Станок для раскатки металла своими руками
Обновлено: 19.05.2024
Доброго времени!
Начал все это дело где то в июле. В начале чертежи. Подбор материала. Токарили итп. Фоток почти не осталось — утеряны))) Станок делался для своих нужд. Ориентировался на 15ю проф трубу.По финансам около 4000 тыс рублей. Остальной материал был найден в хозяйстве. На видео все ясно. Мучать писаниной не стану))) Ну и пару фоток.
ПОДПИСЫВАЕМСЯ! Делимся! Комментируем!
Забыл добавить фотки)) Результат работы. Про станок позже.
Появление сотового поликарбоната для изготовления теплиц определило новый тип конструкций сооружений защищенного грунта – арочные конструкции. Чтобы создавать металлокаркас для подобных зданий, нужно иметь станок, способный выполнять изгибание конструкционных профилей по определенной кривой. Самодельные вальцы для профильной трубы призваны помочь в изготовлении арок по заданному радиусу.
Технологический процесс профилирования длинномерных заготовок основан на протягивании детали через вальцы, расположенные на определенном расстоянии друг от друга. Для придания изгиба в ту или другую сторону проход длинномера осуществляется не в прямом направлении, один или два валика смещены.
Трубопрокатный станок
При прокатывании длинномерных труб на станке смещают центр движения. За счет подобного смещения между вальцами образуется кривая. Один ролик давит изнутри радиального контура, а два других – образуют внешний контур будущего изделия.
Чертёж трубогиба для протягивания профильных труб. Указаны все необходимые для изготовления размеры деталей:

Конструктивно подобное устройство выполняется на прочной опоре, изготавливаемой из швеллера. Нижние ролики располагаются в подшипниках. Обычно расстояние между ними не меняется (существуют варианты станка, где изменив расположение нижних роликов, создают другой радиус проката).
Сверху располагается верхний валик. Его можно перемещать по высоте. Двигая опорную часть по резьбе вниз, можно развивать значительные усилия. Они будут действовать на трубу в процессе прокатывания.
Для самостоятельного изготовления можно пойти другим путем. Из листа толщиной 2…4 мм вырезают стенки устройства, где устанавливают валики.
Упрощенная конструкция трубогиба:
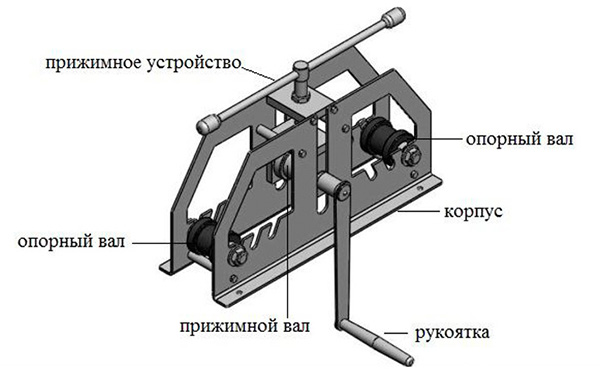
Самое сложное – это изготовить боковины, внутри которых располагаются:
- Опорные валы – 2 шт.
- Прижимной вал, размещенный на соответствующем устройстве.
- Рукоятка, позволяющая производить прокатывание профильной трубы.
Промышленные станки изготавливают с ручным или электрическим приводом. При изготовлении электрифицированного станка обязательно предусматривают возможность реверса. Тогда прокатывать можно, заставляя длинномер двигаться в обоих направлениях.
Изготовление трубогиба своими руками
Простейший трубогиб изготавливается сравнительно несложно. Нужно приобрести:
- подшипники № 206;
- корпуса подшипников;
- валы Ø 35 мм из закаленной стали HRC 40…45 (подходят под внутренний размер подшипников);
- велосипедные звездочки одинакового диаметра;
- педаль от велосипеда;
- ходовой винт с гайкой;
- швеллер № 8;
- швеллер № 6;
- болты М8 с гайками;
- полоса 40 мм, толщиной 4 мм.
Для изготовления нужно использовать:
- Электродрель.
- Напильник.
- УШМ с отрезными и зачистными дисками.
- Сварочный аппарат.
- Набор гаечных ключей.
Пошаговое изготовление станка
Подготовив набор комплектующих, приступают к изготовлению.
Общий вид станка. Он устанавливается на брус 100·50 мм.

Все детали раскладываются на видном месте. Предварительно проверяется работоспособность подшипников и ходового винта.

Вырезаются заготовки из швеллеров. Из них сваривается вертикальная стойка, устанавливаемая перпендикулярно к опорному швеллеру.

Сверлится отверстие под ходовой винт. К нему приваривают гайку. Потом вкручивают винт. Сверху варят поперечину, она понадобится для перемещения винта по резьбе.

По опорному швеллеру перемещают подшипники. Они предварительно установлены в корпуса. Внутрь вставлены валы. К одному из торцов приваривают цепные звездочки.

К одному опорному валу приваривают велосипедную педаль. Вращая ее в ту или другую сторону, можно заставить перемещаться трубу в нужном направлении.
Изготовив прижимной механизм, производится проверка расположения всех элементов. Стараются установить их согласно чертежу, представленному ранее.

Установив детали по месту, их приваривают. Наступает черед проверить работоспособность устройства.

Ставят трубу и прокатывают ее в обе стороны. Нажима сверху еще нет, проверяется, насколько легко перемещается труба.

Поворачивая винт, прижимают нажимной валик вниз, продавливают трубу. Сместив прижимной валец, прокатывают трубу. После каждого прохода смещают валик вниз. Периодически вынимают деталь и сравнивают ее с шаблоном.

Изготовив станок, можно приступать к изготовлению теплиц и парников, в основе которых используют профильные трубы. Ниже показаны образцы и дана информация, как сделать подобные сооружения.
Видео: самодельный трубогиб для профильной трубы.
Арки для теплиц и парников
Разные виды теплиц используются в практике огородников
Металлокаркас теплицы 3·4 м:

Чаще всего выбирают трехметровые дуги. С торцов создают вход. Дополнительно устанавливают форточку, которую можно открыть, оставив дверь закрытой. Используют профильные трубы 20·20 и 25·25 мм.
Усиленная дуга арочной теплицы:

В зимний период нагрузка может достигать свыше 200 кг/м². Поэтому к наружному контуру приваривают изогнутую дугу внутри. Дополнительно варят радиальные связи. Теперь работает более жесткий контур, который выдержит высокое нагружение.
Парник стационарный «Бабочка»:

Небольшие конструкции парников можно делать стационарными и переносными. Они удобны тем, что для работы с выращиваемыми растениями не нужно заходить внутрь. Достаточно приоткрыть дверки, чтобы получить доступ. Парники получили название «Бабочка», так как они открываются в обе стороны. С торца приподнятые дверки выглядят похожими на крылья бабочки.

На грядках на весенний и осенний периоды устанавливают переносные парники «Хлебница». В этой конструкции дверка открывается подобно тому, как это вопрос решен в хлебницах. Она приподнимается вверх и перемещается вдоль задней стенки. Подобные устройства пользуются завидным спросом у овощеводов.

Стремление снизить снеговую нагрузку и создать прочный металлокаркас подвигает конструкторов на создание теплиц, похожих на каплю. Образующие стенок построены по сложным кривым. Верх остроконечный, снег скатывается вниз, не задерживаясь на поверхности.
Стыковка полуарок в теплице «Капелька»:
Внутри полуарки соединяются в центре каркаса. Подобное решение облегчает изготовление и доставку изделий на участок огородника. Остается изготовить половинки и собрать их на месте.
Чертеж радиальной арки для теплицы из профильной трубы 20·20 мм. Дверной проем:
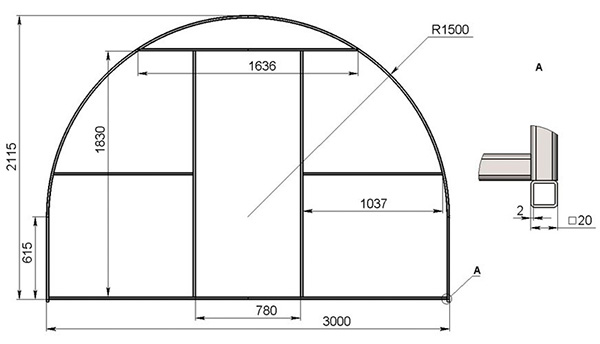
Самая распространенная конструкция выполняется по радиусу 1500 мм (наружный профиль). В ней в центре конструкции достигается высота 2115 мм. По бокам образующей дуги создаются вертикальные участки, их длина составляет 615 мм. Пользователи будут проходить внутрь через дверной проем шириной 780 мм. Высота проема 1830 мм достаточна для прохода людей среднего роста.
Практика показывает, что подобная теплица востребована в большинстве районов. Внутри достаточно места для размещения грядок и проходов.
Арка для телицы шириной 2800 мм:

Некоторым нравится использовать теплицу, имеющую несколько меньшую ширину (2800 мм). В ней высота в центральной части несколько выше, составляет 2195 мм. Здесь вертикальные участки по краям имеют высоту 795 мм. Радиус образующей кривой составляет 1400 мм (наружный размер).
Привлекает большая высота (2085 мм) и ширина (800 мм) дверного проема. Даже пользователи высокого роста будут свободно проходить внутрь, не сгибаясь при входе.
Для теплицы длиной 6 м требуется:
- 7 дуг, их расставляют на расстоянии 1 м друг от друга;
- для изготовления торцевых элементов требуется 33,3 м;
- продольные элементы между дугами суммарно составят 42 м;
- для изготовления металлокаркаса потребуется 20 профильных труб (6 м) . Расчет выполнен для профильной трубы 20·20 мм с толщиной стенки 1,5 мм. Общая масса составляет 99 кг.
Арка для теплицы типа «Павильон»:

При изготовлении конструкции типа «Павильон» создают усиленную дугу. Расстояние между вертикальными опорами составит 5400 мм. Используются профильные трубы 40·60 мм (стенка 2 мм). В качестве опор применяют трубы 40·40 мм (можно и большего размера при изготовлении навесов для автомобилей).
Чертеж малогабаритного парника хлебница:

Используя станок для прокатывания профильных труб, можно изготовить для себя и на заказ самые разнообразные дуги для теплиц и парников.
При изготовлении валют и завитков методом холодной ковки часто используется усиленный профиль квадратного сечения с толщиной стенок 1,5 мм.
Для того, чтобы усилить профтрубу в домашних условиях, пригодится компактный и практичный в использовании самодельный станок или, как его называет сам автор — блок усиления профильной трубы.
И первым делом автор купил в автомагазине две шестерни для коленвала привода ремня ГРМ с внутренним диаметром 22 мм. Исходя из размеров шестерней, нужно выточить на токарном станке (или заказать токарям) два вала.
Основные этапы работ
Для изготовления самодельного станка потребуется также четыре подшипника и обоймы под них, вырезанные из металлической трубы подходящего диаметра. Еще потребуется четыре отрезка шпильки М12 с гайками.
Также необходимо будет вырезать из куска металла толщиной 7-8 мм две пластины шириной 118 мм и длиной 142 мм. В них нужно просверлить отверстия ступенчатым сверлом диаметром 13 и 20 мм.
Далее к пластинам надо приварить обоймы для подшипников, а на валы насадить по два подшипника и по шестеренке. После этого можно приступать к сборке данного приспособления.
Подробно о том, как собрать самодельный станок для усиления профильной трубы, рекомендуем посмотреть в видеоролике на сайте.
Пластиковый кожух для стеклянных банок из ПЭТ-бутылок
Следующий пост
Как сделать бетономешалку из бочки на 200 литров
Комментарии
Рубрики сайта
Последние комментарии
Ещё одна свинья вернулась в свой свинарник. Донбасс стал чище.
На 90% согласен с мнением автора. Тут есть мнение a.filipovic. Я так и не понял это кто.
Это не песчаная буря. Море отступило под ветром и ветер поднял песок.

Пригорело у пиндосов! Эти лицемеры прекрасно знают что их страна – это ось зла, и все беды.
А то что ротару даёт деньги укрофашистам на геноцид в Донбассе, Алибасов не считает пособн.
Александр молодец конечно, но плохо что забыл про Донецк, мог бы вспомнить и поддержать св.
как же обидно когда веришь.
Данная выкройка неправильная. Не получается сшить мышкy(((((.
Набирающие популярность
Выжигатель по дереву из трансформатора от микроволновой печи
Самодельный недорогой циклон для бытового пылесоса
Раскладная полка для хранения автомобильных покрышек
Карманный нож с фронтальным выбросом лезвия
Походная печь своими руками из фреонового баллона
Полное или частичное копирование материалов сайта labuda.blog разрешается только при указании активной и индексируемой гиперссылки на источник публикации.
Правовая информация
*Экстремистские и террористические организации, запрещенные в Российской Федерации и Республиках Новороссии: «Правый сектор», «Украинская повстанческая армия» (УПА), «ИГИЛ», «Джабхат Фатх аш-Шам» (бывшая «Джабхат ан-Нусра», «Джебхат ан-Нусра»), Национал-Большевистская партия (НБП), «Аль-Каида», «УНА-УНСО», «Талибан», «Меджлис крымско-татарского народа», «Свидетели Иеговы», «Мизантропик Дивижн», «Братство» Корчинского, «Артподготовка», «Тризуб им. Степана Бандеры», «НСО», «Славянский союз», «Формат-18», «Хизб ут-Тахрир».
Вальцовка листового металла и изготовление вальцов своими руками
Такая технологическая операция, как вальцовка листового металла, остается распространенной уже на протяжении достаточно продолжительного времени. Конечно, вальцы, используемые для обработки листового металла, с момента своего изобретения претерпели серьезные изменения, но принцип их действия практически не изменился. Развитие современных технологий привело к тому, что сегодня на рынке можно без особых проблем найти оборудование, позволяющее выполнять такую сложную технологическую операцию, как вальцевание, даже в домашних условиях.

Вальцовка листового металла на электромеханическом станке
Особенности технологии
Вальцевание, которому могут подвергаться изделия не только из металла, но и из других пластичных материалов (резина, пластик и др.), представляет собой процесс, необходимый для придания листовым заготовкам требуемой конфигурации. Несмотря на то, что наиболее распространенной является вальцовка листового металла, подвергаться такой технологической операции может и трубопрокатная продукция.
При этом используется специальное оборудование, основными рабочими элементами которого являются валы, воздействующие на заготовку из листового проката. Если необходимо придать ей цилиндрическую форму, технологическая операция носит название вальцовки (или вальцевания). Когда же требуется увеличить диаметр трубы, процедуру называют развальцовкой.
Принцип работы 3-х валкового листогибочного станка
На промышленных предприятиях для выполнения операций вальцовки или развальцовки используют оборудование с электрическим или гидравлическим приводами, а в домашних условиях для этого применяют станки с ручным приводом, которые могут быть как серийными, так и самодельными. Высокой популярности таких технологических операций, как вальцевание и развальцовка, предполагающих деформирование металла в холодном состоянии, способствует несколько факторов.
- Сталь или другой металл, из которого изготовлены обрабатываемые изделия, не подвергаются температурному воздействию и, соответственно, не изменяют своих первоначальных характеристик.
- В структуре материала, который подвергнут такой обработке, не образуются внутренние трещины.
- Обрабатываемое изделие деформируется равномерно по всей своей поверхности.
- При помощи холодного деформирования, процесс которого можно контролировать, изготавливают изделия с максимально точными геометрическими параметрами.
Благодаря перечисленным преимуществам с помощью этих технологических операций выполняют обработку не только крупногабаритных, но и миниатюрных изделий из стали и других металлов (таких, например, как детали ювелирных украшений).
Используемое оборудование
Оборудование, которое используется для вальцевания, отличается не только своей универсальностью, но и простотой конструкции, поэтому его несложно изготовить своими руками. Конечно, самодельные станки для вальцевания оптимально подходят для домашнего использования, а для оснащения производственного цеха, где нагрузка на такое оборудование достаточно велика, лучше всего приобретать серийные модели вальцов, представленные на современном рынке в большом разнообразии.
Как серийные, так и самодельные модели станков, при помощи которых осуществляется вальцевание, работают по принципу обкатки листового материала вокруг основного валка, расположенного сверху. В таком процессе принимают участие и боковые валки, которые можно перемещать, регулируя тем самым диаметр формируемой обечайки.

Валки этого станка вращаются вручную, а приближение верхнего ролика производится с помощью двух рукояток
Важными характеристиками вальцов является радиус их рабочих элементов – валков, а также наибольшая толщина и ширина обрабатываемой детали. Радиус валков, в частности, оказывает влияние на такой параметр, как минимальный радиус изгиба заготовки. Чем валки больше в своем диаметре, тем, соответственно, больше значение минимального радиуса изгиба заготовки из листового металла. На величину минимального радиуса изгиба также оказывает влияние и толщина самого листа. Как правило, для вальцов минимальный радиус изгиба листовой заготовки должен быть 5-10-кратным ее толщине.
С учетом высоких нагрузок, которые испытывают в процессе работы валки, для их изготовления используют только высокопрочную сталь, что позволяет значительно улучшить их эксплуатационные характеристики. По количеству рабочих элементов различают двух-, трех- и четырехвалковые станки, причем наиболее популярными являются два последних вида.
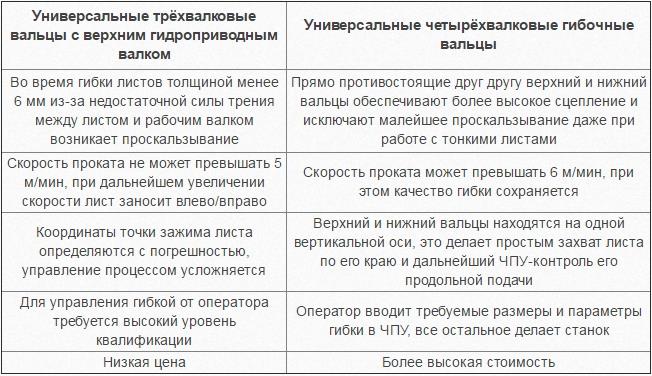
Основные различия между 3-х и 4-х валковыми станками
Вальцы листогибочные 3-х валковые, рабочие элементы которых могут располагаться симметрично и ассиметрично, хотя и отличаются приемлемой ценой, обладают такими недостатками, как:
- невысокая скорость вальцевания (не более 5 м/мин);
- сложность выполнения обработки заготовок толщиной менее 6 мм, которые могут просто проскальзывать между валками;
- отсутствие точных координат у точки зажима обрабатываемого изделия.
Всех подобных недостатков лишены вальцы, на которых установлен дополнительный – четвертый – вал. За счет надежного зажима листовая заготовка из металла в процессе обработки не проскальзывает между валками. При этом обеспечивается высокая скорость вальцевания – 6 м/мин и более.
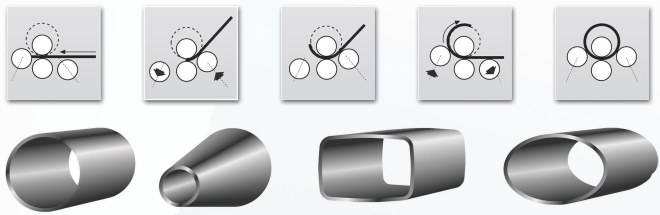
Станок с 4-х валками способен изготавливать, помимо цилиндрических, овальные и полицентрические заготовки
Вальцы данного типа, как правило, оснащаются автоматизированными системами управления, что положительно сказывается не только на их производительности, но и на точности выполняемой обработки. Большим и, пожалуй, единственным минусом такого устройства является его высокая стоимость.
Классификация вальцов по типу привода
По типу используемого привода оборудование для вальцовки заготовок из листового металла делят на следующие категории:
- ручное;
- электрическое;
- гидравлическое.
Наиболее простыми по конструкции являются вальцы с ручным приводом, именно их домашние мастера чаще всего собирают своими руками для собственных нужд.

На простых трехвалковых вальцах зажим заготовки, вращение валов и формирование радиуса загиба выполняется вручную
Значимыми преимуществами такого устройства, которое не требует никакого дополнительного питания для своей работы, являются:
- компактность и, соответственно, высокая мобильность;
- надежность;
- простота эксплуатации и обслуживания;
- невысокая стоимость (особенно в том случае, если вальцы собраны своими руками).
Из минусов станков данного типа следует отметить:
- невысокую производительность;
- невозможность, особенно в случае с самодельными станками, выполнять вальцевание изделий из листового металла большой толщины (более 2 мм);
- необходимость приложения значительных физических усилий для гибки листовых заготовок из стали.

Электромеханические двухсторонние вальцы с программным управлением
Более производительными и эффективными в работе являются станки, оснащенные электрическим приводом. Конечно, их стоимость, даже если они изготовлены своими руками, выше, чем цена ручных вальцов, зато они позволяют обрабатывать листовые изделия значительной толщины.
Самыми мощными являются вальцы, работающие от гидравлического привода. Возможности таких станков, которые отличаются большими габаритами, позволяют успешно выполнять вальцевание листовых заготовок из металла даже очень значительной толщины. Устройства данного типа, как правило, устанавливаются на промышленных предприятиях, где к мощности, надежности и функциональности оборудования предъявляются высокие требования.
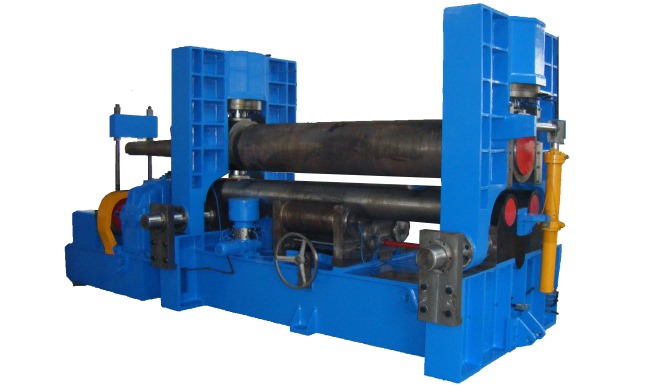
Промышленные вальцы с гидравлическим приводом
Изготовление листогибочных вальцов своими руками
Благодаря простоте конструкции ручных вальцов изготовить их своими руками несложно. Естественно, чтобы собрать работоспособный самодельный станок, на котором будет выполняться обработка листового металла, надо обладать определенными навыками и иметь в своем распоряжении все необходимые инструменты и расходные материалы. Кроме знакомства с рекомендациями по выполнению такой процедуры, желательно посмотреть и видео на данную тему.
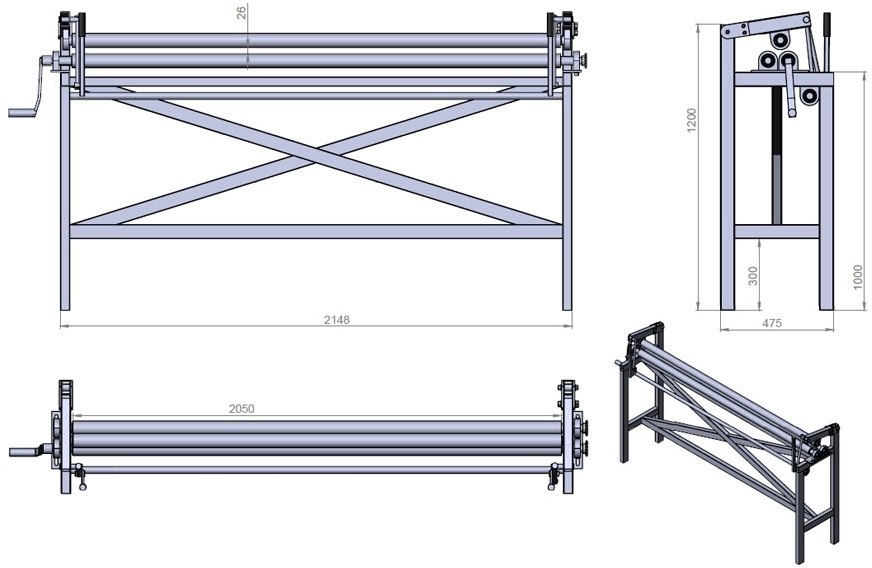
Чертеж самодельных ручных вальцов для прокатки широких заготовок (нажмите для увеличения)
Первое, что вам потребуется для изготовления своими руками вальцов, – это чертежи, которые можно найти в интернете или составить самостоятельно. Сделав чертежи, можно приступать к подготовке материалов и сборке конструктивных узлов, из которых будет состоять ваш самодельный станок. К таким узлам, в частности, относятся:
- рама вальцов, на которой фиксируются все остальные их элементы;
- боковые стойки, в подшипниковые узлы которых будут устанавливаться валки;
- непосредственно сами валки, изготовленные из высокопрочной стали (количество и диаметры данных элементов зависят от того, какими техническими возможностями вы хотите наделить свое устройство);
- рукоятка, которая будет приводить во вращение нижние валки;
- приводной узел (цепной или зубчатый), обеспечивающий синхронное вращение нижних валков (следует иметь в виду, что вращаться такие валки должны в одну сторону);
- нажимной узел пружинного типа, за счет которого обеспечивается прижатие верхнего валка к поверхности листовой заготовки из металла.
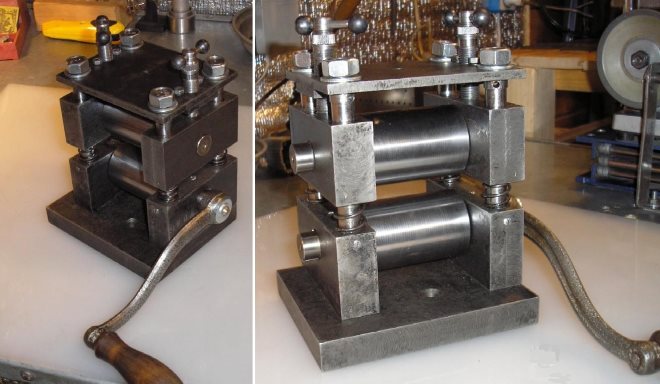
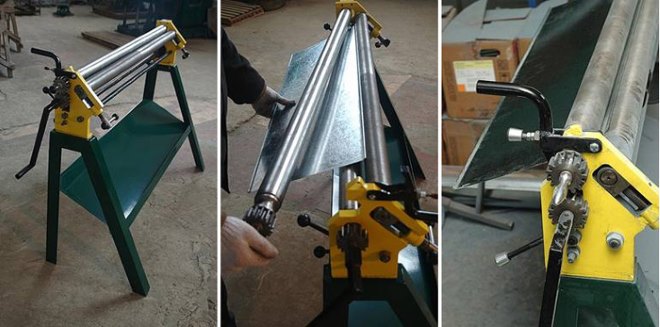
Компактные самодельные вальцы для обработки узких заготовок
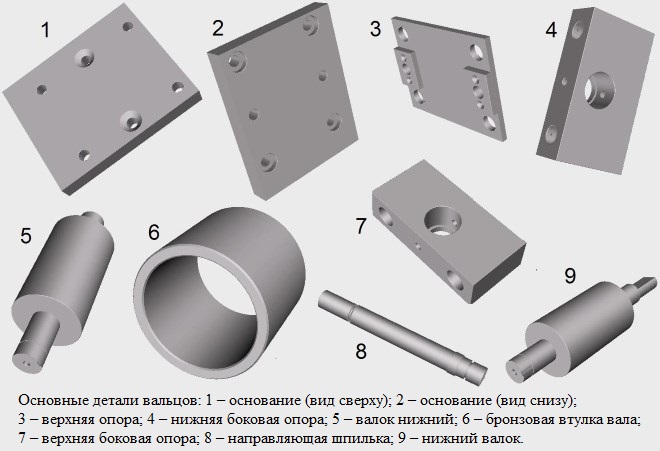
Основные детали компактных вальцов
Сборка вальцов начинается с изготовления рамы, которую можно сварить своими руками из стальных заготовок большой толщины. Размеры данного элемента, естественно, необходимо сверять с имеющимся у вас чертежом. В качестве боковых стоек, которые также при помощи сварки фиксируются на раме, можно использовать мощные швеллеры из низкоуглеродистой стали.
Элементы приводного узла фиксируются на одной из стоек, для чего на ней предусматриваются специальные отверстия. После того как боковые стойки с приводным узлом полностью смонтированы, в их подшипниковые узлы устанавливаются сами валки, которые необходимо выставить на параллельность и только после этого выполнять окончательную фиксацию всех остальных узлов.

Вариант листогибочных вальцов, изготовленных своими руками
Перед началом работы на станке, который вы собрали своими руками, следует выполнить на нем пробную гибку, чтобы сразу обнаружить все имеющиеся недостатки и устранить их.
Выяснить, как правильно работать с вальцами, вам может помочь видео, но, в сущности, этот процесс не представляет больших сложностей. Вальцевание, на каком бы оборудовании оно ни выполнялось, осуществляется в следующей последовательности.
Ручные трехвалковые вальцы своими руками: чертежи, фото, видео
Вальцы представляют собой универсальное оборудование, позволяющее эффективно справляться с листогибочными операциями. Изготовить вальцы своими руками не так уж трудно, но для этого необходимо предварительно познакомиться с серийными моделями, их конструкцией и принципом действия.
Трехвалковые ручные вальцы – наиболее подходящая конструкция для самостоятельного изготовления
Особенности конструкции
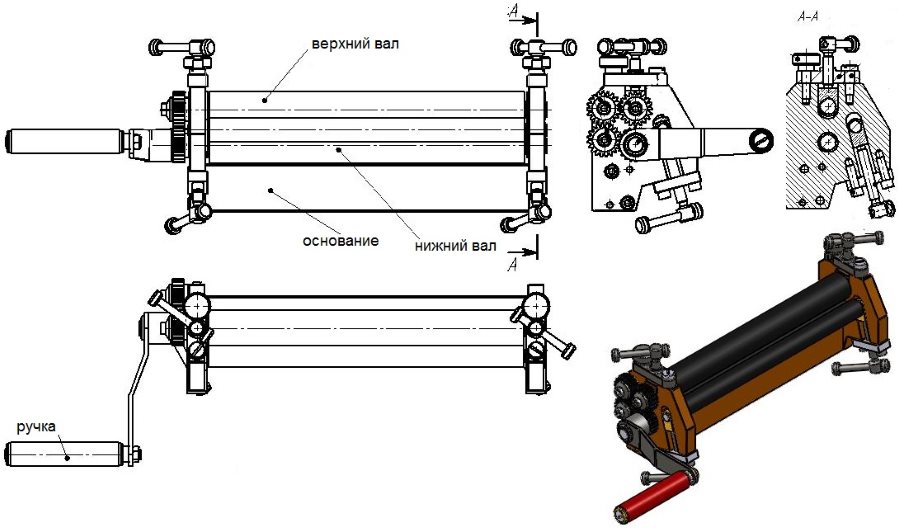
Вальцы (их еще называют листогибочным станком) позволяют осуществлять контролируемую пластическую деформацию листов, изготовленных из металла. Работающее по принципу проката, такое устройство оснащается несколькими валами, которые при прохождении между ними металлической листовой заготовки или труб изменяют их конфигурацию. Серийные модели такого листогибочного оборудования и самодельные вальцы работают по одному принципу и, соответственно, имеют схожую конструкцию. Рассмотрим основные элементы станка.

Устройство трехвалковых вальцов ручного типа
Это несущий элемент, обеспечивающий устойчивость вальцов, а также правильное взаимное положение всех их составных частей.
Две вертикальные опорные стойки
В их подшипниковых узлах и устанавливаются валы, которых может быть всего два (двухвалковый станок), три (трехвалковый) и даже четыре. В конструкции большинства вальцов, оснащенных тремя рабочими органами, два нижних валка могут изменять свое положение только в горизонтальной плоскости, а третий – упорный, расположенный сверху, – еще и регулируется по высоте. Кроме того, верхний валок для снятия готовой детали оснащается механизмом быстрого опрокидывания.
Механизм подъема верхнего прижимного вала
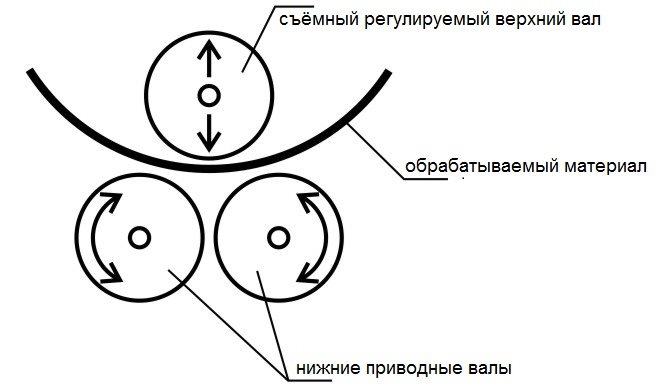
В процессе выполнения обработки листовой заготовки валки должны совершать вращение, для чего любой вальцовочный станок оснащается приводным механизмом, который может быть цепным или зубчатым. Схема работы таких вальцов такова, что во вращение приводятся только нижние валки, а верхний, плотно прижимаясь к поверхности обрабатываемой заготовки, вращается под действием сил трения.
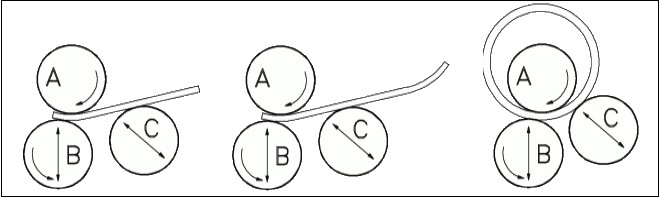
Схема работы валков
Вальцы могут оснащаться приводами различного типа. Так, в зависимости от данного параметра различают вальцовочные устройства следующих категорий.
Это наиболее простые вальцы, которые чаще всего и изготавливают своими руками. Для приведения в действие таких устройств могут использоваться цепные и зубчатые передачи, параметры которых следует подбирать в зависимости от характеристик обрабатываемого материала. Вальцы ручные с учетом того, что для работы на них требуется прикладывать значительные физические усилия, используется преимущественно для обработки небольших заготовок.
С электрическим приводом
Такие вальцы по уровню своей производительности относятся к средней категории. Вальцы трехвалковые с электрическим приводом за счет достаточно высокой мощности приводного механизма позволяют выполнять обработку заготовок значительных размеров.

Электромеханические вальцы часто являются модификацией ручного станка, к которому добавили двигатель и пульт управления
Это наиболее мощное из всего представленного на современном рынке вальцовочного оборудования. За счет того, что гидравлический привод, которым оснащены такие вальцы, позволяет их рабочим органам воздействовать на заготовку с большим усилием, на таком устройстве можно эффективно обрабатывать металлические листы даже очень значительной толщины.

Среди промышленных гидравлических вальцов есть даже такие гиганты
На качество выполняемой на вальцах обработки в первую очередь оказывают влияние характеристики валков. Поскольку валки испытывают в процессе работы значительные механические нагрузки, для их изготовления используют высокопрочную инструментальную сталь. Кроме механического воздействия, при обработке листовых заготовок значительной толщины, которые предварительно нагревают для придания им большей пластичности, валки испытывают еще и термическое воздействие. Следует отметить, что такое воздействие, которое может быть очень значительным, достаточно негативно отражается на эксплуатационных характеристиках валков.
Улучшить качество обработки, выполняемой на вальцах, позволяет их оснащение системами ЧПУ, в задачи которых входит координирование всех режимов работы станка (взаимное положение валков, величина оказываемого на заготовку давления и др.).
Основные технические параметры
Как сделать листогибочный станок своими руками? Для этого необходимо не только разработать чертежи такого устройства, но и определиться с его техническими характеристиками. Лучше всего взять за основу конструкцию серийной модели и уже самостоятельно адаптировать ее под собственные потребности.
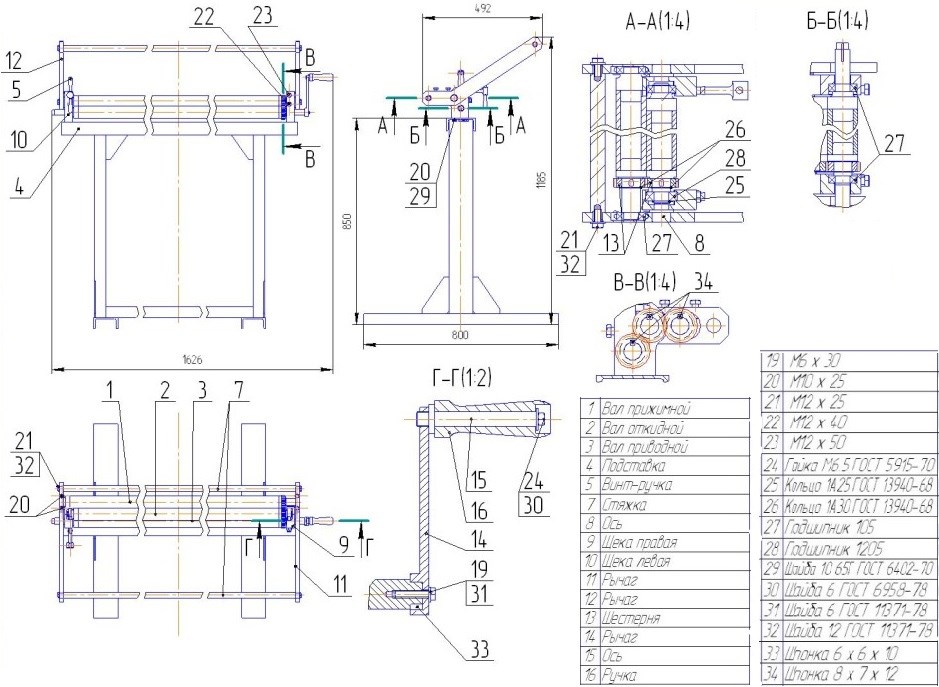
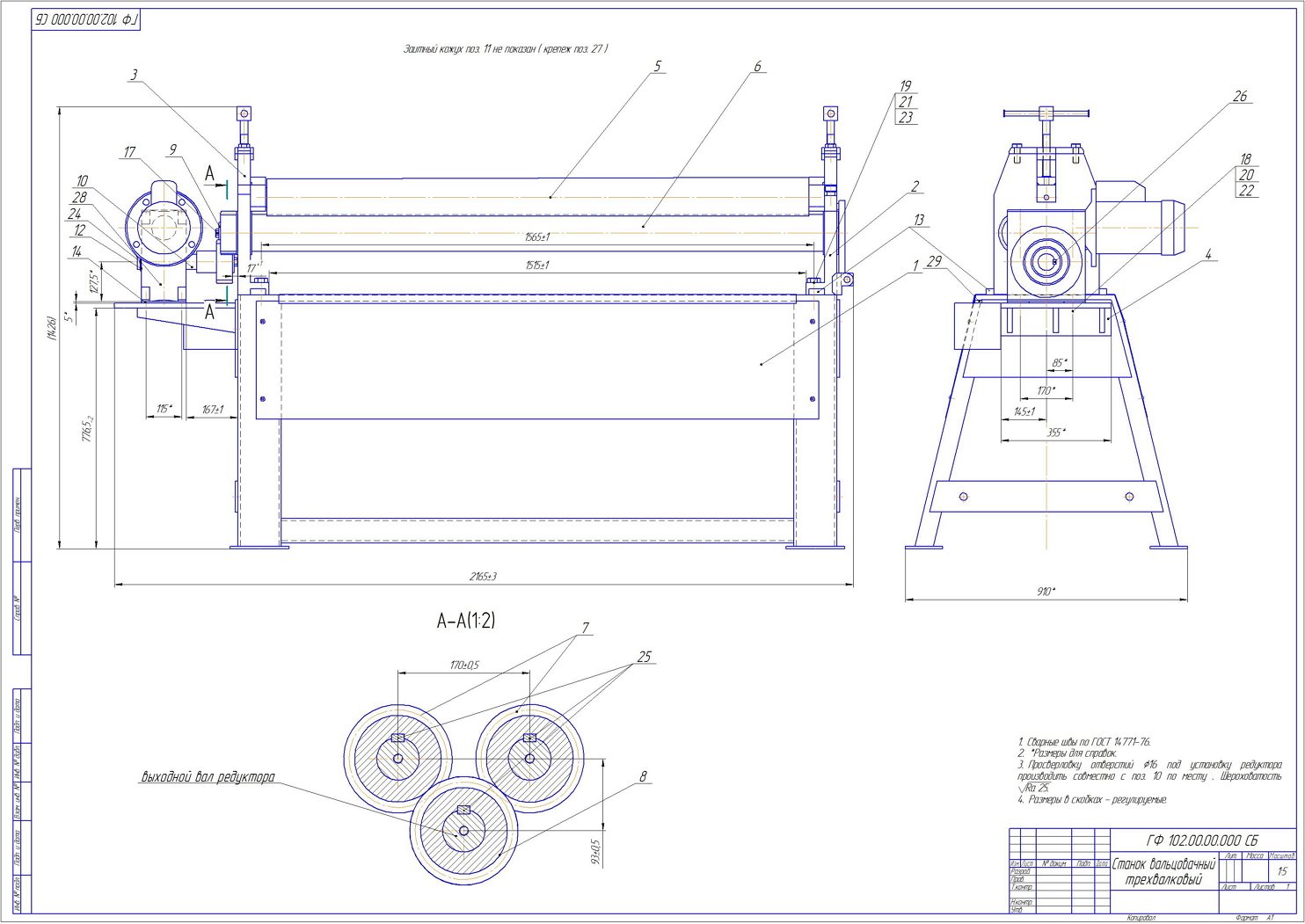
Сборочный чертеж трехвальцового станка заводского изготовления (нажмите для увеличения)
Учитывая тот факт, что свои вальцы вы собираетесь установить в определенном помещении, следует сразу определиться с их габаритами. От данного параметра, который напрямую зависит от длины устанавливаемых валов, будет зависеть, какой ширины листовые заготовки вы сможете обработать на устройстве, изготовленном своими руками. Определяясь с размерами ручных вальцов, следует также учитывать и то, что выполнять на них обработку листовых заготовок с шириной более 1,2 метра будет достаточно тяжело физически. Масса самодельного станка будет оказывать влияние на возможность его перемещения по помещению и транспортировки.
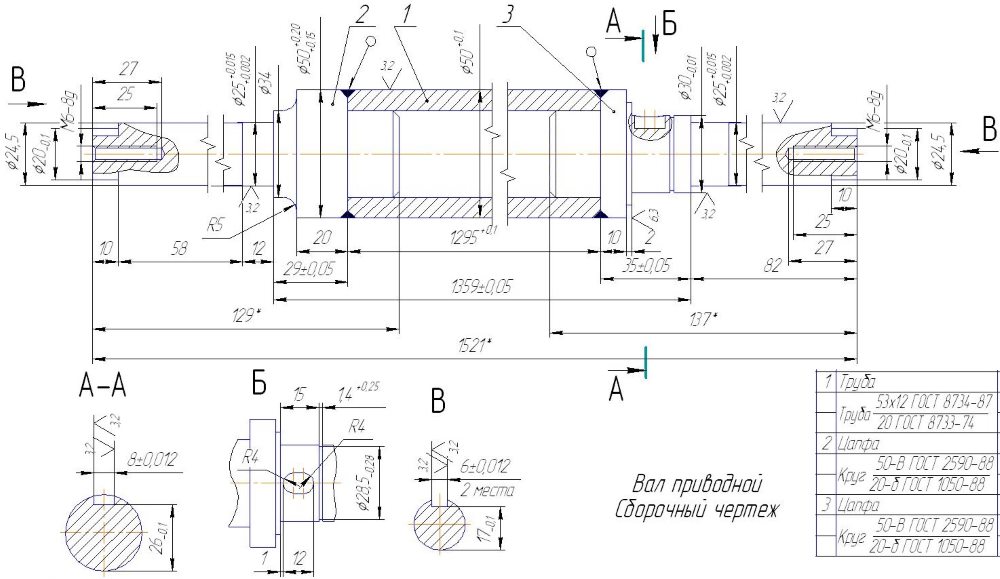
Вал приводной. Чертеж (нажмите для увеличения)
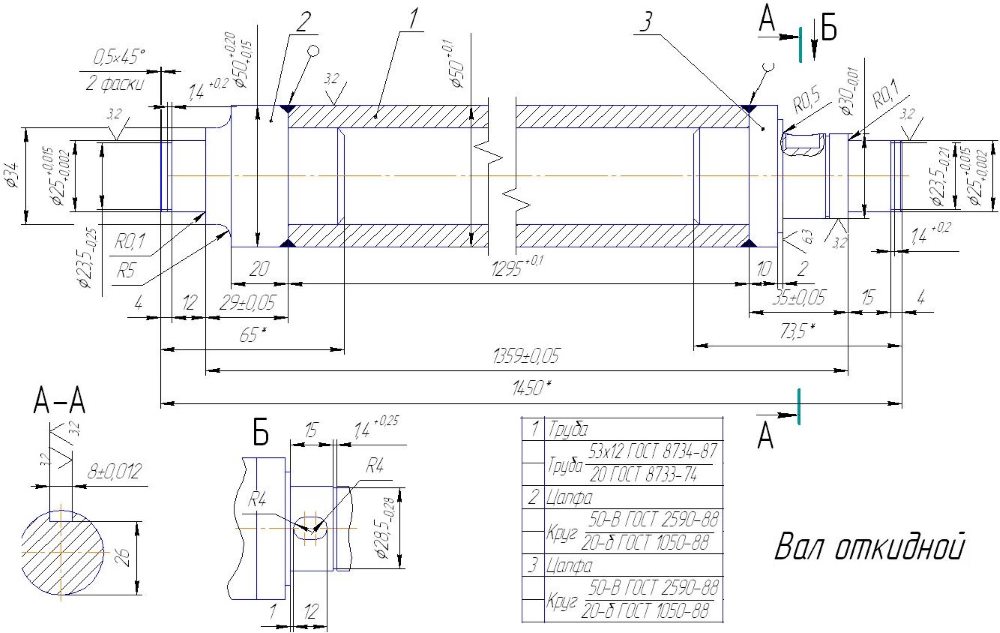
Вал откидной. Чертеж (нажмите для увеличения)
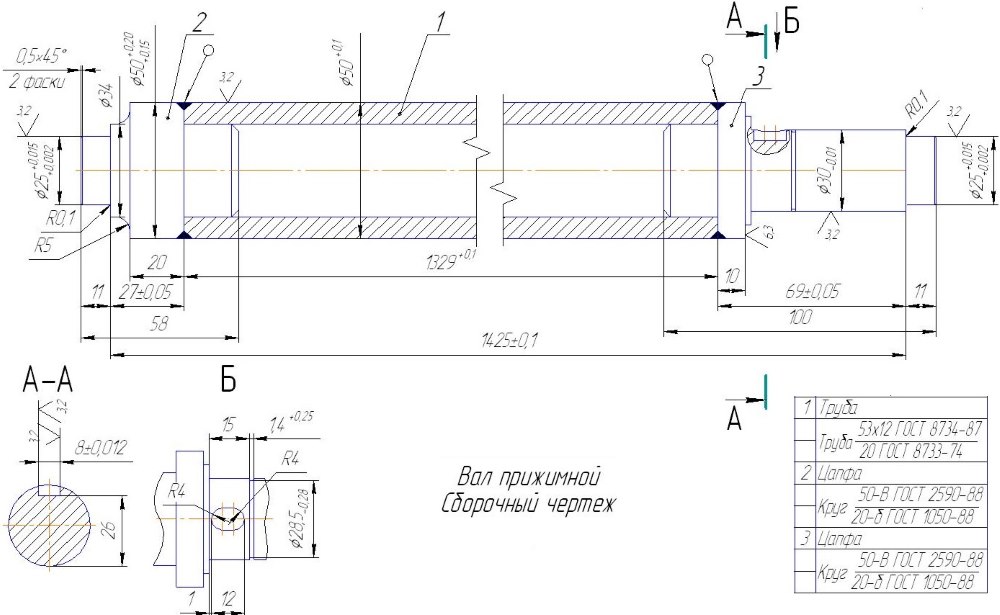
Вал прижимной. Чертеж (нажмите для увеличения)
Чертеж трехвалковых листогибочных вальцов с электроприводом (нажмите для увеличения)
Кроме габаритов и массы будущих вальцов, надо определить следующие характеристики такого оборудования:
- диаметр валков – основных рабочих органов устройства (от данного параметра, который является достаточно важным, будет зависеть то, с каким максимальным радиусом вы сможете сгибать обрабатываемые металлические листы);
- максимальное расстояние, на котором верхний упорный валок сможет располагаться от нижних;
- максимальное расстояние, на которое смогут раздвигаться нижние валки;
- скорость, с которой обрабатываемый листовой материал сможет перемещаться между валками.
Определится с размерами и конструкцией станка поможет изучение технических параметров заводских моделей
Важным параметром, на который следует обращать особое внимание при разработке чертежа будущих вальцов, является жесткость их конструкции. При обработке металлических листов значительные механические нагрузки испытывают не только валки, но и все остальные узлы – станина, приводной механизм и др. Именно поэтому выбирать схему работы вальцов, а также подбирать материалы для ее реализации следует с особой тщательностью.
Чаще всего принимаются за изготовление вальцов 3-х валковых, так как увеличение количества рабочих органов таких маломощных ручных устройств приводит к увеличению и уровня нагрузки, оказываемой на его приводной механизм.
Рекомендации по изготовлению вальцовочного станка
После того как чертежи ваших будущих вальцов разработаны, а материалы подготовлены, можно приступать к изготовлению станка. Перед его сборкой вам надо изготовить следующие элементы.
На ней будут установлены нижние валки оборудования. Изготовить такую раму можно из двух листов толстого металла, которые соединяются между собой ребрами жесткости (можно использовать для этого несколько труб). К боковой поверхности листов, из которых будет изготовлена рама, для придания им дополнительной жесткости необходимо приварить стальные уголки. Опорные валы на элементы такой рамы устанавливаются в специальные пазы, которые следует предварительно разметить и вырезать.

Самодельная рама в сборе с валками
На них будет располагаться верхний валок. Для изготовления таких стоек лучше использовать не трубы, а массивный П-образный профиль из стали. Для обеспечения вертикального перемещения верхнего валка подойдет червячная передача.
Он будет состоять из трех звездочек, цепи и механизма ее натяжения.

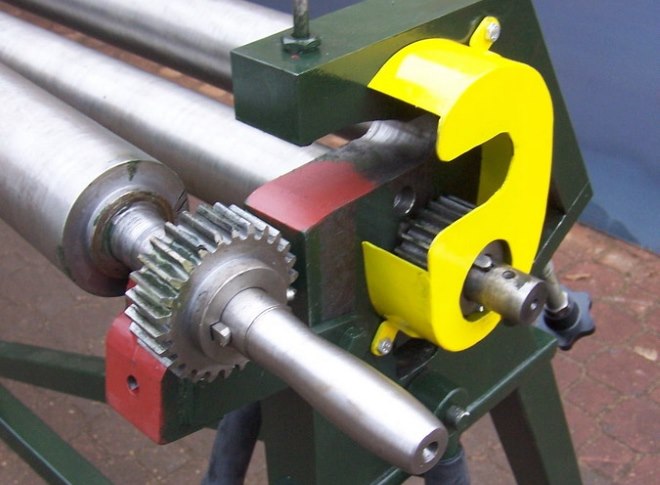
Вид станка с торца до закрепления деталей приводного механизма

Самодельный привод станка можно собрать и на основе шестереночной передачи
Сами валки, которые и будут выполнять основную работу по деформированию листового металла, лучше приобрести в заводском исполнении, а не использовать для этого трубы или не пытаться выточить их на токарном станке самостоятельно.
Вам также потребуются болгарка, сварочный аппарат, дрель и набор слесарных инструментов. Порядок действий по изготовлению вальцов своими руками выглядит следующим образом.
- Предварительно подготовленные узлы станка, размеры которых должны точно соответствовать чертежу, соединяются между собой при помощи сварки.
- Верхний и нижние валки устанавливаются в предварительно подготовленные для них места на станине и опорных стойках.
- Собирается приводной механизм вальцов.
- После сборки оборудования проводится тестирование работоспособности его составных элементов и корректность их взаимодействия друг с другом.
По описанной выше схеме (с небольшими конструктивными отличиями) можно также изготовить своими руками станок для гибки металлических труб.
Вальцовочный станок: виды, изготовление своими руками
Вальцовочный станок, который многие специалисты называют валковой машиной или просто вальцами, – это устройство, позволяющее выполнять гибку заготовок, изготовленных из листового металла. Вальцовочные станки отличаются высокой эффективностью и универсальностью, что позволяет успешно применять такое оборудование в самых различных сферах, включая строительство и ремонт.

Станок вальцовочный W12-4×2500 прокатывает мягкую сталь толщиной до 4 мм
Назначение и основные разновидности
Вальцовочные устройства, об универсальности которых говорилось выше, сегодня можно встретить практически на любом производственном предприятии. Именно при помощи такого станка (который при желании можно изготовить и своими руками) из листового металлопроката получают изделия конической, цилиндрической и даже овальной формы. Технологическую операцию, позволяющую решать такие задачи, называют вальцеванием. При этом не следует путать ее с развальцовкой, посредством которой добиваются изменения конфигурации и размеров трубных изделий.
Вальцовые станки самой простой конструкции активно используются и домашними мастерами. При помощи такого оборудования производятся различные желоба, воздуховоды, элементы кровельных конструкций, а также множество изделий другого назначения. Вальцовые станки, выпускаемые современной промышленностью, могут эффективно выполнять обработку листов, изготовленных из различных металлов.
Так, устройства данного типа, представленные большим разнообразием моделей, могут успешно справляться с листовыми заготовками из углеродистых и легированных сталей, алюминия, меди и чугуна. Отдельные модели таких станков, вальцы которых имеют специальную конструкцию, могут выполнять гибку листов из поликарбоната.

Процесс вальцовки листового металла
Среди вальцовочного оборудования выделяют следующие категории:
- ручной станок;
- электромеханический станок;
- станок для листового металла, оснащенный гидравлическим приводом.
Вальцевой станок с ручным приводом – это оборудование наиболее простого типа, которое может выпускаться в напольном (монтируется на стойке) или настольном (устанавливается на верстаке) вариантах. Такая вальцовочная ручная машина проста в использовании, однако требует приложения значительных физических усилий. Между тем простота конструкции станка обеспечивает сохранение его надежности на протяжении длительного времени.

Классический гибочный трехвалковый станок ручного типа подходит для придания круглой формы металлическим заготовкам толщиной до 3,5 мм
Вальцы трехвалковые ручные (а именно с таким количеством рабочих органов они преимущественно и изготавливаются) позволяют выполнять обработку трубного и листового проката с толщиной стенки до 1,5–2 мм. Такой ручной листогибочный станок проще всего изготовить своими руками. Он отличается такими преимуществами, как:
- компактные габариты;
- незначительная масса;
- высокая мобильность, что позволяет легко перемещать такие станки в те места, где их применение наиболее востребовано;
- экономия на оплате электричества (вальцовочная ручная машина не требует его применения);
- невысокая стоимость (если сравнивать ее с ценой станков электромеханического типа).

Электромеханический трехвалковый листогиб FormRoller используется для серийного производства заготовок различной геометрии
Устройство с электрическим приводом (вальцовочный электромеханический станок) имеет в своей конструкции специальный редуктор, который значительно повышает эффективность такого оборудования. Электромеханическую вальцовочную машину можно использовать как для обработки листового металла, так и для изменения конфигурации профильного трубного проката. Что касается обработки листового металла, то трехвалковый станок с электромеханическим приводом может применяться для обработки листового проката, толщина которого не превышает 4 мм.
К наиболее мощному типу оборудования относят гидравлическую вальцовочную машину, которая активно используется на энергетических, судостроительных и машиностроительных предприятиях. Гидравлический трехвалковый станок или устройство с большим количеством рабочих органов отличается в разы большей мощностью, если сравнивать его с аппаратами ручной или электромеханической категории. На вальцовочном оборудовании гидравлического типа, которое нередко оснащается системами ЧПУ, можно с успехом гнуть листы металла, толщина которых доходит до 8 мм.

Гидравлический привод этого станка легко перемещает валы внушительных габаритов, а ЧПУ контролирует их расположение и степень деформации листа
Конструкция и принцип действия
Несущим элементом вальцовочной машины, в том числе и изготовленной своими руками, является станина-основание. Именно на этой станине, которая может быть изготовлена из чугуна или листовой стали значительной толщины, монтируется деформирующий орган станка, который может включать в себя два, три или даже четыре валка. Преимущественное большинство таких аппаратов, в том числе и изготовленных своими руками, оснащается тремя рабочими органами, так как двухвалковые вальцы не отличаются высокой эффективностью.
Вращательное движение в процессе работы трехвалкового станка сообщается только двум нижним рабочим органам, которые между тем могут совершать линейное перемещение лишь в горизонтальной плоскости, что необходимо для изменения расстояния между ними. Верхний валок такого устройства, который называется упорным, совершает свое вращение за счет сил трения, создаваемых между его поверхностью и поверхностью обрабатываемой заготовки.
Устройство вальцовочного станка (нажмите для увеличения)
Верхний валок, которым оснащают вальцовочную машину, обладает возможностью не только совершать движение в вертикальном направлении, что позволяет прижать его с требуемым усилием к поверхности обрабатываемой заготовки, но и откидываться в сторону. Последнее необходимо для того, чтобы осуществить его быструю замену на валок, предназначенный для обработки заготовок с другими геометрическими параметрами.
Станок, рабочие вальцы которого оснащены специальными канавками, может использоваться для гибки труб, прутков и даже проволоки большого сечения. Следует иметь в виду, что дополнительный четвертый валок, использование которого значительно увеличивает нагрузку на приводной механизм оборудования, может устанавливаться только на вальцовочный электромеханический или гидравлический станок.

Узел регулировки положения нижнего вала
Листогибочный станок, основными рабочими органами которого являются вальцы, работает по следующему принципу.
- Лист металла, из которого необходимо сформировать изделие цилиндрической или конической формы, укладывается на два нижних валка, разведенных между собой на определенное расстояние.
- Опуская при помощи специального механизма верхний валок, металлический лист надежно зажимают между тремя рабочими органами.
- При вращении двух нижних валков, которое обеспечивает ручной или электромеханический привод, обрабатываемый лист металла приводится в движение и начинает огибать зажимающие его рабочие органы вальцовочного станка, постепенно принимая требуемую конфигурацию.
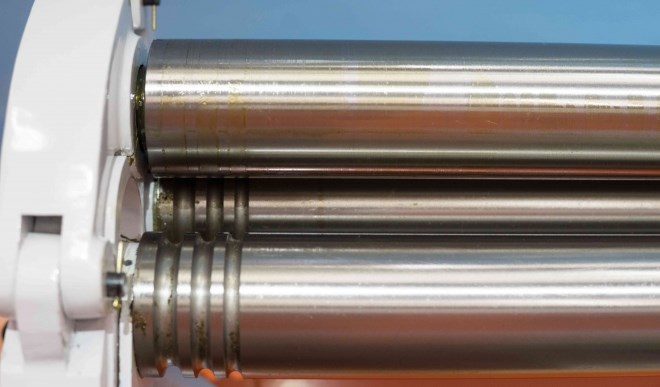
Полированные поверхности вальцов не повреждают заготовки, а прорези по краям позволяют гнуть прутки
Двигаясь с определенной скоростью между валками, плоский лист металла постепенно превращается в изделие цилиндрической, конической или овальной формы. Очевидно, что станок данного типа работает не так, как развальцовочная машина, рабочий орган которой раскатывает конец трубного изделия, расширяя его до требуемых геометрических параметров.
Вальцовочную машину, на которой можно эффективно гнуть не только листовой металлический прокат, но и трубные изделия, совершенно не обязательно покупать. Вальцовочный аппарат, если от него не требуется высокая производительность, несложно изготовить своими руками. Конечно, проще всего сделать такой станок с ручным приводом, но мощности и функциональных возможностей этого оборудования вполне хватит для того, чтобы выполнять на нем работы, связанные со строительством и ремонтом.
Вальцовочный станок своими руками: чертежи и видео
Для изготовления ручного вальцовочного станка необходимо в первую очередь найти его чертежи или разработать их самостоятельно, приняв за основу конструкцию любой серийной модели.
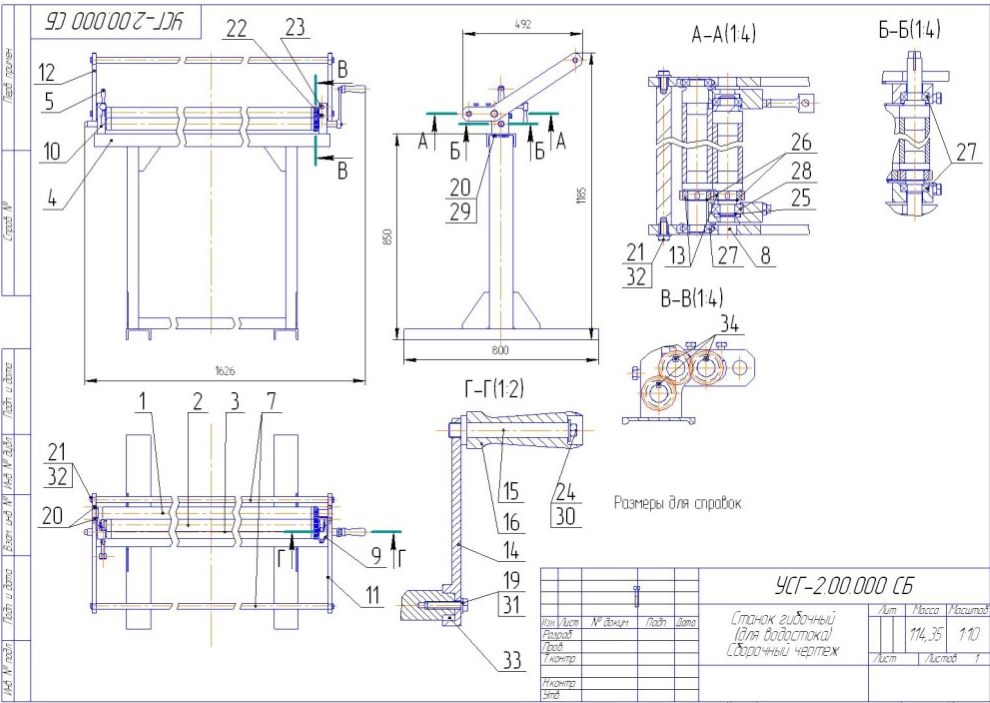
Сборочный чертеж серийного вальцовочного станка УСГ (нажмите для увеличения)
Итак, чтобы своими руками изготовить вальцовочный ручной станок, необходимо следовать представленному ниже алгоритму.
- Из металлических листов, раскроив их по предварительно подготовленному чертежу, изготавливают станину устройства, в специальных пазах которой будут фиксироваться его нижние валы. Между собой конструктивные элементы станины соединяют при помощи ребер жесткости, в качестве которых могут быть использованы металлические трубы или уголки.
- Для размещения верхнего валка к станине устройства привариваются опорные стойки. Для их изготовления лучше всего использовать мощный П-образный профиль. В опорной стойке монтируются подшипниковые узлы, в которые и устанавливается верхний валок станка.
- На боковой части станины монтируется приводной механизм, который включает в себя три звездочки, цепь и устройство для ее натяжения.
- Завершающим этапом изготовления самодельного вальцовочного станка является установка ручки приводного механизма, натяжка цепи и регулировка всех конструктивных элементов.

Установка верхнего валка на самодельном станке
Естественно, что после окончательной сборки самодельный станок необходимо протестировать (и отрегулировать работу всех его механизмов, если в этом возникнет необходимость).
Популярные модели ручного вальцовочного оборудования
Ручные вальцовые станки, представленные на современном отечественном рынке, позволяют эффективно решать технологические задачи любой степени сложности. Так, за приемлемую цену можно приобрести малогабаритное вальцовочное устройство настольного типа или стационарное оборудование, мощности и производительности которого вполне хватит для решения задач, стоящих перед небольшим производственным или ремонтным предприятием.
Среди специалистов и домашних мастеров, предпочитающих выполнять гибку металлических листов своими руками, большой популярностью пользуется ручное вальцовочное оборудование следующих торговых марок.
Эта компания выпускает надежное и эффективное оборудование, предназначенное для обработки листовых заготовок различной ширины и толщины.
Под этой торговой маркой выпускается надежное, функциональное и удобное в использовании оборудование для выполнения вальцовки. На многих моделях от Metalmaster за счет наличия специальных канавок на валках можно выполнять гибку труб и прутков.
Это отечественный бренд, под которым в Китае производится недорогое, но достаточно надежное листогибочное оборудование. Используя такие станки, можно выполнять гибку листового металла, толщина которого не превышает 1,5 мм.

Модель Энкор-Корвет-512 с ручным редуктором изгибает прутки и листы, есть возможность настройки под конус
Листогибочные станки электромеханического типа
Вальцовочные электромеханические станки представлены на отечественном рынке в не менее широком ассортименте. Так, из наиболее популярных торговых марок аппаратов данного типа стоит отметить следующие.
Это функциональное оборудование для вальцовки, которое благодаря высокой надежности редко нуждается в ремонте и дорогостоящем обслуживании. За счет оснащения дополнительными конструктивными элементами технические возможности станков данной торговой марки могут быть значительно расширены.
Под данной торговой маркой выпускаются вальцовые электромеханические станки профессионального уровня. Конструктивной особенностью таких станков является асимметричное расположение рабочих валков, а также возможность быстрого отвода верхнего рабочего органа, что позволяет выполнять оперативное извлечение заготовки из зоны обработки.

Электромеханический вальцовочный станок Stalex ESR-1300×2.5 (ширина и толщина обрабатываемого металла отражена в обозначении станка)
Это мощное и надежное оборудование с удобным ножным управлением, которое может использоваться не только для гибки листового металла, но и для обработки трубных изделий и арматурных прутков.
Давильно раскатной станок своими руками
Станок ротационной вытяжки или как его ещё называют токарно-давильный станок, предназначен для изготовления различных тонкостенных деталей представляющих собой тела вращения, получаемые из листовых или из полых заготовок и соответствующего материала. Станок ротационной вытяжки позволяет выпускать большой ассортимент конкурентной продукции, начиная от декоративных изделий заканчивая изделиями для космической отрасли.
Ротационная вытяжка отличается от штамповки и имеет свои особенности. Заготовками для обработки на токарно-давильных станках служит любой вязкий материал, это может быть: алюминий, медь, латунь. Использовать можно так же отожженные малоуглеродистые стали, ковар, нержавейку и пр.
Токарно-давильный станок по своей конструкции весьма схож с обыкновенным токарным станком, но в отличие от последнего он не имеет коробки подач и суппорта. Вместо резцедержателя, токарно-давильный станок оснащается опорой для специальных инструментов «давильников», если речь идёт об обычном механическом оборудовании.
Помимо ручных токарно-давильных станков промышленностью передовых стран выпускаются универсальные машины оснащённые системами числового программного управления, у которых процесс обработки полностью автоматизирован. Как правило, обкатка на таких станках осуществляется роликами.
Ротационная вытяжка производится на токарно-давильных станках различной мощности, которые позволяют изготавливать широкий спектр продукции, начиная от музыкальных тарелок и раструбов для духовых инструментов, заканчивая днищами цистерн и емкостей, используемых для хранения жидкостей, устанавливаемых на железнодорожном и автомобильном транспорте.
С помощью высокопроизводительных токарно-давильных станков выпускаются различные изделия такие как: головные обтекатели передних частей ракет, самолётов и иных быстродвижущихся объектов, обеспечивающих наименьшее аэродинамическое сопротивление, спутниковые антенны, реализующие качественный приём и передачу сигнала. На данных станках изготавливают отражатели света, которые после обкатки принимают сферическую или коническую форму и используются для освещения заводских территорий, магазинов и иных помещений. Отражатели так же могут быть декоративными, которые помимо освещения имеют приятный внешний вид и служат достойным дополнением интерьера.
Технология ротационной вытяжки позволяет снизить себестоимость при серийном и мелкосерийном выпуске некоторых деталей машин, например – шкивов, которые обычно вытачиваются из заготовки ( круглой болванки ), они же могут быть обкатаны на токарно-давильном станке, что значительно быстрее по скорости изготовления и экономнее по металлоемкости. Деталями могут быть так же различные кожухи, фланцы, направляющие, тонкостенные сосуды особой формы, накладные конуса и т.д.
Но основное направление токарно-давильных станков является, конечно же, выпуск товаров массового потребления это: кастрюли которые постоянно пользуются спросом, кружки повседневно необходимые в быту, декоративные подносы и подставки, тарелки миски для приёма пищи, термосы, сохраняющие содержимое в тёплом состоянии, и многое другое.
В некоторых случаях холодноштамповочные операции сочетаются с давильными или накатными операциями, выполняемыми на специальных станках при вращательном движении заготовки (детали), а иногда и деформирующего инструмента,
К числу таких операций относятся:
1) давильные работы, выполняемые на давильных станках;
2) давильно-раскатные процессы, выполняемые на раскатных станках (ротационное выдавливание);
3) отбортовочиые, фланцезагибочные и кромкообрезные работы, выполняемые на специальных вертикальных двухшпиндельиых отборто-вочных станках или специальных автоматах.
Давильные работы применяются в мелкосерийном производстве, когда изготовление вытяжных штампов экономически невыгодно и длительно, а также при изготовлении пустотелых деталей выпукло-вогнутой конфигурации и т. п.
На давильных станках выполняют следующие операции: выдавливание пустотелых деталей, являющихся телами вращения; проглажи-вание поверхностей деталей после ступенчатой вытяжки конических деталей; выдавливание узких горловин на цилиндрических заготовках, обрезка и завивка кромок и т. д.
При выдавливании неглубоких деталей с небольшим отношением D/d процесс выдавливания может быть выполнен непрерывным поворотом давильника и движением его конца от прижима вдоль образующей патрона (оправки).
При изготовлении глубоких деталей с большим отношением D/d выдавливание производится возвратно-поступательным движением давильника на отдельных участках заготовки.
Выдавливание конических деталей возможно осуществить при предельном отношении
где dmin— наименьший диаметр конуса.
Выдавливание цилиндрических деталей обычно производят при отношении dmin/D = 0,6/0,8 в зависимости от относительной толщины заготовки. Меньшие значения относятся к толщине заготовки (S/d)100=2,5, а большие — к толщине (S/d)100=0,5 (где d— диаметр детали).
Если требуемая деталь не может быть выдавлена в одну операцию, выдавливание производят за несколько последовательных операций на разных оправках, но при одном и том же наименьшем диаметре оправки.
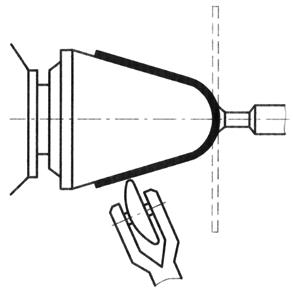
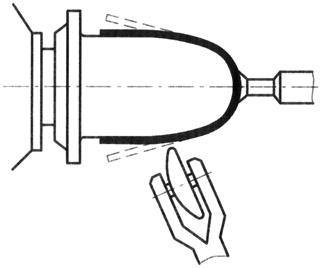
Рис.5.1 Схема ротационной вытяжки
а – первый переход, б – второй переход
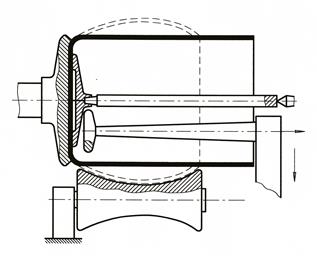
Рис.5.2 Схема ротационной раздачи
Ротационное выдавливание – раскатка производится в холодном состоянии на специальных мощных раскатных станках с гидравлическим приводом перемещения роликов вдоль образующей. Сущность этого способа заключается в раскатке роликами толстой заготовки по вращающейся стальной оправке без деформации фланца заготовки при неизменной величине ее диаметра. Это возможно при условии раскатки и утонения металла до строго заданной толщины детали, зависящей от угла конуса S = S sin а. Так, для конических деталей с углом при вершине 2α — 30° толщина стенки должна составлять S = 0,26S .
Ротационное выдавливание (раскатка) выполняется на специальных раскатных станках с гидравлическим перемещением роликов вдоль образующей. Для раскатки небольших деталей применяются станки с горизонтальным, а для крупных деталей – с вертикальным шпинделем.

Рис.5.3 Схема ротационной вытяжки чаши
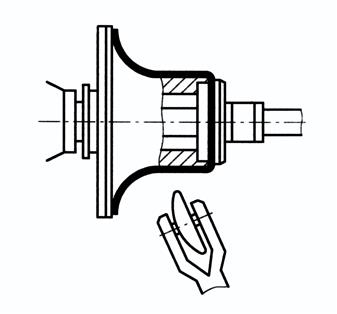
Рис.5.4 Схема ротационной вытяжки с фланцем
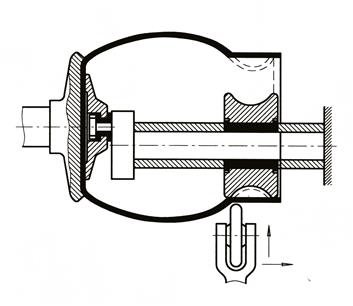
Рис.5.5 Схема ротационной формовки
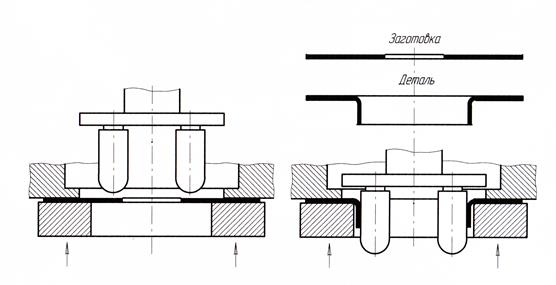
Рис.5.6 Схема ротационной отбортовки
Желаете узнать больше о давильно-раскатных станках с ЧПУ ? Узнайте о ротационной вытяжке, классификации, особенностях и преимуществах таких агрегатов.
Давильно-раскатные станки с числовым программным управлением – оборудование, используемое для обработки листовых металлических заготовок. Давильно-обкатная обработка ролика – современный способ, осуществляемый на давильно-раскатных станках с ЧПУ.
Данный способ предполагает использование устройств, имеющих гидравлические и электрогидравлические поддерживающие части металлорежущего устройства. Они перемещают давильные ролики, являющиеся основными инструментами при переработке деталей.
Что такое ротационная вытяжка
Способ переработки металлических изделий листового типа, при котором объемная деталь превращается в полую с осесимметричным внешним видом, имеет название ротационная вытяжка. Она предполагает существенную деформацию и утонение стенок запчастей. Этот способ обработки металла листового типа вытяжкой имеет древние корни. В современной манипуляции стальных заготовок он осуществляется давильно-раскатном станком.
Используя метод ротационной вытяжки, эти устройства способны производить принадлежности хозяйственного использования со стенками небольшой толщины и сложными формами. Комплекс таких приборов представлен:
- чайниками;
- черпаками;
- губками;
- сосудами;
- кофейниками.

С их помощью осуществляется изготовление комплектующих, благодаря которым производятся:
- вентиляторы;
- установки для варки пива;
- бетоньерки.
Классификация станкового оборудования с ЧПУ
Давильно-ротационная вытяжка имеет множество свойств и функций токарных аналогов В отличие от них, давильно-ротационные устройства обладают более высокой скоростью работы. Приборы этого вида бывают трех типов:
- ручного настольного;
- ручного напольного;
- с наличием ротационной вытяжки.
Ротационная вытяжка сопровождается дополнительными действиями, такие как прокатка, эспандирование и сварка. Раскатный станок способен как изготовить раскатным способом цельную деталь, так и закончить вытяжку и производство запчастей, изготовленных при помощи другого оборудования. Наиболее востребованными изделиями данного рода, к примеру, являются трубчатые запчасти, имеющие различную комбинацию сечения.
Станки могут быть использованы не только для обработки металлических деталей, но и медных, имеющих коническую форму. Преимущество приборов с ЧПУ – менее трудоемкий процесс, чем на прессах. Современные технологии позволяют наблюдать за работой устройств удаленно. В качестве основного сырья для работы на давильно-ротационном станке используются круглые металлические пластины.
Преимущества станков данного типа
Все виды давильно-ротационных станков имеют одинаковый принцип использования. Роликовый инструмент используется наиболее часто. При работе с данным оборудованием имеется возможность производить уникальные запчасти сложной формы, одновременно осуществляя оснащение. Оснащение станка осуществляются по низкой цене. При других видах манипуляции металла цена на оснастку будет значительно выше.
Среди основных преимуществ агрегатов с наличием ротационной вытяжки выделяются:
- возможность осуществления массового, мелкосерийного и единичного производства;
- возможность эксплуатации в больших и малых цехах;
- возможность изготовления деревянной оснастки;
- производство деталей для хозяйственной, химической и пищевой отраслей производства;
- экономичность использования.

Особенности комплектации
Модели станков с ЧПУ имеют высокий показатель производительности. Благодаря числовому программному управлению они обладают автоматическим режимом производства. Пользуясь таким станком, можно обеспечить себя целым рядом преимуществ. Одним из них является наличие двух инструментальных роликов, которые оказывают одновременное увеличенное усилие давления.
Комплектация вышеуказанных моделей состоит из примеров:
- кругоцентрующего прибора;
- опционального манипулятора;
- инструментальной головки двойного типа;
- 4+4 позиционирования механизма;
- гидростанции;
- дополнительного ролика, имеющего компенсатор.
Толщина алюминиевых заготовок для обработки должна составлять от 0,6 до 4 миллиметров. Для стальных заготовок – от 0,6 до 2,5 миллиметров. Для заготовок из коррозиизносостойкой стали – от 0,6 до 1,5 миллиметров. Указанные характеристики актуальны исключительно для оригинальных моделей.
Читайте также: