Станок отрезной по металлу ссср
Обновлено: 04.10.2024
Абразивно-отрезные станки предназначены для поперечной резки металлопроката различной формы абразивным диском (кругом) под углами от 0° до 45°.
Ø пиления 110 Ø отрезного круга 355 мм Размер заготовки 110 Угол поворота рамы ° 90 Мощность 2.40 кВт Напряжение 220В Масса 16 кг
Ø пиления 100 Ø отрезного круга 400 мм Размер заготовки 75х75 Угол поворота рамы ° 90 Мощность 2.20 кВт Напряжение 380В Масса 60 кг
Ø пиления 135 Ø отрезного круга 400 мм Размер заготовки 126х53 Мощность 3.00 кВт Напряжение 380В Масса 80 кг
Ø пиления 100 Ø отрезного круга 300 мм Размер заготовки 90x90 Угол поворота рамы ° 90 Мощность 2.20 кВт Напряжение 380В Масса 65 кг
Ø пиления 100 Ø отрезного круга 300 мм Размер заготовки 90х90 Угол поворота рамы ° 90 Мощность 2.20 кВт Напряжение 380В Масса 65 кг
Ø пиления 100 Ø отрезного круга 300 мм Размер заготовки 100х100 Угол поворота рамы ° 90 Мощность 3.00 кВт Напряжение 380В Масса 70 кг
Ø пиления 120 Ø отрезного круга 400 мм Размер заготовки 120х120 Угол поворота рамы ° 90 Мощность 4.00 кВт Напряжение 380В Масса 110 кг
Ø пиления 120 Ø отрезного круга 400 мм Размер заготовки 120х120 Угол поворота рамы ° 90 Мощность 5.50 кВт Напряжение 380В Масса 120 кг
Ø пиления 135 Ø отрезного круга 400 мм Размер заготовки 126х53 Мощность 4.00 кВт Напряжение 380В Масса 130 кг
Ø пиления 300 Ø отрезного круга 400 мм Угол поворота рамы ° 90 Мощность 4.00 кВт Напряжение 380В Масса 113 кг
Ø пиления 120 Ø отрезного круга 400 мм Размер заготовки 120х120 Угол поворота рамы ° 90 Мощность 5.50 кВт Напряжение 380В Масса 115 кг
Ø пиления 120 Ø отрезного круга 400 мм Размер заготовки 120х120 Угол поворота рамы ° 90 Мощность 4.00 кВт Напряжение 380В Масса 105 кг
Ø пиления 100 Ø отрезного круга 400 мм Размер заготовки 100 Мощность 2.20 кВт Напряжение 380В Масса 69 кг
Ø пиления 100 Ø отрезного круга 300 мм Размер заготовки 100х100 Угол поворота рамы ° -45 / 90 / 45 Мощность 3.00 кВт Напряжение 380В Масса 110 кг
Ø пиления 100 Ø отрезного круга 300 мм Размер заготовки 100х100 Угол поворота рамы ° -45 / 90 / 45 Мощность 5.50 кВт Напряжение 380В Масса 120 кг
Ø пиления 130 Ø отрезного круга 400 мм Размер заготовки 60х60, 130х30 Угол поворота рамы ° -45 / 90 / 45 Мощность 2.20 кВт Напряжение 380В Масса 120 кг
Ø пиления 50 Ø отрезного круга 400 мм Размер заготовки 80х80 Угол поворота рамы ° 90 / 45 Мощность 2.20 кВт Напряжение 380В Масса 200 кг
Ø пиления 60 Ø отрезного круга 275 мм Размер заготовки 60x100 Угол поворота рамы ° 90 / 45 Мощность 2.00 кВт Напряжение 380В Масса 175 кг
Ø пиления 85 Ø отрезного круга 315 мм Размер заготовки 70x130 Угол поворота рамы ° 90 / 45 Мощность 1.50 кВт Напряжение 380В Масса 235 кг
Ø пиления 100 Ø отрезного круга 355 мм Размер заготовки 100 Угол поворота рамы ° 90 Мощность 2.00 кВт Напряжение 220В Масса 20 кг
Ø пиления 50 Ø отрезного круга 180 мм Размер заготовки 45x45 Угол поворота рамы ° 90 / 45 Мощность 1.28 кВт Напряжение 220В Масса 9 кг
Ø пиления 135 Ø отрезного круга 400 мм Размер заготовки 126х53 Мощность 3.00 кВт Напряжение 380В Масса 95 кг
Ø пиления 135 Ø отрезного круга 400 мм Размер заготовки 126х53 Мощность 3.00 кВт Напряжение 220В Масса 80 кг
Ø пиления 130 Ø отрезного круга 355 мм Размер заготовки 190x90 Угол поворота рамы ° 90 / 45 Мощность 2.30 кВт Напряжение 220В Масса 25 кг
Видео







Обрабатываемым материалом могут быть:
Конструкция дискового отрезного станка относится к маятниковому типу. Высокая скорость вращения режущего диска, а также повышенная мощность привода способствуют максимально-эффективной резке и малому износу круга
Оборудование данного типа предназначено для использования в единичном и мелкосерийном производстве.
Перед тем, как купить абразивно-отрезной станок, необходимо обратить внимание на его основные характеристики:
- Мощность, кВт
- Максимальные размеры обрабатываемой заготовки, мм
- Угол поворота режущего инструмента, град.
- Размеры пропила, мм
- Размеры станка, мм
- Вес
Станки для резки металла
Станки для резки металла (отрезные станки) предназначены для резки листовой стали, металлических труб, прутков, уголков, швеллера, двутавра и проч. Станки применяются в серийном и мелкосерийном производстве.
Абразивно-отрезные станки по металлу
Ленточнопильные станки по металлу
Ножовочно-отрезные станки
Гильотины для рубки металла
Рычажные ножницы по металлу
Пресс-ножницы
Угловысечные станки
Лазерная резка металла
Плазморезы с ЧПУ
Правильно-отрезные станки
Станки продольно-поперечной резки металла
Ø пиления 85 Размер заготовки 85х105 Угол поворота рамы ° 90 / 45 Мощность 1.00 кВт Напряжение 220В Масса 19 кг
Ø пиления 115 Размер заготовки 100х150 Угол поворота рамы ° 90 Мощность 0.38 кВт Напряжение 220В Масса 68 кг
Ø пиления 100 Размер заготовки 100х150 Угол поворота рамы ° 90 Мощность 0.55 кВт Напряжение 220В Масса 26 кг
Ø пиления 100 Размер заготовки 100х150 Угол поворота рамы ° 90 / 45 Мощность 0.38 кВт Напряжение 220В Масса 26 кг
Ø пиления 115 Размер заготовки 110х150 Угол поворота рамы ° 90 / 45 Мощность 0.55 кВт Напряжение 220В Масса 80 кг
Ø пиления 115 Размер заготовки 100x150 Угол поворота рамы ° 90 / 45 Мощность 0.25 кВт Напряжение 220В Масса 60 кг
Ø пиления 128 Размер заготовки 127х150 Угол поворота рамы ° 90 / 45 / 60 Мощность 0.55 кВт Напряжение 220В Масса 90 кг
Ø пиления 125 Размер заготовки 150x100 Угол поворота рамы ° -45 / 90 / 45 / 60 Мощность 0.55 кВт Напряжение 220В Масса 69 кг
Ø пиления 125 Размер заготовки 150x100 Угол поворота рамы ° -45 / 90 / 45 / 60 Мощность 0.55 кВт Напряжение 380В Масса 90 кг











Все виды отрезных станков для металла делятся:
- по типу режущего инструмента;
- по количеству режущих головок;
- по углу нарезки.
Также оборудование, с учетом типа подачи режущего материала, разделяются на:
- станки нижней подачи;
- станки фронтальной подачи;
- станки маятниковой подачи.
Выбор оборудования
Специфика каждого станка для резки металла зависит от применения и отражается в его основных технических характеристиках:
- Мощность, кВт
- Вид применяемого режущего инструмента - диск, полотно
- Максимальные размеры обрабатываемой заготовки, мм
- Угол поворота режущего инструмента, град.
- Размеры пропила, мм
- Размеры станка, мм
- Вес
Компания «РуСтан» предлагает к продаже оборудование и оснастку по выгодной цене. Напоминаем, при покупке действует гибкая система скидок!
8725 станок ножовочный отрезной
Схемы, описание, характеристики

Сведения о производителе ножовочно-отрезного станка модели 8725
Производителем ножовочно-отрезного станка модели 8725 является, также, ПромСтройМаш, г. Оренбург, основанный в 2002 году.
На рынке строительного оборудования России присутствует несколько отечественных разработчиков и изготовителей станков ножовочных отрезных и множество иностранных фирм из Китая, Турции, Болгарии и т.д.
Ножовочные отрезные станки выпускаемые станкостроительными предприятиями СССР, России, Белоруссии:
- 8725 – ПромСтройМаш, г. Оренбург
- ВШ-042, ВСР-042 - Вистан, г. Витебск
- СН1 - Гомельский завод станочных узлов
- МП6-1697 - Станкостроительный завод им. Кирова, г. Минск
- 8725 – Спектр, г. Полевской Свердловской области
- 8725 – Краснодарский экспериментальный завод им. Калинина (СИАЛ)
- 8715, СМ-1 – Клинский станкостроительный завод – Клинский завод автоматических линий (КЗАЛ)
- 8725А, 8725АМ – СтанкоСервис, г. Аксай
- 872 – Троицкий станкостроительный завод, г. Троицк
- 8725-22 - Барнаульский станкостроительный завод
- 8Б72К, Н-1 - Каунасский станкостроительный завод "Нерис"
Станки, выпускаемые Краснодарским экспериментальным заводом им. Калинина
8725 станок электромеханический ножовочный отрезной. Назначение, область применения
Ножовочный отрезной станок 8725 применяется для резки машинным ножовочным полотном труб, швеллеров, уголков, круглого проката, квадратной и полосовой стали.
Отрезной станок 8725 предназначен для отрезки круглого и профильного материала из стали, чугуна и цветных металлов машинным ножовочным полотном для металла путем поступательного движения.
Резка производится в плоскости, перпендикулярной к оси заготовки, а также под углами до 45°. Станок применяется в условиях индивидуального и серийного производства.
Особенности конструкции ножовочного станка 8725:
Резка металла осуществляется перпендикулярно к оси заготовки, закрепленной при помощи специального кронштейна на тисках, либо под углами до 45 градусов, для чего заготовку закрепляют в специальных комбинированных тисках.
При помощи верхнего прижима на тисках в станке 8725 возможна пакетная резка заготовок.
Диапазон скоростей резания регулируется ступенчато, в зависимости от структуры разрезаемого материала.
Подача СОЖ (смазочно-охлаждающей жидкости) происходит автоматически.
Технические характеристики ножовочного отрезного станка 8725
Основные параметры станка - в соответствии с ГОСТ 601-82.
- Наибольшие размеры разрезаемой круглой заготовки - Ø 250, мм
- Наибольшие размеры разрезаемой квадратной заготовки - 220 х 220, мм
- Наибольшая длина отрезаемой заготовки по упору, мм - 350 мм
- Расстояние от основания станка до опорной поверхности заготовки, мм - 550 мм
- Мощность электродвигателя - 2,12, кВт
- Вес станка полный - 500 кг
Габаритные размеры рабочего пространства ножовочного станка 8725

Габаритные размеры рабочего пространства станка 8725
Общий вид отрезного ножовочного станка 8725

Фото отрезного ножовочного станка 8725




Кинематическая схема отрезного ножовочного станка 8725

Кинематическая схема отрезного ножовочного станка 8725

Схема расположения подшипников отрезного ножовочного станка 8725
Привод станка осуществляется от индивидуального электродвигателя 5, N=3,0 кВт, n=960 об/мин. Движение мотора передается посредством клиноременной передачи шкивом 8 на шкив 9, свободно вращающемуся на оси I. Главный вал II может получать 2 числа оборотов благодаря двум ступеням на шкивах клиноременной передачи.
- n1=55 об/мин при передаче движения с меньшей ступени шкива электромотора на большую ступень шкива на оси I.
- n2=114 об/мин при передаче движения с большей ступени шкива электромотора на меньшую ступень шкива на оси I.
На валу II на шпонке крепится кривошипный диск 15 с пальцев кривошипа 12. От него посредством шатуна 4, пильная рама 2 получает возвратно – поступательное движение с числом двойных ходов, соответствующее числу оборотов вала II. На валу II установлены подшипники 13 и 14, передающие движение поршням 17 и 18 гидравлического насоса посредством тяг с шарниром.
Поршни насоса нагнетают масло через распределительный кран 19 в рабочий цилиндр 20, который посредством тяги 23 и двух шарниров соединен с рукавом 3 и может поворачивать его вокруг оси рукава III.
Таким образом, подъем и опускание пильной рамы 2, подача при резании, а также приподниманию полотна при обратном ходе осуществляется гидроприводом станка. Рукоятка 25 служит для управления гидроприводом. После окончания резки, в нижнем положении пильной рамы, планка 28 ударяет по рейке 16 и перемещает ее.
Этим самым через шестерню 27, на распределительном кране 13, распределительный кран устанавливается в положение, соответствующее подъему пильной рамы, и ножовочное полотно автоматически поднимается на высоту согласно установленного заранее выключателя 22, который нажимает на конечный выключатель 26.
Электронасос охлаждения работает при включении тумблера, расположенного на панели электрошкафа.
Краткое описание конструкции станка
Привод станка
Мотор 5 (см. рис. 2) установлен на рамке 6, укрепленной к станине 1 кронштейном 7. На валу мотора насажен шкив 8 клиноременной передачи. На оси 1 насажен свободно вращающийся второй шкив 9, на ступице которого имеется косозубая шестерня 10 z=26, М=2,5, с этой шестерней сцепляется шестерня 11, z=145, М=2,5, которая насажена на шпонке на главном валу II. Шестерни и шкивы привода закрыты кожухом. Пуск и остановка мотора осуществляется через кнопки «Пуск» и «Стоп».
При подъеме рукава до его верхнего положения, выключатель 22 нажимает на конечный выключатель и автоматически выключает мотор. Винт 33 служит для натяга ремней клиноременной передачи.
Станина
Станина (см. рис. 2) 1 имеет коробчатую форму с усиливающим ребром внутри. Нижняя часть станины является резервуаром для охлаждающей жидкости. За одно целое со станиной изготовлен резервуар для масла гидропривода. На станине монтируется все узлы станка.
Стойка
Чугунная стойка 24 укреплена на задней стороне поверх станины. Стойка имеет подшипники скольжения для главного вала II и для оси III качающего рукава.
На задней стороне стойки расположен электрошкаф. На внутренней стороне стойки на пальце закреплена опора рукава 31.
Рукав
Качающийся на оси III рукав 3 на нижней своей поверхности имеет направляющие в форме ласточкина хвоста, по которым движется пильная рама.
Посредством тяги 23 и двух шарниров рукав соединен со штоком поршня рабочего цилиндра гидропривода, управляющего движением рукава.
Пильная рама
Пильная рама 2 имеет направляющие согласно направляющих рукава и движется по ним возвратно – поступательным движением от кривошипного диска 15, с которым она соединена шатуном 4.
Ножовочное полотно 32 одним своим отверстием одевается на штифт неподвижно укрепленной планки, а другим отверстием на штифт подвижной планки и прижимается спец. планками.
Натяг ножовочного полотна осуществляется гайкой.
Зажимные тиски
Для закрепления разрезаемого материала станок снабжен специальными зажимами с плоскими рифлеными губками.
Зажим производится с помощью винта и упора.
Упор для материала
При резке заготовок небольшой одинаковой длины, применяется упор 34, который можно установить в нужном положении.
Гидропривод отрезного ножовочного станка 8725

Гидропривод отрезного ножовочного станка 8725

С помощью гидропривода (рис.3) осуществляется подъем и опускание ножовочного полотна.
Полотно может быть установлено на постоянной высоте.
При резании в начале рабочего хода давление полотна на отрезаемый материал минимальное, затем оно плавно возрастает и незадолго до окончания рабочего хода падает. Во время обратного хода пильной рамы, ножовочное полотно приподнимается и не входит в соприкосновение с разрезаемым материалом.
В зависимости от рода материала величина подачи плавно регулируется дросселированием масла.
Предельное давление масла определяется прочностью ножовочных полотен и устанавливается предохранительным клапаном.
Все управление гидроприводом осуществляется краном 19 с рукояткой 25. Рукоятка 25 с указателем 60 передвигается по шкале 61, снабженной надписями: «Подъем», «Опускание», «Бездействие», «Медленное действие», «Быстрее», чем и устанавливается режим работы ножовочного полотна в пределах от минимума до максимума.
Корпус гидропривода 62 крепится на стакане 1 и входит в резервуар для масла 34. Масло и резервуар заливается через отверстие 63, для чего необходимо отвернуть пробку 75. Маслоуказатель 85 имеет черту на стакане, соответствующую нормальному уровню масла. Выпуск масла производится через отверстие в стакане, закрытое пробкой 59.
В корпусе гидронасоса расточены 2 наклонных цилиндра 66 и 67 с запрессованными в них биметаллическими втулками. Поршни 17 и 18 цилиндров 66 и 67 получают движение посредством тяг 72 и 73 от подшипников 13 и 14, сидящих на валу II. Поршни 17 и 18 засасывают масло из резервуара 34 через фильтр 68 и нагнетают через каналы втулки крана 74 и пробки крана 19 в рабочий цилиндр 20.
Шток поршня 78 шарнирно соединен с тягой 23 с рукавом 3 и управляет его движением. Поворот пробки крана 19 осуществляется рукояткой 25. При окончании резания пробка крана автоматически устанавливается в положение «Подъем» и ножовочное полотно поднимается. Уплотнение в кране достигается подтягиванием гайки 75.
Для установки предохранительного клапана 58 на нужное давление, степень сжатия пружины 79 регулируется винтом 80.
Канал 81 служит для подводки масла к контрольному манометру и при работе станка должен быть закрыт пробкой 82. Предохранительный клапан 58 должен быть отрегулирован на давление не ниже 25 атмосфер.
При регулировке клапана контрольный манометр ввинчивается вместо пробки 82.
Описание схемы гидропривода
На рис. 4, 5, 6, 7, 8 изображены схемы гидропривода станка для основных положений крана.
1-е положение «Бездействие» (черт. №3). В этом положении рукав, связанный с поршнем 78 рабочего цилиндра 20, неподвижен.
Масло из верхней полости цилиндра 20 имеет выход по каналам 103, 91, 92, 109, и 93 в резервуар и по каналам 103, 90, 89 и 88 и цилиндр 67, так как в этот момент поршень 17 движется вверх и засасывает масло.
2-я часть обратного холостого хода пильной рамы.
Во 2-й части обратного хода поршень 18, а затем поршень 17 меняют направление движения и поршень 78 опускается.
1-я часть рабочего хода пильной рамы.
Непосредственно вслед за началом рабочего хода, ножовочное полотно приходит в соприкосновение с разрезаемым материалом и при дальнейшем движении рамы полотно получает подачу, осуществляющуюся следующим путем: поршень 17, продолжая двигаться вниз, нагнетает масло в верхнюю полость цилиндра 20. Давление из поршня 78 в верхней полости создается дросселированием избыточного объема масла, отводящегося в резервуар по каналам 91, 92 дросселирующему каналу 109 и отверстие 93.
Масло из нижней полости цилиндра 20 имеет выход в резервуар по каналам 83, 84, 97, 96 и 95, 108, 110 и 111, так как поршень 18 в этой части хода находится выше отверстия 108 и цилиндра 66.
2-я часть рабочего хода пильной рамы.
Во второй части рабочего хода поршень 18 меняет направление движения и начинает нагнетать масло, так как поршень 18 находится выше канала 108, то нагнетенное масло по каналам 108, 110 и 111 отводится в резервуар.
Незадолго до конца рабочего хода поршень 17, также меняет свое направление и начинает всасывать. Непосредственно вслед за этим, поршень 18 перекрывает канал 103 и начинает нагнетать масло по каналам 95, 96, 97, 84 и 83 в нижнюю полость цилиндра 20. Поршень 78 движется вверх. Ножовочное полотно приподнимается над разрезаемым материалом.
5-е положение – «Действие быстрое»
Давление сверху на поршень 78 в положении 4-ом незначительно, так как перепад давлений в дросселирующем канале 109 незначителен. При вращении рукоятки пробки крана из 4-го положения по часовой стрелке, сечение дросселирующего канала 109 постепенно суживается и давление сверху на поршень постепенно возрастает. В 5-м положении, получаемом поворотом рукоятки на 135° по часовой стрелке из 4-го положения, сечение дросселирующего канала сводится к нулю. Избыточный объем масла теперь поступает через предохранительный клапан 58 в резервуар. Предельное давление, на которое регулируется предохранительный клапан 58 не должно превышать 25 атм. и устанавливается по контрольному манометру 112.

Схема гидропривода ножовочного станка 8725. 1-ое положение «Бездействие»

Схема гидропривода ножовочного станка 8725. 2-ое положение «Опускание»

Схема гидропривода ножовочного станка 8725. 3-е положение «Подъем»

Схема гидропривода ножовочного станка 8725. 4-ое положение «Опускание медленно»

Схема гидропривода ножовочного станка 8725. 5-е положение «Действие быстро»
Обслуживание и уход за станком
Станок отправляется заводом отрегулированным и проверенным на ходу.
Прежде чем пустить станок в ход, необходимо установить на требуемое число двойных ходов пильной рамы. При резке твердых металлов ножовке дают 55 дв.хода/мин. При резке мягких – 114 дв.ход/мин. В резервуар для масла гидропривода станка заливается около 10 литров масла «Индустриальное И30». За уровнем масла следят по маслоуказателю.
Необходимо проверить смазку станка, пополнить маслом масленки и подлить масло на шестерни привода. Охлаждающая жидкость заливается в нижнюю часть станины, служащую резервуаром. Количество охлаждающей жидкости – около 20 литров. Хорошей охлаждающей жидкостью является 6-10%; раствор «Эмульсола» в воде. Тиски устанавливаются на станке с таким расчетом, чтобы ось разрезаемой заготовки приходила посредине хода пильной рамы. При установке материала и закреплении его с тисках необходимо следить, чтобы заготовка лежала горизонтально и под углом к ножовочному полотну. Особое внимание следует обращать на состояние ножовочного полотна. Полотно должно быть натянуто, его зубцы должны быть остры.
Слабо натянутое полотно сделает неправильный разрез, а полотно с тупыми или поломанными зубцами будет непроизводительно работать и даст плохой с неровной поверхностью разрез, а при вязком металле может сломаться.
Прежде чем приступить к работе на станке, необходимо пустить станок на непродолжительное время вхолостую, для того, чтобы удалить воздух, находящийся в цилиндрах и каналах гидропривода. Воздух из пробки 82, выпускается при ее неполном вывинчивании при пуске станка, так как рукав станка находится в нижнем положении, рукоятку 25 крана гидропривода ставит из положения «Подъем» и затем включают мотор, нажав кнопку «Пуск». После того, как воздух будет удален и uyhгидропривод покажет нормальную работу при всех положениях, рукоятки крана можно приступить к работе станка.
При пуске станка рукоятку крана ставят с положение «Опускание» и включают мотор. После того, как полотно опустится к разрезаемому материалу, рукоятку крана переводят в положение «Медленное действие» для предварительного резания. После устанавливают той же рукояткой желаемую подачу.
Дальнейшая работа станка происходит автоматически. По окончании резки планка пильной рамы, ударяясь по рейке 16 переводит рукоятку 25 в положение «Подъем». Пильная рама поднимается, станок останавливается. Положение рейки 16 относительно шестерни, сидящей на пробке крана устанавливается заводом и не подлежит регулировке. Положение выключателя 25 относительно рукава устанавливается двумя винтами. Для нормальной работы станка необходимо применять для гидропривода и для смазки чистое минеральное масло, свободное от кислот и других примесей. Охлаждающая жидкость не должна быть загрязнена и засорена мелкими металлическими частицами и периодически должна фильтроваться или заменяться. На электрической части не должно быть пыли, грязи и особенно масла.
Шариковые подшипники мотора должны смазываться свободной от кислот и щелочей консистентной мазью, которая периодически меняется. Подшипники перед заполнением их смазкой должны тщательно промываться бензином. Все соединения проводов должны быть прочны и надежны. Ослабленные контакты необходимо подтягивать, а поверхность их тщательно очищать от слоя окислов.
Температурные условия цеха, в котором должен работать станок, должны быть от +15° С и выше (по УХЛ4).
Отрезные станки

Паспорт на ГД-162 автомат правильно-отрезной для арматурной стали диаметром 16 мм. Кувандыкский завод кузнечно-прессового оборудования "Долина".
Руководство по эксплуатации ГД162.00.001 РЭ
Автомат правильно-отрезной для арматурной стали диаметром 16 мм модели ГД162 предназначен для разматывания, правки и мерной резки горячекатаной круглой стали гладкого и периодического профиля кл. А-I; А-II; Ас-II и А-III по ГОСТ 5781-82.
Обновлено 01.01.2022 12:47

Bomar Ergonomic 320.250 DGH ленточная пила, электросхема
Обновлено 30.07.2021 18:04
Bomar Ergonomic 320.250 DGН ленточнопильный станок. Паспорт, альбом запчастей
Обновлено 19.02.2021 08:14
PEGAS 350x400 H-A-CNC ленточная лила. Паспорт
Руководство по эксплуатации на ленточные пилы Пегас PEGAS 350x400 H-A-CNC
Обновлено 03.11.2020 07:47
Тензомат, он же тензометр для станков Bomar
Обновлено 13.08.2020 09:06

872М отрезной ножовочный станок для холодной резки металла, Краснодар. Паспорт, 1967г.
Паспорт на отрезной ножовочный станок 872М. Краснодарский экспериментальный завод им. Калинина, 1967г.
Станок предназначен для холодной резки металла. Резка может производиться как в плоскости, перпендикулярной к оси заготовки, при установке разрезаемого материала в неповоротных тисках, так и под углом до 45 градусов, при установке разрезаемого материала в поворотных тисках. На станке можно разрезать круглый материал диаметром до 360мм; квадратный - со стороной квадрата до 250мм; двутавровый прокат до № 24; швеллерный прокат до № 24; а также материал другого профиля тех же размеров.
872М, станок ножовочный отрезной. Паспорт (rar)
872М станок ножовочный отрезной. Паспорт, 1974г. (djvu)
872М, отрезной ножовочный станок, г. Краснодар. Паспорт, 1974г. (zip)
Обновлено 19.03.2020 19:43

СМ-759, станок для правки и резки арматурной стали, Тюмень. Паспорт, 1965г.
Паспорт СМ759 станок для правки и резки арматурной стали. Тюменский завод вспомогательного кузнечно-прессового оборудования (Тюменский завод ВКПО), 1965г.
Станок СМ-759 предназначен для правки и резки непосредственно из бухт арматурной стали ФЗ ÷ 12 на стержни длиной 188, 376, и от 500 до 16000 мм. Станок может быть использован в мастерских на строительстве промышленных объектов и на заводах строительных материалов по изготовлению железобетонных деталей и конструкций.
33 раза скачали
Обновлено 27.01.2020 17:27

ВТС-50, дисковый отрезной станок, Польша. Паспорт, 1986г.
Паспорт на ВТС-50 автоматический круглопильный дисковый отрезной станок. Изготовитель: Фабрика малолитражных автомобилей "Польмо" (Fabryka Samochodów Małolitrażowych - FSM), Бельско-Бяла (Bielsko-Biała), Польша (Polska).
Обновлено 27.01.2020 15:49

TMJ PP362, PP362G, ленточнопильный станок с ЧПУ. Паспорт (англ. яз.)
Ленточнопильный станок TMJ серии PP362G с ЧПУ (CNC). Паспорт (английский язык)
Обновлено 22.01.2020 14:25

Jaespa W-320G, W-320GH, горизонтальный ленточнопильный станок. Паспорт (немецкий яз.)
Ленточная пила Jaespa W320G, W320GH. Руководство, язык немецкий.
Piła taśmowa Jaespa W-320G, W-320GH. Dokumentacja Piły JAESPA W-320G W 320GH
Обновлено 18.11.2019 15:22

Everising H-260HB, лентопильный станок. Паспорт, электросхемы
Everising Machine Co. Лентопильный станок H260 HBNC.
Инструкция по эксплуатации и Схема электрическая принципиальная.
Язык русский
458 раз скачали
Обновлено 23.07.2019 09:04

Ленточнопильный станок-автомат DoAll C-5A
Ленточнопильный станок-автомат DoAll C-5A
1979 год, США
Тема -
doall_c5a_big.djvu (1.3 mb) - гидросхема и электросхема.
100 раз скачали
Обновлено 26.04.2019 16:21
Рельсорезка РМЗ. Паспорт, 1980г.
Обновлено 27.02.2019 10:05
Рельсорезка типа РМЗ. Инструкция по эксплуатации, 1975г.
Рельсорезка типа РМЗ. Инструкция по эксплуатации. 1975г.
Калужский завод транспортного машиностроения.
Похожий файл: Паспорт рельсорезки РМЗ
Обновлено 27.02.2019 10:02
CS-250, отрезная дисковая пила по металлу. Паспорт (русский яз.)
Обновлено 30.11.2018 09:07

872М, отрезной ножовочный станок, г. Краснодар. Паспорт, 1974г.
Паспорт на отрезной ножовочный станок 872М для холодной резки металла. Краснодарский завод им. Калинина. Руководство по эксплуатации, Станкоимпорт, 1974 год - 872M_pass.zip (15.24 MB)
872М отрезной ножовочный станок, Краснодар. Паспорт, 1967г. (djvu)
872М, станок ножовочный отрезной. Паспорт (djvu)
872М, отрезной ножовочный станок, г. Краснодар. Паспорт, 1974г.
118 раз скачали
Обновлено 19.03.2020 17:44
UE-350SSA/SSA/SAH, ленточно-отрезной станок по металлу маятникового типа, Тайвань. Паспорт
Ленточно-отрезной станок по металлу маятникового типа UE 350 SSA, UE 350 SSA, UE 350 SAH
Фирма-производитель: WAY TRAIN, Тайвань
Паспорт и инструкция. Язык русский
239 раз скачали
Обновлено 19.02.2018 07:47
8Б66, отрезной станок для распиловки металла круглой пилой, г. Минск. Паспорт, 1955г.
Минский станкостроительный завод им. Кирова
Отрезной станок мод. 8Б66 для распиловки металла круглой пилой
Паспорт, руководство - 8B66_passport.djvu (13.24 MB)
Похожие файлы:
8В66, станок фрезерно-отрезной, Минск. Паспорт, 1967г.
8В66А, Автомат отрезной круглопильный, г. Минск. Паспорт, 1974г.
154 раза скачали
Обновлено 01.12.2017 19:41
8В220, станок абразивно-отрезной настольный, г. Гомель
Станок настольный абразивно-отрезной модель 8В220
Станкозавод им. С.М. Кирова, г. Гомель
Чертежи. Схема электрическая соединений - 8V220_big.djvu (5.17 MB)
131 раз скачали
8Г662, автомат круглопильный
Паспорт в двух частях на автомат круглопильный 8Г662. Содержит описание, электрические и гидравлические схемы.
887 раз скачали
Обновлено 29.07.2017 12:40

872М станок ножовочный отрезной для холодной резки металла. Паспорт, 1974г.
Паспорт на станок ножовочный отрезной 872М, г. Краснодар. Краснодарский экспериментальный завод им. Калинина. Руководство по эксплуатации, 1974г.
872М, станок ножовочный отрезной. Паспорт (rar)
158 раз скачали
Обновлено 19.03.2020 17:49
И6122А, автомат правильно-отрезной. Схема электрическая
Принципиальная электрическая схема на автомат правильно-отрезной И6122А для круглого и фасонного проката
291 раз скачали
Обновлено 09.12.2016 07:19
Бензомоторная пила Дружба-60.Описание и инструкция по техническому обслуживанию
Станок отрезной по металлу ссср

Использование токарно-карусельных станков оправдано во время изготовления деталей, у которых большие диаметр и масса, но малая длина. Расположенная в плоскости, горизонт, планшайба (стол с кулачками), упрощает операции по установке, выверке, контролю размеров и снятию.
Общие сведения
Изготавливает станки карусельные модели 1516 станкостроительный завод в Краснодаре имени Седина.
Токарно-карусельный станок 1516 – это станок, использующийся на производствах с небольшим количеством выпускаемых деталей. На нем проводят обработку заготовок резанием из металлов и сплавов.
Исполнение станка – одностоечное. Для расширения площади обработки плоскостей модель оснащена двумя суппортами. Один вертикальный. На нем закреплена револьверная головка на пять позиций. Смена инструмента, отжим и зажим проходят в полуавтоматическом режиме. Второй суппорт — горизонтальный. На нем закреплен резцедержатель на 4 инструмента.
Возможности у станка 1516 позволяют проводить следующие виды обработки на деталях, имеющих цилиндрическую форму:
точение снаружи и изнутри (прямое, коническое);
растачивание снаружи и изнутри (прямое, коническое);
точение торцов любым их суппортов.
Токарно-винторезный станок 1М61

Токарный станок 1М61производился с 1975 до 1992 года в г. Ереван. По техническим характеристикам станок 1М61 ориентирован для обработки деталей d до 320 мм с разнообразными поверхностями. Также на станке нарезают резьбы. Монтировались они на предприятиях сельскохозяйственного и промышленного производства, и использовались в крупносерийном производстве на оборонных заводах.
На токарно-винторезных станках 1М61, кроме нарезания резьбы, можно производить:
протачивание различных поверхностей;
торцевание деталей;
нарезание канавок;
сверление, зенкерование;
отрезание детали и другие работы.
Токарно-винторезный станок 1П611

Станок токарно-винторезный 1П611 — универсальный и используется для изготовления деталей круглой формы с применением центров или в патроне. На деталях получают различные виды резьб (метрические, трубные, круглые). Станок 1П611 при обработке деталей обеспечивает повышенный класс точности. Токарный станок 1П611 серийно изготавливают на Одесском станкозаводе с 1968 года.
Назначение станка 1П611:
- осуществление токарных работ;
- нарезка резьбы;
- отрезка заготовок.
Его используют для обработки заготовок:
- с применением кулачковых и цанговых патронов, центров;
- диапазон оборотов шпинделя и подач, обеспечиваемых суппортом, позволяет проводить обработку деталей с повышенным качеством и нужной шероховатостью поверхности;
- с проведением фрезерных и шлифовальных работ при наличии соответствующих приспособлений и наладок.
Токарный станок ТВ-9

Станки токарной группы получили широкое распространение в машиностроительной и другой производственной промышленности, основное предназначение заключается в обработке тел вращения, некоторые варианты исполнения из-за внесенных изменений могут использоваться и для проведения иных операций, к примеру, нарезания резьбы или растачивание отверстий. ТВ-9 токарный станок предназначается для проведения всех видов токарных работ и нарезания резьбы. Применение современных технологий при производстве токарного станка ТВ-9 определяет высокую точность проводимых работ, при установке соответствующего режимам резания режущего инструмента оператор может выдерживать заданный параметр шероховатости. Модель применима в среднем и мелкосерийном, штучном производстве, имеет ряд отличительных признаков.
Токарно-винторезный станок 250ИТВМ
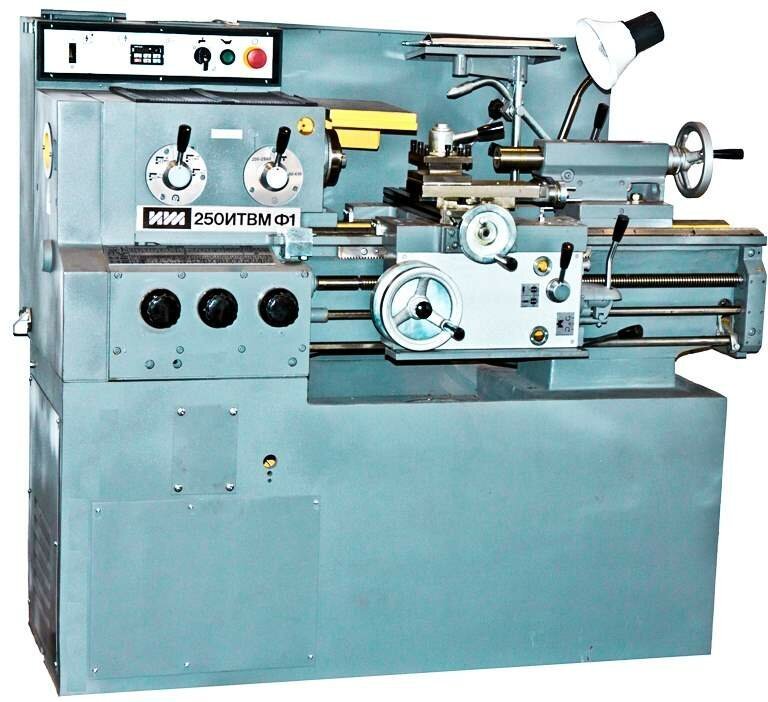
При оснащении цехов по выполнению токарных операций используется токарно-винторезный станок 250ИТВМ, а также широкое применение имеют более современные модификации, изготавливающиеся на этой базе. Разработчиками этого многофункционального устройства являются специалисты машиностроения Ижевска. Станок ИЖ, первоначальная маркировка которого была именно такая, используется для токарных работ в патроне, цанге, также в центрах.
Токарно-винторезный станок 250ИТВМ разрабатывался с целью обработки небольших по размерам заготовок. Технические характеристики станка полностью обуславливают его сферу применения, паспорт этой установки можно обнаружить в небольших мастерских, школьных классах, приборостроительных цехах.
Модель способна гарантировать высокую точность выполняемых операций, если мастер выполняет финишную подгонку либо получистовую процедуру. При осуществлении грубой технологической обработки механизмы токарного станка подвергаются максимальным нагрузкам, что существенно снижает точность.
1Д601 универсальный настольный токарный станок

Для обработки деталей из металла, пластиковых болванок, деревянных заготовок применяется токарный станок по металлу 1д601. Использование этого прибора позволяет работать с небольшими размерами деталей, причем достоинством проведения этих операций считается максимальный комфорт. Рабочую установку можно устанавливать в любом помещении, подойдут даже учебные школьные классы и частные ремонтные мастерские.
Настольный токарный станок 1д601 преимущественно используется для создания единичных заготовок бытового типа. Для массового производства лучше приобретать более громоздкую и промышленную модель. Лимбы устройства регулируют глубину хода главного резца, что улучшает точность.
Даже устаревший токарный станок 1д601, технические характеристики которого остались на первоначальном уровне, не уступает по эффективности обработки заготовок некоторым современным установкам.
Токарно-винторезный станок 1В62Г

Токарно-винторезный станок 1В62Г расположен в группе станкостроительного производства и выпускался в г. Астрахань. На нем можно обрабатывать наружные, внутренние, конические цилиндрические поверхности, а также сверлить, зенкеровать и нарезать резьбу. Резцом резать резьбу на нем можно как метрическую, так питчевую и трубную.
Станки этой группы подразделяются на универсальные и специализированные. Специализированные агрегаты применялись (и применяются) в промышленности, где необходимо крупно — серийное производство. Например, при обтачивании различных деталей для военной промышленности, осей в вагонном хозяйстве. Зажимы заготовок для ускорения делают гидравлическими или воздушными.
Универсальные станки служат для точения различных поверхностей, нарезания канавок, резьбы. На них можно сверлить, зенкеровать, а применяя различные приспособления, даже фрезеровать, долбить, шлифовать. Конечно, это оправдывается лишь в случае, когда нет подходящего оборудования.
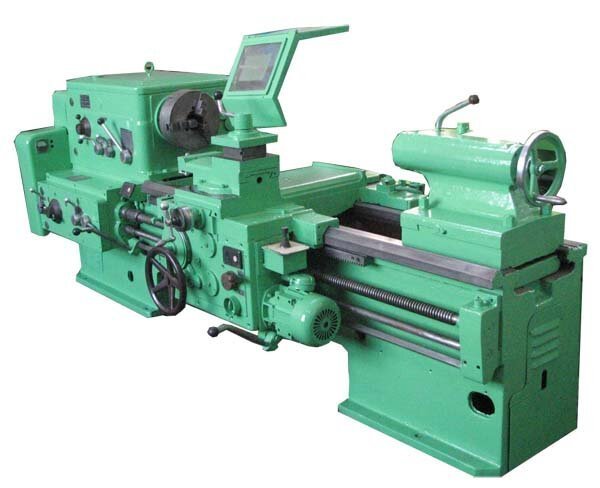
Токарно-винторезный станок 16К20Ф3

Для обработки различных деталей на промышленных предприятиях широко используются токарные станки 16К20ФЗ, которые имеют необходимые технические характеристики. Производство данного типа оборудования было организовано на московском станкостроительном заводе «Красный пролетарий» в 1970-х годах, которое поставлялось во многие регионы страны.
При осуществлении модернизации токарного оборудования 16К20ФЗ комплектуются комплексами с ЧПУ отечественного и импортного производства с заменой электросхемы энергоснабжения. Проводимое переоборудование дает возможность увеличить мощность более чем 2,5 — 3 раза с учетом состояния агрегатов. Целевая модернизация позволяет повысить производительность оснащения, степень автоматизации, сократить время режима изменения заготовок и желательно должна осуществляться одновременно с капитальным ремонтом.
Токарно-винторезный станок ДИП-500 (1М65)
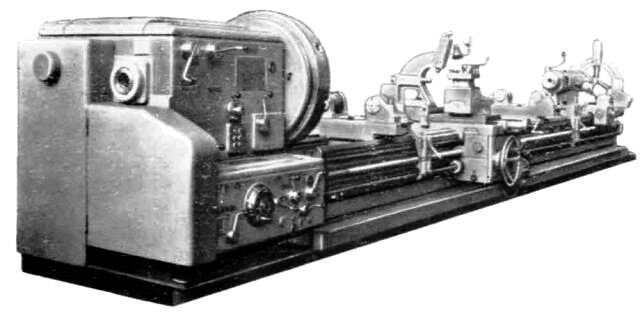
Токарно-винторезный станок ДИП-500 стал выпускаться вместо токарного станка 165-ой линейки. С его помощью стало возможно обрабатывать крупногабаритные заготовки в условиях мелкосерийного и единичного производствах. Благодаря своей высокой надежности и качеству изготовления станок поставлялся на экспорт.
История создания модели
Первым в СССР началу выпуска универсальных токарно-винторезных станков положил завод в Москве «Красный пролетарий» в тридцатых годах двадцатого века. В своих маркировках станков завод имел лозунг станкостроения СССР — ДИП. Расшифровывается эта аббревиатура так – «догнать и перегнать». В дальнейшем ДИП-500 стало выпускать предприятие Рязанского станкостроительного завода в пятидесятых годах двадцатого века, и он получил маркировку 1М65.
Назначение модели
Токарно-винторезный станок ДИП-500 используется для механической обработки металлических и полимерных заготовок (из чугуна, стали, фторопласта и т.п.) типа тел вращения. При помощи этого токарного станка выполняют все виды токарных работ: начиная с подрезки торцов и заканчивая нарезкой различной резьбы.
Описание
Станок ДИП-500 — это оборудование токарной группы, являющийся универсальным, его возможно использовать в различных сферах промышленности для токарных операций для изготовления продукции. С его помощью существует возможность выполнять вышеизложенные работы с нормальной точностью (Н) и высокой производительностью. За все время эксплуатации станок зарекомендовал себя высокой надежностью благодаря качеству изготовления и простотой в обслуживании, а также не требовал к себе высокого внимания, особых условий при эксплуатации.
Современными аналогами ДИП-500 являются такие модели станков как Stalex C6140W, Proma SPF-1000PH/1500PH/2000PH, MetalMaster MLM 460X1500, Jet GH-1840 ZX DRO и ряд других станков.
Токарно-винторезный станок ДИП-300
Первоначальная версия токарно-винторезного станка ДИП-300 была разработана еще в 1932 году. Главным его предназначением в то время была обработка деревянных заготовок, немного позднее обновленную модификацию можно было уже использовать для обработки металлических изделий. Следует отметить, что высокие темпы развития машиностроительной отрасли в послереволюционный период, обусловленные стремительным техническим прогрессом в Европе, привели к изобретению уникального на то время станка, который опередил по всем техническим характеристикам образцы западных аналогов подобного типа. Сокращенное название расшифровывается довольно просто: «Догнать и перегнать». Количественные показатели, используемые в маркировке названия, характеризуют параметры высоты центров. Отличные технические характеристики позволили к 1940 году именно этим моделям ДИП-300 и ДИП-500 получить широкое распространение в большинстве производственных цехов по всей территории страны.
Станки, произведенные на Рязанском станкостроительном заводе, серии ДИП-300, по мере модернизаций получили маркировку 1М63.
Токарный станок ДИП-300 отличается длительным сроком службы. Во время продолжительной эксплуатации оборудование сохраняет изначальную точность при выполнении всех технологических операций. Надежная конструкция шпинделя и каретки токарно-винторезного станка ДИП-300 при наличии жесткой станины обеспечивают высокую точность выполненных работ. На высоких скоростях производится внешнее и внутреннее точение, растачивание, точение конусов, а также нарезание резьбы разных видов: дюймовая, метрическая, модульная и питчевая. Модель позволяет осуществлять многопрофильную токарную работу с изделиями средних и больших размеров в условиях мелкосерийного производства при машиностроительных заводах и цехах.
Учебный токарно-винторезный станок ТВ-16

Учебный токарно-винторезный станок ТВ-16 является малогабаритным оборудованием для обработки деталей из металла. Он разработан для выполнения элементарных токарных операций, таких как точение и растачивание, и работ средней степени сложности, например, нарезание резьбы, сверление отверстий и прочее. Токарный станок по металлу для школы разработан с целью обеспечения промышленного образования молодежи в мастерских различных учебных заведений. Габаритные параметры составляют 115 ×60 × 120 см, вес устройства – 180 кг.
Токарно-винторезный станок 16К20

16К20 – универсальный токарно-винторезный станок нормальной точности, широко распространенный на территории Российской Федерации и СНГ.
Предназначен для выполнения всех основных видов токарных работ, а также выполнения нестандартных операции при использовании дополнительных приспособлений, например, возможно выполнять кузнечную операцию скручивания (торсировку) квадратного проката для изготовления балясин.
Выпускался в бывшем Советском Союзе с 1971 года на предприятии «Красный пролетарий». На протяжении длительного времени 16К20 являлся основным токарно-винторезным станком Советского, а в последствии и Российского машиностроения, сейчас снят с производства, а на достойную замену ему может претендовать белорусский станок ГС526У, технические характеристики которого и вес максимально приближены к своему легендарному прототипу, но значительно усовершенствован: в конструкцию были внесены современные технические и технологические решения, использовались современные материалы при производстве деталей станка, переработаны основные узлы с учетом недостатков предшественника.
Кстати, вес 16К20 меньше, чем вес модели предшественника 1К62.
Данный станок является универсальным и предназначен для механической обработки деталей, которые устанавливаются трех- или четырехкулачковом патроне либо в центрах. Оборудование позволяет выполнять работы, в ручном цикле с оптимальной точностью, с соблюдением безопасности труда.
Школьный токарно-винторезный станок ТВ-4

Токарно-винторезный станок ТВ-4 применяется для обучения учащихся школ, профтехучилищ, техникумов токарному делу. Именно поэтому его иногда в некоторых источниках называют «школьник». На сегодняшний день станки этой модели можно найти в частных домашних мастерских, на мелких ремонтных предприятиях и учебных заведениях.
На станке можно осуществлять классические токарные операции: точения, подрезку торцов, сверления, нарезания резьбы ручным и механическим способами и др.
Станок отличается небольшим весом и является универсальным. Именно поэтому его в основном использовали для обучения в школах, что и стало причиной того, что его называют «школьник».
Токарно-винторезный станок ТВ-4 предназначен для выполнения большого количества операций, основные среди них такие:
рассверливание;
расточка отверстий;
зенкеровка;
расточка наружных поверхностей цилиндрической и конической формы;
нарезка внутренней и наружной, трапецеидальной, упорной и дюймовой резьбы разного шага;
нарезание многозаходной резьбы.
Токарно-винторезный станок 1К62

Давно уже не существует московского завода «Красный пролетарий», но станки, которые он выпускал, благодаря их надёжности по-прежнему работают на постсоветском пространстве. Со временем некоторые детали изнашиваются, а при интенсивном постоянном использовании станок необходимо менять. Найти теперь новый токарный станок 1К62 практически невозможно. Поэтому к основной маркировке (на новых станках) добавляются в конце буквенные обозначения, указывающие на дополнения или изменения в конструкции или характеристиках отдельных узлов агрегата.
Кроме усовершенствованных моделей токарного станка, работающего на протяжении нескольких десятилетий в разных отраслях машиностроения, инструментальных цехах и различных лабораториях по разработке сложных металлических конструкций, на рынке можно найти полные аналоги давно разработанного, но не устаревающего морально токарно-винторезного станка 1К62. Оборудование, произведённое в СССР, безотказно работает по сей день.
Возможности токарно-винторезного станка 1К62 очень велики. На нём можно обрабатывать детали малого диаметра с незначительным весом и просто огромные. При закреплении заготовки в патроне, её вес может доходить до 300 кг. При закреплении детали в центрах, её вес может доходить до 1300 кг.
Читайте также: