Stl покрытие на металле
Обновлено: 04.10.2024
3D-печать металлами можно считать одним из наиболее заманчивых и технологически сложных направлений аддитивного производства. Попытки печати металлами предпринимались с ранних дней развития технологий 3D-печати, но в большинстве случаев упирались в технологическую несовместимость. В этом разделе мы рассмотрим технологии, опробованные для печати как композитными материалами, содержащими металлы, так и чистыми металлами и сплавами.
Струйная трехмерная печать (3DP)
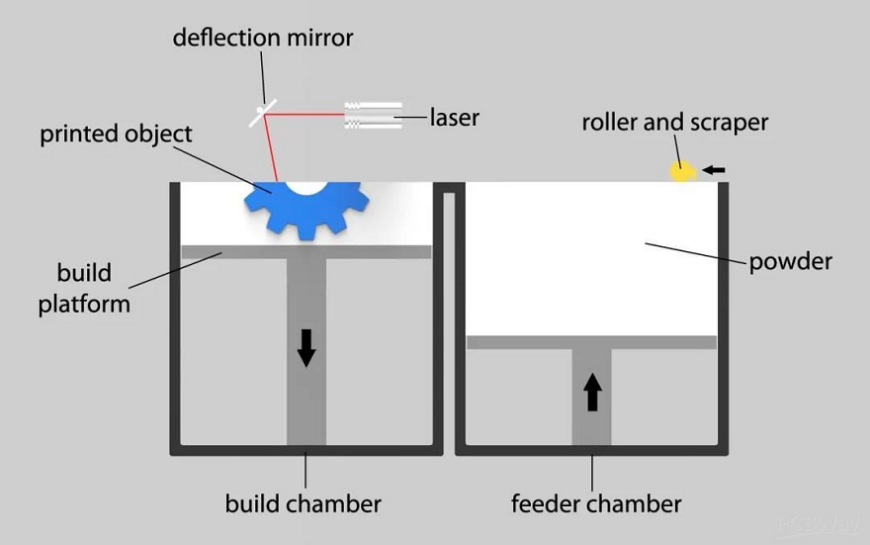
Схема работы трехмерных струйных принтеров (3DP)
Струйная 3D-печать является не только одним из старейших методов аддитивного производства, но и одним из наиболее успешных в плане использования металлов в качестве расходных материалом. Однако необходимо сразу же пояснить, что это технология позволяет создавать лишь композитные модели ввиду технологических особенностей процесса. Фактически, этот метод позволяет создавать трехмерные модели из любых материалов, которые могут быть переработаны в порошок. Связывание же порошка осуществляется с помощью полимеров. Таким образом, готовые модели нельзя назвать полноценно «металлическими».
В то же время, существует возможность преобразования композитных моделей в цельнометаллические за счет термической обработки с целью выплавки или выжигания связующего материала и спекания металлических частиц. Получаемые таким образом модели не обладают высокой прочностью ввиду пористости. Увеличение прочности возможно за счет пропитки полученной цельнометаллической модели. Например, возможна пропитка стальной модели бронзой с получением более прочной конструкции.
Получаемые подобным образом модели, даже с металлической пропиткой, не используются в качестве механических компонентов ввиду относительно низкой прочности, но активно используются в ювелирной и сувенирной промышленности.
Печать методом ламинирования (LOM)
Схема работы 3D-принтеров, использующих технологию ламинирования (LOM)
3D-печать методом ламинирования подразумевает последовательное нанесение тонких листов материала с формированием за счет механической или лазерной резки и склеиванием для получения трехмерной модели.
В качестве расходного материала может использоваться и металлическая фольга.
Получаемые модели не являются полностью металлическими, так как их целостность основана на применении клея, связующего листы расходного материала.
Плюсом же данной технологии является относительная дешевизна производства и высокое визуальное сходство получаемых моделей с цельнометаллическими изделиями. Как правило, этот метод используется для макетирования.
Послойное наплавление (FDM/FFF)
Модель, изготовленная из BronzeFill до и после полировки
Наиболее популярный метод 3D-печати также не обошел стороной попытки использования металлов в качестве расходных материалов. К сожалению, попытки печати чистыми металлами и сплавами на данный момент не привели к значительным успехам. Использование тугоплавких металлов натыкается на вполне предсказуемые проблемы с выбором материалов для конструкции экструдеров, которые, по определению, должны выдерживать еще более высокие температуры.
Печать же легкоплавкими сплавами (например, оловом), возможна, но не дает достаточно качественной отдачи для практического применения.
Таким образом, в последнее время внимание разработчиков расходных материалов переключилось на композитные материалы по аналогии со струйной печатью. Типичным примером служит BronzeFill – композитный материал, состоящий из термопластика (детали не разглашаются, но, по всей видимости, используется PLA-пластик) и бронзового порошка. Получаемые модели имеют высокую визуальную схожесть с натуральной бронзой и даже поддаются шлифовке до глянца. К сожалению, физические и химические свойства готовых изделий ограничены параметрами связующего термопластика, что не позволяет классифицировать такие модели, как цельнометаллические.
Тем не менее, подобные материалы могут получить практическое применение не только в создании макетов, сувениров и предметов искусства, но и в промышленности. Так, эксперименты энтузиастов показали возможность создания проводников и экранирующих материалов с использованием термопластиков с металлическим наполнителем. Развитие этого направления может сделать возможной печать электронных плат.
Выборочное лазерное спекание (SLS) и прямое спекание металлов (DMLS)
Наиболее распространенный метод создания цельнометаллических трехмерных моделей подразумевает использование лазерных установок для спекания частиц металлического порошка. Данная технология именуется «выборочным лазерным спеканием» или SLS. Стоит отметить, что SLS используется не только для работы с металлами, но и с термопластиками в порошковом виде. Кроме того, металлические материалы зачастую покрываются более легкоплавкими материалами для снижения необходимой мощности лазерных излучателей. В таких случаях готовые металлические модели требуют дополнительного спекания в печах и пропитки для повышения прочности.
Разновидностью технологии SLS является метод прямого лазерного спекания металлов (DMLS), ориентированный, как понятно из названия, на работу с чистыми металлическими порошками. Данные установки зачастую оснащаются герметичными рабочими камерами, наполняемыми инертным газом для работы с металлами, подверженными оксидации – например, с титаном. Кроме того, DMLS-принтеры в обязательном порядке применяют подогрев расходного материала до точки чуть ниже температуры плавления, что позволяет экономить на мощности лазерных установок и ускорять процесс печати.
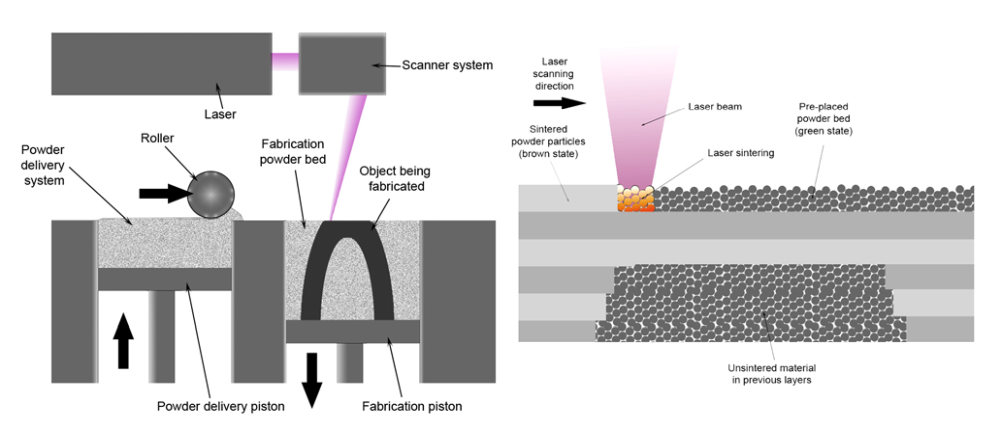
Схема работы SLS, DLMS и SLM установок
Процесс лазерного спекания начинается с нанесения тонкого слоя подогретого порошка на рабочую платформу. Толщина наносимых слоев соответствует толщине одного слоя цифровой модели. Затем производится спекание частиц между собой и с предыдущим слоем. Изменение траектории движения лазерного луча производится с помощью электромеханической системы зеркал.
По завершении вычерчивания слоя лишний материал не удаляется, а служит опорой для последующих слоев, что позволяет создавать модели сложной формы, включая навесные элементы, без необходимости построения дополнительных опорных структур. Такой подход вкупе с высокой точностью и разрешением позволяет получать детали, практически не требующие механической обработки, а также цельные детали уровня геометрической сложности, недосягаемого традиционными производственными методами, включая литье.
Лазерное спекание позволяет работать с широким ассортиментом металлов, включая сталь, титан, никелевые сплавы, драгоценные материалы и др. Единственным недостатком технологии можно считать пористость получаемых моделей, что ограничивает механические свойства и не позволяет добиться прочности на уровне литых аналогов.
Выборочная лазерная (SLM) и электронно-лучевая плавка (EBM)
Несмотря на высокое качество моделей, получаемых лазерным спеканием, их практическое применение ограничивается сравнительно низкой прочностью ввиду пористости. Подобные изделия могут быть использованы для быстрого прототипирования, макетирования, производства ювелирных изделий и многих других задач, но малопригодны для производства деталей, способных выдерживать высокие нагрузки. Одним решением это проблемы стало преобразование технологии прямого лазерного спекания металлов (DMLS) в технологию аддитивного производства методом лазерной плавки (SLM). Фактически, единственным принципиальным различием этих методов является степень термической обработки металлического порошка: технология SLM основана на полной плавке для получения гомогенных моделей, практически неотличимых по физическим и механическим свойствам от литых аналогов.
Пример титанового имплантата, полученного с помощью технологии электронно-лучевой плавки (EBM)
Параллельным методом, достигшим прекрасных результатов, стала электронно-лучевая плавка (EBM). На данный момент существует лишь один производитель, создающий EBM-принтеры – шведская компания Arcam.
EBM позволяет достигать точности и разрешения, сравнимых с лазерной плавкой, но обладает определенными преимуществами. Так, использование электронных пушек позволяет избавиться от деликатных электромеханических зеркальных систем, используемых в лазерных установках. Кроме того, манипулирование электронными пучками с помощью электромагнитных полей возможно на скоростях, несравнимых более высоких по сравнению с электромеханическими системами, что вкупе с увеличением мощности позволяет добиться повышенной производительности без существенного усложнения конструкции. В остальном же, конструкция SLM и EBM-принтеров схожа с установками для лазерного спекания металлов.
Возможность работы с широким диапазонам металлов и сплавов позволяет создавать мелкие партии специализированных металлических деталей, практически не уступающих образцам, получаемым с помощью традиционных методов производства. При этом отсутствует необходимость создания дополнительных инструментов и инфраструктуры – таких как, литейные формы и печи. Соответственно, возможна значительная экономия при прототипировании или мелкосерийном производстве.
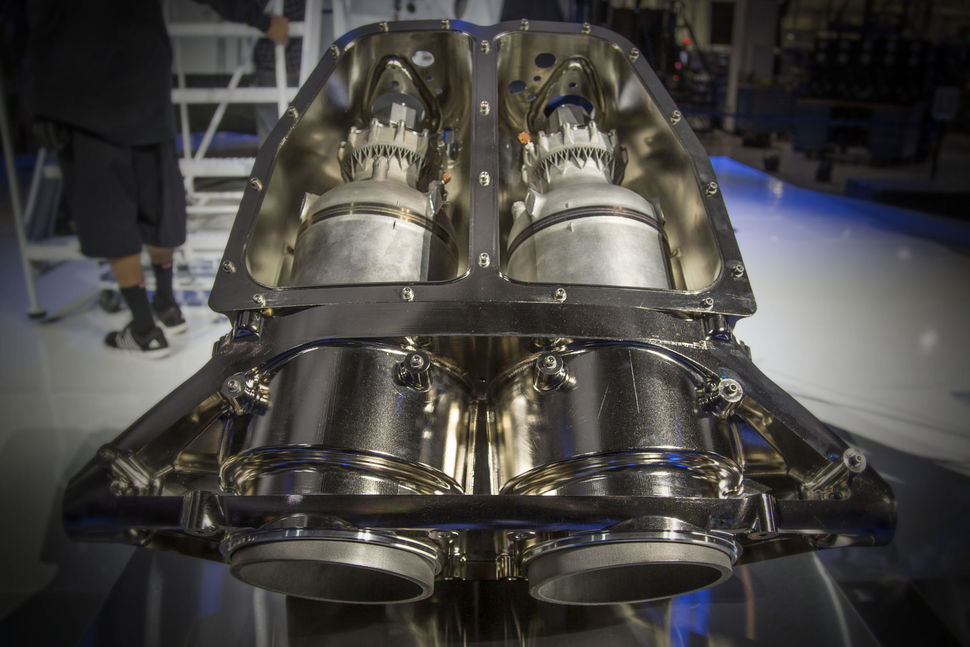
Установки для лазерной и электронно-лучевой плавки успешно используются для производства таких предметов, как ортопедические титановые протезы, лопатки газовых турбин и форсунки реактивных двигателей среди прочих.
Прямое лазерное аддитивное построение (CLAD)
Схема работы установок, использующих технологию CLAD
Не столько технология 3D-печати, сколько технология «3D-ремонта». Технология применяется исключительно на промышленном уровне ввиду сложности и относительно узкой специализации.
В основе CLAD лежит напыление металлического порошка на поврежденные детали с немедленной наплавкой с помощью лазера. Позиционирование «печатной головки» осуществляется по пяти осям: вдобавок к перемещению в трех плоскостях, головка обладает способностью изменять угол наклона и поворачиваться вокруг вертикальной оси, что позволяет работать под любым углом.
Подобные устройства зачастую используются для ремонта крупногабаритных изделий, включая производственный брак. Например, установки французской компании BeAM используются для ремонта авиационных двигателей и других сложных механизмов.
Полноценные установки CLAD предусматривают использование герметичной рабочей камеры с инертной атмосферой для работы с титаном и другими металлами и сплавами, поддающимися оксидации.
Произвольная электронно-лучевая плавка (EBFȝ)
Схема работы EBFȝ принтеров
Технология, разрабатываемая специалистами НАСА для применения в условиях невесомости. Так как отсутствие гравитации делает работу с металлическими порошками практически невозможной, технология EBFȝ подразумевает использование металлических нитей.
Процесс построения схож с 3D-печатью методом послойного наплавления (FDM), но с использованием электронно-лучевой пушки для плавки расходного материала.
Данная технология позволит создание металлических запасных частей на орбите, что позволит существенно сократить затраты на доставку частей и обеспечит возможность быстрого реагирования на внештатные ситуации.
3D-печать металлами: краткие ответы на большие вопросы, часть 2
Продолжаем отвечать на часто задаваемые вопросы о применении технологии селективного лазерного плавления.
Как выполняется подготовка модели к 3D-печати? Какое ПО лучше всего использовать?
Для изготовления детали на 3D-принтере прежде всего требуется получить STL-файл. Для этого мы конвертируем твердое тело в полигональную модель, а затем выполняем операции исправления, улучшения, редактирования, подготовки платформы, нестинга, генерации поддержек, измерений и анализа.
Следующий этап – слайсинг (разделение на слои), заключающийся в создании управляющей программы для 3D-принтера. Этапы работы от конвертирования в STL до слайсинга выполняются в специализированном программном обеспечении.
Встроенное ПО принтеров предназначено только для подготовки управляющей программы и не может выполнять анализ, исправлять ошибки, оптимально располагать детали и создавать поддержки, и т.д. Наиболее гибкое и комплексное решение предлагает компания Materialise, разработавшая для профессионалов 3D-печати программный продукт Magics. Он позволяет с высокой скоростью и точностью создавать отдельные слои компонентов на основании трехмерных данных САПР либо данных 3D-сканирования. ПО обеспечивает полный цикл аддитивного производства – от импорта данных (в STL и другие форматы) и анализа качества до подготовки платформы и постобработки.
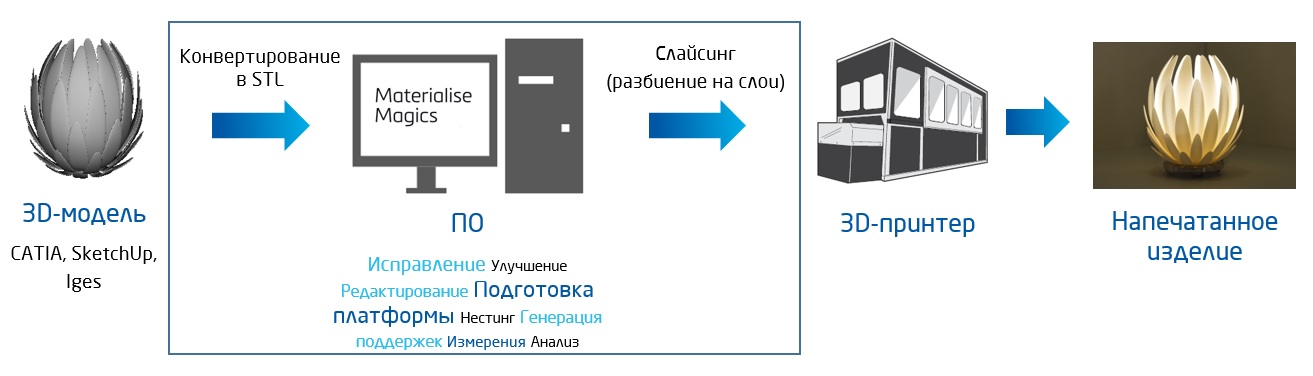
Применение ПО Materialise Magics в цикле аддитивного производства
Есть ли принципиальное отличие между Magics и такими программными продуктами, как Amphyon, Simufact, 3D Expert и им подобными?
Amphyon, Simufact, а также аналогичный российский софт – узконаправленные программные продукты. Они предлагают модули для решения отдельных задач (симуляции, топологической оптимизации), а Materialise Magics – комплексное решение под ключ для аддитивного производства.
Сравнивая с 3D Expert от 3D Systems, можно сказать, что это софт очень специфичный, заточенный преимущественно под принтеры этой компании. Materialise, напротив, сотрудничает со всеми крупнейшими производителями 3D-оборудования, и в Magics есть огромная библиотека аддитивных установок. Пользователь может выбрать определенный принтер и вместе с ним «подтягивать» все настройки по платформе, построению и т. д. Если говорить непосредственно о симуляции, в соответствующем модуле 3D Expert нет возможности выполнять анализ после отделения изделия от поддержек.
Как настраиваются рабочие параметры 3D-принтера?
Многие ошибочно считают, что 3D-принтер должен производить качественную деталь по нажатию кнопки «Пуск». Специалист, работающий на аддитивной машине, в идеале должен быть одновременно и конструктором и, в большей степени, технологом – тем, кто разбирается в физике происходящих процессов и влиянии тех или иных параметров на качество получаемой детали. Таких параметров очень много – более полутора сотен.
Для каждого материала и каждой аддитивной установки требуется настроить множество таких параметров, как мощность лазера, скорость сканирования, ширина полосы и параметры фокусировки. Это исключительно сложный процесс, требующий высокого профессионализма, опыта и творческого подхода.
Однако по мере повышения уровня квалификации пользователям все же требуется производить некоторые настройки базовых параметров, которые являются необходимыми для получения оптимальных результатов печати. К ним относятся, например, скорость построения, качество поверхности, пористость, некоторые физико-химические свойства металлов.
Проводится ли обучение работе с аддитивными установками?
Если вы планируете приобрести 3D-принтер, компания iQB Technologies подберет необходимую конфигурацию под ваши задачи. Мы выполняем установку и настройку оборудования и проводим необходимое обучение по использованию и принтера, и программного обеспечения. Как было сказано выше, настройка непосредственно параметров печати целиком зависит от квалификации оператора.

© SLM Solutions
Какие требования предъявляются к эксплуатации 3D-принтеров по металлу?
К помещениям и условиям эксплуатации такого оборудования предъявляются особо строгие требования. Мелкодисперсные порошки несут опасность при вдыхании, поэтому операторы должны и работать в защитной спецодежде и обеспечивать герметичность при эксплуатации машины.
SLM-системы не требуют стерильных условий, но им нужна относительно чистая рабочая среда для предотвращения загрязнения лазерной оптики. Офисные условия не подходят, поскольку будет присутствовать порошок и находящиеся поблизости люди должны носить средства индивидуальной защиты, когда машина открыта. По этой причине помещение, в котором используется система, должно быть заперто, когда дверцы машины открыты.
Стандартные требования к работе с металлическим 3D-принтером:
напряжение 3 фазы 380 В, рабочий режим потребления 7 кВт, в пике до 12 кВт;
подвод инертного газа к машине (3-5 баллонов);
система кондиционирования в помещении (от 18 до 23°С), оптимально – в режиме осушения воздуха;
компрессор либо линия с подводом сжатого воздуха 4 атмосферы;
техническая вода для промывки фильтров и изделий.
Необходима ли механическая постобработка изделиям, созданным по SLM-технологии?
Процесс селективного лазерного плавления нельзя отнести к высокоточным процессам, да и качество поверхности деталей сопоставимо с литьем по выжигаемым и выплавляемым моделям. Поэтому элементы конструкции деталей с более высокими требованиями по шероховатости и плоскостности поверхности необходимо подвергать последующей чистовой механической обработке.
Для этого используются различные станки – фрезерный, полировальный, шлифовальный, возможно также применение электроэрозии и горячего изостатического прессования.
Расскажите о термообработке напечатанных изделий. В частности, как решается проблема снятия внутренних напряжений?
Материалы, используемые в селективном лазерном плавлении, ведут себя как обычные металлы. Полученные заготовки можно подвергать термообработке как для снятия остаточных напряжений (в зависимости от материала, это среднетемпературный отпуск или нормализация), так и для изменения структуры материала, повышения механических свойств – прочности, твердости, пластичности.
Разным металлам требуется разная термообработка, и иногда для этого используются специально подогреваемые платформы. В процессе построения, при плавлении металла, вырабатывается большое количество тепла, которое нужно отводить. Роль радиаторов, отводящих тепло, выполняют поддержки, применяемые при построении изделий. В некоторых случаях сама деталь без поддержек приваривается к рабочему столу, как к радиатору.
Причем эта задача, которая при механической обработке решается на каждом этапе производства, теперь замещается одним этапом в конце производственного процесса. К примеру, проект, требовавший 196 часов мехобработки, выполняется средствами аддитивного производства за 8 часов, плюс 15 минут на дополнительную обработку посадочных мест.
Какое дополнительное оборудование необходимо?
Производство с применением 3D-печати металлами требует дополнительного оборудования для поддержки процесса печати, включая внешний охладитель и просеиватель порошка.
Охладитель, необходимый для охлаждения лазера и оптики, часто помещается в отдельное помещение, поскольку он производит шум, тепло и влажность. Охлажденная вода подается в установку селективного лазерного плавления, и существуют особые требования к минимальному размеру и максимальной высоте подъема соответствующих труб. Просеиватель используется для обработки нерасплавленного порошка после каждого построения, отделяя мелкие частицы, которые затем могут быть повторно использованы, от более крупных частиц и загрязняющих примесей, которые обычно утилизируются.
Что касается оборудования для постобработки, его минимальный набор включает:
муфельную печь для снятия остаточного напряжения металла;
дреммель, ленточную пилу или электроэрозионный станок для удаления поддержек;
дробеструйную или пескоструйную камеру для постобработки изделия и улучшения качества поверхности.
Как осуществляется контроль качества напечатанного изделия? Возможен ли он в процессе печати?
Существуют программные продукты (к примеру, у Materialise), которые могут до запуска печати прогнозировать изменения в геометрии во время построения, но непосредственно контроль геометрии возможен только после завершения печати.
Поскольку все принтеры на основе технологии SLM относятся к группе «Bed Deposition», невозможно контролировать геометрию во время печати, поскольку напечатанная часть изделия всегда находится в слое неспеченного (несплавленного) порошка. Однако в машинах SLM Solutions применяется система контроля нанесения слоя порошка в течение всего процесса печати.
Проверка точности и качества изготовления выполняется, в зависимости от требованиям к точности, стандартными инструментами – от штангенциркуля до 3D-сканера. Для внутреннего контроля пористости, сплошности, плотности материала применяются компьютерная томография, рентген-контроль. Для контроля трещин на поверхности изделий часто прибегают к методу люминесцентного контроля. Механические свойства подтверждаются путем совместного изготовления образцов-свидетелей и их последующих испытаний.
Интересует вопрос ремонта и обслуживания оборудования. Есть ли в России такие специалисты?
Наша компания всегда обучает собственных инженеров работе на 3D-оборудовании и очень плотно работает с поставщиками – в случае с металлической 3D-печатью это SLM Solutions и Sharebot. Если говорить о SLM Solutions, несмотря на то, что это немецкий производитель, у него есть в России инженеры, которые полностью решают вопросы ремонта, обслуживания и очень сложные технические проблемы.
Можно ли использовать файлы STL для ЧПУ?
Форматы файлов, преимущественно используемые при обработке с ЧПУ, — это STEP и IGES. Эти форматы имеют открытый исходный код, стандартизированы и могут использоваться на разных платформах. Некоторые производственные службы также принимают 3D-модели в различных форматах файлов, включая SLDPRT, 3DM, IPT, SAT и X_T.
Можно ли использовать файлы 3D-печати для ЧПУ?
Преобразование 3D-файла для использования на станке с ЧПУ будет зависеть от возможностей программного обеспечения, которое вы используете для разработки операций станка (программное обеспечение CAM). Например, если вы используете CAMBAM и операция будет рассматривать типичный 3-осевой станок с ЧПУ без 4-й оси, вы просто загрузите 3D-файл (.
Можете ли вы преобразовать STL в G-код?
Фактический процесс преобразования из STL в G-код так же прост, как нажатие кнопки «срез» в вашем слайсере, но именно та часть, которая предшествует, определяет, как будет напечатана ваша модель.
Для чего можно использовать файл STL?
STL — это формат файла, обычно используемый для 3D-печати и автоматизированного проектирования (САПР). Название STL — это аббревиатура от стереолитографии — популярной технологии 3D-печати. Вы также можете услышать, что его называют стандартным языком треугольников или стандартным языком тесселяции.
Как создать файл ЧПУ?
8 советов по проектированию для ЧПУ
- Не забудьте определить масштаб вашего векторного изображения. …
- Поместите свою геометрию на один слой. …
- Преобразование сплайнов и дуг. …
- Удалите пробелы и нарисуйте один согласованный путь разреза. …
- Выберите соприкасающиеся объекты и преобразуйте их в единое целое. …
- Удалите перекрывающуюся геометрию. …
- Установите значение оси Z по умолчанию.
Где я могу получить файлы станков с ЧПУ?
Бесплатные файлы ЧПУ: 10 лучших сайтов 2021 года
Преобразует ли Cura STL в G-код?
Как конвертировать STL в G-Code с помощью Ultimaker Cura. Вполне вероятно, что ваш 3D-принтер был снабжен некоторым программным обеспечением, таким как Cura, которое облегчает. stl в. gcode, но мы рекомендуем скачать последнюю версию прямо с сайта производителя.
Кура бесплатна?
Cura — это настольное программное обеспечение, которое можно бесплатно загрузить с веб-сайта Ultimaker и которое доступно для Windows, Mac и Linux. Мы рекомендуем Cura в качестве программного обеспечения для нарезки по умолчанию для всех школ, поскольку оно бесплатное, мощное, быстро нарезается и с ним очень легко начать работу.
Как получить G-код из STL?
- Установите программу для нарезки. Чтобы распечатать 3D-модель CAD, вам необходимо преобразовать STL в G-код для 3D-печати. …
- Добавьте свой 3D-принтер в слайсер. …
- Нарисуйте или загрузите 3D-модель для печати. …
- Откройте файл STL и подготовьте настройки принтера. …
- Разрежьте деталь и получите G-код для печати.
Является ли STL файлом САПР?
STL — это формат файла, встроенный в программное обеспечение САПР для стереолитографии, созданное 3D Systems. STL имеет несколько бэкронимов, таких как «Стандартный язык треугольников» и «Стандартный язык тесселяции».
В чем недостаток файлов STL STL файлов?
В чем недостаток файлов STL? Файлы STL: ограничивайте возможные изменения материала и микроструктуры детали. Какой инструмент твердотельного моделирования используют инженеры для создания 3D-моделей деталей для аддитивного моделирования?
Может ли AutoCAD открывать файлы STL?
Хотя некоторые программы САПР могут импортировать файлы STL, пользователи AutoCAD знают, что с этим программным обеспечением это невозможно. DWG - это собственный формат файлов AutoCAD, в котором могут храниться как 2D-, так и 3D-данные. Он хорошо совместим с другим программным обеспечением САПР, что делает его одним из наиболее часто используемых форматов.
3D-принтеры по металлу, технологии и стоимость

В этом подробном гиде мы рассмотрим основные принципы технологий 3D-печати металлами, расскажем о разнице между ними и приведем примеры применения. Прочитав эту статью, вы узнаете об их преимуществах и ограничениях. Читайте статью и смотрите видео о 3D-печати металлами.
Содержание
SLM & DMLS: в чем разница
Выборочное лазерное плавление (SLM) и прямое лазерное спекание металлов (DMLS) являются двумя процессами аддитивного производства, которые относятся к семейству трехмерной печати порошковым слоем. Эти две технологии имеют много общих черт: обе используют лазер для спекания или выборочного плавления частиц металлического порошка, связывая их вместе и создавая слои изделия, один за другим.
Различия между SLM и DMLS сводятся к основам процесса склеивания частиц (а также к патентам): в SLM лазер расплавляет металлический порошок, а в DMLS частицы порошка нагреваются меньше и спекаются между собой, не переходя в жидкую фазу.

Основное отличие DMLS от традиционных технологий производства металлических деталей в том, что DMLS-принтер создает объекты без остаточных внутренних напряжений, которые могут снижать качество металлических компонентов изготовленных литьем и штамповкой. Это важно для деталей производимых для автомобильной и аэрокосмической отрасли, так как они должны выдерживать высокие нагрузки.
В SLM лазер расплавляет каждый слой металлического порошка, и перепады температур могут приводить к возникновению внутренних напряжений в детали, что потенциально может сказаться на ее качестве, хоть и в меньшей степени чем, например, при литье. В этом вопросе преимущество SLM перед традиционными технологиями меньше, чем преимущество DMLS. С другой стороны, спеченные по технологии DMLS детали уступают в монолитности и запасе прочности деталям напечатанным по методу SLM.
Технологии похожи до степени смешения, как по принципу действия, так и по используемым техническим решениям, потому некоторые 3D-принтеры способны печатать по обеим методикам.
Обе технологии, SLM и DMLS, используются в промышленности для создания деталей для различных областей машиностроения. В этой статье мы используем термин «3D-печать металлами» для обозначения обоих процессов в целом, и описываем их основные механизмы, что поможет инженерам и дизайнерам в понимании преимуществ и ограничений технологии.
Расскажем и о других технологиях 3D-печати металлами, менее распространенных, таких как электронно-лучевое плавление (EBM) и ультразвуковое аддитивное производство (UAM).
Тем, кто начинает работать с 3D-принтерами, печатающими металлами, нужно ознакомиться с кратким пособием, чтобы избежать основных ошибок в проектировании 3D-печатных металлических конструкций и деталей из металла. Здесь мы делаем акцент на технологиях лазерной обработки металлического порошка — DMLS и DMLM.
Процесс печати SLM / DMLS:
Более подробно о методе SLM Вы можете прочитать в нашей статье.
Как работает 3D-печать металлами
Процессы изготовления деталей по технологиям SLM и DMLS очень схожи.
Основные этапы:
Камеру построения сначала заполняют инертным газом (например, аргоном) для минимизации окисления металлического порошка, а затем нагревают до оптимальной температуры производства.
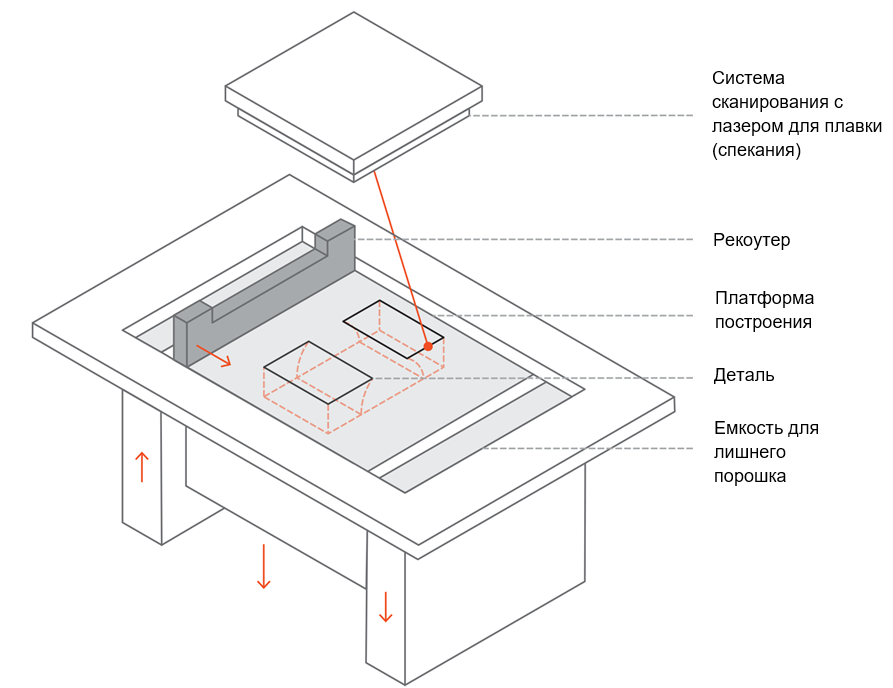
Тонкий слой металлического порошка распределяется по платформе построения, а высокомощный лазер сканирует поперечное сечение компонента, плавя или спекая вместе металлические частицы и создавая следующий слой. Вся область модели подвергается обработке, поэтому деталь сразу твердая.
После завершения формирования слоя, платформа построения опускается на толщину слоя и рекоутер наносит следующий слой порошка. Процесс повторяется до завершения всей детали.
Когда процесс печати завершается, детали полностью находятся в металлическом порошке. В отличие от процесса спекания полимерного порошкового слоя (такого как SLS), детали прикрепляются к платформе построения с помощью области поддержки. Области поддержки строятся с использованием того же материала, что и деталь, их необходимо использовать для избегания деформации и искажений, которые могут возникнуть из-за высоких температур обработки.
Когда камера построения остывает до комнатной температуры, неизрасходованный порошок вручную удаляется, а детали обычно подвергаются дополнительной термической обработке для снятия остаточных напряжений, затем удаляют поддержки. Детали отделяются от платформы построения и готовы к использованию или последующей обработке.
Схема принтера SLM / DMLS:
Характеристики SLM & DMLS
Параметры принтера
В SLM и DMLS почти все параметры процесса устанавливаются производителем принтера. Высота слоя, используемого в 3D-печати металлами, колеблется обычно от 20 до 50 микрон и зависит от свойств материала.
Стандартная область 3D-печати металлами варьируется около 250 x 150 x 150 мм, доступны принтеры и с большей областью печати, около 500 x 280 x 360 мм. Точность размеров, которую может достичь 3D-принтер для печати металлами, составляет приблизительно ± 0,1 мм.
Металлический порошок в SLM и DMLS используются повторно: обычно менее 5% уходит в отходы. После каждой печати неиспользованный порошок собирают, просеивают и затем смешивают с новым материалом, до состава необходимого для следующей печати.
В отходы идут, в основном, поддержки.
Небольшое серийное производство рамы велосипеда с использованием SLM. Предоставлено: Renishaw и Empire Cycles.

Адгезия между слоями
Металлические детали, изготовленные методами SLM и DMLS, имеют почти изотропные механические и термические свойства. Они твердые, с очень небольшой внутренней пористостью (менее 0,2-0,5%).
Металлические 3D-печатные детали имеют более высокую прочность и твердость и часто более гибкие, чем детали, изготовленные традиционным способом. Однако они более склонны к усталости.
Например, посмотрите в таблице ниже на механические свойства 3D-печатного сплава AlSi10Mg EOS и литого сплава A360. Эти два материала имеют очень похожий химический состав, с высоким содержанием кремния и магния. 3D-печатные детали имеют превосходные механические свойства и более высокую твердость по сравнению с литым материалом.
Из-за гранулированной формы порошка, шероховатость поверхности (Ra) металлической 3D-печатной детали составляет примерно 6-10 мкм. Эта относительно высокая шероховатость поверхности может частично объяснить более низкую усталостную прочность сплава.
Сравнение механических свойств отдельных разновидностей 3D-печатных и литых деталей:
PCBWay: основные технологии 3D-печати металлами
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
3D-печать металлами считается вершиной аддитивных технологий. Самый ранний патент на технологию 3D-печати металлом — прямое лазерное спекание или DMLS — получен немецкой компанией EOS GmbH еще в 1997 году. С тех пор металлическая 3D-печать стабильно развивалась, а мы сегодня рассмотрим самые распространенные методы.

Аддитивное производстве металлических изделий можно разделить на четыре основных направления: синтез из металлических порошков на подложке (MPBF), струйное нанесение связующего на металлические порошки (Metal Binder Jetting), прямой подвод энергии и материала (DED) и хорошо знакомую энтузиастам экструзионную 3D-печать (FDM/FFF).
Синтез на подложке с использованием металлических порошков (Metal Powder Bed Fusion, MPBF)
Процессы в этой категории включают прямое лазерное спекание металлов (Direct Metal Laser Sintering, DMLS), селективное лазерное сплавление (Selective Laser Melting, SLM) и электронно-лучевую плавку (Electron Beam Melting, EBM).
Прямое лазерное спекание металлов (DMLS)
Этот метод можно использовать для построения объектов из практически любых металлических сплавов. При прямом лазерном спекании расходный порошок укладывается тонким слоем, а затем лазер последовательно обрабатывает слой, спекая частицы без полного плавления. Процесс повторяется снова и снова до получения цельного изделия. По завершении 3D-печати изделие медленно охлаждается, а остатки порошка извлекаются из рабочей камеры для очистки и подготовки к повторному использованию. Главное достоинство прямого лазерного спекания металлов в том, что оно позволяет получать изделия без внутренних напряжений и скрытых дефектов, что особенно важно при производстве нагруженных деталей, например для аэрокосмической или автомобильной промышленности. Главный недостаток этого метода заключается в дороговизне.
Селективное лазерное сплавление (SLM)
Как и в предыдущем методе, здесь используются мелкодисперсные металлические порошки. Принцип выращивания аналогичен, но вместо спекания частицы порошка плавятся полностью, образуя очень плотную массу. В настоящее время этот процесс применим только к некоторым металлам и сплавам, например нержавеющим и инструментальным сталям, титановым, кобальт-хромовым и алюминиевым сплавам. Высокие температуры обработки могут приводить к образованию остаточных напряжений и деформации печатаемых объектов.
Электронно-лучевая плавка (EBM)
Этот метод схож с селективным лазерным сплавлением, но использует электронные пушки вместо лазерных излучателей. Спектр совместимых расходных материалов ограничен: наиболее часто используются титановые сплавы, хотя метод позволяет работать с кобальт-хромовыми и некоторыми другими вариантами. Технология в основном используется в аддитивном производстве деталей для аэрокосмической отрасли.
Главные преимущества вышеперечисленных методов — возможность построения деталей практически любой геометрической формы и, в целом, использования широкого спектра материалов — от легких алюминиевых до жаропрочных никелевых суперсплавов, многие из которых с трудом поддаются традиционным производственным методам. По механическим свойствам получаемые изделия могут несколько уступать литым и кованым аналогам, но при изготовлении деталей сложной формы это компенсируется возможностью производства цельных изделий без сварных соединений.
Недостатки включают высокую стоимость расходных материалов, оборудования и эксплуатации. Кроме того, требуется параллельное выращивание металлических опорных структур для борьбы с деформациями, что приводит к увеличению отходов и требует немалых трудозатрат на постобработку. Полезные объемы таких систем конструктивно ограничены, а работа с мелкодисперсными порошками требует строгого соблюдения техники безопасности.
3D-печать металлическими порошками со струйным нанесением связующего (Metal Binder Jetting)
Технология предусматривает выборочное напыление связующего на слои порошка — песка, керамики или металла — до получения заготовки. Так как процесс проходит при комнатной температуре, возможность тепловой деформации исключена, а само оборудование может быть масштабировано вверх до крупноформатного производства. Поддержки не требуются, так как опорой для выстраиваемых заготовок служит сам порошок. По завершении построения неизрасходованный материал может быть просеян и использован заново. Такие системы популярны в мелкосерийном производстве и изготовлении единичных деталей по индивидуальным требованиям.

Преимущества состоят в высокой геометрической свободе, эффективном использовании рабочего объема с возможностью мелкосерийного производства и отсутствии необходимости в опорных структурах, что облегчает постобработку. Отсутствие деформаций на этапе построения позволяет выращивать крупногабаритные изделия. Технология отличается более высокой производительностью и меньшей себестоимостью, чем процессы синтеза на подложке.
Главный недостаток — необходимость в термической обработке. 3D-печатные заготовки необходимо подвергать отжигу и спеканию, что требует дополнительных финансовых и временных затрат. Плотность получаемых изделий, как правило, ниже, чем у аналогов, получаемых методами синтеза на подложке, отчего могут страдать механические свойства. Выбор подходящих металлических расходных материалов относительно невелик.
Прямой подвод энергии и материала (Directed Energy Deposition, DED)
Сюда входят несколько процессов с использованием различных источников энергии и либо порошков, либо проволоки. Два наиболее распространенных метода — электродуговое выращивание (Wire Arc Additive Manufacturing, WAAM) и лазерная наплавка металла (Laser Metal Deposition, LMD), также называемая прямым лазерным выращиванием.
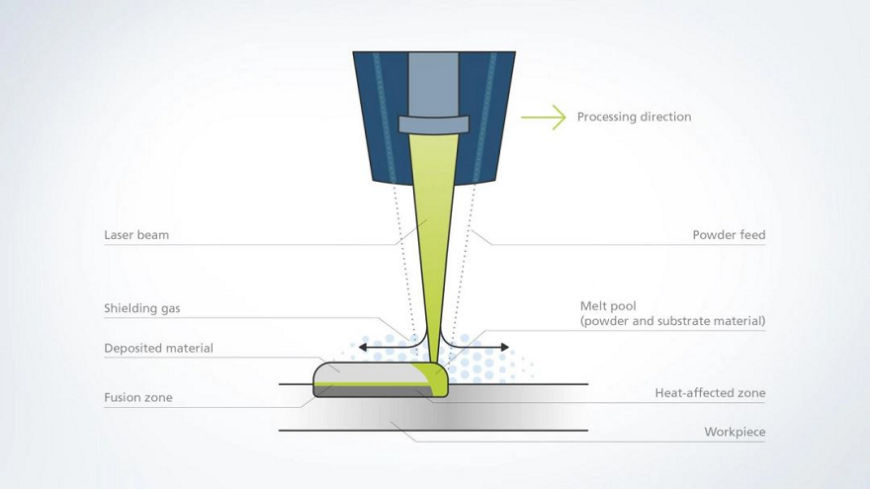
В основе всех технологий DED 3D-печати лежит подача расходного материала прямо в зону плавления. Расходным материалом служит либо напыляемый порошок, либо проволока. Материал подается на поверхность выращиваемого изделия и немедленно плавится с помощью электрической дуги, лазера или электронной пушки. WAAM — это комбинация металлической проволоки и электродугового наплавления, а в LMD используются порошки и лазеры.
Технологии DED подходят не только для 3D-печати изделий с нуля, но и ремонта металлических деталей, например турбинных или компрессорных лопаток, а также нанесения металлических покрытий.
Одно из преимущество DED 3D-печати — низкая стоимость материалов в тех случаях, когда используется металлическая проволока. DED 3D-принтеры также могут использовать два и более металлов или сплавов одновременно, выстраивая структуры с градиентным составом. Многоосевое позиционирование (5- или 6-координатное) добавляет возможность построения геометрически сложных деталей без использования опорных структур.
Наконец, DED 3D-принтеры легко масштабируются, позволяют получать детали высокой плотности, отличаются экономичностью в плане расхода материалов и могут обладать высокой производительностью, особенно при использовании проволоки.
Из недостатков можно отметить относительно высокую стоимость оборудования, невысокое разрешение, снижающее детализацию, а также низкое качество поверхностей при работе с металлической проволокой, требующее интенсивной постобработки.
Экструзионная 3D-печать (FDM/FFF)
Хорошо известная и доступная технология 3D-печати методом послойного наплавления полимерного прутка (FDM или FFF) тоже может применяться в производстве металлических изделий. Для этого требуются специальные филаменты, но подходящее оборудование доступно даже малому бизнесу. В этом вся суть — сделать 3D-печать металлами максимально доступной.

Расходными материалами служат полимер-металлические филаменты, то есть композиты из пластиков с металлическим наполнителем. Такими композитами можно печатать на большинстве FDM 3D-принтеров, даже любительского класса, однако получаемые заготовки требуют серьезной обработки. После 3D-печати полимерное связующее необходимо удалить травлением или отжигом, после чего заготовку необходимо спечь до готового вида. Основная масса затрат, таким образом, приходится на оборудование для термической обработки и довольно дорогие расходные материалы, но в целом процесс остается самым дешевым из всех перечисленных.
Экструзионная 3D-печать полимер-металлическими филаментами применяется как в единичном, так и мелкосерийном производстве, не требует использования дорогих и опасных мелкодисперсных порошков, доступна малому и среднему бизнесу.
Главный недостаток состоит в трудоемкой термической обработке 3D-печатных заготовок, требующей дополнительного оборудования. Детали сложной геометрической формы зачастую необходимо печатать с поддержками, но до термической обработки опорные структуры удаляются относительно легко — как с обычных пластиковых моделей. Получаемые изделия демонстрируют относительно высокую пористость и подвержены значительной усадке в процессе термообработки, что необходимо компенсировать масштабированием на этапе подготовке 3D-моделей к печати.
PCBWay предлагает широкий перечень услуг, включая дизайн, прототипирование, сборку и серийное производство печатных плат, поставку электронных модулей, 3D-печать, механическую обработку и другие. Мы стремимся удовлетворить потребности мейкеров и производителей в электронике качеством, скоростью доставки и экономичностью.
Партнерский материал
Читайте также: