Сущность газокислородной резки металла
Обновлено: 17.05.2024
Поверхность разрезаемого металла должна быть очищена по линии реза от ржавчины, краски и других загрязнений, могущих замедлять и затруднять процесс резки вследствие ослабления подогрева металла. Разрезаемый металл устанавливается в удобное для резки положение, лучше всего в нижнее, хотя резка вполне возможна во всех пространственных положениях, включая вертикальное и потолочное. С задней стороны разрезаемого металла должно находиться достаточное свободное пространство для беспрепятственного свободного выхода струи режущего кислорода; при недостатке свободного пространства получается отражение и завихрение кислородной струи, вызывающее нарушение нормального процесса резки и чрезмерное уширение реза.
Операция резки начинается с предварительного подогрева металла в начальной точке до температуры начала горения, до белого каления. Подогрев производится подогревательным пламенем резака при закрытом вентиле режущего кислорода. В зависимости от толщины металла и состояния его поверхности время начального подогрева колеблется от 5 до 40 сек. По достижении достаточного нагрева открывают вентиль режущего кислорода, и когда режущая струя прорежет (пробьёт) всю толщину металла, начинают равномерное перемещение резака по линии реза, сохраняя всё время нормальное горение подогревательного пламени. Начинают резку обычно с кромки металла, но при небольших толщинах (до 50— 80 мм) возможно пробить начальное отверстие струёй кислорода в любом месте поверхности металла. Срез мундштука резака должен находиться всё время на постоянном расстоянии от поверхности металла, отвечающем наиболее эффективному действию подогревательного пламени. При наиболее распространённом процессе разделительной резки струя режущего кислорода обычно направляется приблизительно нормально к поверхности разрезаемого металла, так как при этом прорезается наименьшая толщина.
Процесс горения металла вдоль режущей струи кислорода происходит неравномерно. По мере углубления в массу металла ослабевает действие подогревательного пламени, теряет скорость кислород режущей струи, уменьшается мощность режущей струи вследствие расходования кислорода на сжигание железа. Поэтому при резке наблюдается так называемое отставание режущей струи, как это схематически показано на фиг. 227, т. е. выход режущей струи отстаёт от входа на наружной поверхности, считая по направлению резки. Отставание увеличивается с повышением скорости резки и является одним из факторов, ограничивающих скорость, в особенности на значительных толщинах металла. Отставание
Фиг. 227. Отставание режущей струи.
Фиг. 228. Наклон резака для уменьшения отставания струи.
можно в некоторой степени компенсировать наклоном режущей струи вперёд по направлению движения (фиг. 228). Слишком большая скорость резки, помимо значительного отставания режущей струи, даёт грубо неровную бороздчатую поверхность реза. Слишком малая скорость резки вызывает оплавление кромок на входной стороне и увеличивает ширину реза.
Скорость резки данной толщины металла зависит от многих факторов и может меняться в широких пределах. На скорость резки, прежде всего, влияют мощность кислородной струи и подогревательного пламени, т. е. соответственно часовой расход режущего кислорода и подогревательной смеси. Большое значение имеет чистота режущего кислорода, совершенство конструкции и состояние резака, а также квалификация газорезчика. Имеет значение также химический состав разрезаемого металла и состояние его поверхности.
Машинная резка обеспечивает большую скорость резания, чем ручная. Из различных возможных скоростей резки опытным путём выбирается оптимальная, дающая минимальную стоимость одного метра реза, минимальную ширину реза и достаточно чистую поверхность реза, отвечающую техническим требованиям. В зависимости от местных условий, стоимости и степени чистоты кислорода, качества разрезаемого металла, требуемой чистоты реза и т. д. оптимальная скорость кислородной резки одной и той же толщины металла может быть различной. Приведённые выше при описании резаков скорости резки следует рассматривать как некоторые сред
ние величины, могущие значительно меняться в отдельных случаях. Предварительный подогрев разрезаемого металла повышает до 50—100% скорость резки. Поэтому на предприятих, где металл нагревается в процессе производства, например на металлургических заводах, следует так организовать производственный процесс, чтобы кислородная резка производилась в периоды, когда металл имеет высокую температуру.
Производительность резки сильно зависит от чистоты кислорода. Обычно все нормы для резки даются для кислорода со степенью чистоты 99%. Снижение чистоты на 1%, т. е. переход с 99 на 98% чистоты кислорода повышает машинное время резки на 10—15% и расход кислорода на 20—30%. Поэтому к чистоте кислорода для резки предъявляются особенно строгие требования.
Для подогревательного пламени кислородных резаков могут применяться различные газообразные и жидкие горючие. Применение ацетилена для подогревательного пламени совсем необязательно, он может быть с успехом заменён водородом, метаном, различными природными и промышленными горючими газами, бензином, бензолом, керосином и т. д. Замена ацетилена другим горючим требует лишь незначительных переделок подогревательной части резака и ведёт в большинстве случаев к улучшению качества резки, так как ацетилено-кислородное пламя, незаменимое для сварки, для резки часто оказывается излишне горячим, вызывая оплавление кромок реза и, кроме того, часто ведёт к науглероживанию наружного слоя металла кромки реза, затрудняющему последующую механическую обработку. Поэтому замену дорогого и дефицитного ацетилена более дешёвыми горючими при кислородной резке следует признать не только допустимой, но и весьма целесообразной.
Ширина реза зависит от толщины металла, т. е. возрастает с увеличением толщины и может быть определена по формуле о— a + ks, где 5 и s — ширина реза и разрезаемая толщина в мм, auk — постоянные, зависящие от конструкции резака и пр.; в среднем а — 2 мм; ft = 0,02. Формула даёт ширину реза на входе струи. На выходной стороне рез несколько расширяется и тем больше, чем больше разрезаемая толщина. Уширение обычно колеблется в пределах от 10 до 50% от ширины на входе. Основные техникоэкономические показатели резки были приведены выше в описании резаков.
Процесс газокислородной резки вводит значительное количество тепла в разрезаемый металл, как за счёт действия подогревательного пламени, так и за счёт экзотермической реакции сгорания металла в кислороде. Нагрев происходит неравномерно и распределяется по кромке реза и сравнительно узкой полосе металла, прилегающей к резу. Неравномерный нагрев создаёт напряжения в металле и деформирует его, искажая геометрическую форму. Кромка реза несколько укорачивается, и в прилегающем слое возникают растягивающие напряжения, которые могут быть полностью сняты лишь отжигом с равномерным нагревом всей детали. Напряжения и деформации также уменьшаются при механической обработке: строжке или фрезеровании кромки реза. Полоса металла шириной 2—5 мм, прилегающая к резу, быстро нагревается выше критических температур, а затем быстро охлаждается, вследствие отвода тепла в остающуюся холодной основную массу металла. Происходит термообработка металла, соответствующая закалке.
Степень закалки, получающиеся структуры и максимальная твёрдость кромки реза определяются, в первую очередь, химическим составом стали и её чувствительностью к термической обработке. Простые углеродистые стали с содержанием углерода ниже 0,30% при резке почти не закаливаются. У легированных сталей и сталей с повышенным содержанием углерода часто значительно повышается твёрдость по кромке реза. Металл нагревается до наивысшей температуры у поверхности кромки, где обычно происходит полное аустенитное превращение, наблюдаются максимальные изменения структуры и твёрдости. В малоуглеродистых сталях наблюдается образование сорбитной структуры; по мере повышения содержания углерода и легирующих элементов в стали появляются троостит, а затем и мартенсит, свидетельствующий о высокой твёрдости и хрупкости металла. По мере удаления от кромки изменения структуры постепенно становятся менее заметными, приращение твёрдости уменьшается и на расстоянии нескольких миллиметров от кромки начинается неизменённый основной металл.
Ширина зоны термического влияния при кислородной резке зависит от химического состава и толщины разрезаемого металла, возрастая вместе с ней. При резке малоуглеродистой стали толщиной 10 мм ширина зоны влияния не превышает 1 мм; та же сталь толщиной 150—200 мм даёт зону влияния шириной около 3 мм. Стали легированные и с повышенным содержанием углерода при толщине 100 мм могут давать зону влияния до 6 мм шириной.
Сравнительные исследования структуры и механических свойств показали, что кислородная резка меньше изменяет свойства металла кромки, чем механическая резка ножницами и фрикционной пилой. Для малоуглеродистой стали нет необходимости удалять поверхностный слой металла с кромки реза; для последующей сварки достаточна очистка кромок от окалины. При резке сталей, чувствительных к термической обработке, после резки иногда приходится прибегать к дополнительным операциям: механической строжке кромки, местному отжигу. Особенно опасным является возникновение мелких трещин в зоне влияния, что иногда наблюдается у сталей, легко закаливающихся. В подобных случаях приходится прибегать к предварительному подогреву металла.
Правильно проведённый подогрев уменьшает коробление, внутренние напряжения, изменения структуры, приращение твёрдости. Поэтому подогрев часто является единственным надёжным средством получения качественной кислородной резки легко закаливающихся легированных и углеродистых сталей. При машинной кислородной резке подогрев часто может быть успешно осуществлён мощными многопламенными горелками, смонтированными на режу
щей машине и перемещающимися вместе с кислородным резаком вдоль поверхности разрезаемого металла.
Помимо структурных изменений металла при кислородной резке наблюдается также и некоторое изменение его химического состава, простирающееся от поверхности кромки на глубину до 2—3 мм. Наиболее существенным является часто наблюдающееся при резке сталей повышение содержания углерода у поверхности реза. Иногда это повышение содержания углерода частично может быть объяснено науглероживающим действием подогревательного пламени. Но повышение содержания углерода наблюдается и при водородно'м пламени, которое не может науглероживать металл. Повидимому, основной причиной науглероживания служит миграция (перемещение) углерода при неравномерном нагреве металла в более нагретые области. Так как наиболее сильно нагревается поверхность кромки реза, то и наблюдается перемещение углерода из внутренних менее нагретых слоёв металла к поверхности кромки.
Газокислородная резка металла

Одним из самых популярных и ранее, и сегодня, видом резки металла, является газокислородная резка. Столь высокую популярность этот вид приобрел за счет своего высокого коэффициента производительности. Этот высокий показатель обеспечивается благодаря тому, что способ имеет совершенно иной принцип действия, нежели иные виды резки металла – это принцип нагревания, плавления и горения металла.
Газокислородная резка заключается в следующем. Перед тем как начать рез металлической заготовки, обязательно нужно предварительно разогреть место, где будет производиться резка до такой температуры, при которой металл будет воспламеняться. Это выполняется за счет подогревательного пламени резака, без включения в работу режущего кислорода.
В зависимости от того, насколько толстый металл, какой вообще вид металла используется, за счет состояния его обрабатываемой поверхности, нагрев также будет разным. В целом, он может длиться от 5 до 45 секунд. Как только будет достигнут достаточный нагрев, в работу подают кислород. После того, как плазменная струя прорежет весь металл по толщине, начинается равномерное перемещение инструмента (резака), вдоль линии реза. В работе, кислород выполняет несколько функций – прежде всего, режет нагревшийся металл, и, во-вторых, он удаляет оксиды, которые образуются на поверхности режущего металла. Также, за счет большого количества выделяющейся теплоты, в обрабатываемом металле подогреваются его соседние слои.
Стоит отметить, что во время работы, сопла резака должны находиться на одинаковом расстоянии от металла, а точнее его поверхности. Нельзя наверняка сказать, каким должно быть это расстояние точно, ведь это зависит от множества факторов. Поэтому, как правило, это расстояние подбирается на основании опыта.

Среди недостатков данного способа является то, что далеко не все металлы поддаются резке, или поддаются, так сказать, «удобной» резке. К примеру, у вас не получится с помощью газокислородного резака, разрезать заготовку из алюминия, из элементарных соображений. Дело в том, что температура плавления алюминия, составляет всего 660°С, а температура горения материала, составляет всего 900°С. В результате, при попытках разрезать алюминиевый лист или заготовку, в месте реза вы не сможете получить желаемую, стабильную форму, так как алюминий просто начнет течь. К тому же, во время горения, алюминий будет образовывать большое количество оксидов, температура плавления которых составляет 2500°С. Поэтому, данный окисел получится слишком твердым и удалить его будет крайне сложно. И, заключающим фактором невозможности газокислородной резки алюминия является то, что этот материал очень эффективно и хорошо проводит тепло. Поэтому, чтобы резать алюминий, нужна очень высокая концентрация мощности устройства, а также очень большой расход газа. По тем же причинам, резке не поддаются металлы, имеющие высокую степень легирования, а также высокоуглеродистые или хромоникелевые стали.
Недостатком данного способа также является сравнительно большая ширина реза, вдоль которого всегда будут оставаться наплывы и окислы, а также образовываться грат. Плохое качество реза, а также невозможность, или сложная возможность прохода резаком по криволинейным поверхностям и контурам небольших радиусов. Значительное термическое воздействие на металл, также может давать некоторые последствия (например, металл может стать хрупким). Неравномерный нагрев во время газокислородной резки приводит к напряжению внутри металла, а также его деформации. Поэтому в случаях, когда необходима геометрическая точность и качество, такой способ не подойдет.
74. Электродуговая и плазьменно – дуговая резка.
Электродуговая резка металлов позволяет разделять их на части путем выплавления металла в месте реза угольными или металлическими электродами. При резке угольным электродом диаметром 10-20 мм применяют прямую полярность; сила тока равна 400-1000 А. Резку материала толщиной до 20 мм можно производить на переменном токе при силе тока 280 А. Применение металлических электродов с толстой обмазкой повышает качество резки, уменьшает ширину реза и дает более ровные кромки. Дуговую резку применяют при разборке старых металлоконструкций, магистральных трубопроводов, разделке металлического лома, удалении литниковой системы, резке цветных металлов, стали и чугуна, прожигании отверстий, а также при выполнении ремонтных и монтажно-сборочных работ. Воздушно-дуговую резку стали и цветных металлов осуществляют на постоянном токе с обратной полярностью угольным электродом при давлении воздуха 0,2-0,6 МН/м 2 (МПа). Эта резка основана на расплавлении металла и выдувании его струей сжатого воздуха. Струя сжатого воздуха 2 поступает в резак 1 и вытекает вдоль электрода 3
Плазменно-дуговая резка является прогрессивным высокопроизводительным способом резки металлов. Она осуществляется путем глубокого проплавления металла сжатой дугой в зоне резания и удаления частиц расплавленного металла газовым потоком. На рис. 80 представлена схема процесса. Дуга возбуждается и горит между вольфрамовым электродом / и разрезаемым металлом 5. Ток постоянный прямой полярности. Электрод находится внутри охлаждаемого медного мундштука 2. В канал мундштука под давлением подается плазмообразующий газ, струя которого сжимает столб дуги 3, Под действием дуги газ разогревается до высокой температуры, образуя плазму с температурой > 10000°G. Струя плазмы 6, имея высокую температуру и большую скорость истечения, проплавляет металл по линии реза 4 и выдувает расплавленный металл из зоны резания.? Плазменно-дуговую резку можно применять для резки легированных и углеродистых сталей, чугуна, цветных металлов и их сплавов. Наиболее рационально и экономично ее применение при резке высоколегированных сталей, цветных металлов и их сплавов. Электроды изготовляют из лантанированного вольфрама ВЛ-10или торированного вольфрама ВТ-15. Плазмообразующими газами служат чистый аргон высшего сорта (ГОСТ 10157-73), технический азот 1-го сорта (ГОСТ 9293-59), смеси аргона с техническим водородом, воздух. Источниками питания дуги являются однопостовые сварочные преобразователи ПСО-500 и выпрямители ВКС-500. Для обеспечения повышенного напряжения холостого хода используют последовательное включение двух-трех преобразователей на одну дугу.
75. Наплавка и метализация поверхностей
Наплавка – это нанесение с помощью сварки плавлением слоя металла на поверхность изделия. Наплавку применяют как при ремонте изношенных деталей для восстановления их исходных размеров (восстановительная наплавка, ремонтная наплавка), так и при изготовлении новых изделий (наплавка слоёв с особыми свойствами, например, коррозионно-стойких, антифрикционных, особо твёрдых, электропроводных слоёв). Масса наплавленного металла обычно не превышает нескольких процентов от общей массы изделия. Проплавление основного металла и его перемешивание с наплавленным металлом должны быть минимальными для сохранения механических свойств наплавляемого слоя.
Для наплавки используют большинство известных способов сварки плавлением. Самым простым способом наплавки является ручная дуговая наплавка. Также применяют автоматическую дуговую наплавку под флюсом, многоэлектродную наплавку, при которой одновременно плавятся несколько электродных проволок, иногда заменяемых широкой лентой малой толщины. Для наплавки большого количества металла (толщина наплавляемого слоя не менее 5 мм) используют электрошлаковую наплавку. Существует много разновидностей наплавки с использованием плазменной дуги или газового пламени. В последнее время очень широко применяется лазерная наплавка, позволяющая, в частности, эффективно исправлять точечные дефекты и практически не приводящая к деформации изделия после наплавки.
Металлизация – это нанесение металлического покрытия на поверхность изделия путём осаждения на ней жидкого металла, распыляемого газовой струёй. При подаче металлической проволоки к источнику нагрева происходит её быстрое расплавление, и жидкий металл под давлением газовой струи (обычно, сжатого воздуха, хотя при напылении коррозионно-стойкими сталями и алюминиевыми сплавами, как правило, используют азот) порядка 0,5 МПа распыляется на частицы размером 0,001…0,2 мм, которые подхватываются этой струёй и с большой скоростью, доходящей до 300 м/с, ударяются о поверхность детали, соединяясь с ней.
Металлизация дает возможность покрывать поверхности деталей почти из всех металлов независимо от формы поверхностей. Толщина наносимого слоя металла может колебаться от 0,02 до 10 мм и более. Поскольку металлизация вызывает лишь небольшой нагрев покрываемой поверхности (обычно не более 70°С), то она не приводит к структурным изменениям в покрываемом материале, благодаря чему можно наносить слой покрытия на любые материалы: металл, пластмассу, дерево, резину и т. п.
Металлизацию применяют для защиты от изнашивания, коррозии, а также в декоративных целях для таких изделий, как цистерны, бензобаки, мосты, изнашивающиеся части валов, подшипников и других деталей машин. По сравнению с наплавленным слоем металлизированный (металлизационный) слой имеет меньшую прочность и плотность, поэтому его нельзя применять для восстановления изношенной детали ответственной прочности, а можно применять лишь для восстановления размеров малонагруженных деталей. Металлизация практически не повышает прочность деталей, особенно при работе в условиях ударных или знакопеременных нагрузок, но может значительно повысить поверхностную твёрдость. При металлизации поверхностей, работающих в условиях повышенного трения, следует учитывать сравнительно малую сцепляемость металлизированного слоя с основным металлом. Многочисленные испытания показывают, что при сухом трении металлизированный слой работает на истирание, как правило, значительно хуже, чем основной металл. В условиях жидкостного и полужидкостного трения металлизированный слой работает удовлетворительно.
77. Электроэрозионная обработка, электроимпульсная обработка
Электроэрозия представляет собой изменение структуры и формы металла путем воздействия электрического разряда. Она возникает при создании напряжения между электродами. Одним из них служит изделие из металла, а вторым – рабочий электрод.
Если по электродам пропускать ток, то в пространстве между ними возникнет напряжение за счет электрического поля. При сближении расстояния между электродами до критического возникнет разряд, служащий проводящим каналом электричества.
Чтобы повысить силу разряда электроды помещаются в жидкость, являющуюся диэлектриком, в качестве которой используют различные масла минерального характера или керосин. Проходящий по образованному каналу ток, нагревает диэлектрическую жидкость, доводя ее до кипения и последующего испарения с образованием газового пузыря. Внутри этого пузыря возникает мощный разряд, сопровождающийся потоком электронов и ионов.
Бомбардируя электрод, они создают плазменный поток. В результате в зоне разряда температура повышается до 10000–12000°C и мгновенно расплавляет металл с образованием эрозионного углубления в виде лунки. Значительная часть расплава испаряется, а на поверхности металла в лунке после его остывания остается слой, состав которого отличается от состава исходного металла.
Электроимпульсная обработка металлов относится к одному из электроэрозионных методов. Многие семинары выставки посвящены именно этому.
Различают такие электроэрозионные методы:
2.электроимпульсный,
3.высокочастотный электроискровой,
Во время проведения электроимпульсной обработки металлов получают дуговой разряд от применения электрических импульсов очень большой длительности (500 – 10 000 мкс).
Следует обратить внимание на то, что на соблюдение точности параметров и шероховатости поверхностей, которые обрабатываются, влияет выбранный метод обработки. Так, например, для обработки штампов целесообразнее применять электроимпульсную обработку. В ходе этой обработки снятие металла осуществляется в десятки раз быстрее, чем во время электроискровой обработки. Однако максимально эффективен электроимпульсный метод при выполнении работ по обработке небольших отверстий сложной формы.
Отличительной особенностью электроимпульсной обработки металлов является использование однополярной формы импульсов, что способствует концентрации всей энергии исключительно на процессе разрушения металла обрабатываемой детали. Это позволяет повысить активность процесса обработки, снизить расход электродов, а также существенно снижает температуру межэлектродного пространства, а значит, дает возможность применить графитированные электроды, которые обеспечивают высокий уровень обработки. В этом можно убедиться после ознакомления с тематическими выставочными стендами.
78. Электрохимическая обработка
Электрохимическая обработка (ЭХО) — способ обработки электропроводящих материалов, заключающийся в изменении формы, размеров и (или) шероховатости поверхности заготовки вследствие анодного растворения её материала в электролите под действием электрического Механизм съема (растворения, удаления металла) при электрохимической обработке основан на процессе электролиза. Съем металла происходит по закону Фарадея, согласно которому количество снятого металла пропорционально силе тока и времени обработки. Один из электродов (заготовка) присоединен к положительному полюсу источника питания и является анодом, а второй (инструмент) — к отрицательному; последний является катодом.
Особенностями электролиза являются пространственное окисление (растворение) анода и восстановление (осаждение) металла на поверхности катода. ПриЭХО применяют такие электролиты, катионы которых не осаждаются при электролизе на поверхности катода. Этим обеспечивается основное достоинство ЭХО перед электроэрозионной обработкой — неизменность формы электрода-инструмента. Для стабилизации электродных процессов при ЭХО и удаления из межэлектродного промежутка продуктов растворения (шлама) применяют принудительную подачу в рабочую зону электролита, то есть прокачивают его с определенным давлением.
79. Электроконтактная обработка
Один из видов электрофизической и элекрохимической обработки металлов. Электроконтактная обработка основана на локальном нагреве заготовки в месте контакта с электродом-инструментом и удалении размягченного или расплавленного металла из зоны обработки механическим способом: относительным движением заготовки или инструмента.
Источником теплоты служат импульсные дуговые разряды.
Этот вид обработки рекомендуется для крупных деталей из углеродистых и легированных сталей, чугуна, цветных сплавов, тугоплавких и специальных сплавов.
Этот метод применяют для зачистки отливок от заливов, отрезки литниковых систем, зачистки проката, шлифования коррозионных деталей из труднообрабатываемых сплавов.
45- Анодно-механическая обработка
способ обработки металлов комбинированным электрохимическим и электроэрозионным воздействием электрического тока на изделие в среде электролита. Разработан в СССР в 1943 инженером В. Н. Гусевым.
Обрабатываемое изделие (анод) и электрод-инструмент (катод) включают, как правило, в цепь постоянного тока низкого напряжения (до 30 в). Электролитом служит водный раствор силиката натрия Na2SiO3 (жидкого стекла), иногда с добавлением солей других кислот. В качестве материалов для электродов-инструментов применяют малоуглеродистые стали (08 кп, 10, 20 и др.). Под действием тока металл изделия растворяется и на его поверхности образуется пассивирующая плёнка (см. Пассивирование). При увеличении давления инструмента на изделие плёнка разрывается и возникает электрический разряд. Его тепловое действие вызывает местное расплавление металла. Образующийся шлам выбрасывается движущимся инструментом. Изменяя электрический режим и давление, можно получить изделия с различной шероховатостью поверхности (до 9-го класса чистоты).
Работа по съёму металла при А.-м. о. осуществляется электрическим током в межэлектродном зазоре почти без силовой нагрузки на узлы анодно-механического станка в противоположность металлорежущим станкам, в которых эти узлы сильно нагружены. Интенсивность съёма металла практически не зависит от механических свойств обрабатываемых металлов и инструмента (твёрдости, вязкости, прочности), поэтому А.-м. о. целесообразно применять для изделий из высоколегированных сталей, твёрдых сплавов и т. п. Высокий технико-экономический эффект А.-м. о. даёт именно при обработке таких материалов: увеличивается производительность, уменьшаются количество отходов и расход энергии, резко снижаются затраты на инструмент. При доводочных работах А.-м. о. позволяет получить высокое качество поверхности.
Сущность, применение и оборудование кислородно-флюсовой резки
1. Кислородная резка металлов основана на свойстве нагретого металла интенсивно сгорать в струе кислорода. Металл в месте разреза нагревают газовым пламенем до температуры его воспламенения в кислороде и на нагретую поверхность направляют струю режущего кислорода. Воспламенившийся металл сгорает, а образующиеся окислы сдуваются струей кислорода.
Для осуществления процесса кислородной резки необходимы следующие условия: температура горения металла в кислороде должна быть ниже температуры его плавления; образующиеся в процессе резки окислы металла должны плавиться при температуре более низкой; чем температура горения металла; теплопроводность металла должна быть низкой; количество тепла, выделяющегося при сгорании металла, должно быть достаточно большим, чтобы обеспечить непрерывность процесса резки; консистенция окислов металла должна быть жидкой. Наиболее точно перечисленным выше условиям отвечают стали.
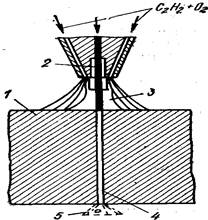
Процесс резки (рис.82) начинается с нагрева металла 1 в начальной точке реза до температуры воспламенения данного металла в кислороде. Нагрев осуществляется подогревающим пламенем 3, которое образуется при сгорании горючего газа в кислороде. Когда температура нагрева металла достигает требуемой величины, пускается струя режущего кислорода 2.
Режущий кислород попадает на нагретый металл и зажигает его. При горении металла выделяется теплота, которая вместе с подогревающим пламенем разогревает нижележащие слои, и горение распространяется на всю толщину металла. Образующиеся при сгорании металла окислы 5, будучи в расплавленном состоянии, увлекаются струей режущего кислорода и выдуваются из зоны реза 4. Если перемещать резак по заданной линии с надлежащей скоростью, то форма реза будет соответствовать заданной конфигурации. Рис.82
Газокислородная резка находит широкое применение почти во всех областях металлургической и металлообрабатывающей промышленности. Ее применяют при раскрое листовой стали, при резке профильного металла, при вырезке косынок, кругов фланцев и других фасонных заготовок.
Для подогрева стали до температуры 600…700°С применяют горючие газы: ацетилен, природные газы, пары бензина и керосина.
Газопламенная кислородная резка позволяет резать металл толщиной до 300 ммпростейшей аппаратурой, проводить резку на монтаже, и полевых условиях. Этим способом режутся малоуглеродистые и низколегированные стали.
2. Резка может быть ручной и машинной. Для ручной резки применяют универсальный резак типа УР (рис.6), имеющий сменные мундштуки.
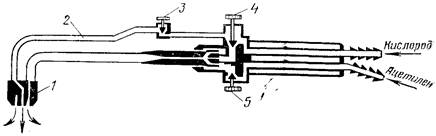
Универсальный резак, подобно инжекторной горелке, состоит из двух частей: корпуса и наконечника. Резак имеет инжекторное устройство, обеспечивающее нормальную работу при любом давлении газа. Рис.83
В резаке есть дополнительный канал 2 (рис. 83) для подачи режущего кислорода. Головка резака 1 состоит из внутреннего мундштука, по которому выходит режущий кислород, и наружного мундштука. По кольцевому зазору между внутренним и наружным мундштуками подается ацетилено – кислородная смесь, которая при сгорании нагревает металл в месте резки.
Универсальный инжекторный резак укомплектовав двумя наружными и пятью внутренними мундштуками. Этим резаком можно резать низкоуглеродистые стали толщиной от 3 до 300 мм. Номера сменных мундштуков выбирают в зависимости от толщины разрезаемого металла. Например, для резки стали толщиной 3. 5 мм используют наружный и внутренний мундштуки № 1, толщиной 200. 300 мм – наружный мундштук №2, а внутренний – №5. Давление кислорода при газовой резке устанавливают в пределах 0,2. 1,4 МПа, в зависимости от толщины разрезаемого металла, а ацетилена – не ниже 0,001 МПа.
Машинную резку выполняют наавтоматах и полуавтоматах, имеющих один или несколько резаков, позволяющих проводить резку по сложному контуру.
В качестве аппаратуры для газовой резки используют кислородные и ацетиленовые баллоны. Вместо ацетиленового баллона может применяться ацетиленовый генератор.
3.По характеру и направлению кислородной струи различают 3 вида резки:
- разделительная (делают сплошные разрезы);
- поверхностная (снимает поверхностный слой);
- кислородным копьем (прожигают в металле отверстия).
При выполнении разделительной кислородной резки необходимо учитывать, какие требования предъявляются к точности резки и качеству поверхности вырезаемой детали. Чем ниже эти требования, тем меньше расходуется кислорода и горючего и тем большей может быть скорость резки.
Например, при разделочной резке (резка в лом) качество поверхности и точность резки не имеют значения. Поэтому резка ведется вручную при наибольшей возможной скорости.
При заготовительной резке (вырезается заготовка, из которой механической обработкой изготавливается деталь) качество реза также не имеет значения, но должен быть выдержан определенный размер заготовки при наименьших припусках на механическую обработку. Резка производится вручную. При этом часто применяются простейшие приспособления (опорные ролики, циркуль, направляющие тележки и т. п.), с помощью которых легче выдержать задаваемые припуски.
Резка под сварку должна осуществляться так, чтобы была чистая поверхность реза и были соблюдены заданные размеры детали. Требования повышаются, когда детали подготавливаются под автоматическую сварку. В этом случае применяется обычно механизированная резка.
Чистовая вырезка круглых и фасонных деталей, которые будут использованы без последующей механической обработки, производится только автоматами.
Таким образом, в зависимости от вида кислородной разделительной резки необходимо добиваться определенного качества реза.
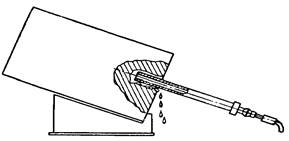
Поверхностной кислородной резкой называется процесс снятия слоя металла с поверхности обрабатываемой детали, выполняемый посредством кислородной струи.

В отличие от разделительной резки, при которой кислородная струя направляется перпендикулярно поверхности обрабатываемого металла или углом вперед с углом атаки φ = 45° и более, при поверхностной резке угол атаки меньше и составляет обычно 10…30°. В результате наклонного направления струи и малой скорости ее истечения в связи с применением относительно небольших давлений кислорода (редко выше 4…5 кгс/см 2 ) и больших сечений выходных каналов для кислорода, струя, врезаясь в подготовленный в тепловом отношении металл, деформируется и выбрасывается в сторону той же поверхности, с которой она и была введена. На эту же Рис.84
поверхность выбрасывается и сожженный металл в виде расплавленного шлака. Если резак перемещать вперед с определенной для конкретных условий скоростью, то кислородная струя будет сжигать следующие объемы уже подогретого металла. При этом шлак в значительной
степени облегчает тепловую подготовку металла, подлежащего резке кислородной струей, позволяя применять значительную линейную скорость резки и сжигать в единицу времени большее количество металла поверхностного слоя.
Шлак, получающийся при поверхностной кислородной резке, отличается от шлака при разделительной резке большим количеством несожженного железа, а его влияние на тепловую подготовку металла при установившемся процессе резки значительно сильнее, чем при разделительной. Общий вид процесса поверхностной кислородной резки представлен на рис. 84.
Кислородное копье – стальная трубка, по которой пропускается кислород. Будучи предварительно нагретым до температуры 1350…1400°С, рабочий конец копья после пуска кислорода начинает интенсивно окисляться (гореть), развивая температуру до 2000° С. Для увеличения тепловой мощности копья внутрь трубки обычно закладывают стальной пруток.
Для начального нагрева копья пользуются обычно посторонними источниками нагрева сварочной дугой, пламенем сварочной горелки, Рис.85
подогревающим пламенем резака и др. В начальный момент, при зажигании копья, давление кислорода устанавливают небольшим, после же воспламенения трубки и установления устойчивого процесса давление кислорода поднимают до рабочего.
В процессе горения копье непрерывно укорачивается, причем в зависимости от толщины прожигаемого материала длина сгоревшей части трубки копья может быть в 5—25 раз больше длины прожигаемого отверстия. Обычно процесс прожигания кислородным копьем отверстий производят без применения подогревающего пламени.
Процесс прожигания кислородным копьем отверстий начинается с воспламенения рабочего конца копья в кислороде. После воспламенения его прижимают к поверхности прожигаемого металла, и, заглубив его в металл, увеличивают давление кислорода до требуемой рабочей величины, совершая копьем периодически возвратно-поступательные и вращательные движения. В процессе прожигания отверстия торец копья все время необходимо прижимать к обрабатываемому металлу, отрывая его лишь на короткое время при возвратно-поступательном движении. Образуемые в процессе прожигания отверстия шлаки давлением кислорода и газов, продуктов реакции окисления металла, выносятся в зазор между трубкой копья и стенкой прожигаемого отверстия.
Кислородным копьем можно прожигать отверстия во всех пространственных положениях. В качестве копья при прожигании отверстий в стали может служить стальная водогазопроводная трубка с диаметром проходного сечения 10 и 15 мм и заложенная внутрь нее низкоуглеродистая проволока диаметром 4 и 5 мм.
4. Сущность процесса кислородно-флюсовой резки состоит в том, что в зону реза, подогретую газовым пламенем, вместе со струей режущего кислорода вводят порошок флюса, который сгорает в кислороде, выделяя теплоту, повышающую температуру в зоне реза, – это термическое воздействие флюса. Продукты сгорания флюса образуют с тугоплавкими окислами разрезаемого материала жидкотекучие шлаки, которые удаляются из реза струей режущего кислорода - это химическое действие флюса. И, наконец, частицы порошка флюса сгорают не сразу и, перемещаясь в процессе горения в глубину реза, ударным трением стирают с поверхности кромок тугоплавкие окислы, способствуя их удалению из реза, - это абразивное действие флюса.
Увеличение количества выделяющейся при этом процессе теплоты позволяет применять его для резки материалов, окисление которых связано с образованием тугоплавких и вязких соединений. Расчет состава флюса для резки конкретных металлов производят по диаграммам состояния из условий получения шлакового состава с минимальной температурой плавления и вязкостью.
Аппараты для кислородно-флюсовой резки состоят из резака, флюсопитателя и устройства для подачи флюса в резак. Резаки для кислородно-флюсовой резки отличаются от резаков для кислородной резки только тем, что каналы для подачи режущего кислорода сделаны большим диаметром.
Применяют три схемы подачи флюса: внешнюю, однопроводную под высоким давлением и механическую (рис. 86). По первой схеме в верхнюю и нижнюю часть бачка 1 с флюсом подают кислород 2. В верхней части создается давление, а в нижней – кислород вдувается в шланг 3, засасывая (инжектируя) флюс. Газофлюсовая смесь подается по шлангу 3 в надетую на резак 4 головку 5, выходя из отверстий которой, засасывается струей режущего кислорода и поступает в зону реза. При этой схеме может использоваться любой кислородный резак, на него надо только надеть головку для подачи флюса. При однопроводной схеме флюс 3 инжектируется из бачка непосредственно струей режущего кислорода 6. Флюсокислородная смесь поступает по шлангу 3 через центральный канал резака 4. При механической подаче в нижней части флюсового бачка 1 установлен шнек 7 с электромеханическим приводом 8. При вращении шнека 7 флюс захватывается им и по шлангу 3 проталкивается в головку резака 4, где подхватывается струей режущего кислорода 6.
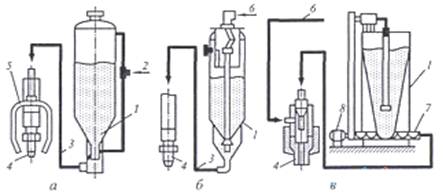
Рис. 86 Схемы подачи флюса при кислородно-флюсовой резке:
а – внешняя; б – однопроводная под давлением; в – механическая; 1 – бачок с флюсом; 2 – кислород; 3 – шланг; 4 – резак; 5 – головка; 6 – струя режущего кислорода; 7 – шнек; 8 – электромеханический привод
Техника кислородно-флюсовой резки в основном такая же, как и при кислородной резке. При кислородно-флюсовой резке мощность подогревающего пламени должна быть на 15. 20 % больше, чтобы частицы флюса равномерно нагревались до воспламенения. Расстояние между торцом мундштука и поверхностью разрезаемого листа увеличивают до 25 мм, а при резке металла толщиной более 100 мм – до 40. 60 мм. Это уменьшает возможность засорения выходных каналов мундштука. Скорость резки должна быть согласована с количеством флюса, подаваемого в единицу времени. Правильный выбор расхода флюса можно оценить по наличию небольшого валика расплавленного железа на верхних кромках реза. При толщине разрезаемого металла 10. 200 мм скорость резки выбирают в пределах 0,76. 0,23 м/мин, а расход флюса – 0,25. 0,8 кг/ч. Вентиль подачи флюса открывают после зажигания подогревающего пламени. Продолжительность подогрева металла в начале процесса значительно меньше, чем при кислородной резке: для листов толщиной 10. 80 мм на подогрев требуется от 15 до 120 с. Давление режущего кислорода, например, при резке стали Х18Н10Т толщиной 10. 100 мм составляет 0,5. 07 МПа.
Кислородно-флюсовая резка применяется не только для металлов, но и для резки бетона и железобетона. Отличие состоит в том, что поскольку бетон в кислороде не горит, при резке должны применяться флюсы с большей тепловой эффективностью, чем для металлов. Хороший результат дает флюс, состоящий из 75. 85 % железного и 15. 25 % алюминиевого порошков. Флюс к резаку подают по внешней схеме сжатым воздухом или азотом, вдувая газофлюсовую смесь в струю режущего кислорода. Можно резать бетон толщиной 90. 300 мм со скоростью 0,15. 0,04 м/мин при расходе флюса 20. 42 кг/ч.
При кислородно-флюсовой резке, чтобы флюс не воспламенился в резаке, шланге или в бачке, нельзя применять порошки, содержащие более 96 % чистого железа или чистого алюминия. При резке меди, сплавов с высоким содержанием марганца и при наличии во флюсе песка необходимо пользоваться респиратором. При подаче флюса через режущее сопло резака нельзя применять мелкие легковоспламеняющиеся железные порошки. Обязательна регулярная проверка исправности резака. При резке кислородным или порошковым копьем источник опасности - интенсивный поток раскаленных частиц шлаков, разбрасываемых на расстояние нескольких метров. Это пожароопасно и может вызвать ожоги рабочих.
Кислородно-флюсовой резке подвергают высоколегированную сталь, чугун, сплавы меди и алюминия, зашлакованый металл, а также не металлические материалы – огнеупоры и железобетон.
Кислородно-флюсовую резку применяют широко в тяжелом машиностроении и металлургии для обрезки прибылей литья, резки блюмов в холодном состоянии, отрезки от горячего слитка мерных заготовок.
Кислородная резка
Кислородная резка осуществляется вследствие нагрева металла до температуры воспламенения теплом газового пламени и экзотермической реакции окисления металла с последующим удалением оксидов кинетической энергией режущего кислорода. Ниже приведены условия разрезаемости металлов и сплавов.
- Источник тепла должен быть достаточно мощным.
- Температура горения металла должна быть ниже температуры его плавления, а также температуры плавления образующихся оксидов.
- Оксиды и шлаки должны быть жидкотекучими и легко выдуваться струей режущего кислорода.
Всем этим условиям удовлетворяют титановые сплавы, низкоуглеродистые и низколегированные стали, однако содержание в сталях легирующих элементов влияет на разрезаемость их кислородным пламенем (табл. 27).
Таблица 27. Влияние легирующих элементов на разрезаемость стали при кислородной резке
Для определения разрезаемости легированных сталей пользуются углеродным эквивалентом, который подсчитывается по формуле:
СЭ = С + 0,15Mn + 0,3(Si + Mo) + 0,4Cr + 0,2V + 0,04(Ni + Cu).
Пределы его изменения позволяют оценить разрезаемость легированных сталей (табл. 28).
Таблица 28. Разрезаемость углеродистых и низколегированных сталей при кислородной резке
15ХФ, 10ХФ, 15ХГ, 20М, 12ХН3А,
30Х, 50Х, 12ХМ, 35ХМ, 20ХГ,
40ХГ, 40ХН, 50ХН, 12Х2Н4А,
20ХН24А, 10ХФА, 5ХНМ, ШХ10,
20Х3, 35ХЮА, 37ХН3А, 35Х2МА,
25ХНВА, 40ХГМ, 38ХМЮА,
45ХНМФА, 50ХГА, 50ХФА,
50ХГФА, 5ХНМ, 12Х2Н3МА
Ниже перечислены основные параметры кислородной разделительной резки.
Пламя — нейтральное, при резке металла толщиной более 400 мм — науглероживающее.
Мощность пламени зависит от толщины, состава и состояния металла. При ручной резке повышается в 1,5…2 раза по сравнению с механизированной; при резке литья увеличивается в 3…4 раза; определяется номером сменного мундштука (табл. 29).
Давление режущего кислорода зависит от толщины разрезаемого металла, формы режущего сопла и чистоты кислорода; необходимо руководствоваться указаниями и инструкциями по эксплуатации.
Скорость резки должна соответствовать скорости окисления металла по толщине. При нормальной скорости поток искр и шлака с обратной стороны разрезаемого листа сравнительно спокойный и направлен почти параллельно кислородной струе. Зависит от толщины металла, требований к качеству поверхности реза и от степени чистоты кислорода (табл. 30—11.32).
Параметры режима ручной резки приведены в табл. 33, 34, а поверхностной кислородной строжки — в табл. 35.
Таблица 29. Выбор сменного мундштука при ручной кислородной резке
- Мундштуки рассчитаны для использования горючего газа в соответствии с исполнением резака.
- Давление на входе в резак пропан-бутана и природного газа 0,02…0,15 МПа.
- Расход пропан-бутана определяют умножением расхода кислорода подогревающего пламени на коэффициент 0,55…0,6.
- Чистота кислорода не менее 99,5%.
Таблица 30. Зависимость скорости резки и ширины реза от толщины металла
Примечание. Скорости указаны для фигурной резки по 1-му классу кислородом чистотой 99,5 %. При другом качестве газа и использовании кислорода другой чистоты эти значения скорости следует умножить на коэффициенты, приведенные в табл. 31 и 32.
Таблица 31. Зависимость скорости резки от качества поверхности реза
Таблица 32. Зависимость скорости резки от чистоты кислорода
Таблица 33. Параметры режима резки углеродистых и низколегированных сталей
Таблица 34. Параметры режима ручной резки сталей больших толщин
Таблица 35. Параметры режима ручной поверхностной кислородной строжки
* Для ацетилена 0,9…1,0 м 3 /ч.
При использовании в качестве горючего вещества керосина или бензина возможна резка металла как на воздухе, так и под водой (табл. 36 и 37). При ручной резке используют типы инжекторных резаков согласно ГОСТ 5191-79 (табл. 38). Конкретные технические данные марок резаков, в том числе и вставных, приведены в табл. 39.
Механизированная резка осуществляется на резаках, приведенных в табл. 40, где р, МПа — давление газа, Qг, м 3 /ч — расход газа.
Таблица 36. Параметры режима ручной керосино-кислородной резки
Таблица 37. Параметры режима подводной ручной бензокислородной резки
Таблица 38. Типы инжекторных резаков для ручной кислородной резки
* Применяемый горючий газ: А — ацетилен, ПГ — природный газ, ПБ — пропан-бутан.
Таблица 39. Технические характеристики резаков для ручной кислородной резки
* В числителе приведены данные для ацетилена, в знаменателе — для пропана-бутана.
** В числителе приведены данные для кислорода подогревающего пламени, в знаменателе — для режущего кислорода.
Таблица 40. Параметры режима фигурной механизированной кислородной резки (1-й класс качества поверхности реза, чистота кислорода 99,5 %)
Улучшить качество поверхности реза можно, используя специальную конструкцию каналов режущего кислорода (табл. 41), применяя кислород повышенной чистоты (табл. 42) или ведя процесс при большем давлении кислорода (табл. 43).
Резку можно осуществлять и с использованием газов-заменителей ацетилена (табл. 44).
Таблица 41. Параметры режима безгратовой резки сталей с использованием кислорода чистотой 99,5 %
Таблица 42. Параметры режима механизированной безгратовой резки с использованием кислорода чистотой 99,8…99,9%
* Для ацетилена 0,01…0,03 МПа.
Таблица 43. Параметры режима механизированной безгратовой резки при давлении кислорода 1,5…1,8 МПа
* В числителе — подогревающего, в знаменателе — режущего кислорода.
Таблица 44. Параметры режима механизированной резки с использованием газов — заменителей ацетилена
Повысить производительность резки, особенно, при необходимости получения большого количества деталей сравнительно небольшой толщины можно, используя пакетную резку.
Разрезаемые листы собирают в пакет, который стягивается струбцинами или специальными зажимными устройствами, и разрезают за один проход резака, применяя кислород низкого давления (табл. 45).
Таблица 45. Параметры режима механизированной пакетной резки
Резка сталей больших толщин осуществляется специальными мундштуками кислородом низкого давления (табл. 46). С помощью специальных установок можно добиться высокой производительности при выполнении операций резки с односторонней разделкой кромок под сварку (табл. 47). Односторонняя разделка выполняется двумя резаками: первый осуществляет вертикальный рез и создает притупление, а второй — косой рез. Двухсторонняя разделка выполняется одновременно тремя резаками: первый осуществляет вертикальный рез и создает притупления, второй срезает нижнюю кромку, а третий — верхнюю кромку.
При этом мощность подогревающего пламени вертикального резака такая же, как и для однорезакового резания, а для боковых резаков этот показатель увеличивается в 1,5…2 раза. Технические характеристики резаков для механизированной резки и машин, на которых они установлены, приведены в табл. 48. Буквы и цифры в обозначении типа резака: РМ — резак механический, однозначное число — количество вентилей; И — инжекторный; РД — равного давления, трехзначное число — длина резака. Технические характеристики переносных газорезательных машин приведены в табл. 49.
Таблица 46. Параметры режима механизированной резки сталей большой толщины
Таблица 47. Параметры режима механизированной резки при подготовке кромок металла под сварку
Таблица 48. Технические характеристики резаков для механизированной резки
Сущность процесса кислородной резки
Кислородная резка (рис. 52) основана на свойстве металлов и их сплавов сгорать в струе технически чистого кислорода. Резке поддаются металлы, удовлетворяющие следующим требованиям:
• температура плавления металла должна быть выше температуры воспламенения его в кислороде. Металл, не отвечающий этому требованию, плавится, а не сгорает. Например, низкоуглеродистая сталь имеет температуру плавления около 1500°С, а воспламеняется в кислороде при температуре 1300—1350°С. Увеличение содержания углерода в стали сопровождается понижением температуры плавления и повышением температуры воспламенения в кислороде. Поэтому * резка стали с увеличением содержания углерода и примесей усложняется;
• температура плавления оксидов должна быть ниже температуры плавления самого металла, чтобы образующиеся оксиды легко выдувались и не препятствовали дальнейшему окислению и процессу резки. Например, при резке хромистых сталей образуются оксиды хрома с температурой плавления 2000°С, а при резке алюминия — оксиды с температурой плавления около 2050°С. Эти оксиды покрывают поверхность металла и прекращают дальнейший процесс резки;
• обрааующиеся при резке шлаки должны быть достаточно текучи и легко выдуваться из разреза. Ту го-
плавкие и вязкие шлаки будут препятствовать процессу резки;
• теплопроводность металла должна быть наименьшей, так как при высокой теплопроводности теплота, сообщаемая металлу, будет интенсивно отводиться от участка резки и подогреть металл до температуры воспламенения будет трудно;
• количество теплоты, выделяющейся при сгорании металла, должно быть возможно большим — она способствует нагреванию прилегающих участков металла и тем самым обеспечивает непрерывность процесса резки. Например, при резке низкоуглеродистой стали около 70% общего количества теплоты выделяется от сгорания металла в струе кислорода и только 30% составляет теплота от подогревающего пламени резака.
Различают два вида кислородной резки — разделительную и поверхностную.
Разделительную резку применяют для вырезки различного вида заготовок, раскроя листового металла, разделки кромок под сварку и других работ, связанных с разрезкой металла на части. Сущность процесса заключается в том, что металл вдоль линии разреза нагревают до температуры воспламенения его в кислороде, он сгорает в струе кислорода, а образующиеся оксиды выдуваются этой струей из места разреза.
Поверхностную резку (рис. 53) применяют для снятия поверхностного слоя металла, разделки каналов, удаления поверхностных дефектов и других работ. Резаки имеют большую длину и увеличенные сечения каналов для газов подогревающего пламени и режущего кислорода.
Рис. 52. Газокислородная резка: 1 — разрезаемый металл; 2 — струя
режущего кислорода; 3 — горючая смесь; 4 — режущий мундштук;
5 — мундштук подогревающего пламени; 6 — подогревающее пламя; 7 — рез; 8 — шлаки
Рис. 53. Схема поверхностной резки: 1 — мундштук; 2 — шлак; 3 — канавка
Применяют два вида поверхностной резки — строжку и обточку. При строжке резак совершает возвратно-поступательное движение, как строгальный резец. При обточке резак работает как токарный резец. Наклон мундштука резака к поверхности металла в начале реза составляет 70—80°. После начала горения угол наклона плавно уменьшают до 15—20°. Уменьшение угла наклона увеличивает ширину и уменьшает глубину строжки.
Читайте также: