Стержни для сварки металла как называется
Обновлено: 04.10.2024
Сварочный, или термитный карандаш — это простое в использовании средство сварки металлических деталей. Он не требует никакого дополнительного оборудования, как электросварка и газосварка, и помещается в кармане. Не нужно также и длительное обучение — применять карандаш может любой домашний мастер. Использовать его можно в походных условиях, в жару и мороз, дождь и ветер. Важно помнить, что сварочный карандаш — средство оперативного устранения неисправностей. Для постоянного использования детали потребуется провести полноценный ремонт.

Принцип действия
Состоит карандаш из спрессованной смеси алюминия и окисла железа. При возгорании такого материала происходит обильное выделение тепла (экзотермическая реакция). С химической точки зрения идет восстановительная реакция Fe из оксида с участием Al. При разрыве молекулярных связей в оксиде и образуется выброс тепловой энергии.
Температура реагентов повышается до такой степени, что восстанавливаемое железо тут же переходит в жидкое фазовое состояние, или попросту плавится. Этот расплавленный металл проникает в отверстия, щели и трещины в соединяемых или ремонтируемых деталях и заполняет их.
Высвобождающиеся из молекул оксида атомы кислорода реагируют с алюминием, образуя окисел алюминия. Он играет роль флюса, препятствуя повторному окислению расплава и нагретых до температуры пластичности областей изделия.
Сварочный карандаш заключает в себе все необходимые компоненты для сварки:
- присадочный металл для формирования материала шва;
- флюс, защищающий сварочную ванну от кислорода и азота воздуха;
- источник тепловой энергии для расплавления металла.
По химическому составу карандаши могут различаться. Вместо алюминия в качестве восстановителя можно применять магний. Металл-восстановитель выбирают в зависимости от того, для сваривания каких сплавов предназначена конкретная модель карандаша.
В карандашах, предназначенных для сварочных работ по деталям большой толщины, в середине вставляют металлический стержень – его металл уйдет на формирование шовного материала.
Разновидности
Производители выбрасывают на рынок множество марок и моделей сварочных карандашей. Не все они сделаны достаточно качественно, у некоторых остается неясен даже химический состав.

Лучше не экспериментировать и придерживаться продукции положительно зарекомендовавших себя за многое годы производителей:
- Термокарандаш для сварки Экстрапайк. Подходит для ремонта и заварки глубоких трещин и сквозных отверстий стальных и алюминиевых, сплавов, а также эмалированной продукции. Осуществляет лужение поверхностей, восстановление эмалевого слоя. Срок хранения практически неограничен, расход при работе достаточно велик.
- Универсальный карандаш Нанопайк. Изготовлен с использованием магния в качестве восстановителя. Может работать с любыми металлами и сплавами. Заметно дороже.
- Экстремал. С его помощью можно отремонтировать детали из металла, как с эмалевым покрытием, так и без него. Доступен по цене. Производитель заявляет, что прочность сварного шва доходит до 70% от шва, сделанного электросваркой.

Сварочный карандаш Экстремал
На рынке представлены и другие марки карандашей, схожие по своему качеству и возможностям.
Технология использования
Процесс применения сварочного карандаша достаточно прост и по силам каждому домашнему мастеру. Последовательность операций следующая:
- Тщательно подготовить поверхность, очистив проволочной щеткой или абразивной бумагой от ржавчины, остатков старой краски и других загрязнений.
- Обезжирить с помощью бензина, уайт-спирита или другого растворителя.
- Снять упаковку с карандаша. Металлическую крышку передвинуть на другой конец стержня — за нее будем держать.
- Не забыть надеть очки (или маску) сварщика и плотные брезентовые (спилковые) рукавицы.
- Спичкой или зажигалкой прогреть и поджечь конец стержня.
- Горящий конец поднести к месту начала сварочного шва и придать к поверхности детали. Вести стержень вдоль линии шва, задерживаясь на одном месте не менее 3 секунд, с тем, чтобы свариваемые кромки успели прогреться до температуры плавления.
- Сварку ведут без колебаний, если правой рукой, то справа налево. При слишком большой скорости ведения сварочный зазор заполнится шлаком, но в него попадет недостаточно расплава для надежного соединения.
По окончании сварочных работ огарок стержня нужно положить на бетон, землю (без сухой травы) и бросить в ведро с водой.
Преимущества и недостатки применения термитного карандаша
К основным достоинствам карандаша для сварки металла относятся:
- Возможность работать в самых стесненных, труднодоступных местах.
- Энергонезависимость — не требуется источников электроэнергии или газа.
- Малогабаритность — помещается в карман спецодежды.
- Для работы не требуется долгого обучения и специальных навыков.
- Может работать как в условиях мастерской, так и в полевых условиях.
- Термостойкость шва — до 180 °С, что делает приспособление незаменимым при ремонте домашней утвари и посуды.
- Дешевизна.

Применение сварочного карандаша
Кроме достоинств, как и у любого реально используемого метода сварочных работ, имеются и недостатки:
- Качество шва ниже, чем при электро- или газосварке.
- Не подходит для выполнения больших объемов работ.
- Высокий расход материала.
Сочетание достоинств и недостатков делает метод прекрасно подходящим для мелкого оперативного ремонта.
С какими металлами может работать
Благодаря своей универсальности сварочные карандаши можно использовать для сварки таких материалов, как:
- конструкционные стальные сплавы;
- листовой оцинкованный прокат;
- чугун;
- сплавы алюминия;
- медные сплавы: бронза, латунь и т.п. ;
- нержавеющие и высоколегированные сплавы;
- термостойкие пластики.

Мелкий ремонт термическим карандашом
Промышленные карандаши специального состава применяют и для сварки других металлов, а также для сварочных работ под водой, в вакууме и других экстремальных условиях.
Подготовка к работе
Тщательная подготовка рабочего места и свариваемых деталей станет залогом высокого качества и безопасности сварочных работ.
Рабочее место необходимо очистить от горючих материалов, ГСМ и других легковоспламеняющихся жидкостей. Свариваемые детали подлежат механической очистке от загрязнений и обезжириванию.
Свариваемые детали необходимо прижать друг к другу и надежно зафиксировать в тисках, струбцинах, других инвентарных крепежных устройствах.
Как соединять горизонтальные швы встык и внахлест
При соединении встык нужно подложить под сварочный зазор пластину из негорючего материала: бетон, кирпич, асбест, массивный металл. Использовать для этого горючие материалы — дерево, фанеру, пластик — недопустимо. В ходе восстановительной реакции достигается температура до 2800 °С
Соединение вертикальных поверхностей
Выполнение горизонтального шва на вертикальных или наклонных поверхностях потребует дополнительной оснастки.
Ее называют «сварочная полка», она закрепляется струбцинами или сварочными магнитами вдоль линии шва на 3-5 мм ниже и предотвращает стекание расплава по детали вниз.
Резка металлов
Карандашом можно не только сваривать, но и резать металл. При этом карандаш ведут вдоль линии реза медленнее, чем при сварке. Подкладочные плиты не используют, чтобы расплав мог свободно вытекать из линии реза.
Изготовление своими руками
Карандаши свободно продаются в общестроительных и специализированных сварочных магазинах. Кроме того, их вполне можно изготовить и самостоятельно.
Для начала потребуется проволока из углеродистого стального сплава. Отлично подходит стержень от электрода для ручной электросварки. С него нужно сбить флюсовое покрытие.

Электроды для ручной сварки
Состав для собственного покрытия содержит:
- одну часть опилок алюминия;
- три части железной окалины;
- Связующее — клей момент или другой прочный клей.
Приготовление состава проводят в прочной и устойчивой посуде из стекла или глины. Стержень от электрода (или нарезанные по 15 см куски проволоки) окунают в смесь и вращением вокруг оси стержня наматывают на него слои состава.
Один конец оставляют чистым — он будет играть роль ручки. На другой будет нанесена смесь для розжига. Ее готовят в отдельной емкости в следующей пропорции:
- 1 часть бертолетовой соли;
- 2 части измельченного до состояния опилок алюминия.
После тщательного перемешивания и добавления такого же клея до поучения густой вязкой массы из нее скатывают небольшие шарики, которые и насаживаются на предназначенный для розжига конец карандаша. Время высыхания — до получаса (или как указано в инструкции к клею).
Наш сварочный карандаш готов, можно начинать проверку и сварочные тренировки.
Сферы применения
Сфера применения карандашей для сварки самая широкая. Они позволяют сваривать черные и цветные металлы в любом положении и практически в любых обстоятельствах, от условий мастерской до полевых и экстремальных. Средство широко используется в следующих областях:
- Монтажные и аварийные работы в труднодоступных местах и в чрезвычайной обстановке.
- Оперативный ремонт транспортных средств (автомобильных, водных, железнодорожных) в местах их поломки.
- Ремонт рельсового пути, стрелок и переходов.
- Пайка медных проводов и других электрокомпонентов.
- Ремонт трещин в компонентах отопительных систем.
- Ликвидация утечек в магистральных и распределительных трубопроводах.
- Ремонт чугунных и бронзовых отливок промышленного и декоративного назначения.
- Ремонт строительной и сельскохозяйственной техники на удаленных площадках.

Паяльный карандаш вмиг
Особенно широко сварочные карандаши применяют при ремонтах рельсового хозяйства. Их использование позволяет проводить текущий ремонт исключительно оперативно, недорого и с минимальными задержками движения поездов.
Важно помнить, что карандаш предназначен для оперативного, временного ремонта на большом удалении от ремонтных предприятий или в чрезвычайных обстоятельствах. Для постоянной эксплуатации следует провести качественный ремонт с помощью электро- или газосварки.
Правила безопасного пользования
Несмотря на крайнюю простоту своего устройства и применения, сварочные карандаши представляют собой реальную угрозу для здоровья, жизни людей и для сохранности материальных ценностей. Чтобы избежать трагических последствий, следует строго соблюдать меры безопасности:
- Тщательно подготовить рабочее место, убрать все горючие и легковоспламеняющиеся вещества и материалы.
- Надежно закрепить заготовки или ремонтируемое изделие в тисках, зажимах, струбцина и т.п. Варить на весу категорически недопустимо.
- Использовать для подкладок под шов и сварочных полок только негорючие материалы.
- Обязательно применение средств индивидуальной защиты: очки или маска сварщика, брезентовые рукавицы или спилковые перчатки — краги, плотная одежда и прочная обувь, не оставляющая открытых участков кожи.
- При поджиге и сварке следует прочно удерживать карандаш. Вести его вдоль линии шва плавно, без рывков. Ходить по мастерской с горящим карандашом недопустимо
- При сварке на вертикальных и наклонных поверхностях, а также при резке металла внимательно следить за тем, чтобы расплавленный металл не стекал в вашу сторону и не брызгал по сторонам.
- По окончании сварки огарок следует бросить в заранее подготовленное ведро с водой или с песком. В крайнем случае — на бетонный или земляной пол. Не покидайте рабочее место, не убедившись в том, что огарок прогорел полностью.
Правильное использование недорогого и простого в обращении варочного средства сделает работу с ним удобной и безопасной.
Термитный карандаш для сварки своими руками


Со временем любой, даже самый прочный сварной шов может разрушиться, при этом изделие потеряет не только эстетическую привлекательность, но и практические свойства. Не всегда есть возможность выполнить ремонт с использованием полного комплекта сварочного оборудования, и в таких ситуациях выручает сварочный карандаш, так же называемый паяльно-сварочным стержнем. С его помощью можно выполнить быстрый и относительно долговечный ремонт даже в экстремальных условиях.
В этой статье мы подробно расскажем, что из себя представляет карандаш для сварки металла, как использовать его в своей работе и какие нюансы следует учесть.
Общее описание сварочного карандаша
Паяльно-сварочные стержни представляют собой цилиндрические изделия, похожие на карандаш, состоящие из сгораемой оболочки и эзотермической смеси, которая, в свою очередь, включает в себя припой и сварочный флюс. Для работы со сварочными стержнями их необходимо поджечь с помощью спичек или зажигалки, после чего оболочка сгорает и начинается выделения припоя с флюсом. Поэтому сварочный карандаш также называют термическим карандашом.

С помощью термического карандаша можно не только паять, но и резать металл. Его свойства могут отличаться в зависимости от производителя. Мы подробно рассказываем об этом в разделе «Популярные производители».

Термитный карандаш для сварки — что это такое?
Термитный карандаш — это специальное приспособление для сварки металлов без электричества и газа. Принцип работы термитного карандаша основан на возникновении высоких температур в момент горения, таких, от которых начинает плавиться металл.

Используя термитный карандаш, как паяльник без олова, им можно варить тонкие металлы и небольшие металлические заготовки. В общем, это очень удобное приспособление, в тех случаях, когда нет возможности использовать электросварку.
Сварочный стержень широко используется для вертикальных, горизонтальных и наклонных швов. Умельцы находят им применение в различных сферах:
- Проведения ремонта в экстремальных условиях, когда невозможно использование полноценного сварочного оборудования.
- Временного автомобильного ремонта.
- Быстрого сваривания медных проводов.
- Временного ремонта радиаторных батарей и труб отопления.
- Устранения сколов на изделиях из бронзы и чугуна.
- Для пайки и резки стали, алюминия, меди и толстого пластика.
Как использовать сварочный карандаш
Применение термического карандаша требует предварительной подготовки. Очистите место будущей пайки или резки от ржавчины, грязи, краски и пятен. Затем нужно поджечь карандаш с помощью спичек или зажигалки. Держите карандаш над пламенем до тех пор, пока из него не начнет выделяться припой и флюс, их нужно нанести на поврежденные участки детали.
Обратите внимание! После того, как припой и флюс нанесены на деталь, они могут искриться. Соблюдайте технику безопасности, используйте защитные перчатки, очки и одежду. Рекомендуется держать термические карандаш в зажиме или плоскогубцах на расстоянии, чтобы не получить ожоги.
Затем подождите 15-20 секунд и прижмите карандаш к месту, куда вы предварительно нанесли припой и флюс. Это необходимо для окончательного сваривания детали. Готово! Для лучшего результата можно использовать струбцину, плотно зафиксировав свариваемые детали, если это необходимо.
Об использовании изделия
Перед началом ремонтных работ соединяемые детали подготавливают. Рабочую область очищают от воспламеняющихся веществ, загрязнений и жирового налета. Детали плотно прижимают друг к другу, закрепляют с помощью струбцины или тисков.

При использовании изделия соблюдают следующие правила:
- Тщательно подготавливают место для работы. Убирают все воспламеняющиеся материалы, вещества.
- Детали никогда не сваривают на весу.
- Обязательно используют средства защиты. Специальная маска предотвратит ожоги кожи лица. Плотные перчатки защитят руки от воздействия горячего расплава. Рабочий костюм не должен оставлять открытых участков тела.
- При розжиге и нанесении изделие плотно удерживают специальным устройством. По шву его ведут плавно, без резких движений. Ходить по помещению с горящим стержнем нельзя.
- Металл не должен брызгать в стороны или попадать на руки мастера.
- Остатки карандаша нельзя бросать на пол. Рабочее место покидают только после догорания.
Соединение по горизонтальному шву
При сваривании деталей по такой технологии под шов подкладывают пластину из огнеупорного материала — кирпича, бетона, толстого металла.
Использование деревянных или пластиковых подложек запрещено. Восстановительная реакция сопровождается повышением температуры до 2800 °С.
После установки свариваемых деталей выполняют следующие действия:
- Отгибают край упаковки карандаша для термосварки. Нижнюю часть закрепляют держателем.
- Разжигают термитную смесь, которая должна стать рыхлой. Конец стержня устанавливают на соединение, круговыми движениями наносят расплавленную массу.
- Через 3-4 секунды выравнивают шов, придавая ему нужную форму.
- Остатки средства помещают в холодную воду или снег. Они догорят до места установки держателя.

Вертикальные поверхности
Для сварки в таких условиях требуется дополнительное оборудование, в противном случае расплав будет стекать.
Полку фиксируют магнитами или заклепками, располагая параллельно линии шва или на несколько миллиметров ниже.
Резка металлов
Термокарандаш используют не только для соединения, но и для резки металлических листов и прутков. Стержень ведут по линии с меньшей, чем при сварке, скоростью. Подложку не ставят, расплав не должен оставаться в разрезе.
Преимущества работы со сварочным карандашом
Сварочные стержни обладают следующими достоинствами:
- Для проведения сварочных работ нужен лишь открытый огонь, в отличие от сварочного аппарата, которому необходимо электричество.
- Он не занимает много места и устойчив к перепадам температур, поэтому является частым компаньоном в походах.
- Можно осуществить ремонт в любом месте: от собственной квартиры до совсем полевых условий.
- Ремонт не занимает много времени и спустя пару минут изделием уже можно пользоваться снова, к тому же соединение получается герметичным и относительно долговечным.
- Доступная цена (в среднем от 50 до 200 рублей за упаковку).
К существенным преимуществам данного метода экстренного ремонта относятся следующие позиции:
- сварной карандаш помещается даже в самые труднодоступные места;
- он не требует подключения к электричеству;
- из-за минимальных размеров его можно переносить даже в кармане куртки;
- работа со стержнем настолько проста, что не требует каких-либо специализированных умений;
- припой позволяет осуществить сварку как в домашних, так и в полевых условиях;
- созданный сварной шов устойчив к термической обработке до 180 градусов;
- стоимость самого карандаша крайне мала.
Рекомендуем! Типы и классификация электродов для сварки
Средство создает видимость палочки-выручалочки на все случаи жизни, однако у него все-таки есть и недостатки:
- если объем необходимого ремонта слишком большой, то может потребоваться сразу несколько карандашей, которые попросту могут не оказаться под рукой;
- большая затратность материала, как и при обычной контактной сварке, только вместо электродов расходуется сам карандаш.
Популярные производители
Существует множество производителей сварочных стержней, но мы остановимся на трех популярных. Каждый из производителей вносит свои коррективы в состав и характеристики карандашей, поэтому они могут иметь отличия.
Сварочный карандаш Оксал. Это самая популярная марка карандаша, с помощью него можно произвести ремонт в широком диапазоне температур, так что даже знойным летом или холодной зимой сварочный карандаш Оксал сохраняет свои характеристики. У новичков сварочный карандаш Оксал пользуется большой популярностью, поскольку работать с ним проще всего. Он универсален и может использоваться для любого ремонта, поскольку температура сварки находится в районе 3000 градусов по Цельсию.

Сварочный карандаш Нанопайк. В отличие от сварочного карандаша Оксал, Нанопайк чаще всего применяют для ремонта пластиковых деталей и посуды, или для ремонта кровельных покрытий. Один карандаш можно использовать многократно, расход довольно экономный.
Так же популярен сварочный карандаш Экстремал. Он схож с Нанопайком, но стоит в половину дешевле. Однако, имеет один существенный недостаток: получаемое соединения не отличается большой надежностью и долговечностью, так что его лучше использовать для временного ремонта.

Конструкция и принцип определения температуры
Термоиндикаторные карандаши (или термокарандаши) предназначены для определения температуры поверхности подвергающихся нагреванию твердых тел. Термокарандаш представляет собой стержень, состоящий из лакополимерного композита. Стержень вмонтирован в металлический корпус, снабженный карманным держателем. Материал стержня плавится при определенной температуре, называемой номиналом карандаша. Номинал указан на корпусе карандаша. Для определения момента достижения определенной температуры на контролируемую поверхность наносят метку термоиндикаторным карандашом соответствующего номинала. Метка получается сухой и рассыпчатой. Когда температура поверхности достигнет значения, соответствующего номиналу карандаша, метка расплавляется и превращается в глянцевый мазок. Глянцевый вид мазка сохраняется и после охлаждения поверхности. Применение термоиндикаторных карандашей Термоиндикаторные карандаши применяются для измерения температуры поверхностей при производстве, сварке, горячей штамповке, отжиге металла, для контроля температуры паропроводов, внешних футеровок печей и сушильных камер, электродвигателей, редукторов, теплообменников и т. д. В настоящее время на российском рынке можно найти термоиндикаторные карандаши нескольких торговых марок. Они несколько отличаются по техническим характеристикам и, в первую очередь, по составу термоиндикаторного вещества. К очевидным преимуществам термоиндикаторных карандашей Tempilstik (Tempil Inc, США) относится меньшая погрешность, всего 1%. При этом термокарандаши Tempilstikсчитаются самыми точными в мире. Помимо термокарандашей корпорация Tempil выпускает разнообразную термоиндикаторную продкуцию: покрытия, краски, наклейки. Использование термоиндикаторных карандашей позволяет определять температуру в широком диапазоне температур с небольшим шагом. В наиболее «ходовом» диапазоне 40-250 ºС карандаши выпускаются с шагом в 5 градусов. Это позволяет их использовать не только для индикации, но и для измерения температуры.
Преимущества термоиндикаторных карандашей по сравнению с другими методами контроля температуры
- Контроль температуры на участках с ограниченным доступом
- Компактность
- Точность — погрешность измерения ± 1 %
- Надежность (не чувствительны к механическому и электрическому воздействию, колебаниям температуры окружающей среды, влажности
- Отсутствие источника питания
- Долговечность (один маркер рассчитан на нанесение меток общей длиной до 500 м).
- Не требуют дополнительных настроек на температуру окружающей среды и коэффициент излучения
- Низкая стоимость одного измерения (по сравнению с пирометрами и термопарами)
- Лёгкость применения
- Безопасность для здоровья (не содержат соединений серы и свинца)
Особенности использования термокарандашей
- Не следует обращать внимание на изменение цвета метки, поскольку критерием, определяющим температуру поверхности, является начало плавления метки
- Не рекомендуется применять термокарандаши в зоне воздействия открытого пламени (в огневой зоне печей, сушильных агрегатов), поскольку возможно испарение метки
- После охлаждения поверхности метка сохраняет внешний вид, приобретенный ею при плавлении, и для определения температуры повторно использоваться не может
- При измерении температуры, штрихи наносятся один вблизи другого несколькими термоиндикаторными карандашами разного номинала
- При длительном воздействии температуры, не превышающей номинал, метка может испариться или сорбироваться поверхностью. Поэтому для постоянного контроля температуры необходимо периодически наносить новую метку
- Наборы термоиндикаторных карандашей поставляются по 10 и 20 штук в наборе
Способ применения карандашей Tempilstik
Проведите карандашом по металлической поверхности так, чтобы карандаш оставил метку на металле. Метка от карандаша будет плавиться, когда температура металла в данном месте достигнет значения, указанного на карандаше.
Как пользоваться сварочным карандашом

МАТЕРИАЛЫ
Сварочный карандаш – средство для быстрого соединения металлических конструкций. Для его применения не требуется вспомогательное оборудование. Пользоваться им сможет любой человек, однако нужно помнить, что термитный карандаш подходит только для устранения мелких дефектов. Для капитального ремонта его применять нельзя.

Описание устройства и сфера применения
Термокарандаш для сварки содержит следующие компоненты:
- Металл, формирующий шовный материал. При горении оксида железа выделяется большое количество тепла. Температура увеличивается до плавления восстанавливаемого металла. Жидкий расплав закрывает трещины и щели в ремонтируемом изделии.
- Флюс, препятствующий проникновению воздуха в сварочную ванну. При горении от молекул оксида железа отделяются атомы кислорода. Вступая в реакцию с алюминием они образуют окисел, играющий роль флюса, не дающего расплаву изменять физические свойства.
- Источник тепла для плавления металла.
Химический состав бывает разным. Иногда роль восстановителя играет магний. Основа подбирается в зависимости от типа свариваемого сплава. Карандаши, предназначенные для ремонта толстых деталей, снабжены металлической сердцевиной, формирующей шовный материал.
Устройства подобного вида используются в походных условиях: для ремонта железных лодок, запаивания кузова автомобиля, установки навеса или треноги. В бытовых условиях термокарандаш применяют при сваривании частей забора, труб или радиаторов отопления.
Средство используют и в следующих случаях:
- монтажные и ремонтные работы в сложных условиях;
- срочный ремонт автотранспорта на месте поломки;
- сварка рельсов, переходов, стрелок;
- пайка электрических проводов;
- устранение течи в магистральных трубопроводах;
- ремонт литых деталей декоративного типа;
- устранение неисправностей специальной техники.

Разновидности сварочных карандашей
В продажу поступают следующие средства:
- Карандаш для сварки металлов «Экстрапайк». Разновидность используется для устранения пробоин, трещин или щелей в алюминиевых, стальных и эмалированных конструкциях. Средство лудит поверхности, восстанавливает эмалевое покрытие. Срок годности неограничен, единственным недостатком является большой расход.
- Универсальное сварочное средство «Нанопайк». Восстановителем здесь является магний. Карандаш используют для пайки любых металлов или сплавов. Недостаток – высокая стоимость.
- «Экстремал». С помощью этого средства ремонтируют эмалированные и не обработанные металлические изделия. Оно отличается доступной стоимостью, универсальностью. Прочность шовного материала достигает 70% от показателя надежности электросварного соединения.
Какими характеристиками обладает
Стандартный термокарандаш для сварки имеет следующие характеристики:
- масса – 100 г;
- температура плавления – 2900 °С;
- время горения – 30 секунд.
.jpg)
При сваривании деталей по такой технологии под шов подкладывают пластину из огнеупорного материала – кирпича, бетона, толстого металла.
Использование деревянных или пластиковых подложек запрещено. Восстановительная реакция сопровождается повышением температуры до 2800 °С.

Полку фиксируют магнитами или заклепками, располагая параллельно линии шва или на несколько миллиметров ниже.
Преимущества и недостатки использования
Термокарандаш не имеет аналогов из-за следующих преимуществ:
- простота применения;
- полная независимость от электричества или топлива;
- компактные, в сравнении с традиционным сварочным аппаратом, размеры;
- возможность изготовления сварных конструкций любой сложности;
- способность работы с разными металлами;
- устойчивое горение, позволяющее сваривать мокрые поверхности.
К недостаткам относят невозможность контроля качества шва, выделение токсичных веществ в процессе сварки. Из-за большого расхода и высокой стоимости ремонт становится затратным, поэтому карандаш не применяют при объемных работах. При нарушении целостности упаковки смесь тянет влагу, поэтому массу бывает сложно поджигать.
Как используются графитовые электроды

Электроды для сварки
Соединить элементы из стали и сплавов можно при помощи сварки. Для проведения процедуры используют расходные материалы, свойства которых соответствуют характеру выполняемых работ – например, графитовый электрод. Соединения, созданные таким способом, получаются прочными, отличаются хорошей электропроводимостью, долговечны.

Производственный процесс и ГОСТы
Электроды с графитным покрытием производят в соответствии с ГОСТ Р МЭК 60239-2014. Для их изготовления применяют малозольный кокс нефтяной, к которому присоединяют электродный бой – примерно десятую часть от общей массы. Для связывания составляющих используют каменноугольный пек.
Для получения продукции исходные материалы дробят, накаливают, подвергают измельчению. Затем их распределяют на фракции, дозируют, перемешивают с добавлением скрепляющего материала.
После получения электродной массы ее загоняют под пресс, в результате получают «зеленые» электроды. Их высушивают, отправляют на обжиг, выполняют графитизацию и механическую обработку.
После проведения обжига электродов в соответствии с технологией связующее вещество становится коксом. У него меняются свойства, повышается электро- и теплопроводность, улучшается механическая сопротивляемость.
Процесс графитизации выполняется при температуре +2700…+2900ºС, по времени может занять 100 или более часов. Для нагревания применяют электроды и углеродистую засыпку, которая обеспечивает защиту от окисления.
После окончания технологического процесса образуется графит с кристаллической структурой, примеси восстанавливаются и улетучиваются. Характеристики твердости и электросопротивления понижаются, что способствует улучшению процесса механической обработки. Чтобы замедлить скорость расходования изделий, выполняется пропитывание специальными веществами, помогающими защититься от окисления.
Покрытия, выполненные на основе кремния, железа и алюминия, образуют защитную пленку из оксидов. Это уменьшает потери в результате окислений. Использование алюминия помогает понизить сопротивление электродов, у тока плотность повышается и составляет 21-25 А/см².
Классификация электродов из графита
На современном рынке представлены разные марки графитированных изделий, которые отличаются по виду материала, использованному для изготовления. Это в основном графит, но качество его не одинаковое.
Используя разные сорта, получают такие изделия:
- Графитированные стержни для сварки.
- Коллоидно-графитовые изделия.
- Пропитанные – для комплексов «ковш-печь».
- Специальные – для работы с агрегатами высокой мощности, которые используют в крупной промышленности.
Чтобы технологические процессы проходили в нужной последовательности, подбирать материалы надо правильно. При этом учитывается, какой тип электродов подходит для процессов, осуществляемых на производстве.
Рекомендуем к прочтению Общие характеристики и конструктивные особенности наплавочных электродов типа Т590
Графитированные разновидности удобно применять на металлургических предприятиях. Такие электроды способны обеспечить ввод электрической энергии в процессах, которые связаны с повышенными температурами.

Состав электродов из графита и качественные свойства
Электроды для сварки из графита сконструированы из 2 рабочих частей, между которыми размещена прокладка. В состав основных элементов может входить прессованный уголь, алюминий и т.д. Особенность графитовых электродов заключается в способности без задержки проводить ток, стойком выдерживании повышенной температуры.
Прочие достоинства материалов таковы:
- Доступная цена.
- Не прилипают к изделиям при прогревании.
- Стойкость к появлению трещин.
- Небольшой период нагревания.
- Чтобы образовалась стойкая полноценная дуга, хватает силы тока в 5-10 А.
- Соединение термостойкое, не портится под действием коррозии.
Для проведения работ с использованием графитовых электродов могут применяться сварочные аппараты инверторного типа.
С примесью угля
Электроды из графита могут иметь в составе уголь или кокс с особым содержанием. У качественных изделий правильная форма, поверхность лишена трещин и дефектов. Во время проведения сварки они не растрескиваются.
Работу с использованием таких электродов осуществляют при постоянном токе прямой полярности. Дуга получается стойкой, длина – 6-15 мм. Угольные изделия для улучшения свойств и расширения области применения можно подвергнуть графитированию методом термообработки.
С добавлением меди
Для сваривания элементов из меди используется модификация с названием «карандаш». Это медно графитовый электрод, который производят в разных видах:
- Круглый – подходит для работы во многих сферах.
- Бесконечный, применяемый в качестве экономичного варианта.
- Плоский – с квадратным или прямоугольным сечением.
- Полукруглый – подойдет для выполнения резки.
- Полый – удобен для формирования канавок, строжки.
Разнообразие модификаций допускает расширение области использования изделий.

Плюсы и минусы использования
У графитного электрода можно перечислить такие достоинства:
- Повышенная стойкость к влиянию тока.
- Хорошая электропроводность, обеспечивающая минимум потерь расходных материалов.
- Нет окисления при повышении температуры, что увеличивает срок службы электрода.
- Не требуется применять при работе специальные держатели – достаточно простых.
- Действие изделий ограниченное, для использования в особых условиях надо приобретать дополнительные материалы с разной формой наконечников.
- Диаметр стержней – от 6 мм, поэтому при необходимости выполнить тонкое соединение возникают сложности.
При выборе электродов надо руководствоваться условиями, в которых предстоит их использовать. Если свойства графитовых не подходят для выполняемых работ, нужно найти другой вариант.
Чем графит отличается от угля
Графитовые стержни для работ по свариванию проводов считаются более практичными, чем угольные. При обработке они удобнее и смогут обеспечить прочное, долговечное соединение.
У изделий с угольной обмазкой электропроводность ниже из-за повышенного сопротивления. Работа с ними требует от оператора наличия опыта, поскольку во время процесса образуется дуга с повышенной температурой, способная разрушить свариваемую скрутку.
Графитовые электроды серого цвета, с легким оттенком металла. Угольные – черного. Чтобы работать с ними, часто используют держатели. Это немного осложняет процесс сварки.
Для проведения сварочных работ с использованием инверторного аппарата, дополненного регулятором усиления, лучше выбирать расходные материалы из графита. Швы, полученные с их помощью, получаются более прочными, чем при сварке угольными электродами, у них высокая сопротивляемость к окислению.
Область применения графитированных электродов
Графитовые электроды нужны при разных операциях. Они применяются при проведении обработки поверхностей перед сваркой, резкой заготовок, зачистки кромок деталей из металла.
Их также используют при плавлении чугуна, сплавов, для дуговых печей. Наличие ниппелей облегчает соединение стержней между собой. Такая подготовка позволяет отладить подачу расходных материалов для сварки в печах.
Используя графитовые стержни для сварки медных проводов и дуговой резки, можно уменьшить количество брака и дефектов швов.
Они подходят и для проведения таких операций:
- Сварки элементов из цветного металла.
- Заваривания дефектов, полученных из-за нарушений технологии литья.
- Наплавления элементов из твердого сплава на металлическую основу.
Электроды для сварки могут использоваться с присадкой, которая подается во время проведения работ или помещается в место, где располагается шов.
Чтобы уменьшить окисление элементов во время сваривания, необходимо выполнить такие действия:
- Для печей обеспечить герметичность.
- Температуру поверхности электродов ограничить в допустимых пределах.
- Использовать защитные покрытия.
- Снизить длину нагретой части, тщательно продумывая размещение печного свода.
- Обеспечить улучшение свойств электродов.
Для работы со сверхмощными дуговыми печами допускается применение стержней из меди с наконечником из графита.

Расход электродов и регулирование тока при работе
Регулирование тока для сваривания проводов выполняют в диапазоне 30-120 А.
Точную мощность должен определить сварщик, руководствуясь следующими факторами:
- При соединении одной жилы с другой, если их диаметр составляет 1,5 мм, аппарат настраивают на 70 А.
- Если выполняется сварка 3 проводов с таким же сечением, должен быть установлен ток 81-91 А.
- Чтобы соединить 3 жилы 2,5 мм, настраивают силу тока на 81-101 А.
- Для 4 жил 3 мм ток надо установить на 101-121 А.
Результат, достигаемый при сварочных работах с использованием графитовых стержней, во многом зависит от опыта мастера.
Требования к безопасности при работе
Углеграфитовые электроды требуют соблюдения правил техники безопасности:
- Провода должны быть обесточены перед проведением сварки.
- Необходимо использовать средства индивидуальной защиты – это может быть специальная одежда и обувь, маска, перчатки.
- Участок, на котором выполняются работы, должен быть освобожден от легковоспламеняющихся предметов.
- После окончания сварочных работ выполняйте изоляцию скруток. Для этого применяется изолента или термоусадочные трубки. Их надевают на провода и прогревают с помощью фена.
Соблюдая такие рекомендации для сварки медных проводов, можно легко выполнять качественное соединение элементов.
.jpg)
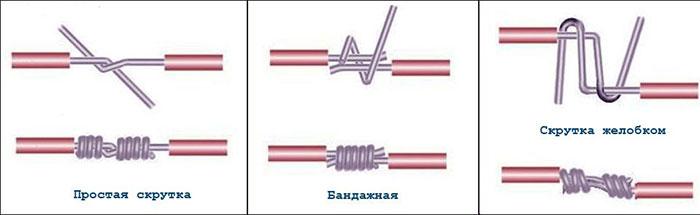
Технология создания скруток с последующей сваркой
К участку, где скрутка выходит из изоляции, необходимо подсоединить металлический радиатор – это помогает не допускать плавления изоляции. Чаще других выбирают элементы из меди. Она обладает высокой теплопроводностью. Перед тем как начинать варить жилы проводов, надо выполнить подготовку.
Поверхность проводов зачищают от изоляции. Скрутка должна быть максимально плотной, чтобы витки находились в тесном контакте. Оптимальной длиной для нее считается 5-6 см.
Такие предосторожности облегчают сваривание скруток жил проводов с электродами для любых металлов.
Алюминиевые провода
Соединение алюминиевых проводов проводят с помощью флюса. Это порошок, помещенный внутрь проволоки, который способен расплавлять и продуцировать защитный газ. При таком способе сварные кромки защищены от окисления из-за контакта с кислородом.
Силу тока для проведения сварочных работ выставляют с использованием регулятора. Опытные мастера при выполнении соединений могут просто выжидать нужное время для удержания дуги.
Медные жилы
При выполнении скруток из медных жил концы их отрезают на одном и том же расстоянии.
Там, где радиатор будет фиксироваться к проводам, нужно присоединять зажим массы агрегата, затем подносить к подрезанным краям графитовый электрод. Контакт при этом не должен занимать много времени – оптимальной длительностью считают секунду. За этот период воздействия на месте окончания скрутки формируется расплавленный медный шарик.
.jpg)
Модели графитовых электродов
Графитированные электроды для электродуговых печей:
- ЭГС – в составе каменный пек, игольчатый кокс. Применяют такие материалы в основном для рафинировочных приборов.
- ЭГ – изготовлены с добавлением нефтяного кокса и каменноугольного пека. Такие электроды нужны в промышленной сфере, если плотность тока не превышает 25 А/см².
- ЭГП – электродный стержень, применяемый для резки. Состав как у ЭГ. Чтобы получить хороший результат, выполняется дополнительная пропитка изделия.
- ЭГСП – в состав входят каменноугольный пек, игольчатый кокс. Диаметры изделий могут различаться, от них зависит удельное электросопротивление.
В аббревиатурах буквы расшифровываются так: «Г» – графитированный стержень, «П» – пропитка, «Э» – электрод. «С» означает «специальный», такие изделия допускается использовать не в одной, а в нескольких сферах.
Какие бывают электроды для сварки

Для восстановления различных изделий из металла основным инструментом стали электроды для сварки. Однако с развитием технологии сфера их применения расширилась.

Назначение и классификация
Такая продукция популярна как на крупных предприятиях, так и среди частников. Кроме того, популярные разновидности и существующие марки электродов используются для одинаковых целей.
Поэтому до того, как приступить к cварке, надо знать, какие расходники потребуются в том или ином виде деятельности:
- при ремонте;
- соединении деталей;
- устранении трещин;
- наплавлении металла;
- для резки.
В каждом отдельном случае потребуется особое вещество, которое вводится в состав электрода или его покрытия. Поэтому назначение и цена каждой разновидности отличаются. Разнообразие продукции привело к тому, что появилось много нестандартизированных названий, круг применения которых узок.
Поэтому основным классификатором стал материал стержня, из которого продукция сделана.
Из неметаллических вариантов можно выбрать:
- для пайки меди;
- угольные для резки плавления отверстий в различных марках стали;

Металлические бывают неплавящимися и плавящимися. К первым относят группу товаров, которые сами непосредственно не участвуют в создании сварочного шва:
- для работы в аргоновой среде;
- лантанированные с высокостабильной дугой и низкой температурой расплавления;
- торированные с повышенной стоимостью к коррозии;
- иттрированные с повышенной стойкостью.
Плавящие электроды непосредственно расплавляют кромки соединяемых деталей.
- 5 марок углеродистых, 23 легированных и 28 высоколегированны стальных;
- чугунные;
- из цветных металлов – меди, бронзы, алюминия.
Одним из главных классификаторов стала химическая составляющая.
Исходя из этого можно выделить такие разновидности:
- Руднокислые с повышенной скоростью плавления. Используются для инверторных и трансформаторных аппаратов, что делает их самыми распространенными среди прочих марок. При сварке выделяют много едкого дыма, что разрушает здоровье операторов и требует принятия повышенных мер по охране труда.
- Рутиловые с добавкой двуокиси титана. Более безопасные, чем предыдущие. Характеризуются низким разбросом окалины и формируют аккуратный шов.
- Смешанные рутил-целлюлозные.
- Фтористо-кальциевые для работы с постоянным обратным током.
- Органические с целлюлозным покрытием. С ними сварщику удобно работать в любой позе, с постоянным и переменным током.
- Ильменитовые с плавной и стабильной дугой.

Состав и свойства электродов
Самое важное свойство в разделении сварных расходников по типу сварки, для которого они пригодны. Необходимо рассматривать самые широко используемые из них.
Для точечной сварки
При таком способе соединения в качестве шва выступает точка размером с диаметром рабочей поверхности стержня. Чаще всего это металлический электрод с основой из меди, изготовленный в соответствии с ГОСТом-14111-90. Окружность его изменяется от 10 до 40 мм.
Для выполнения работ необходимо точно подобрать его размер и тип рабочей поверхности:
- цилиндрический;
- конический;
- сферический или со скошенным рабочим концом;
- с переходным цилиндрическим участком;
- сплошной или составной.
Мастера иногда сами затачивают электрод, но при этом нужно удостовериться в соответствии инструмента предъявляемым требованиям и по мере необходимости выбраковывать неподходящие экземпляры.
Это происходит при увеличении рабочей зоны более чем на 20% от первоначального габарита.
Преимуществами подобного вида сварки стали:
- простота выполнения;
- эстетика сварочного пятна;
- высокая производительность;
- использование инверторов в процессе работы.

Недостатком считается низкая герметичность шва.
Для ручной дуговой
В этом случае следует рассматривать характеристики обмазки, которая применяется для стабилизации дуги во время выполнения операции. Каждая из классификаций сварочных электродов здесь предусматривает каждую особенность как материала свариваемых деталей, так и свойства покрытия, позволяющего выполнить наиболее качественный шов.
Среди электродов для дуговой сварки выделяются самые популярные:
- Легированные, с химическими добавками для улучшения эксплуатационных характеристик. У подобного инструмента в маркировке имеется буква Т.
- Если в названии стержня есть литера У, то в процессе производства использованы металлы с повышенным содержанием углерода. Подобные соединения увеличивают механическую прочность соединения на разрыв до 600 МПа.
- Популярны электроды из конструкционной стали, помечаемые знаком Н. Они предназначены для напайки металлов для усиления специализированных эксплуатационных качеств соединения.
Другие виды
Для ручной и электродуговой сварки существуют не только электроды в виде отдельных стержней.
В зависимости от потребностей и условий работы в качестве расходников можно применять:
- Сварочную проволоку из медного, алюминиевого сырья. Она изготавливается в соответствии с ГОСТом 2246-70, который допускает 77 разновидностей сердечников – низкоуглеродистых, низко- и высоколегированных, цветных металлов. Толщина стержня составляет 0,3-12,0 мм в случае ручного применения, до 3 мм для полуавтоматов и 2,5 мм для автоматической сварки. Для наплавочных работ есть более толстые виды проволоки. Для прочности и чистоты шва, повышения устойчивости горения дуги и уменьшения разбрызгивания окалины рекомендуется использовать омедненные типы изделий.
- Следующая разновидность материала для сварки – порошковая, флюсовая или самозащитная проволока. Ее используют в полуавтоматических аппаратах в виде металлической оболочки с наполнением из ферросплавов, минералов, химикатов, рудных пород. Этот компонент предназначен для защиты стыка из железа от окисления, легирования, раскисления соединения и стабилизации дуги. С помощью этой технологии появилась возможности отказаться от применения газовых баллонов.

Значение маркировки
Обозначение электродов на упаковке стандартизировано для всех производителей.
Показателей много, поэтому нужно разобраться хотя бы с основными из них:
- Первым проставляется тип стержня. Буква Э означает предназначенные для ручной сварки с помощью дуги, А – пластичность шва, а цифра – предел механической прочности.
- Далее печатают марку электрода. Это название предписывается ГОСТом или патентуется производителем самостоятельно.
- Диаметр стержня указывается в мм.
- Назначение маркируется заглавными литерами У, Л, Т, В, Н.
- Толщина покрытия (обмазки) -толстое Д, тонкое М, среднее С, максимальное Г.
- Групповой индекс включает показатели стойкости шва к коррозии, его жаропрочность, максимальную рабочую температуру и прочие характеристики для специалистов
- Химический состав обозначен буквами по названию основного элемента и их комбинаций.
- Положение, в котором надо работать с электродом, имеет 3 варианта. Вертикальное указано цифрой 2, универсальное – 1, горизонтальное в вертикальной плоскости – 3, для сварки нижних углов – 4. Это международный стандарт маркировки.
Марки качественных электродов
Среди продукции различных изготовителей есть фирмы, ставшие наиболее популярными на рынке сварочных расходников за счет качества, низкой стоимости и доступности для потребителей.
Среди таких производителей выделяют:
- Российский бренд УОНИ, продукция которого выпускается также в ближнем зарубежье. Работают со всеми видами стали и чугуна. Получаемые швы соответствуют требованиям отечественных стандартов.
- Японская компания Kobelco сертифицировала линейку продукции Lb-52U с надежной защитой внутри стыка, легким отбитием шлака, минимальным количеством окалины. Продукция аттестована НАКС.
- Предприятие ESAB представляет несколько типов электродов. ОК 94.25 работают с чугуном, оловянной бронзой, цветными металлами. ОК 96.20 для сварки алюминия без использования инертных газов. ОК 61.30 для обработки нержавеющей стали под термической нагрузкой.
Кроме того, распространена продукция таких заводов, как KISWEL (Южная Корея); Ресанта; Lincoln Electric (США), QUATTRO ELEMENTI (Италия).
Читайте также: