Структура металла после деформации
Обновлено: 28.04.2024
Физические основы пластической деформации
1.1. Общие сведения об обработке металлов давлением
В основе всех процессов обработки металлов давлением (ОМД) лежит способность металлов и их сплавов под действием внешних сил пластически деформироваться, т. е., не разрушаясь, необратимо изменять свою форму и размеры. При этом изменяется структура металла, его механические и физические свойства.
Обработка металлов давлением известна с древнейших времен. Холодная ковка самородной меди и метеоритного железа была известна еще до того, как люди начали добывать металлы из руд (VII в. до н. э.). Техника обработки металлов давлением получила развитие в X. XIII веках, когда кузнецы научились изготавливать многослойные мечи и топоры со стальными закаливаемыми лезвиями, а также предметы бытового назначения, инструменты и ремесленные приспособления. Ручная ковка была исторически первым из применяемых до сих пор способов формоизменяющей обработки металлов. Первый паровой молот, появившийся в 1843 г., деформировал металл силой падения груза, а для поднятия которого использовался пар. В 1888 г. появился молот двойного действия, у которого верхняя «баба» при движении вниз дополнительно разгонялась силой пара. Прокатка металлов возникла позже ковки и волочения. Первые сведения о прокатке относятся к XV в. (прокатка свинцовых полос). Основоположником современных методов прокатки принято считать английского изобретателя Г. Корта, изготовившего первый прокатный стан в 1783 г.
В настоящее время давлением обрабатывают около 90 % всей выплавляемой в мире стали, а также большое количество цветных металлов и их сплавов (до 60 %). В машиностроении наиболее широко применяется штамповка (горячая объемная и листовая). В современном автомобиле насчитывается до 90 % штампованных деталей (облицовочные детали, детали подвески, колесные диски, валы и шестерни коробки передач, детали двигателя (поршни, шатуны, коленчатые и распределительные валы, клапаны), тормозные колодки, бензобаки, глушители и др.), половина из которых не подвергается никаким другим видам обработки, в тракторе — 70 %. Современные двигатели конструктивно состоят из деталей (до 100 %), полученных ОМД.
Обработка металлов давлением — группа методов получения полуфабрикатов или изделий требуемых размеров и формы путем пластического деформирования заготовок за счет приложения внешних усилий.
Основными процессами ОМД являются: прокатка, прессование, волочение, ковка, объемная и листовая штамповка. По назначению они подразделяются на следующие две группы:
1. Процессы ОМД, направленные на получение машиностроительных профилей — изделий постоянного поперечного сечения по их длине (прутков, труб, проволоки, лент, листов и др.). К этим процессам относятся прокатка, прессование и волочение. Изделия, полученные этими методами, применяются в строительных конструкциях или в качестве заготовок для последующего изготовления из них деталей другими методами (резанием, ковкой, штамповкой и т. д.).
2. Процессы ОМД, направленные на получение машиностроительных заготовок, которые имеют форму и размеры, приближенные к готовым деталям, и только в рядечсалеув требуют обработки резанием для придания им окончательных размеров и получения необходимого качества поверхности. К этим процессам относятся ковка и штамповка.
При ОМД, во-первых, достигается получение изделий сложной формы из заготовок простой формы и, во-вторых, улучшается кристаллическая структура исходного литого металла и повышаются его физико-механические свойства.
Преимуществами методов ОМД являются следующие:
1) низкая трудоемкость процессов и, следовательно, их высокая производительность;
2) рациональное использование металла (коэффициент использования металла (КИМ) приближается к единице);
3) стабильность размеров и относительно высокая точность изготавливаемых деталей при большой сложности их форм;
4) универсальность используемого прессового оборудования;
5) возможности для механизации и автоматизации технологических процессов;
6) простота осуществления процесса.
Главными недостатками методов ОМД являются следующие: относительно высокая стоимость инструмента (в условиях серийного производства она составляет до 14 % от себестоимости деталей), а также сложность и уникальность прессового оборудования.
1.2. Сущность пластической деформации
Следует отметить, что металлы характеризуются наличием металлической связи, когда в узлах атомно-кристаллической решетки расположены положительно заряженные ионы, окруженные электронным газом. Наличие такой металлической связи и придает металлу способность подвергаться пластической деформации.
Пластичность — свойство твердого тела под действием внешних сил или внутренних напряжений, не разрушаясь, необратимо изменять свою форму и размеры. Такое изменение формы и размеров металлического тела называют пластической деформацией.
Деформация — изменение формы и размеров твердого тела под влиянием приложенных внешних сил. Деформация может быть упругой, исчезающей после снятия нагрузки, и пластической, остающейся после снятия нагрузки.
Механизмы пластической деформации. Как бы не были малы приложенные к металлу усилия, они вызывают его деформацию. Начальные деформации всегда являются упругими, и величина их находится в прямой зависимости от нагрузки (закон Гука). При упругой деформации под действием внешних сил изменяются расстояния между атомамилвликчреисктоай решетке. После снятия нагрузки атомы под действием межатомных сил возвращаются в исходное положение, и металл восстанавливает свои первоначальные размеры и форму.
Скольжение. При пластической деформации одна часть кристалла необратимо сдвигается по отношению к другой на целое число периодов атомно-кристаллический решетки — смещается по так называемым плоскостям сдвига (скольжения). Следует отметить, что ими являются кристаллографические плоскости, в которых находится наибольшее количество атомов. Расположение этих плоскостей зависит от типа атомно-кристаллической решетки металла. У aжелеза, вольфрама, молибдена и других металлов с объемноцентрированной кубической (ОЦК) решеткой имеется шесть плоскостей сдвига (в каждой из них имеется по два направления сдвига) и так называемая система скольжения (имеет 6 × 2 = 12 элементов сдвига) (рис. 2.1, а). При этом g-железо, медь, алюминий и другие металлы с гранецентрированной кубической (ГЦК) решеткой имеют четыре плоскости сдвига с тремя направлениями скольжения в каждой, т. е. 4 × 3 = 12 элементов сдвига (рис. 2.1, б). У цинка, магния и других металлов с гексагональной плотноупакованной (ГПУ) решеткой имеется одна плоскость с тремя направлениями скольжения, т. е. три элемента сдвига (рис. 2.1, в). Чем больше элементов сдвига в решетке, тем выше пластичность металла.
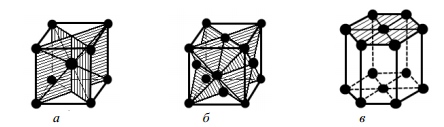
Рис. 2.1. Плоскости и направления (заштрихованные плоскости) сдвига в кристаллической решетке: а — ОЦК; б — ГЦК; в — ГПУ
Наиболее легкий сдвиг по определенным плоскостям и направлениям объясняется тем, что при таком перемещении атомов из одного устойчивого равновесного положения в другое значения затрачиваемых усилий будут минимальными, и, следовательно, будут наименьшими необходимые для этого затраты энергии.
Если нагрузку снять, перемещенная часть кристалла не возвратится на старое место и деформация сохранится. Наличие плоскостей скольжения в кристалле подтверждается при микроструктурном исследовании пластически деформированных металлов.
Двойникование. Скольжение или сдвиг по определенным кристаллографическим плоскостям является основным, но не единственным механизмом пластической деформации металлов. При некоторых условиях пластическое деформирование может также происходить путем двойникования. При пониженных температурах у металлов с ОЦК решеткой наблюдается переход от механизма скольжения к механизму двойникования. Сущность двойникования заключается в том, что под действием касательных напряжений одна часть зерна оказывается смещенной по отношению к другой части, занимая симметричное положение и являясь как бы ее зеркальным отражением (рис. 2.2).
Дислокационный механизм пластической деформации. Процесс скольжения не следует представлять как одновременное передвижение одной части кристалла относительно другой. Такой жесткий или синхронный сдвиг потребовал бы напряжений в сотни или даже тысячи раз превышающие по величине те, при которых в действительности протекает процесс
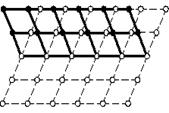
Рис. 2.2. Схема процесса двойникования
пластической деформации. В реальных металлах сдвигас(птилче ское деформирование) происходит при напряжениях, величина которых меньше теоретических в сотни и тысячи раз (например, для железа tтеор ≈ 2 600 МПа, а tреал ≈ 290 МПа, для меди
tтеор ≈ 1 540 МПа, а tреал ≈ 1 МПа). Такое расхождение объясняется дислокационным механизмом пластической деформации.
При дислокационном механизме пластической деформации скольжение осуществляется в результате перемещения в кристалле дислокации, когда сдвиг происходит последовательно от атома к атому вблизи ядра дислокации. В этом случае усилие сдвига значительно меньше, чем при одновременном сдвиге всех атомов.
Данный процесс можно объяснить с помощью моделей движения гусеницы (рис. 2.3, а) и перемещения ковра (рис. 2.3, б).
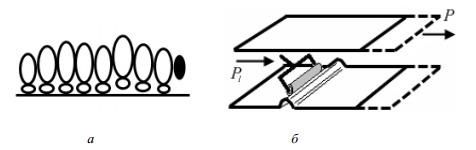
Рис. 2.3. Дислокационный механизм пластической деформации: а — модель движения гусеницы; б — модель перемещения ковра
Гусеница перемещается путем последовательного подъема одной пары ног и перестановки их в новое место, а не за счет подъема всех ног одновременно и перемещения на шаг. Когда
все ноги гусеницы последовательно выполнят эту операцию, то она переместится на шаг (такой режим движения требует от нее значительно меньших усилий). Аналогичным образом происходит перемещение ковра по полу в случае прокатывания на нем складки, что требует значительно меньших усилий, чем, транспортировка ковра целиком.
Дислокационный механизм пластической деформации объясняетсядсулюещим образом. Атомы, расположенные в поле дислокации, возбуждены (их энергия повышена) и выведены из устойчивого положения равновесия с минимальной свободной энергией. Такое состояние кристалла является метастабильным. Поэтому для того чтобы ограниченная группа атомов в области дислокации сдвинулась и заняла новое устойчивое положение равновесия, достаточно приложить существенно меньшее напряжение, чем при их синхронном сдвиге, т. е. совершить незначительную работу и затратить при этом минимум энергии.
Механизм перемещения дислокации на атомном уровне представлен на рисунке 2.4.
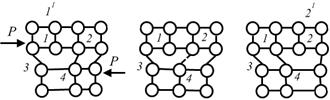
Рис. 2.4. Схема перемещения дислокаций
Следует отметить, что силы взаимодействия атомов зависят от расстояния. В зоне дислокации расстояния атомов 3 и 4 от краевого атома 1 экстраплоскости 1 – 1 1 увеличены и связи между этими атомами утрачены. Под действием сдвигающей силы Р смещение плоскостей приводит к уменьшению расстояния 1 – 4 и увеличению расстояния 2 – 4. В результате этого связь между атомами 1 и 4 восстанавливается, а между атомами 2 и 4 обрывается. Дислокация перемещается на одно межатомное расстояние.
Таким образом, движение дислокации — это процесс последовательного разрыва и восстановления связей в кристаллической решетке. В результате пробега дислокации от одной границы кристалла до другой происходит смещение части кристалла на одно межатомное расстояние. Из совокупности пробегов дислокаций складывается общая деформация кристаллического тела.
1.3. Наклеп и рекристаллизация
Пластическая деформация поликристаллических тел (металлов и сплавов) имеет некоторые особенности по сравнению с пластической деформацией одного зерна (монокристалла). В поликристаллическом металле зерна (следовательно, и плоскости скольжения) имеют различную ориентировку (рис. 2.5, а). Из-за влияния соседних зерен деформирование каждого зерна не может совершаться свободно. Пластическая деформация на первой стадии начинается тогда, когда действующие напряжения превысят предел упругости. На первой стадии пластическая деформация может происходить лишь в отдельных зернах с благоприятной ориентировкой, у которых плоскости легкого скольжения совпадают с направлением максимальных касательных напряжений. В каждом зерне сдвиг происходит последовательно: сначала по одной плоскости, затем по другой и т. д. Кроме сдвига, происходит и поворот смещенных частей зерна в направлении уменьшения угла между направлениями плоскостей скольжения и направлением растягивающих сил. В результате сдвигов и поворота плоскостей скольжения зерно постоянно вытягивается в направлении растягивающих сил (рис. 2.5, б). Зерна удлиняются настолько, что напоминают волокна, поэтому структура деформированного металла называется волокнистой (рис. 2.5, в). Дальнейшая деформация (вторая стадия) приводит к дроблению зерен.
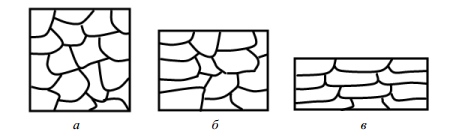
Рис. 2.5. Схема образования текстуры в поликристаллитном теле: а — исходное расположение зерен; б — изменение формы зерен при пластической деформации; в — текстура металла после деформации
В процессе межзеренных и внутризеренных сдвигов происходит искажение кристаллической решетки, удлинение и поворот зерен, их последующее дробление, что, в конечном итоге, затрудняет дальнейшее скольжение. Это вызывает возрастание сопротивления деформации. Кроме того, неравномерная деформация отдельных зерен приводит к возникновению внутренних напряжений, которые так же вызывают увеличение сопротивления деформации.
При холодной пластической деформациимиезнения структуры приводят к повышению твердости НВ и предела прочности металла σв, а также понижению его пластических (относительное удлинение δ) и вязкостных (ударная вязкость КС) свойств (рис. 2.6). Чем больше величина пластической деформации ε, тем значительнее эти изменения.
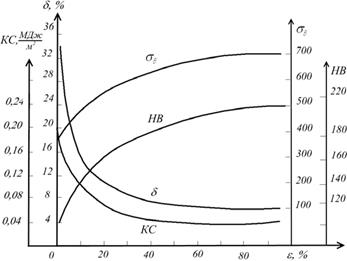
Рис. 2.6. Влияние степени деформации на механические свойства металлов
Изменение свойств и структуры металла в результате пластической деформации в холодном состоянии называется наклепом или упрочнением. Интенсивность нарастания наклепа по мере увеличения степени деформации неодинакова (в начальный момент деформирования она резко увеличивается, а затеммзеадляется ).
Наклеп не всегда является отрицательным фактором, затрудняющим процесс получения заготовки пластическим деформированием. Иногда его используют для получения изделия с необходимыми полезными свойствами (часто в сочетании с последующей термической обработкой). Так, холодной пластической деформацией можно в 2. 3 раза повысить предел прочности (особенно предел текучести). Например, гвозди должны быть изготовленыти могу применяться только из наклепанного металла. Гвозди, у которых наклеп снят термической обработкой (побывавшие в печи), к применению непригодны.
Следует отметить, что наиболее прочным материалом в современной технике является нагартованная (упрочненная) стальная проволока (в немецком языке слово hard означает твердость), получаемая в результате холодного волочения при ε = 80. 90 % и имеющая σв = 3 000. 4 000 МПа. Такая высокая прочность не может быть достигнута легированием и термической обработкой.
Понижение пластических свойств наклепанного металла может быть очень значительным. Например, у низкоуглеродистой стали относительное удлинение δ уменьшается почти в 6 раз (с 30. 35 до 5. 6 %).
При определенной степени деформации металл утрачивает пластичность настолько, что дальнейшее деформирование внешним усилием может привести к его разрушению.
Возврат и рекристаллизация. Деформированный металл по сравнению с недеформированным находится в неравновесном состоянии. В таком металле даже при комнатной температуре могут самопроизвольно протекать процессы, приводящие его в более устойчивоеувтнреннее состояние. При повышении температуры скорость таких процессов возрастает.
При нагреве до сравнительно низких температур протекает процесс возврата, т. е. снятие микронапряжений и частично искажений кристаллической решетки. Изменений структуры при этом еще не наблюдается. Возврат несколько изменяет свойства наклепанного металла (понижается его прочность и повышается пластичность). Возврат происходит при температуре (0,2. 0,3) Тпл, °K.
При дальнейшем нагреве в результате теплового воздействия происходит перестройка кристаллов деформированного тела, зарождение новых зерен (кристаллов) и их рост. Такой процесс называется рекристаллизацией.
В результате рекристаллизации (рис. 2.7) образуются совершенно новые зерна, с неискаженной кристаллической решеткой. Размеры новых зерен могут сильно отличаться от исходных. Образование новых зерен приводит к резкому снижению плотности дислокаций и высвобождению энергии, накопленной при пластической деформации металла. В результате рекристаллизации металл разупрочняется и восстанавливает свои первоначальные свойства, а его зерна становятся равноосными.
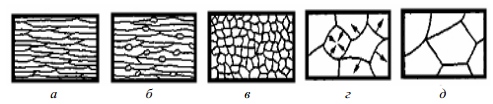
Рис. 2.7. Изменения микроструктуры деформированного металла при нагреве:
а — наклепанный металл; б — начало первичной рекристаллизации; в — завершение первичной рекристаллизации; г, д — стадии собирательной рекристаллизации
Пластически деформированные металлы могут рекристаллизоваться лишь после деформации, степень которой превышает определенное критическое значение, которое называется критической степенью деформации. Для алюминия она составляет ~2 %, для железа и меди — ~5 %. Если степень деформации меньше критической, то зарождения новых зерен при нагреве не происходит.
Наименьшая температура нагрева, обеспечивающая возможность зарождения новых зерен, называется температурой рекристаллиза- ции Трекр. Рекристаллизация для технически чистых металлов происходит при температурах Трекр ≥ 0,4 Тпл, °K. Температура рекристаллизации Трекр. некоторых металлов представлена в таблице 2.1.
Изменения структуры и свойств металлов при пластической деформации. Рекристаллизация
Пластическую, которая остается после окончания действия приложенных сил.
При пластическом деформировании меняется не только внешняя форма металлического тела, но и его структура, а это влечет за собой изменение механических свойств.
Под действием внешних усилий первоначально округлые зерна вытягиваются в направлении пластического течения и при больших степенях деформации могут принять форму волокон
Происходят изменения и во внутреннем строении каждого зерна, которое представляет собой совокупность огромного числа элементарных кристаллических ячеек и содержит дефекты кристаллического строения в виде вакансий, инородных атомов и дислокации. Наибольшее влияние на изменения в структуре и свойствах металлов оказывают дислокации. Пластическая деформация осуществляется путем скольжения одних атомных плоскостей относительно других, для чего затрачивается энергия внешних сил. Если в плоскости скольжения имеются дислокации, то затраты энергии на деформирование снижаются в десятки раз, т.к. благодаря им перескок огромного числа атомов, находящихся в плоскости скольжения, из своих узлов в соседние совершается не одновременно, а последовательно (эффект домино).


Рекристаллиза́ция— процесс образования и роста (или только роста) одних кристаллических зёрен (кристаллитов) поликристалла за счёт других. Скорость рекристаллизации резко (экспоненциально) возрастает с повышением температуры.
Влияние пластической деформации на структуру и свойства металлов
Как уже отмечалось, при обработке металлов давлением одновременно могут протекать процессы упрочнения и разупрочнения. Поэтому окончательные результаты влияния деформации на структуру и свойства металлов зависят от того, какие из этих процессов будут влиять сильнее. В связи с этим С. И. Губкин предложил различать горячую, неполную горячую, неполную холодную и холодную деформации.
Процесс горячей деформации протекает при температуре, превышающей температуру рекристаллизации, поэтому в результате нее металл не получает упрочнения. Рекристаллизация успевает пройти полностью, новые равноосные зерна заменяют все деформированные зерна, и искажения кристаллической решетки отсутствуют.
Неполная горячая деформация характеризуется незавершенностью рекристаллизации, которая не успевает закончиться во время деформации, так как ее скорость ниже, чем скорость деформации. Наряду с рекристал-лизованными зернами часть зерен в металле остается деформированной, и металл частично упрочняется. В нем могут возникать значительные остаточные напряжения, способные привести к разрушению материала. Этот вид деформации наиболее вероятен при температурах, незначительно превышающих температуру рекристаллизации. Кроме того, вероятность этого вида деформации увеличивается с возрастанием скорости деформации. Неполной горячей деформации следует избегать (особенно при обработке литого металла), так как она приводит к резкому снижению качества заготовок. Этот вид деформации часто наблюдается в сплавах с малой скоростью рекристаллизации (например, в некоторых многофазных алюминиевых или магниевых сплавах). Поэтому целесообразно проводить деформирование таких сплавов с низкими скоростями.
Неполная холодная деформация - это деформация, при которой рекристаллизация не происходит, но успевает пройти процесс возврата, который устраняет неравновесные избытки точечных дефектов, и перестраивается дислокационная структура, формирующаяся при деформации. В результате возврата плотность дислокаций снижается. Температура неполной холодной деформации располагается выше температуры начала возврата, а скорость деформации не превышает скорости возврата. Остаточные напряжения в значительной мере снимаются, а интенсивность упрочнения понижается. Пластичность металла после этого вида деформации выше, чем у металла, деформированного при отсутствии возврата, а прочностные свойства несколько ниже.
При холодной деформации разупрочняющие процессы (возврат и рекристаллизация) не происходят, и металл после нее только упрочняется. Температурный интервал холодной деформации расположен ниже температуры начала возврата, приблизительно от 0 до (0,2-0,25)7’пл.
Согласно приведенной классификации холодная и горячая деформация не связаны с конкретными температурами нагрева, а зависят только от протекания процессов упрочнения и разупрочнения. Поэтому, например, деформация легкоплавкого чистого свинца при комнатной температуре относится к горячей деформации, так как температура рекристаллизации этого металла расположена в области отрицательных температур.
В обработке металлов давлением горячую пластическую обработку металлов применяют чаще, хотя она дороже и сложнее холодной. Применение горячей обработки оправдано повышением пластичности металлов и снижением усилий на деформацию. Благодаря горячей обработке давлением можно деформировать крупногабаритные заготовки и снижать мощность деформирующего оборудования. Холодная деформация используется обычно на конечных стадиях получения изделий для обеспечения точности размеров и высокого качества поверхности.
Изменение структуры металла при прокатке
Рис. 2.9. Изменение структуры металла при прокатке
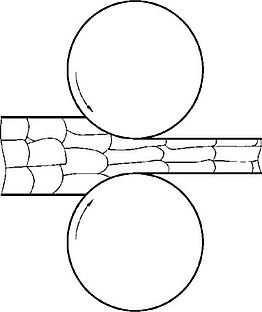
Холодная пластическая деформация вызывает в металле структурные изменения, включающие изменение формы кристаллитов, их кристаллографической пространственной ориентировки и внутреннего строения каждого кристаллита. Основное изменение формы кристаллитов заключается в вытягивании их в направлении главной деформации растяжения, тогда структура становится волокнистой (рис. 2.9). Кристаллические решетки зерен приобретают преимущественную пространственную ориентировку, возникает текстура деформации. Это одно из важнейших следствий кристаллографической направленности скольжения в каждом зерне по определенным плоскостям и направлениям пространственной решетки.
Важнейшее изменение внутреннего строения каждого кристаллита при холодной деформации - увеличение плотности дислокаций. Она может возрасти на 5-6 порядков. Кроме того, растет концентрация вакансий, появляются участки с локальной разориентировкои кристаллической решетки. При не слишком низкой энергии дефектов упаковки образуются микрополосы и формируется ячеистая структура.
Из-за волокнистости структуры и наличия текстуры деформации хо-лоднодеформированный металл характеризуется анизотропией свойств. Поэтому для оценки механических свойств изделий, полученных холодной деформацией, необходимо испытывать образцы, вырезанные как вдоль, так и поперек направления деформации. В связи с этим в таких изделиях различают долевые, поперечные, а в объемных полуфабрикатах еще и высотные свойства. Обычно показатели пластичности и ударная вязкость поперечных образцов ниже, чем долевых. Причина в том, что при вырезке поперек волокон возрастает число межзеренных границ, обогащенных примесями, которые менее пластичны, чем тело зерна.
Влияние различных видов деформации на структуру и механические свойства металлов.
Структура и механические свойства металлов после обработки давлением зависят от вида деформации, т.е. от того, какие разупрочняющие процессы протекают во время деформации и насколько полно они завершаются.
Горячая деформация осуществляется при температурахСтруктура литого металла преобразуется в полосчатую структуру деформированного (рис. 6.4). Название этой структуры связано с ее особенностями, обусловленными характером расположения вредных примесей, неметаллических включений и вторых фаз. При горячей деформации, как и при холодной, зерна изменяют форму, вытягиваясь в направлении главной деформации. Это приводит к образованию волокнистой структуры. Однако в связи с высокой подвижностью дефектов кристаллической решетки при горячей деформации интенсивно происходит динамическая рекристаллизация и очень быстрое преобразование уже непосредственно в процессе деформации волокнистой структуры в рекристаллизованную. Поэтому основная масса зерен в структуре горячедеформированного металла – это рекристаллизованные зерна глобулярной формы равновесного размера. Неметаллические включения вредные примеси и вторые фазы (например, карбиды) в литой структуре располагаются по границам зерен, образуя межзеренные прослойки. При деформации межзеренные прослойки частично разрываются, вытягиваются в направлении главной деформации (как и сами зерна до рекристаллизации) и образуют строчки или полоски (они хорошо видны на рис. 6.4).

Рис. 6.4 Полосчатая структура горячедеформированной стали 20. Стрелками указано направление главной деформации.
Образование полосчатой структуры связано со строчечным расположением межзеренных прослоек. Поэтому при обработке давлением однофазных сплавов, не содержащих вредных примесей и неметаллических включений, полосчатая структура не образуется. Горячая деформация двухфазных сплавов, например заэвтектоидных сталей, приводит к образованию ярко выраженной полосчатости.
Преобразование литой структуры в деформированную сопровождается залечиванием дефектов усадочного происхождения. При деформации какого – либо элемента заготовки в условиях двух- или трехосного сжатия полость усадочного происхождения смыкается и происходит сваривание металла по поверхности соприкосновения. В связи с залечиванием дефектов литой структуры плотность металлов после горячей деформации увеличивается. Например, для стали 40 плотность повышается на 0,1 %. При горячей деформации слитков, кипящей стали плотность увеличивается значительно больше (до 5%) в связи с тем, что при раскислении металла в изложнице в слитке образуется большое количество газовых пузырей, которые при последующей деформации тоже залечиваются. В процессе горячей деформации происходит залечивание дефектов даже очень больших размеров. При деформации 60. 70% залечиваются дефекты, относительный размер которых 10% и более от размера заготовки.
Преобразование литой структуры в деформированную приводит к значительному изменению механических свойств (рис. 6.5).
| 6.5 |

Уже при сравнительно небольшом коэффициенте укова (У = 2. 3) происходит интенсивный рост всех механических характеристик. Это связано с залечиванием дефектов усадочного происхождения, разрывом межзеренных прослоек (обычно хрупких и менее прочных, чем сам металл) и образованием прочных связей между кристаллитами непосредственно. Однако с увеличением степени деформации полосчатость приводит к появлению анизотропии механических свойств: вдоль направления строчек прочность и пластичность несколько увеличиваются, поперек строчек – значительно уменьшаются значения показателей пластичности δ, ψ, а также ударная вязкость. Это необходимо учитывать при разработке технологических процессов ОМД деталей ответственного назначения.
Итак, после холодной деформации структура металлов получается волокнистой, а их свойства становятся анизотропными. Это обусловлено вытягиванием зерен в направлении главной деформации, их поворотом и появлением преимущественной ориентировки кристаллографических осей. После горячей деформации структура металлов приобретает полосчатость, а свойства металлов становятся анизотропными из–за влияния вредных примесей, неметаллических включений, вторых фаз, например, карбидов. Термическая обработка позволяет полностью устранить волокнистость структуры и анизотропию механических свойств, вызванную холодной деформацией. Полосчатую структуру и анизотропию свойств, полученную в результате горячей деформации, устранить термической обработкой почти невозможно. Поэтому процессы горячей обработки давлением необходимо строить так, чтобы полосчатость проявлялась в наименьшей степени (для этого следует назначить оптимальные коэффициенты укова) и чтобы направление строчек наилучшим образом соответствовало условиям работы данной детали.
Тема 7
КОНТАКТНОЕ ТРЕНИЕ
ФИЗИЧЕСКИЕ ОСНОВЫ
При взаимодействии деформируемой заготовки с инструментом на контактных поверхностях возникают силы трения, которые оказывают большое влияние на силовой режим деформации, характер формоизменения, износ инструмента, качество деталей.
Используя различные способы снижения сил контактного трения, можно уменьшить усилие деформации в 5. 10 раз, а износ – в 100. 1000 раз. Условия контактного трения могут коренным образом изменять характер формоизменения при деформации с двумя степенями свободы течения металлов. Например, осадка кольцевой заготовки на шероховатых бойках приводит к уменьшению диаметра отверстия, а осадка на гладких смазанных бойках – к его увеличению.
Контактное трение – это механическое взаимодействие между твердыми телами, которое возникает в местах их соприкосновения и препятствует (или только стремиться препятствовать) относительному перемещению тел в плоскости их соприкосновения. Сила взаимодействия двух элементов заготовки и инструмента на площадках ∆Fз, ∆Fи в общем случае направлена под углом α к нормали n (рис. 7.1). Касательная составляющая Т силы R называется силой трения. В соответствии с третьим законом Ньютона сила Rз, действующей на заготовку, отвечает такая же сила Rи, приложенная к инструменту. Таким образом, на контактной поверхности заготовки ∆Fз возникает сила трения сопротивляющегося действияТз, которая затрудняет перемещение заготовки относительно инструмента и сильно влияет на качество деталей, а на контактной поверхности инструмента ∆Fи возникает сила трения активного действия Ти, которая стремиться увлечь инструмент в направлении движения заготовки и обусловливает износ. Это положение известно как положение о парности сил контактного трения сопротивляющегося и активного действия.
Для удобства сравнения силы трения Т относят к единице площади и величину контактным касательным напряжением.
| Рис. 7.2 |
| 7.1 |

Трение в процессах обработки металлов давлением качественно отличается от трения в машинных парах. Во – первых, при пластической деформации поверхность соприкосновения заготовки с инструментом непрерывно обновляется, так как увеличивается площадь контактной поверхности. Во – вторых, относительные перемещения деформируемого тела и инструмента в большинстве процессов ОМД незначительны и различны для различных точек контактной поверхности. В – третьих, для обработки давлением характерны высокие давления или температуры на поверхности трения. В подшипниках и направляющих машин общего назначения давления не превышают 20. 40 МПа, в тяжело нагруженных парах трения кузнечного оборудования они возрастают до 50. 100 МПа, а при холодной пластической деформации – до 2000. 2500 МПа. В случае деформации с нагревом давление уменьшается, однако на поверхности трения развивается высокая температура – 800. 1000°С и более. Влияние высокого давления и температуры в большинстве случаев совместное, вносит существенное изменение в процесс взаимодействия инструмента с обрабатываемой заготовкой по сравнению с трением в машинах.
В процессах ОМД бывает только три вида трения. Сухое трение возникает между заготовкой и инструментом в том случае, когда их контактные поверхности не разделены каким – либо третьим телом: смазкой, окислами, воздухом. В момент соприкосновения инструмента с заготовкой контакт осуществляется по небольшой поверхности значительно меньше номинальной . В процессе деформации происходит согласование поверхности заготовки с поверхностью инструмента по достижении предела текучести испытываемого образца. В области выступов металл получает значительные пластические деформации и упрочняется. Большие давления на контактных площадках узлов схватывания, т. е. поверхностей, по которым вследствие адгезии образуется металлическое соединение трущихся тел. При сухом трении прочность металлического соединения в узле схватывания в большинстве случаев выше, чем прочность заготовки. Поэтому дальнейшее относительное перемещение заготовки по поверхности деформируемого инструмента возможно лишь при разрушении металла заготовки.
В чистом виде сухое трение возникает лишь при обработке металлов давлением в глубоком вакууме. В обычных условиях деформации без смазки поверхности заготовки и инструмента покрыты окислами, пленками влаги, газов, различными загрязнениями. Поэтому условия, близкие к сухому трению, существуют лишь на отдельных участках поверхности деформируемой заготовки (главным образом на тех, которые образовались в результате увеличения общей площади контакта и выхода на поверхность глубинных слоев), да и то при отсутствии эффективной смазки.
Гидродинамическое трение* возникает при холодной пластической деформации с обильной смазкой: волочении прутков и проволоки, вытяжке листового металла, холодной осадке заготовок на плоских плитах, гидропрессовании, прессовании, в том числе горячем. Особенность этого вида трения состоит в том, что во всех точках контактной поверхности заготовка и инструмент разделены толстой, более 10 -4 мм, пленкой смазки. Для этого вида трения контактное касательное напряжение определяется по формуле Ньютона:
где – градиент скорости в слое смазки в направлении нормали к контактной поверхности.
* Этот вид трения нередко называют жидкостным.
При использовании эффективных смазок толщина пленки оказывается достаточно большой, трущиеся поверхности надежно разделяются, а контактное касательное напряжение оказывается минимальным: примерно на два порядка ниже, чем при сухом трении. Это приводит к резкому снижению деформирующих усилий, повышению качества изделий и увеличению стойкости инструмента.

Рис. 7.3. Вытяжка в условиях гидродинамического трения:
1 – пуансон, 2 – прижим, 3 – заготовка, 4 – вытяжная матрица, 5 – смазка.
В процессе обработки металлов давлением смазка выжимается с контактной поверхности под действием высоких нормальных давлений. Для поддержания гидродинамического режима трения необходимо создавать условия, способствующие образованию смазочного клина. Проще это сделать при волочении, гидропрессовании, прессовании, осадке, вытяжке (рис. 7.3). Относительное перемещение деформируемой заготовки по инструменту и вязкость смазки обусловливают вовлечение частиц смазки в зону деформации. Поэтому при движении вязкой жидкости в сходящемся канале давление повышается. Большие давления и сравнительно высокие скорости относительного скольжения в плоскости контакта вызывают высокие локальные температуры, что приводит к падению вязкости смазки и резкому уменьшению толщины смазочного слоя. По этой причине условия гидродинамического трения нарушаются и трение переходит в граничное.
Граничное трение при обработке металлов давлением встречается чаще других видов. Оно характеризуется тем, что поверхности инструмента и заготовки разделены тончайшим слоем смазки, обычно не более 10 -6 . 10 -4 мм. Контактное касательное напряжение τк при граничном трении на порядок больше, чем при гидродинамическом. Здесь особо важное значение приобретают свойства смазки и состояние контактирующих поверхностей. Причины столь значительного повышения контактного касательного напряжения состоят в следующем. Во-первых, смазочные пленки толщиной менее 10 -4 мм (граничный слой) качественно отличаются от нормальной жидкости, из которой они образованы. Во – вторых, неровности контактирующих поверхностей местами прорывают смазочную пленку, образуя узлы схватывания. Если пленка обладает малой механической прочностью, то количество узлов схватывания может быть весьма большим и граничное трение приближается к сухому.
ГРАНИЧНЫЕ УСЛОВИЯ
Для теоретического анализа процессов ОМД необходимо задать граничные условия, т.е. узнать закон, по которому должны изменяться касательные напряжения на контактных поверхностях деформируемой заготовки. В зависимости от вида операции и состояния контактных поверхностей заготовки и инструмента граничные условия могут задаваться по–разному.
В соответствии с законом Амотона–Кулона контактное касательное напряжение τк пропорционально нормальному давлению в плоскости контакта:
Теоретический расчет усилия осадки тонкой цилиндрической заготовки при задании граничных условий в форме Амонтона – Кулона приводит к нереально завышенным результатам: расчетное усилие в 22,6 раза, больше полученного экспериментально. Этот факт обязывает определить возможность применения формулы (7.2).
Условие Амонтона – Кулона нельзя применять, если на поверхности контакта действуют большие нормальные напряжения . ).
Известная в литературе формула Зибеля. Здесь коэффициент Физическая сущность коэффициентов трения(7.5).
В общем случае , поэтому , т.е. для волочения, вытяжки листового металла, прокатки с небольшими обжатиями толстых листов, начальной стадии осадки высоких заготовок и др. Для теоретического анализа процессов, характеризуемых схемой всестороннего сжатия с большим отрицательным средним напряжением – прокатки тонких листов с большими обжатиями, прокатки в калибрах, осадки тонких заготовок, объемной штамповки, прессования и других – следует применять формулу (7.5).Вид функции (7.6) установить теоретически пока не представляется возможным. Поэтому в первом приближении принимают, что силы трения равномерно распределены по контактной поверхности. Чтобы учесть влияние формы очага деформации, в работах И. Я. Тарновского и его учеников предложено контактное касательное напряжения и функцию d и высотой h предложены формулы
К сожалению, функции вида (7.7) установлены только для простейших схем деформации. Поэтому в дальнейшем используются граничные условия в форме Амонтона – Кулона (7.2), Зибеля (7.3) или условия гидродинамического трения (7.1).
Деформация металла: виды, описание процессов

Деформация металла происходит под воздействием силы, прилагаемой человеком или им же, но при помощи станка. Она может быть направлена снаружи и изнутри. В результате происходит сжатие металла, его растяжение, изгиб или кручение.
Процессы деформирования металла изучаются в таких областях науки, как кристаллография, материаловедение, физика твердого тела. Специалисты анализируют причины деформации и предлагают варианты по их исключению во время рабочего процесса. Это позволяет избежать большого количества брака.
Упругая и пластическая деформация металлов
Деформация металла бывает нескольких видов и зависит от того, как реагирует металл на приложенное к нему усилие.
Расстояние между атомами может увеличиваться под действием сил растяжения или уменьшатся, когда на металл влияют силы сжатия. В каждом из этих случаев атомы выходят из состояния равновесия, следовательно, изменяется баланс сил притяжения и электростатического отталкивания.

Однако после того, как нагрузка снимается, все процессы либо приходят в норму и кристаллы возвращаются к своим начальным параметрам и форме, либо так и остаются в измененном состоянии.
Вид деформации, исчезающей после устранения нагрузки, называется упругой. В результате такой нагрузки атомы смещаются незначительно, что не приводит к изменению свойств и структуры металла.
Если следы внешнего воздействия остаются и процесс деформации металла носит необратимый характер, речь идет о пластической деформации.
Причиной деформации металла может стать даже незначительное напряжение. При этом в начале воздействия и до определенных значений прилагаемых усилий деформации всегда бывают упругими. Прочность, пластичность и упругость – это основные механические свойства металла.
Разнообразие способов изготовления изделий в результате обработки давлением зависит от показателя пластичности. Данные способы основаны на характеристиках пластической деформации.
Такое качество, как повышенная пластичность металлов, определяет их сниженную степень чувствительности к концентраторам напряжения. Следовательно, при использовании разных металлов в производстве необходимо проводить их сравнительный анализ по данному показателю, а также контролировать качество материалов в процессе работы.
Параметры изделия под действием напряжения могут меняться. Это результат воздействия на него сил, прилагаемых извне, приводящих к напряжению или сжатию, а также фазовых преобразований и физико-химических процессов, являющихся следствием изменения объема детали.
Поскольку сила, действующая на металл, может возникать под разным углом, напряжение металла будет характеризоваться как нормальное или касательное. Появившаяся в итоге деформация может оказаться пластической и упругой. Пластическая деформация металлов и сплавов связана с действием касательных напряжений.
Особенности упругой деформации металла
Каждый металл имеет свои пределы упругости. От величины упругости зависит то, насколько сможет изменить форму и свойства детали прилагаемая сила. Процессы деформации металлов проходят по-разному.
Для того чтобы охарактеризовать способность металла противостоять растяжению и сжатию, используется специальный показатель, который называется модулем Юнга, или модулем продольной упругости.

Металлы с высоким модулем продольной упругости относятся к категории эластичных. Они способны вернуться в свое исходное состояние после того, как напряжение исчезнет. Возникшая нагрузка вызывает лишь незначительное и обратимое смещение атомов или поворотов блоков кристалла.
Таким образом, упругая деформация не приводит к заметным изменениям в структуре эластичного металла.
Например, рассматривая процесс изгиба стального листа, можно следующим образом описать механизм деформации металла: изначально существующие связи сжимаются и растягиваются, но процент возникших изменений не приведет к относительному перемещению атомов. Упругая деформация обеспечит восстановление связей между ними после того, как напряжение будет устранено. Однако результат воздействия напряжения может проявиться спустя некоторое время.
Свойства эластичных металлов могут быть изменены или утрачены при возникновении определенных условий. Пластичность материала уменьшится, он станет хрупким и уязвимыми. Так, при резких перепадах температур свои пластические свойства теряет олово.
Встречаются случаи аллотропических превращений, когда белое β-олово переходит в состояние серого α-олова и материал рассыпается. Изменения также могут произойти в результате контакта с металлом определенных химикатов, воздействие которых также негативно сказывается на свойствах упругости.
Повысить уровень эластичности можно за счет увеличения количества углерода. Например, для того чтобы обеспечить необходимые характеристики автомобильных рессор, для их изготовления используют специальные марки стали, соответствующие ГОСТ 14959-2016, содержание углерода в которых 0,62–0,70 %. Если необходима сталь с более высокой упругостью, выбирают марки с повышенным содержанием марганца и кремния.
Виды пластической деформации металла
В соответствии с теорией дислокации приложенная к кристаллам нагрузка приводит к тому, что смешение их частей относительно друг друга фиксируется не по всей площади скольжения. Оно возникает в месте дефекта кристалла и продвигается при меньшем усилии, приложенном извне, чем при единовременном скользящем движении целого блока атомов.

Теоретические и фактические значения напряжений часто не совпадают. Разница между ними может быть очень существенной. Для меди она составляет от 1540 МПа до 1 МПа, а для железа от 2300 МПа до 29 МПа. В качестве причины такого расхождения можно назвать имеющиеся в материале структурные дефекты, вблизи которых происходит первоначальная локализация сдвига. Впоследствии появившийся сдвиг начинает распространяться и двигается совместно с дефектом.
Плотноупакованные плоскости кристаллической решетки чаще всего становятся местами появления дислокаций. Усиление нагрузки приводит к тому, что в движение приходят дислокации плоскости скольжения с максимальными касательными напряжениями.
Пластическое течение начинается при определенном условии: касательное напряжение должно быть выше уровня критического значения, величина которого определяется первоначальной структурой деформируемого металла. Определить количественные и качественные параметры процесса пластической деформации металла можно, зафиксировав учет историй его деформирования.
Определить вид пластической деформации металлов можно исходя из того, каким образом двигаются кристаллы под воздействием приложенных усилий. Их движение может носить характер скольжения и двойникования.
Процесс скольжения
Данный вид пластической деформации идеального кристалла можно рассматривать как основной. Скольжение происходит в тех плоскостях, где присутствует самая высокая плотность расположения атомов. Движение направлено туда, где расстояния между атомами самые близкие.
Количество плоскостей может быть разным. Так, в гексагональной решетке такая плоскость представлена в единственном числе. Она располагается в основании, где присутствует максимальное количество атомов. Металлы, имеющие такую решетку, не отличаются высокой степенью пластичности.
Несколько плоскостей можно насчитать в решетках кубической формы. Это обстоятельство положительно сказывается на пластичности материалов с таким строением.
Процесс пластической деформации металлов зарождается в конкретных плоскостях скольжения. Внешняя сила здесь должна быть направлена в определенное место и под определенным углом. Для того чтобы произошла пластическая деформация металлов и сплавов в результате растяжения или сжатия, плоскость должна располагаться по отношению к линии воздействия внешней силы под углом 45°.
Скольжение представляет собой сдвиговый деформационный процесс. Это можно подтвердить следующим экспериментом: нагрузить отполированный образец из моно- или поликристалла.
После достижения определенного уровня нагрузки на поверхности металла возникает сетка из линий скольжения, которые называют линиями Чернова – Людерса. Именно они позволят увидеть произошедший сдвиг между различными частями образца.
Процесс двойникования
Этот процесс представляет собой сдвиг некоторых областей кристалла в положение, соответствующее зеркальному отражению областей, оставшихся в прежнем виде. Возникающая в результате деформация металла может расцениваться как незначительная.
Разные механизмы двойникования могут способствовать появлению образований, которые:
- представляют собой зеркальную переориентацию структуры материнского кристалла в определенной плоскости;
- появляются вследствие поворота матрицы на определенный угол вокруг кристаллографической оси.
Данный вид пластической деформации характерен для кристаллов, которые имеют:
- гексагональную решетку (магний, кадмий, титан, цинк);
- объемно-центрированную решетку (железо, молибден, ванадий, вольфрам).
Расположенность к двойникованию возрастает параллельно с увеличением темпов деформации и снижением температур.
Такие металлы, как медь и алюминий, имеют гранецентрированную решетку, и двойникование в этом случае может быть следствием отжига заготовки, приведшего к ее пластическому деформированию.
Виды холодной деформации металла
Холодная деформация позволяет сохранить деформированную структуру материала, подвергшегося обработке давлением. Не утрачиваются при этом и последствия наклепа, то есть упрочнения металла при пластической деформации.

К основным способам холодной деформации металлов можно отнести:
- холодную прокатку;
- волочение;
- холодную листовую штамповку.
Эти способы холодной пластической деформации металлов относятся к категории энергетически затратных и сопровождаются высокой степенью износа рабочих инструментов, поэтому в чистом виде используются нечасто.
В процессе холодной деформации ухудшаются пластические свойства металлов, а их твердость при этом возрастает. Процесс изменения физических и механических свойств происходит из-за глубоких структурных преобразований. Твердый деформированный металл становится хрупким. Возрастает уровень его предрасположенности к коррозии, уменьшается электропроводность, повышается растворимость в кислотах и т. д.
Упрочнение металла при холодной деформации может стать следствием характерного для этого процесса явления, которое называется «наклеп». Возникает он самопроизвольно и всегда прямо пропорционален степени холодной деформации: чем она выше, тем больше наклеп. Но его устойчивость может быть обеспечена только при низких температурах.
Стадии разрушения металла в процессе деформации
Высокие напряжения усиливают процесс деформации и способствуют разрушению металлов, основной причиной которых являются трещины. После того как трещина зарождается, она начинает распространяться через сечения и в итоге происходит окончательное разрушение материала.
Зарождаются трещины в результате сосредоточения находящихся в движении дислокаций перед каким-либо препятствием, из-за чего напряжение достигает уровня, достаточного для того, чтобы металл начал трескаться. После того как размер трещины становится критическим, ее дальнейший рост происходит произвольно.
Острая и разветвленная трещина характерна для хрупкого разрушения. Она разрастается с огромной скоростью, и процесс протекает практически моментально. Хрупкое разрушение характеризуется очень маленькой энергоемкостью, при этом работа процесса распространения трещины почти нулевая.
Также трещины могут образоваться из-за транскристаллитного и хрупкого интеркристаллитного разрушения. В первом случае они распространяются по телу зерна, а во втором – по границам зерен.
В результате хрупкого разрушения образуется блестящий кристаллический излом с ручьистым строением, плоскость которого перпендикулярна нормальным напряжениям. Образовавшаяся трещина распространяется по нескольким параллельно расположенным плоскостям.
Вязкое разрушение возникает в результате среза, произошедшего под действием касательных напряжений, которому предшествует существенная пластическая деформация.
Тупая раскрывающаяся трещина характеризуется большой величиной пластической зоны, расположенной перед ней. Распространяется она медленно и имеет высокие показатели энергоемкости. Это связано с затратами энергии, необходимыми для образования поверхностей раздела. Поверхность излома неровная, матовая. Его плоскость расположена под определенным углом.
Чтобы определить степень пластичности металла, следует сопоставить пределы его прочности и текучести. Чем больше разница между ними, тем выше пластичность. У хрупких металлов эти показатели практически равны, а значит, процесс их разрушения почти не связан с пластической деформацией.
Совпадение пределов текучести и прочности может произойти и в случае нагрева металлов до высоких температурных значений.
Понимать причины и механизмы деформации и разрушения металлов крайне важно, ведь от этого зависит безопасность возводимых конструкций и надежность работы механизмов. Поэтому данный вопрос должен быть объектом постоянного изучения, в результате чего можно будет предупреждать возможные ошибки и просчеты, экспериментальным путем находить наилучшие варианты решений поставленных задач.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM
Читайте также: