время этого процесса резцы сначала нагревают, а потом помещают в машинное масло.
Стационарная циркуляционная пила
Циркуляционную пилу в стационарном исполнении размещают на прочном столе. Его рабочую поверхность обычно создают из металлического листа. Его усиливают ребрами жесткости. Для их изготовления используют стальной уголок.
На рабочей поверхности обычно находятся:
- упоры;
- направляющие;
- элементы для регулировки;
- режущий диск.
На заметку! Работает циркуляционная пила за счет электрического двигателя. Его мощность должна составлять примерно 800 Вт, а вращение 1700 об/мин. Таким характеристикам соответствует электродвигатель болгарки.
Перед тем как сделать приспособление для распиловки деревянных деталей, подготавливают рабочую болгарку с необходимыми характеристиками. Дальнейшие действия выполняют в следующем порядке:
- Собирают каркас.
- Подготавливают рабочую столешницу, в которой делают прорезь под режущий диск.
- Крепят параллельно два деревянных бруска. Они будут использоваться в качестве упоров.
- Устанавливают шкалу, необходимую для контроля разрезания деревянных деталей.
- Монтируют струбцины, чтобы можно было фиксировать заготовки и направляющие.
- Закрепляют болгарку, предварительно установив диск в ранее созданную прорезь столешницы. Фиксацию электроинструмента выполняют снизу рабочей поверхности.
Видео описание
Один из вариантов стационарного металлического распиловочного станка с углошлифовальной машинкой показам в видео:

Сверлильный станок
Интересные самоделки и приспособления часто выручают мастера при изготовлении разных изделий в мастерской. Одним из таких устройств является сверлильный станок. К основным его частям относится:
- электрическая дрель;
- основание из металлических деталей с возможностью закрепления обрабатываемой заготовки;
- стойка для фиксации электродрели, для создания которой используют ДСП толщиной от 20 до 25 мм или старый фотоувеличитель;
- узел, обеспечивающий подачу сверлильного инструмента.
Стойка сверлильного станка должна иметь направляющие рейки. Они необходимы, чтобы электродрель перемещалась строго в вертикальном направлении. Существуют разные варианты подачи электрического инструмента, но самую распространенную конструкцию имеет рычаг с пружиной. Он управляется ручным способом путем простого нажатия. В конструкции станка также предусматривают упоры. Они нужны для регулировки глубины создаваемого отверстия в детали.
С одним из вариантов станка для сверления при использовании электродрели поможет познакомиться следующий видеоролик:
Фрезер с ЧПУ
Существуют самодельные станки и приспособления сложной конструкции. К таким устройствам относится фрезер с ЧПУ. Его изготавливают для обработки металлических и деревянных деталей.
Работы на фрезере с ЧПУ осуществляются более качественно. Такой станок обладает расширенными возможностями. При его создании используется порт LPT, а также обеспечивается числовое программное управление. Копировальный узел создают из кареток принтера с матрицей из игл.
Фрезерное устройство собирается следующим образом:
- Изготавливается столешница при использовании фанерного листа. Вместо него применяют ДСП толщиной минимум 15 мм.
- Создается вырез, чтобы помещалась фреза.
- Устанавливается фрезерный узел.
- Размещается электропривод.
- Закрепляется трансмиссия.
- Монтируется шпиндель.
- Фиксируются упоры.
Фрезерный станок с ЧПУ для обработки металлических заготовок изготавливается с более прочным каркасом. Приспособление создается в следующей последовательности:
- Монтируется колонна и станина при использовании швеллера. Из них создается конструкция в форме буквы «П». В ней перемычку между двумя опорными элементами образует деталь, являющаяся основанием фрезерного узла.
- Изготавливаются направляющие из уголка. Они фиксируются болтами на колонне.
- Создаются направляющие консоли из трубы с прямоугольным сечением. Для их перемещения на высоту максимум 150 мм в конструкции предусматривается автомобильный домкрат.
- Штырь с резьбой вставляется в консоли.
- Создается рабочая поверхность.
- Устанавливаются тиски, фиксирующие элементы и направляющие.
- Монтируется вращающийся узел. При этом строго следят, чтобы вал находился в вертикальной плоскости.
Следующее видео позволит познакомиться с одним из вариантов изготовления фрезера с ЧПУ:

Рейсмусовый станок
Самоделки для мастерской часто создают, чтобы выполнить обработку дерева. Материал всегда приходится строгать. Именно для решения этой задачи изготавливают рейсмус. Состоит станок из следующих частей:
- Станина из двух рамных конструкций, которые сваривают из уголков 40*40 мм. Рамы скрепляют шпильками.
- Столешница из металла или пиломатериала, предварительно пропитанного олифой. Рабочая поверхность болтами фиксируется на станине.
- Протяжка, представляющая собой резиновые валики. Их берут из сломанной стиральной машинки. Валикам обеспечивают плавное вращение путем их одевания на подшипники.
- Кожух, защищающий вращающиеся детали. Его изготавливают из листового металла толщиной около 5 мм и закрепляют на каркасе из уголков размером 20*20 мм.
- Электрический двигатель мощностью 6 кВт, который способен вращаться со скоростью минимум 3000 об/мин.
Для фиксации рейсмусового станка применяют струбцины. Приспособление закрепляют на рабочей поверхности. Не забывают про необходимый зазор, при выставлении которого учитывают толщину обрабатываемой детали.
Изготовление рейсмуса при использовании электрорубанка показано в следующем видеоматериале:
Станок для шлифовки деревянных деталей
В конструкции такого станка имеется цилиндр, на которой надевается наждачная бумага. Этот узел вращается, обрабатывая деталь. Сборка самодельного станка часто выполняют для шлифовки цилиндрических заготовок. Изготавливают также устройство для создания ровной поверхности обрабатываемой детали.
Во время закрепления шлифовальной бумаги выполняют следующие правила:
- ширина абразивного полотна должна составлять примерно 250 мм;
- соединяется шлифовальная лента без зазора исключительно встык;
- крепление наждачки выполняется на высококачественный клеящий состав;
- на краях вала для абразивного полотна должен иметься бортик, выступ которого составляет от 2,5 до 4 мм;
- под лентой нужно размещать резиновую подложку.
Вал приспособления вращается электрическим двигателем. Эти две части станка соединяются ременной передачей. Сама конструкция станины может иметь разное исполнение. Вариант выбирают в зависимости от размеров обрабатываемых заготовок.

Коротко о главном
Обычно мастера собирают станки для своих мастерских, если площадь помещения не меньше 3 м 2 . Изготавливаются универсальные приспособления или для выполнения конкретного вида работ. Кроме полок и стеллажей, в мастерской часто можно встретить из досок и брусков верстак для столярных работ, который оснащен тисками.
Умельцы также изготавливают слесарный металлический верстак из профтрубы, уголка, листового металла. Собирают еще токарный станок на металлической станине, с зажимным шпинделем в виде головки от дрели и электроприводом. Популярностью в мастерской пользуется еще стационарная циркуляционная пила на основе болгарки, сверлильный станок из электродрели, рейсмус из электрорубанка, фрезер с ЧПУ.
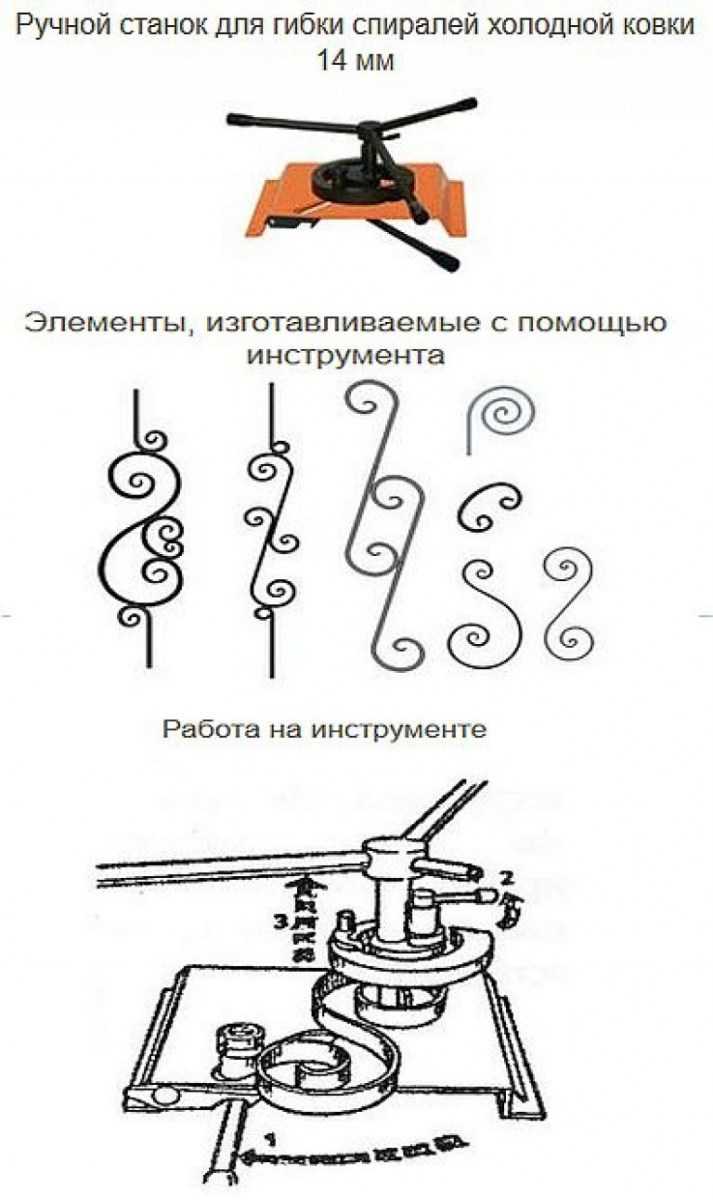
Холодная ковка – секреты мастерства обработки металла

Для многих холодная ковка стала тем делом, в котором можно реализовать себя не только как ремесленником, но и как творцом новых приспособлений и станков для работы. При этом, простые станки и приспособления для формирования улитки, навивки спирали и сгибания проката разного профиля как показывает практика можно сделать самостоятельно, из подручных материалов. Об особенностях технологии ковки и вариантах создания простейших станков и принципах их работы и пойдёт речь далее.
Искусство холодной ковки от идеи до готового образца
Идеи использования металлических элементов декора чаще всего реализуются в изготовлении оград, ворот, оконных решёток и козырьков. Готовые штучные элементы холодной ковки из металла различного профиля соединяются в готовую композицию сваркой. Простота технологии позволяет получить необычные узоры и объёмные композиции с минимальными навыками работы с металлом, станками и оборудованием.
Большим плюсом этой технологии выступает возможность использования готовых заготовок. Стандартные размеры завитушек, улиток, розеток и винтовых профилей позволяют создавать как единичные изделия, так и выполнять работы по шаблону, например, одинаковые пролёты ограды или оконные решётки.
Вместе с тем изделия из холодной ковки становятся особенно привлекательными тогда, когда в них присутствуют необычные элементы, которые изготавливаются в единичных экземплярах. Именно поэтому, мастера, работающие в этой технике обработки металла, предпочитают сами создавать заготовки из проката. Здесь важную роль играет оснащённость мастерской необходимыми приспособлениями и станками для обработки металла.
Основы технологии обработки металла
Получение готового элемента забора или подставки под кашпо в цветник включает в себя несколько последовательных технологических процессов. Самый главный, из которых придание заготовке из проката необходимую форму. Холодная ковка металла использует следующие виды обработки:
- гибка;
- штамповка;
- скручивание;
- ковка;
- прокат.
Применяемые приёмы и способы обработки зависят от формы и вида металлопроката.
И здесь необходимо обратить внимание на то, чем отличается горячая ковка от технологии холодной обработки металла. При нагреве заготовки происходит изменение структуры металла, он становится пластичнее, так, появляется возможность придать заготовке нужную форму, приложив немного усилий.
При холодной ковке, металл не нагревается, и его структура остаётся прежней. В этом случае приходится прикладывать больше усилий для получения детали нужной формы. Дело в том, что при гибке или скручивании сопротивление поверхностного слоя металла усиливается жёсткостью формы заготовки. А сердцевина, обладающая высокой вязкостью, принимает форму только после преодоления сил сопротивления поверхностных слоёв.
Поэтому, чтобы получить определённые виды ковки обычным молотком не обойтись. Для успешной работы необходимы специальные устройства и приспособления. Особенность технологии заключается в том, что для получения одной формы используется один вид инструмента.
Любое приспособление для холодной ковки это специальный инструмент:
- гибка профиля и полосы в завиток осуществляется на станке-улитке;
- штамповка, при изготовлении лепестков или розеток, использует пресс и пуансоны;
- скручивание полосы, квадрата, трубы выполняется на торсионе;
- ковка или расклёпывание делается на наковальне или при помощи гидравлического пресса;
- для проката используются вальцы разного профиля и диаметра.
Домашняя мастерская – оборудование, оснащение, размещение
Ковка дома, если речь не идёт о создании только красивого мангала или подставки под цветы рано или поздно потребует создания особых условий для комфортной работы. Даже для занятия ковкой как хобби потребуется большое, хорошо освещённое помещение, где кроме станков нужно будет предусмотреть место и под монтажный стол, и под покрасочный модуль, а также подобрать минимальный набор инструментов для работы.
Аргументов выделить просторное помещение много, но при планировании размещения стоит взять во внимание:
- холодная ковка профильной трубы требует сначала сделать прокат профиля, для того, чтобы можно было легче придать форму завитка или улитки. Для этого вальцы должны размещаться так, чтобы длина помещения была в 2,1-2,5 раза больше отрезка трубы.
- станок улитка должен иметь доступ со всех сторон;
- для объёмных работ, например, для сборки оград или въездных ворот монтажный стол стоит делать таким, чтобы он был больше конструкции на 0,2-0,3 метра;
- станки обязательно должны иметь массивную станину и надёжное крепление к полу, а вот монтажный стол можно сделать по принципу трансформера – они должны быть мобильными и быстро складываться.
Вальцы для проката, кроме обычной плоской формы должны иметь валы и для работы и с профильной, и с обычной трубой круглого сечения. Для пресса необходимо иметь несколько пресс-форм для работы с листовым металлом. Здесь понадобятся формы для штамповки листьев, лепестков, полусфер и оформления концов профилей.

Что нужно помнить, приступая к созданию станка для холодной ковки
Одним из важных вопросов, которые предстоит решить при проектировании и создании самодельного станка для холодной ковки выступает вопрос, какой металл нужно подобрать для изготовления рабочих органов. Простым и доступным вариантом для этого выступает покупка заготовок в строительном магазине. Это обойдётся относительно дёшево, а учитывая то, что станок будет собираться своими руками, то здесь можно сэкономить и на обработке, будет достаточно иметь болгарку и сварочный инвертор.
Но, при этом нужно понимать, что в магазине не продаются специальные сорта стали, скорее всего, это обычный прокат, не обладающий ни прочностью, ни долговечностью. В таком случае, не стоит рассчитывать на долгую службу шаблона, срок службы таких приспособлений составит всего 800-1000 рабочих циклов.
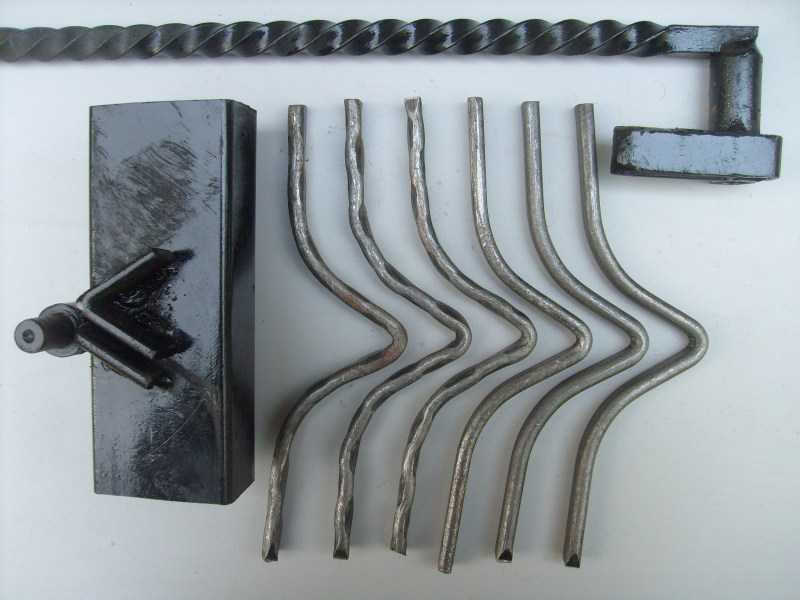
В этом видео показано самодельное приспособление для сгибания прута:
Другое дело, если использовать инструментальную или конструкционную сталь. Здесь срок службы будет в 4-5 раз дольше, а узоры из профильной трубы будут получаться с идеальными формами.
Во многих приспособлениях применяются пуансоны одинаковой формы, но разных размеров. Но создавать для каждого типоразмера проката свой станок неоправданно дорого. А вот предусмотреть в гнутике, или станке для улитки сменные пуансоны вполне возможно, да и обойдётся такой вариант дешевле.
Ковка из профильной трубы, квадрат и прут требует больших усилий для придания заготовке нужной формы. Электропривод в таком случае мог бы существенно облегчить работу. В домашнем варианте мини кузницы, вместо электропривода можно использовать шестерёнчатый редуктор.
Оснастка для станков холодной ковки
Самым простым и наиболее часто используемым оборудованием в мастерской обычно выступают два станка – гнутик и улитка. Первый, позволяет сгибать материал под нужным углом, второй обеспечивает создание плоских спиралей подобных улитке. Принцип работы устройств прост – один конец заготовки зажимается неподвижно, а второй, при помощи рычага, сгибается под нужным углом.

Гнутик
Станок холодной ковки гнутик включает:
- основание из пластины толщиной 15-20 мм;
- центральную ось, жёстко закреплённую на основании;
- подвижный рычаг с кареткой;
- сменные вальцы и ролики;
- фиксирующие устройства роликов и вальцов.
На оси крепится рычаг с подвижной кареткой. Рычаг имеет квадратную или прямоугольную форму. На него устанавливается подвижная каретка с двумя неподвижными осями под валки. Чтобы получить изгибы, нужного диаметра валки делаются сменными, изменяя диаметр валков, получаются заготовки разного размера.
- перед началом работы подбираются валки нужного диаметра;
- рычаг с кареткой устанавливается в исходное положение;
- один конец заготовки фиксируется в зажиме;
- заготовка прижимается к центральному вальцу;
- каретка с вальцом подводится к заготовке и плотно прижимается к ней;
- поворачивая рычаг, валки придают заготовке необходимую форму.
Как работает универсальное гибочное приспособление для полосы, прута, квадрата, показано в этом видеоролике:

Улитка
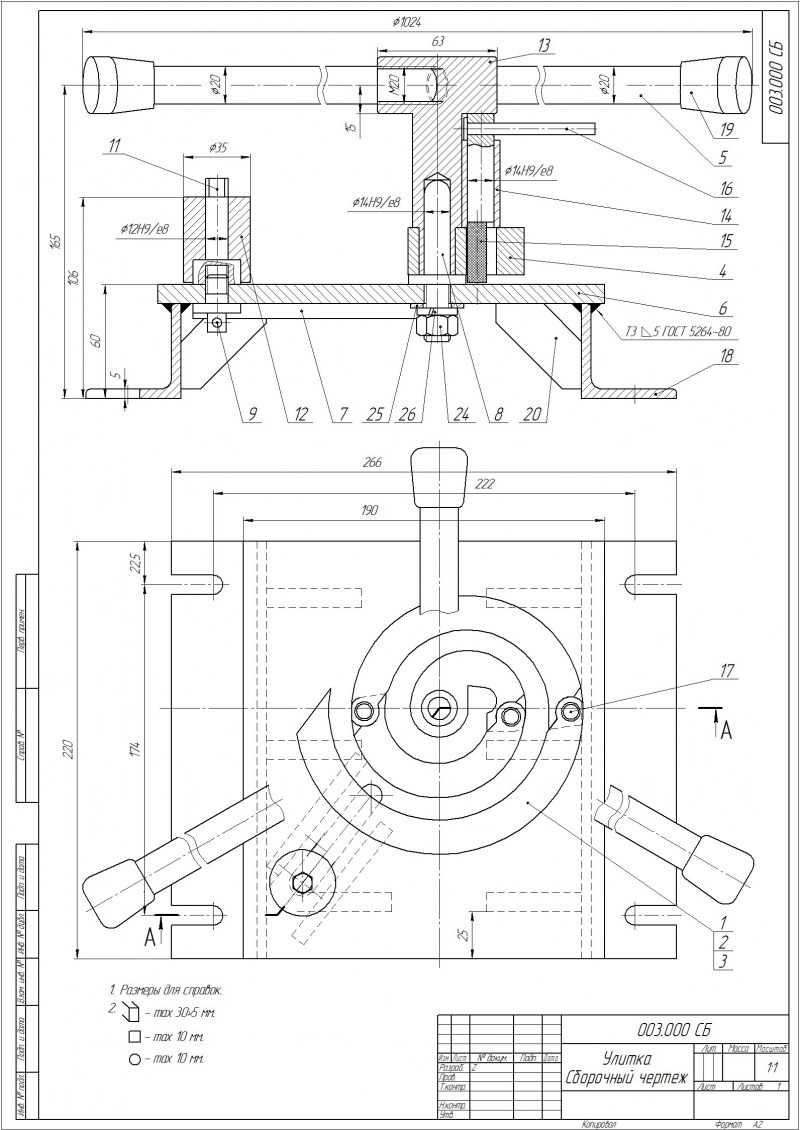
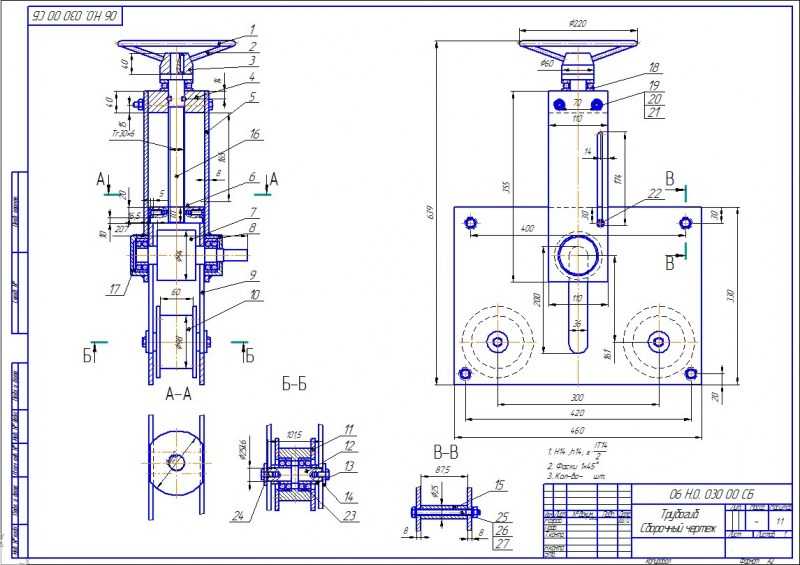
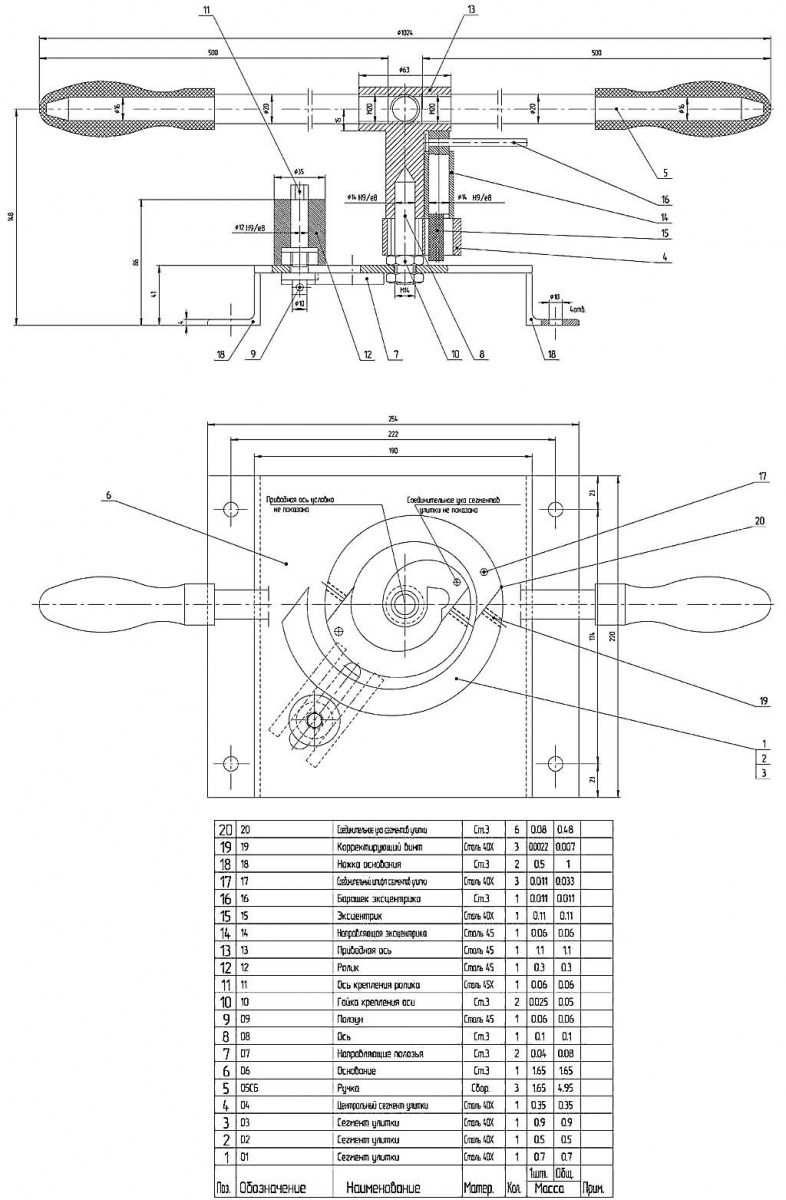
Станок улитка для холодной ковки представляет собой более сложный инструмент, чем гнутик. Сложность его состоит в том, что основной рабочий орган выполняется в виде составного устройства нестандартной формы. Составной вид формы из нескольких секций обеспечивает получение заготовки в виде плоской спирали похожей на улитку. Эта схожесть и дала название этому станку.
Станок улитка или кондуктор для холодной ковки состоит:
- основания в виде станины из толстой металлической пластины;
- кондуктора или оправки, вокруг которой и выполняется навивка улитки;
- рычаг с роликами.
Основой станка для ковки металл выступает основание из стального листа толщиной 15-20 мм диаметром 50-70 см. Станина располагается на валу. Под ней, внизу на подшипниках закреплён рычаг, крепление на подшипниках обеспечивает лёгкое вращательное движение. Он выполняется из толстостенной трубы. Длина рычага, должна быть не меньше 80см. Верхней части в центре основания прочно закреплён вал диаметром 10-16 мм. Основание имеет несколько отверстий, в которые вставляются разборные оправки. Отверстия располагаются так, чтобы можно было устанавливать шаблоны разного размера.
Оправки представляют собой разрезанную на части спираль. Для работы обычно необходимо 2-3 набора элементов – маленького диаметра, среднего и большого размера. Центральный элемент надевается на вал основания. В нем имеется паз для начальной фиксации прута или полосы. Первый завиток имеет 2\3 оборота окружности. Второй – продолжение спирали с увеличенным радиусом и длиной 1\3 оборота спирали. Третий элемент длиной 1\2 оборота с изгибом равным 4-6 радиусам центрального элемента.
Оправки выполняются из полосы шириной 50 мм и толщиной не меньше 5 мм. Для жёсткости с внутренней стороны они усиливаются квадратом 15х15 мм.
Для прижатия заготовки к оправке на рычаг надевается каретка с роликами. Вертикальные ролики прижимают заготовку к форме, а горизонтальные выступают опорой для сгибания.
Холодная ковка металла на станке улитке выполняется следующим образом:
- на основание станка устанавливается оправка;
- в паз вставляется заготовка и прижимается кареткой рычага;
- рычагом делается обжим заготовки вокруг оправки;
- после того как первый элемент будет обжат заготовкой полностью, на основание устанавливается второй, а потом и третий элемент оправки.
В этом видео показано, как работает станок улитка:

Простая и одновременно доступная технология холодной ковки сегодня находит сегодня все большее количество поклонников. И как показывает практика, многие мастера не только создают свои неординарные по замыслу элементы ковки, но и необычные устройства и приспособления для работы.
Мастерами успешно создаются как простые приспособления для выполнения одной операции, например, создания элемента улитка, веретено, спираль, навивка, скрутка, с применением физической силы мастера. Так и более сложные, с использованием механических редукторов и электроприводов. Однако, для создания небольшой мастерской многие советую обязательно собрать станок для завивки улитки и гнутик, для получения правильных геометрических форм. Именно эти приспособления и будут основой для развития в дальнейшем мастерской холодной ковки.
Но как бы там ни было, в разработке станков и приспособлений для холодной ковки одним из самых интересных моментов стоит вопрос создания универсального станка для большого количества операций.
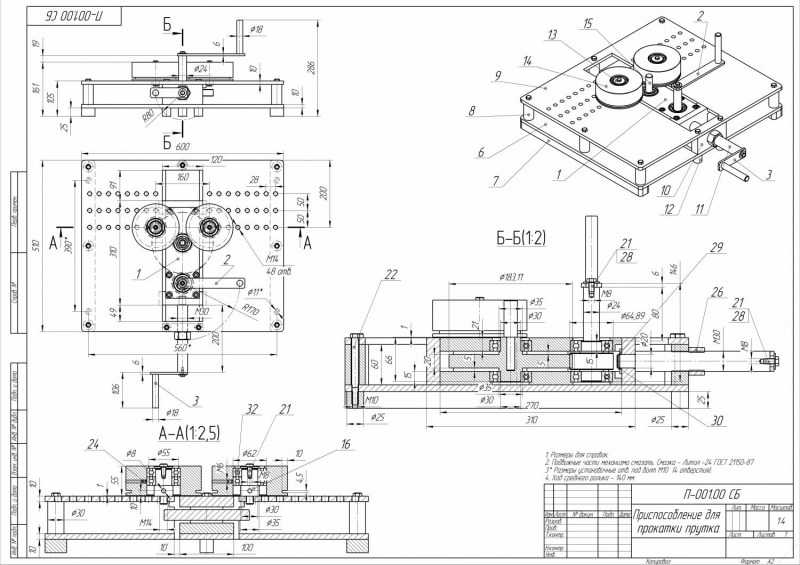
Улитка для холодной ковки своими руками — чертежи и размеры


При помощи приспособления улитки для холодной ковки, можно своими руками изготавливать фигурные и красивые металлические детали. Самодельный станок улитка собирается довольно просто, потому изготовить его сможет любой домашний мастер, даже при малых навыках в этой работе.
В статье мы рассмотрим преимущества холодной ковки, а также расскажем, как самостоятельно изготовить инструмент для работы – шаблон, чертежи, фотографии и видео смогут помочь вам в работе, и в результате вы сможете собрать простое и полезное приспособление для работы с металлом.
Приспособления для изгибания металлических элементов «Улитка»
Чтобы производить изгибы заготовок по определенным параметрам используют вспомогательные кондукторы, получившие название «Улитка». Они служат в качестве специального шаблона, позволяющего воспроизвести десятки, а при необходимости и сотни однотипных деталей. Станок «Улитка» для холодной ковки гнет детали без дополнительного прогрева.
Работа основана на деформировании металла по определенному принципу. Чтобы выполнить гиб, приходится прикладывать значительные усилия. Поэтому мастера довольно часто приспособления «Улитка» оснащают электроприводом. Моторы-редукторы помогают развивать значительные усилия при ограниченном плече приложения силы. Крутящий момент в зоне обработки может достигать нескольких десятков килограммов.
Если выполнять подобную работу только за счет физической силы кузнеца, то работник довольно быстро устанет. Его производительность снизится до нуля. А при наличии вспомогательного механического помощника, можно производить сотни заготовок за смену.
Нужно учитывать, что гибка заготовок – это промежуточный этап в изготовлении сложных конструкций. Их еще нужно установить в нужном месте и приварить. Только тогда будет получен промежуточный результат. Потом потребуется окраска и монтаж изделия по месту заказа. На все операции потребуется не только время, н и физическая сила мастера.
Конструктивно приспособление может быть:
- Неразборным, тогда на нем будет производиться изгибание деталей только на определенные длины. Получаемая спираль имеет определенные ограничения в использовании.
- Сборным (присутствуют дополнительные фрагменты для увеличения продолжительности гиба), и на приспособлении можно производить догибание длинных деталей. Будут получены крупноразмерные детали.
Для работы с деталями из профильной трубы небольших номеров некоторые изготавливают приспособления с ручным исполнением. В них предусматривают использование рычагов, помогающих продвигать заготовку вокруг оправки. Готовые детали снимают с торца, слегка ослабив натяжение.
Чаще всего в подобных случаях использую квадратный прокат □8…12. Некоторые мастера вручную гнут профильные трубы 15·15 мм со стенкой 1,5 мм. Для более крупных изделий необходим механический привод.
Особенности и преимущества холодной ковки
Холодная ковка – это наиболее популярный вид работ, за счет того, что при помощи ее можно изготавливать оригинальные детали всевозможных размеров и форм. С помощью станка для холодной ковки, вы сможете изготовить:
- декоративный фонарь;
- заграждение для клумбы;
- перила;
- оригинальный забор;
- ручки для скамейки и так далее.
Как выглядят эти элементы, изготовленные с помощью этого процесса, можно увидеть на многочисленных фото.
Преимущество холодной ковки заключается еще и в том, что собрать станок, при помощи которого можно делать эти детали, очень просто своими руками. Это значительно сэкономит на приобретении дорогого оборудования.
Процесс выполнения холодной ковки состоит из трех этапов:
- изгибание;
- прессовка;
- сварка отдельных элементов.
Оборудование, которое требуется для этой работы, довольно компактное и простое, и не занимает много места в гараже или мастерской.
Видео: станок для художественной ковки своими руками просто
Процесс холодной ковки

С работ по холодной ковке обычно новички начинают обучаться обработке металла, так как этот процесс довольно безопасный и простой, поскольку в данном случае вам не нужно будет сталкиваться с высокими температурами, как при остальных видах ковки.
Но, с помощью качественного станка и чертежа будущего изделия, можно с легкостью научиться делать изделия волнообразной, витой и другой оригинальной формы. Процедура обработки деталей с помощью холодной ковки проходит в несколько этапов. Для начала создают чертеж или шаблон будущего изделия.
Необходимо просчитать размеры детали, чтобы, купить необходимое количество сырья, а также, чтобы правильно отрегулировать станок. Различные станки могут давать разные возможности для изготовления узоров – это будет зависеть от сложности изготовления приспособлений. К примеру, простейшие станки, собранные своими руками, могут только изгибать детали, при этом используя более сложные конструкции можно создавать узоры и другие изделия.
Затем, когда чертеж или шаблон подготовлен, необходимо запастись нужным количеством сырья в соответствии с вашими подсчетами. Для холодной ковки вам будут необходимы металлические прутья, их можно приобрести в магазине. Прутья обязаны быть не очень толстыми, в противном случае их будет тяжело согнуть. Дальнейший этап – изготовление деталей.
В самом конце происходит крепление изготовленных деталей на каркас. Это делается с помощью сварки. Особенно внимательными при сварке надо быть с тонкостенными трубками, так как их довольно легко прожечь, и в этом случае конструкция будет неисправна и вам нужно все проделывать заново.
Но перед тем как приступать к холодной ковке, вам, естественно, будет необходимо изготовить станок, который для этого требуется. Станок «Улитка» — самое популярное приспособление для изготовления металлических узоров с помощью холодной ковки.
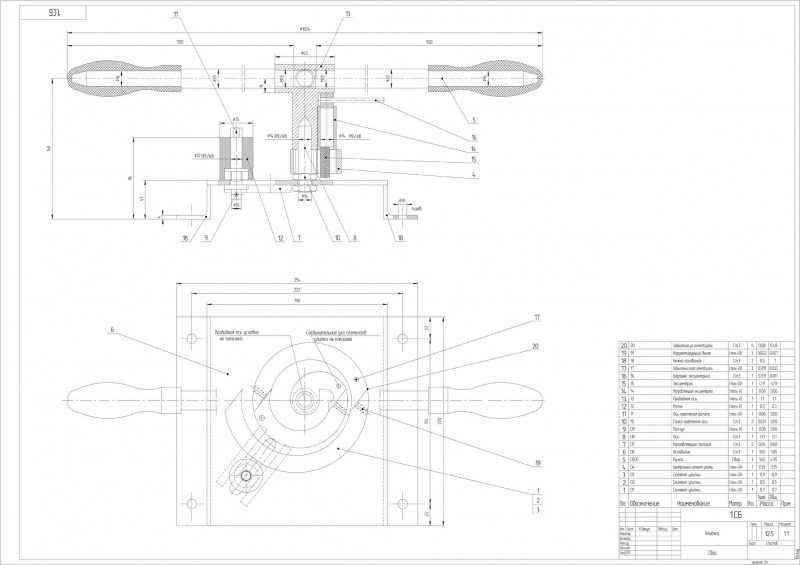
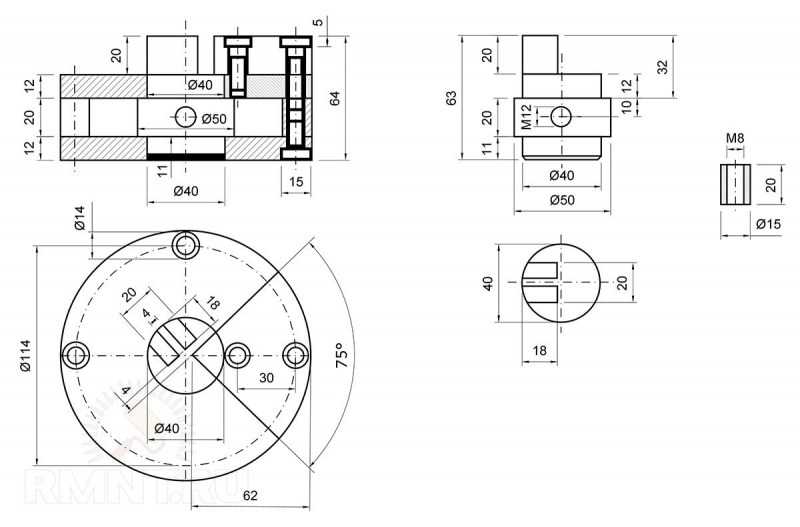
Пошаговое изготовление малогабаритного ручного станка для изготовления завитков
Небольшой станок предназначен для изготовления завитков из полосового проката шириной 20…30 мм. Его несложно сделать самому.
Центр
Сначала изготавливается центр. Для этого отпиливается небольшой фрагмент из кругляка. Заготовку фиксируют в тисках, размечают линию реза. С помощью отрезного диска и углошлифовальной машинки (УШМ) отпиливается заготовка.

Она имеет диаметр 38 мм. Боковая поверхность дополнительно не обрабатывается.

Длина центра составляет 28 мм. Можно и немного больше, но для изгибания полосы шириной 30 мм этого достаточно.

На сверлильном станке сверлится отверстие Ø 8 мм. Его располагают эксцентрично. Такое положение обусловлено тем, что нужно изготовить фиксатор для конца заготовки.

Прорисовывается профиль, который следует удалить с помощью отрезного и зачистного дисков, устанавливаемых на болгарке. Заготовку крепят в тисках и удаляют излишки металла.

Лепестковыми дисками поверхность защищается так, чтобы осуществлялся плавный переход между разными поверхностями фиксатора.

Чтобы в дальнейшем проще фиксировать конец заготовки, нужно просверлить отверстие. Его располагают на радиальной поверхности центра. Сверлится отверстие под резьбу М10.

С помощью набора метчиков нарезается внутренняя резьба. Здесь будет использоваться винт без головки. После фиксации заготовки он спрячется внутри металла центра.

К опорной пластине толщиной 4 мм приваривается центр. На этом работа с его изготовлением завершается.

Изготовление приспособления
Для удобства работы с приспособлением к обратной стороне пластины приваривается вал. Вращая его в специальной оправке, будут вращать улитку.

Наружную поверхность нужно обточить, чтобы сварные швы не мешали свободному облеганию будущих заготовок.

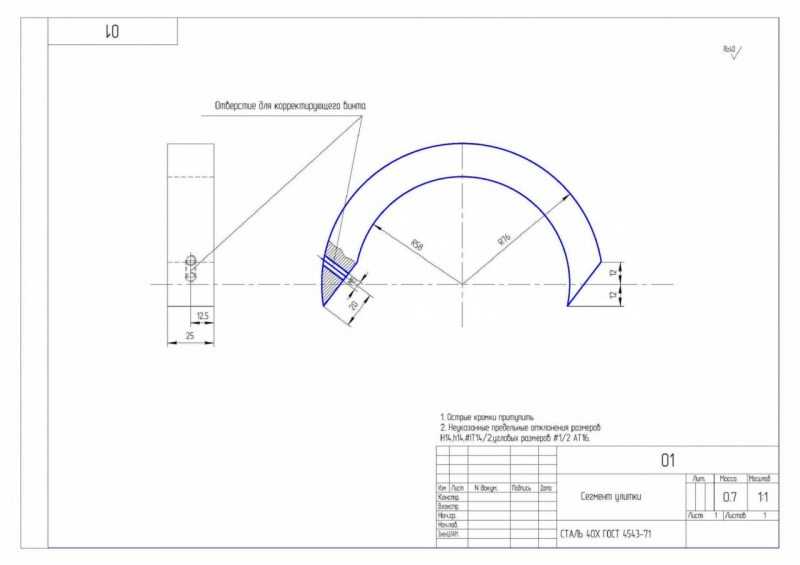
Будущая спираль прорисовывается на пластине. Создается контур, куда ее в дальнейшем приварят.

Из полосы толщиной 4 мм изгибают спираль. Она должна соответствовать проекту.

После проверки спирали по шаблону излишки обрезаются, а саму спираль приваривают к пластине и к центру.

В качестве стойки используется профильная труба 40·40 мм со стенкой 3 мм. На ней сверлят отверстия для крепления элементов станка. С помощью опорных площадок фиксируют подготовленные части.

С обратной стороны видна ручка. Ее закрепили к валу с помощью подшипника. Подготовленная «Улитка» может вращаться.
Проводится проверка работоспособности. За ручку выполняется поворот спирали вокруг оси центра.

Изготовление простой улитки своими руками
Изготавливается она так:
При варианте фиксации кондуктора в струбцине тисов можно легко менять шаблоны и получать различные формы завитков, если изготовить несколько видов, монолитно приваренных к основанию устройств.
Съемная конструкция
- На рабочем основании сначала прорисовывают контур улитки с отметкой вдоль контура мест нанесения отверстий для крепления шаблона.
- По эскизу из стальной толстой полосы изготавливается шаблон и в нем просверливаются отверстия. Он крепится к основанию на болты.

Ковку витой формы нужно начинать от центрального завитка. Конец заготовки вставляется в паз первого завитка формы и плотно к нему прижимается. Для надежности фиксации можно использовать небольшой зажимной инструмент. С усилием свободная часть прутка накручивается на шаблонную форму с помощью приспособления — рычага. Для усовершенствованных конструкций используется рычаг, приводимый в движение с помощью подвижного подшипника, закрепленного на нем. Рычаг изготавливают из прутка диаметром 20 мм.
Посмотреть изготовление такого устройства можно в видеоролике:
Разборные улитки с вращением
Шаблон улитки может состоять из нескольких частей, а деформация прутка происходить путем вращения кондуктора. Такой станок состоит из следующих элементов:
- толстого металлического основания в виде диска или квадрата;
- разборного шаблона, закрепленного на площадке основания;
- вала вращения;
- рычага для привода вала в движение.
Рабочее основание изготавливается из металла, толщиной от 4 до 10 мм.

Сборный шаблон может состоять из нескольких частей, которые соединяются между собой шарнирными штифтами, вставленными в отверстия проушин, приваренных к концам элементов. Вместе они составляют контур улитки.
Для крепления такой улитки к рабочему основанию в нем нужно просверлить отверстия для ее фиксации к поверхности в определенном положении. Меняя положение сборных частей на основании, можно получать разную кривизну завитков и их форму. Величина дуги формы регулируется специальными винтами, закрепленными на соединительные шарниры.
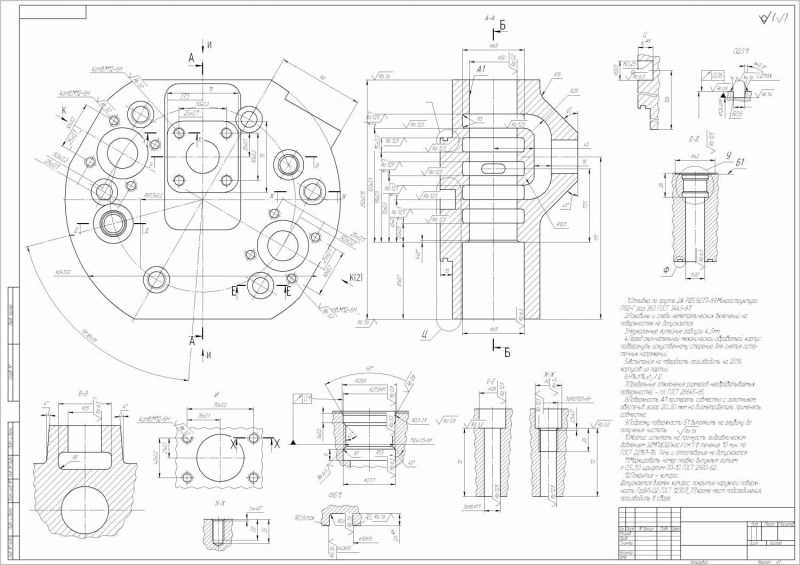
Составную улитку на шарнирных соединениях самостоятельно изготовить довольно сложно. Обычно, мастера приобретают изготовленный в промышленных условиях штамп и крепят его на станину.

Самим можно изготовить более простое устройство разборного шаблона без использования шарниров. Для этого нужно сделать эскиз сборных частей улитки с местами отверстий. Если подготовить несколько эскизов и, в соответствии с их контурами, просверлить отверстия в основании в разных местах, то можно крепить шаблоны с разными радиусами на одном основании. Для этого потребуется закреплять на болты сегменты контура в местах совмещения отверстий шаблона и основания.
Например, можно выполнить такой вариант:

Устройство со съемными частями улитки и вращающимся цилиндрическим валом, приводимым в движение с помощью рычага, показано в видеоролике:
Другое оборудование: универсальное, шаблоны, лекала и прочее
Приспособления для холодной ковки используются для сгибания по дуге, под углом или скручивания. Ниже приведены основные разновидности оборудования.
К станкам также можно отнести:
- Штамповый пресс. При помощи этого устройства на металл наносят определённый рисунок путём отпечатывания его с шаблонов под давлением.
- Механический узел. Устройство, помогающее выгибать прут в форму круга с разным диаметром.
- Приспособления для ковки, к которым относятся шаблоны, оправки, кондукторы используются индивидуальными мастерами, которые не гонятся за количеством произведенных элементов.
- Ручные инструменты: клещи, вилки, тяжелый молоток или кувалда также чаще используются индивидуальными мастерами.
К сведению! Шаблоны, кондукторы и лекала для холодной ковки могут быть разнообразными, каждый мастер изготавливает их самостоятельно для получения эксклюзивной формы материала. Самые распространённые виды перечислены выше, их можно сделать своими руками в домашних условиях.
Разметка и монтаж «навесного» оборудования
Пожалуй, самый творческий этап работы. Своими руками можно сделать все. Но как, с учетом перспективы или ограничившись производством однотипных образцов?
Вариант 1. Самый простой. Смысл операции в том, что на столешнице прорисовывается контур спирали.
По сути, это эскиз будущих фигурных деталей, к примеру, из прутка. После этого достаточно из толстого полосового железа, согнутого по радиусу, вырезать несколько сегментов. Они привариваются к столешнице, и механизм для изгиба в основе своей готов.
Кому-то более привлекательным покажется такое исполнение – с цельной полосой.
Но практика показывает, что с такой улиткой работать сложнее. Например, при выемке из нее готового изделия возникнут определенные трудности.
Вариант 2. То же, но прорисовывается несколько контуров. Вдоль каждого высверливаются отверстия, в которых нарезается резьба. Остается лишь заготовить шаблоны для сегментов-упоров. Своими руками их делают, как правило, из плотного картона или фанеры.
По ним из металла изготовляются накладки, в которых после очередной разметки также высверливаются отверстия, совпадающие с посадочными «гнездами» в плите. Такая конструкция позволит на одном столе организовать производство спиралевидных заготовок с различными радиусами. Придется лишь, в зависимости от формы изгиба, устанавливать соответствующие сегменты в определенных местах. Их крепление к основе – болтовое. Можно поступить и по-другому. Вместо таких упоров ставить цилиндрические.
Для фиксации они притягиваются болтами (снизу плиты) или изготавливаются сразу с ножками (+ резьба) и вкручиваются в столешницу. С ними гораздо удобнее. А если есть собственный токарный мини-станок, то выточить своими руками – дело на пару часов.
Вариант 3. Приготовить несколько съемных модулей, которые менять по мере необходимости.
Цена вопроса

Если вы хотите использовать улитку в качестве инструмента для вашего хобби, то необходимо учитывать, что, хотя непосредственно конструкция вам дорого не обойдется (она не нуждается в каких-то специфических инструментах и деталях), определенные расходы холодная ковка все же подразумевает.
Так как, вам будет необходимо потратиться непосредственно на материалы, которые вы в дальнейшем будете использовать. И чем габаритней предполагается изделие, тем больше количество денег вам нужно будет потратить. Для того чтобы оценить затраты, все время создавайте предварительный чертеж изделия, который отображает реальные его габариты. К примеру, чтобы изготовить среднюю подставку под цветы, вам будет необходимо потратить на прутья не меньше 3 000 рублей. Какое количество материала будут требовать более сложные изделия – вы можете посчитать самостоятельно.
Цена будет зависеть и от сложности изделия, которое вы планируете создавать при помощи улитки – чем больше в нем будет сложных элементов, тем дороже вам выйдет конструкция.
На инструменты непосредственно для самого станка вам не нужно будет тратить много денег, но, если до этого вы никогда не занимались сборкой подобных конструкций, то желательно приобрести для нее готовую оснастку – в данном случае станок будет служить вам гораздо дольше, а работать на нем будет значительно проще.
На финишную обработку после ковки также могут понадобиться определенные средства – как минимум, вам нужно будет приобрести краску и грунтовку, для того чтобы придать изделию привлекательный и завершенный вид.
Невзирая на эти затраты, холодная ковка, при помощи улитки, по-прежнему является самым популярным и доступным способом для обработки металла, заниматься этой работой можно, как для своих нужд, так и на профессиональной уровне, но в данном случае вам со временем может быть необходим более мощный станок.
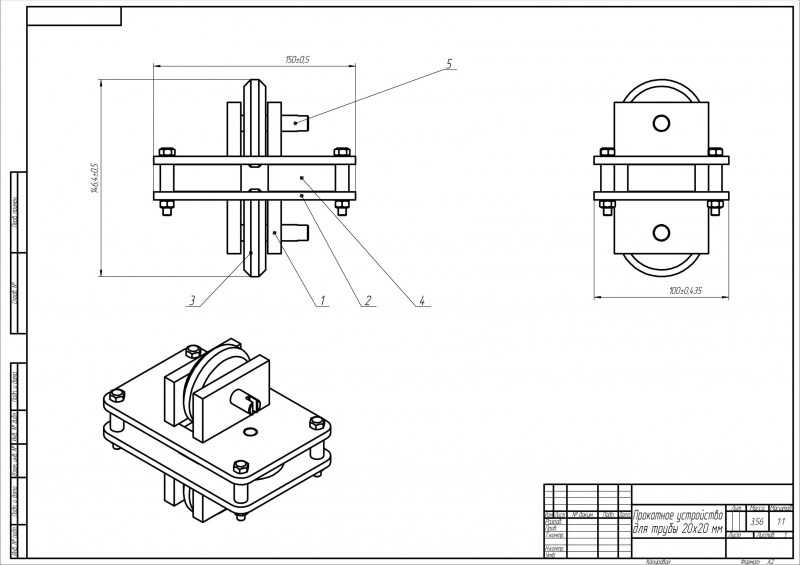
Как гнуть профильную трубу на станке «Улитка»?
Если попытаться изгибать профильную трубу без специальной подготовки, то сварной шов разойдется. Получится брак.
Кузнецы с большим опытом работы изготавливают более сложные станки для изготовления своих изделий. Они дополнительно оснащают «Улитку» съемными элементами.
Станок для холодной ковки своими руками — фото-обзоры лучших способов изготовления самодельного станка + понятные чертежи и инструкции
Обработка металла – занятие, которое не теряет своей актуальности на протяжении нескольких тысячелетий. Ковка может быть горячей или холодной, это основные типы обработки. При втором типе работ предполагается применение дополнительных видов оборудования.

Но оборудование достаточно простое, чтобы его можно было изготовить и своими руками. В чём помогают убедиться многочисленные фото станка для холодной ковки.

Станки для холодной ковки: описание функционала и сфер применения
Возможности изделий и сфера их применения помогают делать правильный выбор при любых обстоятельствах. Изменение формы металла и увеличение его прочности благодаря прессованию – основная функция, которую выполняет любой тип данного оборудования.
- Создание декоративных предметов для интерьера, холодного оружия и мебели. Это касается как заводских, так и самодельных изделий.
- Машиностроительная отрасль, предполагающая разработку деталей на основе металлопроката трубного, листового и круглого типов.
- Производство строительных деталей с разными уровнями сложности. Картинки станка для холодной ковки помогают понять, как выглядят те или иные приспособления.

Какие могут быть станки для холодной ковки?
Благодаря изучению этой информации становится проще понять, какой именно инструмент требуется будущему владельцу в зависимости от того, какие цели он преследует.

Можно выделить несколько основных групп, пользующихся спросом. Любой покупатель легко разберётся в том, как сделать станок для холодной ковки.

Гнутик
Один из самых простых и незамысловатых приборов. Создаёт только дуги или кольца. Большинство начинающих мастеров предпочитают выбирать именно такие приспособления.

Волны
Тоже один из минималистичных станков. Состоит из ряда валов с роликами, расположенных на некотором расстоянии друг от друга. Это ручное оборудование. Предполагается, что кузнецы сами передвигают заготовки, стараясь придать им определённые формы.

Улитка
Необычное приспособление, хотя оно знакомо практически каждому мастеру. Конструкция действительно во многом напоминает раковину моллюска, только в разрезе. Благодаря такому устройству эти станки подходят для создания спиралей и завитков, других подобных деталей декоративного назначения.

Твистеры
Стальная заготовка в этом случае может вращаться вокруг оси. Поэтому и название получилось соответствующим – от слова Twist, что в английском означает «вращать». Основные части станка – два тиска, противопоставленных друг другу.

Поворотный механизм расположен в одной из таких частей. При движении металл начинает изгибаться, приобретая соответствующую форму.

Глобусы
Своеобразное повторение идей, которые были заложены ещё в улитке. Но принцип работы отличается от тех моделей, что описаны ранее. Заготовка располагается и закрепляется в одной части аппарата. Потом передвигается специальная рукоять, за счёт чего и придаётся соответствующая форма.

Универсальные модели
Обычно речь идёт о приборах, способных совместить в себе сразу несколько функций. Помогают разработать не только основные детали, но и сложные формы декоративного назначения. В каждом случае и у каждой разновидности действует своя инструкция, как сделать станок для холодной ковки.

Основные правила выбора станков для холодной ковки
Нужно сначала понять, какими будут основные условия эксплуатации. Каждую из характеристик можно рассмотреть по отдельности, чтобы потом действительно было проще принять решение.

О способе работы или управления
Механизмы бывают либо ручными, либо электрическими. Первый вариант подходит для начинающих мастеров. Они могут создавать детали одинаковых габаритов без постоянной переналадки. Электромоторы, наоборот, предъявляют больше требований к навыкам управляющего мастера. Но зато такие варианты отличаются производительностью и способностью работать с крупноформатными заготовками.






Оборудование и его производители
Может показаться, что качественные заводские образцы станут оптимальным выбором для любой ситуации. Но и домашние мастера способы создавать разработки с уникальными характеристиками, которые тоже заслуживают внимания.

На практике встречается множество моделей, которые собраны именно вручную. Распространён и обычный чертёж станка для холодной ковки.

По поводу многозадачности
Модели бывают узкоспециализированными, либо многозадачными. Второй вариант всегда кажется наиболее подходящим, но это далеко не всегда соответствует действительности.

Некоторым требуется всего пара возможностей, а не полный функционал. И потом, универсальные агрегаты часто используют слишком много ресурсов, поэтому они быстро начинают выходить из строя.

Начинающим кузнецам гораздо проще разобраться с особенностями механизма, который выполняет не так много функций. Исключением не стал и самодельный станок для холодной ковки.

Как быть со стоимостью аппаратов?
Многие стремятся к созданию самодельных вариантов, ведь с поиском моделей до десяти тысяч рублей в этом сегменте могут возникать серьёзные трудности. Но станки заводского производства тоже остаются актуальными всегда, тем более – если хочется организовать собственное дело с разными возможностями.

Эксплуатация станков холодной ковки и главные особенности
Требуется некоторая подготовка к дальнейшей эксплуатации, какими бы ни были её условия. В большинстве случаев можно не переживать по поводу травмоопасности.
- Крепления деталей в пазах оборудования должно быть максимально надёжным, это проверяется отдельно. Иначе можно повредить приборы или создать детали неправильной формы. Это правило распространяется и на станок улитка для холодной ковки.
- Процедура изготовления изделия будет упрощена, если перед началом немного подогреть всё. Металл приобретает дополнительные полезные свойства.
- В процессе работы важно избегать резких движений, контролировать каждый этап. Иначе качество результата вызовет сомнения, оборудование будет выходить из строя раньше времени.
- Периодически используют машинное масло, чтобы смазывать все детали, которые вращаются.

При создании разных декоративных и технических элементов важно соблюдать определённую последовательность действий. Свой порядок обработки металла разработан у каждого из существующих станков. Лучше заранее смотреть видео, чтобы проще было разобраться.

Особенности самостоятельного сооружения станка для холодной ковки
Лучше всего заранее позаботиться о том, чтобы изгибов и волн у этого типа оборудования было как можно больше. Различные узоры и вензеля проще создавать, если прибор с самого начала оснащён большим количеством насадок.

При создании устройств придерживаются следующей последовательности действий:
Берётся металлическое полотно. Размер изделия зависит от того, сколько узоров располагается на поверхности. Сами шаблоны размещают таким образом, чтобы для изготовления осталось достаточно свободного пространства. Материал с насадок может смещаться, если места будет недостаточно.





Шаблоны могут быть простыми, либо содержать большое количество поворотов вензелей. Сами чертежи станка холодной ковки бесплатно можно получить благодаря тематическим сайтам. Можно заранее подумать о том, какими будут изгибы в собранном и разобранном состоянии. Максимально прочным должен быть материал, благодаря которому фиксируются подвижные части.

Создание прорезей прямоугольной формы обеспечивает смену насадок на постоянной основе. Сменные шаблоны для ковки тоже вставляются внутрь без проблем. Заготовки крепятся на металлические пластины в форме прямоугольника. Болты обеспечивают создание надёжных креплений, вне зависимости от того, какой используется ручной станок для холодной ковки.

На первом этапе обычно собирают стойку, которая используется в качестве опоры. В единое целое соединяют отрезы трубы и сочленения между ними. Итоговая конструкция может напоминать табуретку по своему внешнему виду. Аппараты для сварки и различные пилы используются для соединения, либо для создания отрезков определённого размера.

Нарезка металлических листов – следующий шаг. Нужно получить круги и треугольники с равными сторонами, диаметрами. Треугольные конструкции крепятся на низ конструкции. В итоге должна получиться форма, напоминающая пирамиду. В центральной точке вырезанной окружности приваривают основание с более широкой площадью.

К кругу с уже приваренным элементом присоединяют четыре планки, расположенные в горизонтальной плоскости. Дрелью проделывают отверстия в изделии, потом соединяют всё болтами.

Следующий шаг предполагает сооружение рукояти. Для этого берут два прутка с одинаковой длиной. Один из прутков должен иметь диаметр, равный уже имеющемуся кругу. Другой превышает этот показатель, только при соблюдении данного правила получается подходящий результат. Первый прут сгибают на величину 30 градусов. Между первыми двумя отрезками обязательно оставлять небольшую перемычку.

К концу рычага крепят подшипник, чтобы в будущем можно было работать с разными направлениями. Дополнительное соединение требуется с концом в нижней части конструкции.

На последнем этапе друг с другом соединяют абсолютно все детали, созданные заранее. Гайка широкого диаметра станет незаменимым помощником при выполнении окончательной фиксации.

Художественную холодную ковку невозможно представить без использования соответствующих станков. Современные технологии делают так, что практически каждый домашний мастер может попробовать самостоятельно что-то сделать.

Станки для холодной ковки могут быть заводскими, либо изготовленными собственными силами. Это не меняет результата и готовой работы, которая получается при грамотном подходе к делу. Важно заранее запомнить, какие движения и в какую сторону выполнять для получения соответствующего результата.
Читайте также: