Сверла для твердых металлов
Обновлено: 05.07.2024
Плотность металла настолько велика, что для его обработки необходимо использовать специальные инструменты и механизмы. Для того чтобы сделать отверстие в этом материале применяются дрели и сверлильные станки, в которых основным режущим элементом являются сверла.
Какие свёрла по металлу лучше? Непросто определить, ведь универсальных изделий которые бы подходили для обработки всех типов металлических изделий, не существует. Опытный мастер сможет «на глаз» определить вид металла и быстро подобрать для обработки подходящий режущий инструмент.
Новичку в этом деле необходимо начинать с азов. Вначале изучить классификацию свёрл и сферу их применения, потому что лучшие модели — это изделия, которые идеально подходят для обработки конкретного вида металла.

Какие бывают сверла, как по маркировке и внешнему виду подобрать подходящее для работы изделие, узнайте в статье.
Виды свёрл по металлу
Чтобы выбрать лучшие модели, необходимо разобраться в видах свёрл.
Спиральные
Классические, цилиндрической формы свёрла, которые наиболее часто используются для сверления металлов. Обычно спиральные изделия изготавливаются из стали HSS.
Материал представляет собой высококачественный режущий тип стали, поэтому изготовленные из неё буравчики отличаются высокой прочностью и долговечностью.
Конические (ступенчатые)
Режущая поверхность имеет форму конуса, за что данный вид свёрл и получил своё название. Конические буравчики применяются для изготовления отверстий в тонком металле, а также для исправления дефектов от других режущих инструментов.

Какие лучше ступенчатые сверла выбрать? Зависит от типа обрабатываемого металла. Если плотность заготовки слишком высока, то лучше приобрести более дорогие, золотистой окраски изделия.
В быту этот вид свёрл применяется редко. Если необходимо часто производить сверление тонких металлических листов или обрабатывать мягкие материалы, то несмотря на относительно высокую стоимость, его следует приобрести для домашней мастерской.
Корончатые (кольцевые фрезы)
Режущий инструмент представляет собой цилиндр с режущим краем, которым и осуществляется разрезание металла.

Затраты энергии на изготовление отверстия таким способом в несколько раз ниже, за счёт небольшой площади соприкосновения инструмента с обрабатываемой поверхностью.
Преимуществом использования этого вида свёрл перед другими, заключается в изготовлении отверстий большого диаметра. При этом удаётся получить более качественные края, чем при работе со спиральными моделями.
Перовые
Особая разновидность плоских буравчиков со сменными рабочими кромками применяется для сверления металла. Такие изделия позволяют выполнять качественные, идеально ровные отверстия.

Отсутствие перекоса в процессе сверления и возможность сделать отверстие большого диаметра в различных металлических конструкциях, позволяет многим мастерам отказаться от использования спиральных изделий.
Низкая стоимость перовых свёрл позволяет во многих случаях обработки металла назвать их лучшими для сверления отверстий.
Это основные типы свёрл применяемых для изготовления отверстий в металлических конструкциях.
Классификация свёрл по материалу изготовления
Какие сверла по металлу самые лучшие при сверлении особо прочных сплавов, ответить довольно просто:
- Для обработки такого материала следует выбирать изделия, у которых на режущей кромке располагается пластина повышенной твёрдости. Такие буравчики являются лучшими для обработки твёрдых сплавов.
- Цена таких изделий невысокая за счёт того, что основное тело режущего инструмента изготавливается из обычной инструментальной стали.
Хорошими характеристиками обладают свёрла изготовленные из металла легированного кобальтом.

Они отлично переносят повышенные механические нагрузки и чрезмерный нагрев рабочей поверхности во время работы. Стоимость изделий высокая, но если необходимо сделать отверстия в твёрдом сплаве, то кобальтовые аналоги являются лучшими для выполнения такой работы.
Титановые свёрла не уступают по прочности кобальтовым, а при сверлении легированных сталей и цветных сплавов показывают даже лучшие результаты.

При правильном использовании, титановые модели долгое время сохраняют заводскую заточку, что позволит выполнить значительно больший объём работ.
Недорогие свёрла по металлу изготавливаются из обычной быстрорежущей стали Р9 и Р18. Режущий инструмент отлично справляется со своей функцией, но рабочая поверхность быстро затупляется, особенно при превышении определённого температурного порога.
Маркировка режущих изделий
Маркировка сверл по металлу необходима для определения типа стали, из которого изготовлен режущий инструмент. На изделии также указывается его диаметр, класс точности и производитель (страна). Не маркируются только спиральные буравчики, диаметр которых менее 2 мм.
В остальных случаях маркировка свёрл может иметь следующие значения:
- Р9 — изготовлено из быстрорежущей стали с процентным содержанием вольфрама 9%.
- Р9К15 — указывает на наличие в быстрорежущей стали кобальта в количестве 15%.
- Р6М5К5 — обозначает наличие сложного состава режущей стали содержащей вольфрам, кобальт и молибден.

Импортные изделия имеют обозначение HSS, по которому можно определить состав материала, из которого был изготовлен бурав. Сверло HSS — расшифровка которого будет приведена ниже, используется с дополнительной буквой, по которой и определяется наличие легирующего металла.
- HSS-Е — содержит кобальт. Используется при обработке металлов повышенной вязкости.
- HSS-Tin — имеет титановое напыление, который значительно увеличивает твёрдость рабочей поверхности, а температурная устойчивость материала повышается до +600 градусов.
- HSS-Е VAP — режущий инструмент используется для обработки нержавеющих материалов.
- HSS-4241 — предназначены для сверления алюминия.
- HSS-R — обладают максимальной прочностью.


По маркировке режущего инструмента можно определить для какого металла и в каком режиме можно использовать сверло. Если маркировка не видна, то можно по цвету изделия определить предназначение сверла.
Визуальное определение типа сверла
По внешнему виду режущего буравчика можно определить тип материала из которого изготовлены изделия и тем самым узнать механическую прочность образца. По цвету можно определить состав и качество изготовления.
Серый
Свёрла серого цвета изготавливаются из металла, который не подвергался какой-либо дополнительной обработке.

Качество инструмента, в данном случае, оставляет желать лучшего, но для одноразового применения такие изделия вполне сгодятся.
Чёрный
Такой цвет свидетельствует о том, что инструмент подвергался обработке перегретым паром. В процессе обработки изделие приобретает большую прочность.
Отлично переносит многочисленные циклы нагрева и остывания металла, а также сохраняет заточку рабочей поверхности в течение длительного времени.
Цена чёрных свёрл по металлу не намного выше серых изделий, поэтому при наличии выбора, при покупке следует отдать предпочтения инструментам этого типа.
Тёмно-золотистый
Данный цвет говорит, что режущий инструмент был подвергнут процедуре отпуска. Такой вид обработки значительно повышает механическую прочность изделия в результате снижения внутренних напряжений.

Отпущенным сверлом можно успешно обрабатывать металлы повышенной прочности, поэтому если предстоит сверление слишком твёрдых сплавов рекомендуется приобрести подобную модель.
Ярко-золотистый
Ярко-золотистая окраска говорит, что при производстве использовался металл изготовленный с добавлением титана.

Несмотря на высокую стоимость таких моделей, гораздо практичнее приобрести качественное сверло, чем использовать дешёвые режущие инструменты, которые при сложных работах понадобится использовать в больших количествах.
Таким образом, несложно по внешнему виду определить качество изделий и принять решение, какие сверла по металлу лучше покупать.
Классификация по размеру
Чтобы выбрать самое лучшее сверло и при этом не переплачивать, достаточно знать на какие размеры по длине принято разделять данные изделия. Если при сверлении металла не требуется изготовление глубоких отверстий, то приобретение слишком длинных моделей приведёт к перерасходу денежных средств.

Классифицировать свёрла по длине принято следующим образом:
- Короткие, длиной 20-131 мм. Диаметры инструмента находятся в пределах 0,3-20 мм.
- Удлинённые, длина составляет 19-205 мм, а диаметр — 0,3-20 мм.
- Длинная серия диаметром 1-20 мм и длиной 56-254 мм.
При выполнении сверлильных работ различной глубины следует подбирать инструмент максимально подходящий для выполнения конкретной задачи.
Лучшие производители
Чтобы приобрести сверла и быть уверенным, что заявленные характеристики полностью соответствуют действительности, необходимо правильно выбрать производителя.
Фирмы, которые дорожат своей репутацией, не реализуют продукцию ненадлежащего качества. Поэтому при выборе свёрл по металлу следует отдавать предпочтения производителям, которые находятся на рынке длительное время.
Среди новичков, также могут быть достойные производители. Но чтобы узнать, что в продаже находится товар надлежащего качества необходимо совершить покупку, которая часто представляет собой «лотерею».
1. Bosch — изделия немецкой фирмы давно зарекомендовали себя только с положительной стороны. Несмотря на довольно высокую цену продукции, приобретая свёрла Bosch, можно не сомневаться в отменном качестве. Удобно и выгодно приобретать инструменты этой фирмы в комплекте.

Какой набор сверл не взять, в любом будет находиться только высочайшего качества изделия, которые прослужат многие годы, при условии правильного хранения и использования.
2. «Зубр» — отечественный производитель, продукция которого в соотношении цена-качество максимально оптимизирована. Приобрести продукцию этой фирмы можно как в единичном экземпляре, так и в виде набора. Последний вариант позволит существенно сэкономить денежные средства, несмотря на значительную стоимость комплекта.
3. Свёрла советского производства — эту категорию режущих инструментов, можно отнести к «вымирающему виду». При должном старании можно приобрести раритет, который отличается непревзойдёнными техническими характеристиками.
Сверла по металлу: какие лучше и по каким критериям сделать выбор

Сверло по металлу – режущий девайс номер один, и рынок перенасыщен моделями с разным набором характеристик. Поэтому возникающий нередко вопрос, сверла по металлу – какие лучше, не имеет однозначного решения. Чтобы подобрать инструмент, надо обладать достаточным опытом или иметь представление о его характеристиках. Сфокусируемся на том, какими особенностями обладают сверла в разном исполнении, как отличать хорошие варианты от некачественных, по каким параметрам выбирать инструмент.
Сверла по металлу: внешние отличия
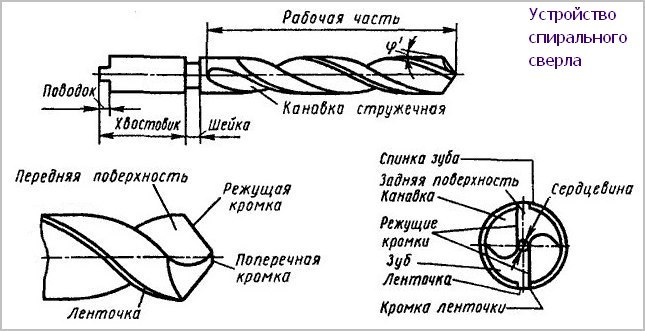
Сверло задумано как инструмент, способный выполнить отверстие в сплошном металле (бетоне, плитке, дереве). Поэтому оно имеет специальную конструкцию, способную преодолеет сопротивление металлического слоя; в любом сверле выделяют три части.
Режущая часть первой входит в контакт с материалом, в котором делается отверстие. За режущей располагается рабочая часть, которая помогает удалять стружку. Заднюю часть называют еще хвостовиком или крепежной частью; она фиксируется в патроне дрели. На вопрос, какими бывают сверла, можно ответить, исходя из их внешнего вида; выделяют несколько типов режущего инструмента.
Плоские (перовые)
Рабочая часть цельная или со сменными режущими пластинами, узкая, напоминает перо (отсюда и название). Позволяет сверлить отверстия ступенчатой и фасонной формы. Девайс имеет простой конструктив и стоит недорого. Но с его помощью затруднительно высверлить широкое отверстие, а стружку надо удалять вручную.
Наиболее привычный тип в виде стержня с двумя (реже четырьмя) спирально нарезанными канавками, по которым удаляется стружка. Если спиральные канавки закручены влево, то это левосторонняя разновидность, которая поможет выкрутить крепеж. Существуют изделия повышенного класса точности, но в быту чаще используются спиральные цилиндрические сверла нормальной точности диаметром до 82 мм.
Корончатые (кольцевые, пустотелые)
Имеют вид пустотелого цилиндра, более эффективные (быстрые) и менее дорогие, чем спиральные модели. Особенность: материал удаляется по периферии отверстия (в центре получается «пробка»). Коронки особенно полезны, когда необходимо сверлить криволинейные поверхности (например, трубы).
Зенкер
Имеет рабочую часть конической формы с продольными режущими насечками (режущих кромок может быть 3 и больше). Используется там, где необходима высокая точность исполнения, особенно в сфере машиностроения. Зенкерование чаще применяется для очистки поверхности перед нарезанием резьбы, для калибровки отверстий.
Конусные (ступенчатые)
Рабочая часть в форме конуса с насечками позволяет создавать и расширять отверстия. Благодаря сложной ступенчатой поверхности инструмент центрируется легче, чем спиральный аналог, что особенно удобно при работе с материалом небольшой толщины. Каждая ступень соответствует определенному диаметру, что позволяет получать разные по размеру отверстия, не меняя сверло в патроне дрели.

Хвостовик
Разные модели инструментов обладают разным типом крепления, поэтому, перед тем, как выбрать сверло по металлу, стоит уточнить способе крепления. Изделия подбираются под тип крепления конкретной дрели. Распространены следующие варианты хвостовиков:
- Цилиндрический. Широко распространенный вариант, используется для фиксации в ключевых сверлильных патронах. Плюс цилиндрического хвостовика – он почти никогда не заклинивает, но из-за гладкой формы иногда проскальзывает в патроне.
- Шестигранный. Грани хвостовика жестко позиционируются в пазах трехкулачкового патрона. При вращении сверло прочно удерживается в патроне и не прокручивается.
- Конический. Хвостовик в форме усеченного конуса часто встречается в оснастке сверлильных станков. Иногда на хвостовик наносится резьба, чтобы сделать удержание более качественным.
Критерии выбора
Внешний вид (конструктивная форма) определяет способ применения сверла. Но при выборе оснастки для сверления обязательно учитывают следующие показатели:
- Материал изготовления. Состав сплава определяет рабочие характеристики детали.
- Присутствует ли дополнительная обработка. Режущую поверхность часто усиливают с помощью напыления.
- Рабочие характеристики, среди которых основные диаметр, форма и углы заточки.
Материал, цвет и обработка
Отверстие в детали из любого металла или сплава способен выполнить только инструмент с более твердой структурой, чем обрабатываемая поверхность. Поэтому сырьем для лучших сверл по металлу служит быстрорежущая сталь, сохраняющая свойства при высоких температурах. Убедиться в этом можно по маркировке: на изделии будет нанесена буква «Р» или аббревиатура HSS.
HSS – это не одна марка, а целый класс сталей, отличающихся добавками. Обычно добавляют вольфрам, кобальт и молибден, что указывается в маркировке. Например, К6 говорит о присутствии в сплаве кобальта (цифра указывает на содержание, 6%). Такая добавка в три раза повышает ресурс сверла, и оно может работать с особо прочными марками стали.
При выборе сверла по металлу необходимо учитывать тип покрытия, меняющего характеристики оснастки. Например, поверхностный слой напыления из нитрида титана (HSS-TiN) повышает твердость и термостойкость рабочей зоны во время сверления.
Поверхностный слой напыления из нитрида титана, легированного алюминием (HSS-TiAlN) продлевает срок службы изделия в 5 раз; износостойкость сохраняется при нагреве до 600-700°С. Это универсальный инструмент, но в строительных магазинах встречается не часто. Маркировка HSS-G указывает на то, что режущая часть сверла шлифована кубическим нитрилом бора. Инструмент популярен, так как сверлит твердые сорта стали и при этом стоит относительно недорого.
Копьевидное сверло с титан-вольфрамовым наконечником подойдет и для сверления керамики Источник dnipro-m.ua

Качественные сверла по металлу подвергают разнообразной обработке, что делает их более устойчивыми к деформациям и износостойкими в условиях больших нагрузок и нагрева. Интересно, что способ дополнительной обработки влияет на цвет, поэтому по оттенку можно судить о характеристиках сверла. Возможны следующие варианты цвета:
- Серый (HSS). Изделия серого цвета, как правило, не подвергаются дополнительной обработке, и потому выдерживают только однократное использование. С другой стороны, серый тон могут приобрести изделия после оксидной обработки. Они привлекательны по стоимости, но легко и быстро тупятся.
- Чёрный (HSS-R). Изделия подвергаются парооксидированию: воздействию перегретым паром с дополнительной закалкой. Они пригодны для использования в быту; стоят немного дороже, ими можно сверлить железо и алюминий.
- Темно-золотистый, коричневатый (HSS-E). Металл приобретает такой оттенок после добавки кобальта. Изделия держат самую высокую температуру, меньше остальных тупятся и стачиваются, могут просверлить любую сталь.
- Блестящий золотистый (HSS-Ti, HSS-TiN). На поверхность напыляют нитрид титана. Титановый слой снижает трение между инструментом и поверхностью, что продлевает срок эксплуатации, но точить его не рекомендуется. Это инструмент высшего класса, и стоит он соответственно.
На что влияет угол заточки
Это важный геометрический параметр режущей кромки; он регулирует силу трения во время процесса и влияет на скорость износа. Чем больше угол заточки (наклона режущей поверхности), тем более прочный металл можно просверлить; с увеличением угла возрастает и то, как быстро будет изнашиваться сверло.
Для работы со сталью подходят сверла с углом заточки 130-140°, для чугуна, латуни подойдет вариант в 110-120°, для более мягких металлов и сплавов (например, бронзы) достаточно угла в 100°.
Размеры и точность
Геометрические параметры, которые учитывают, сравнивая разные варианты, это длина и диаметр сверла по металлу; какие значения будут оптимальными, зависит от вида будущей задачи. Для изделий важны две длины: общая и рабочей части. Последняя показывает, отверстие какой глубины вы сможете сделать. У самых распространенных, спиральных изделий диаметр находится в пределах от 0,1 до 80 мм. Максимальная длина рабочей части достигает 275 мм.
Существует 3 класса точности. Сверла с маркировкой А1 используются для тонких работ. Они обладают повышенной точностью, позволяют соблюсти допуски, но стоят ощутимо дороже. В быту настолько строгие требования – редкость, поэтому можно остановить выбор на сверлах с индексом В и В1.

Видео описание
О том, как разобраться в HSS сверлах в следующем видео:
О производителях
Ответ на вопрос, какие сверла по металлу самые лучшие, зависит от того, какой объем работ и на каком материале предстоит выполнять. Рынок насыщен продукцией именитых и безымянных компаний, но, если вы ищите надежный инструмент, который не сломается после первого применения, обращайте внимание на то, что предлагают известные бренды.
Среди зарубежных производителей известностью пользуется продукция немецкого концерна Bosch. Компания производит сверла и наборы для бытовой и профессиональной сферы. Изделия отличаются высокими эксплуатационными характеристиками и длительным сроком службы. Профессиональный инструмент производит японская компания Makita. Ее продукция устойчива к повреждениям и демонстрирует высокую скорость сверления.
Среди отечественных компаний выделяются торговые бренды «Зубр», «Энкор», «Интерскол», специализирующиеся на недорогом качественном инструменте. Хорошее соотношение цена-качество у металлорежущего инструмента марок GRIFF, «Практика», «Атака».
О характеристиках качественного сверла в следующем видео:

Коротко о главном
Сверла по металлу являются одними из самых востребованных в строительной практике инструментов, но, к сожалению, они не универсальны. Чтобы не испортить работу, важно правильно подобрать сверло, а для этого надо понимать, какие критерии описывают его характеристики.
Выбор основывают на форме режущей части, не забывая про хвостовик и угол заточки. Параметрами выбора служит материал, цвет, диаметр и размер; важную информацию можно почерпнуть в маркировке. Если вы рассчитываете на долгую работу, обращайте внимание на известные бренды, предлагающие лучшую заточку, устойчивость к нагреву, износостойкость.
Все способы сверления металла

Металл бывает разный. Например, медь намного пластичнее стали, а чугун хоть и прочен, но отличается хрупкостью. Поэтому сверление металла в каждом случае требует индивидуального подхода. Рассмотрим, как правильно проделать отверстия в стальных деталях, в том числе и большого диаметра. А также, как дрелью расширить уже сделанный проход.
Необходимые для работы инструменты
В промышленных масштабах для сверления металлических деталей применяют специальные станки. В быту используют дрель, как ручную, так и электрическую. Причем первая безвозвратно уходит в прошлое, поскольку подобный инструмент уже и неудобен, и непродуктивен.
Многие домашние мастерские оборудуются компактными станками для сверления. Отличаются они от промышленных образцов не только размерами, но и производительностью. А самым практичным вариантом для дома выступает специальное приспособление, в котором закрепляется электрическая дрель.
Раньше такую стойку можно было увидеть только у народных умельцев. Теперь она продается в любом строительном магазине. Удобство приспособления в том, что оно имеет тиски. Деталь закрепляется неподвижно, а режущий инструмент, зажатый в патроне дрели, подается к ней строго вертикально.
Делают отверстия в металле с помощью специальных буров. И чаще всего их называют сверлами. Они имеют режущую часть, хвостовик и рабочую поверхность, которая отводит стружку из отверстия. Режущий инструмент отличается друг от друга прежде всего диаметром, длиной и формой.
Виды сверл для металла:
- Спиральные, как правило, имеют цилиндрическую форму. Их диаметр может доходить до 80 мм, а режущая кромка затачивается под углом 118 градусов.
- Конические выполняют в виде конуса со ступенчатой поверхностью. Кроме высверливания отверстий, они хороши в исправлении уже проделанных проходов с дефектами.
- Коронки часто называют кольцевыми фрезами. Полое зубчатое сверло способно сделать аккуратное отверстие в самом тонком металле. Полость в коронке также помогает при глубоких сверлениях, пропуская через себя стружку.
- Перовые имеют сменные рабочие пластины. С помощью них можно получить идеальное отверстие, проникнув на большую глубину. Причем в металлах любой прочности.
Хорошие сверла делают либо из кобальта, либо высокопрочных сплавов. Обычно для основы подбирают инструментальную сталь, а режущую кромку или легируют кобальтом, или закрепляют на ней пластины из карбидного сплава. Кобальтовые сверла не боятся высоких температур и могут сверлить металл с самой большой вязкостью. Твердосплавный инструмент способен самозатачиваться при работе.
Режим сверления
Чтобы правильно сверлить металл, необходимо подобрать нужную скорость вращения сверла. Также важную роль играет усилие, прилагаемое к буру. Оно направляется по его оси и обеспечивает заглубление режущего инструмента при каждом его обороте. Правильно подобранный режим легко определяется по стружке. Если усилия и скорость не превышены, то она длинная и красивая.
Существуют простые правила грамотного подбора режима сверления. Чем тверже металл, который нужно обработать, тем меньшее число оборотов должно быть у дрели. Этот принцип также работает при подборе диаметра сверла. Чем толще бур, тем меньше скорость резания.
Зависимость скорости вращения бура от его диаметра:
- 5 мм – от 1200 до 1500 об/мин;
- 10 мм – 700 об/мин;
- 15 мм – не больше 400 об/мин.
Также нужно следить за прилагаемыми усилиями к сверлу. Чем глубже погружение в металл, тем меньше необходимо нажимать на инструмент. В идеале давление на сверло должно плавно уменьшаться в процессе сверления.

Как проделать нужное отверстие
Чтобы просверлить отверстие в металле, прежде всего необходимо надежно закрепить заготовку. Если деталь обладает хорошей массой, бывает достаточно просто расположить ее на ровной поверхности. Собственный вес не позволит ей «елозить» из стороны в сторону.
Детали небольших габаритов и маленькой массы необходимо зажимать в тиски. Если предварительно накернить будущий центр отверстия по нанесенной разметке, то эта выемка позволит уверенно стартовать при работе. Установленное в нее сверло уже не сместиться в сторону.
Сквозное отверстие
Из уст некоторых мастеров можно услышать слово «проход». Потому что сверло в своем движении полностью пронизывает заготовку. По сути, это самая легкая операция. Но особое внимание нужно уделить завершающему этапу.
На выходе из заготовки сверло способно не только повредить поверхность верстака, но и само сломаться от удара. Чтобы избежать подобного, нужно проделать следующее. Либо расположить деталь над сквозным отверстием в верстаке, либо подложить под нее деревянную прокладку.
Также резкий выход из детали создает на ее обратной стороне гарт (заусенец). Чтобы этого не произошло, необходимо снизить обороты дрели на завершающем этапе до самых минимальных. Подобный прием поможет, если нужно сделать сквозное отверстие в металле, когда деталь невозможно демонтировать и зажать в тиски. То есть, сверление происходит на месте ее пребывания.
Глухое отверстие
Чтобы сверло не прошло насквозь через деталь, а остановилось на нужной глубине, используют два способа. На буре закрепляют специальный упор, располагая его на заданном расстоянии от режущей кромки. Приспособление обычно имеет вид втулки.
Либо дрель в районе патрона имеет подвижный штырь. Его зажимают винтом так, чтобы его конец создавал упор в обрабатываемую деталь. Не позволяя сверлу проникнуть в глубь больше, чем на отмеренное расстояние.
Если для сверления глухого отверстия в металле используется станок, то обычно он имеет линейку. Зная нужную глубину, оператор в нужный момент останавливает механизм. Существуют станки, у которых подобная операция полностью автоматизирована. А самым серьезным неудобством при подобной работе является то, что периодически необходимо удалять стружку из отверстия.

Сложные отверстия
Чтобы выполнить половинчатое отверстие, расположенное на краю заготовки, потребуется прокладка. Причем она должна быть из такого же материала, что и обрабатываемая деталь. Заготовку и прокладку соединяют гранями и зажимают в тисках. Расположив центр сверла в нужном месте точно между ними, проделывают сквозное отверстие.
Для того, чтобы просверлить в цилиндрической детали отверстие по касательной, нужно сначала выполнить фрезеровку площадки. А уже затем проводить сверление. Такую подготовку нужно выполнять во всех случаях, когда нужно сделать отверстие под углом.
Чтобы получить проход с уступами, легче всего сначала просверлить деталь насквозь самым маленьким сверлом. Затем на заданную глубину отверстие расширяют бурами других диаметров. От меньшего к большему. В полую деталь перед сверлением забивают деревянную пробку.
Отверстие большого диаметра
Рассмотрим, как просверлить большое отверстие в металле. Для начала нужно подобрать правильное сверло. Для прохода диаметром максимум до 40 мм хорошо подойдет конусный бур со ступенчатой поверхностью. Для отверстия диаметром до 100 мм потребуется либо полая биметаллическая коронка, либо кольцевая фреза с твердосплавными зубьями и центровочным сверлом.
Для такой операции понадобится мощный инструмент, способный работать на самых низких оборотах. А чем толще обрабатываемый металл, тем сложнее его будет просверлить дрелью. Эксперты рекомендуют при толщине заготовки превышающей 12 мм сразу искать возможность выполнить работу на станке.
Видео покажет, как просверлить отверстие большого диаметра в металле:

Глубокое отверстие
Теоретически таким считается отверстие, длина которого превышает его диаметр в 5 раз. Но на практике глубоким называют проход, из которого периодически требуется удалять стружку. А для сохранения целостности сверла приходится охлаждать и смазывать поверхность.
В качестве смазочно-охлаждающих жидкостей (СОЖ) используются:
- индустриальные масла;
- синтетические эмульсии;
- технический вазелин;
- хозяйственное мыло;
- касторовое масло пополам с керосином;
- скипидар, разведенный спиртом.
Выполняя работу спиральным сверлом, необходимо периодически подавать в его каналы СОЖ. Придется часто вытаскивать сверло из отверстия для его очистки от стружки. Причем лучше не останавливать вращение, иначе бур может заклинить.
Операция проводится поэтапно. Сначала применяется спиральное сверло небольшого диаметра. Затем проводятся заглубления бурами большей толщины.
Безопасность и советы
Прежде, чем просверлить отверстие в металле, необходимо обеспечить меры безопасности. В первую очередь нужно обратить внимание на рабочую одежду. Она не должна содержать элементов, которые могут попасть под вращающиеся части инструмента.
При работе стружка способна разлетаться в разные стороны. Необходимо обезопасить от нее глаза, надев защитные очки. Перед самим сверлением проверяют, насколько надежно деталь закреплена в тисках или как плотно она прилегает к поверхности верстака.
Сверло, приближаясь к поверхности металла, уже должно вращаться. Это позволяет избежать преждевременного затупления. Также нельзя останавливать дрель при удалении бура из отверстия. Нужно просто сбросить обороты. Иначе инструмент либо заклинит, либо он сломается.
Когда режущая кромка с большим трудом углубляется в металл несмотря на прилагаемые усилия, это говорит о том, что твердость обрабатываемой поверхности значительно больше, чем у инструмента. Необходимо взять сверло с наконечником из карбидного сплава. А дрель выставить на самые малые обороты.
Наглядно о том, как правильно сверлить металл дрелью, показано в этом видео:

При сверлении металла необходимо уметь грамотно подобрать рабочий инструмент. Потребуется мощная дрель, способная выполнять операции на низких оборотах. Также нужно запастись либо кобальтовыми сверлами, либо бурами с насадками из карбидных сплавов.
Для выполнения отверстий большого диаметра нужно иметь конусный ступенчатый бур или коронку с твердосплавными зубьями. А если обрабатываемый металл очень толстый, то лучше дрель заменить стационарным станком.
Какие сверла по металлу самые лучшие. Делаем правильный выбор
Способы сверления отверстий в каленом металле
Как просверлить отверстие в каленом металле при помощи кислоты, сварочного аппарата, специальных сверл и какие дополнительные инструменты для этого нужны. Какие сверла лучше всего справятся с каленой сталью.

Обычную сталь или любой другой металл сверлить несложно, для этого применяются стандартные сверла из быстрорежущего материала. Другое дело – просверлить каленую сталь: здесь нужно потрудиться. После закаливания заготовка приобретает необычайную прочность, и возникает вопрос, как просверлить отверстие в каленом металле, ведь обыкновенное сверло в этом случае уже мало чем может помочь.
Специалисты рекомендуют делать отверстия в деталях до того момента, как произошла закалка. Еще можно попробовать отпустить сталь, затем произвести сверловку и снова закалить материал. Если это экономически оправдано и технически исполнимо, то следует так и сделать, но в некоторых случаях просто невозможно поступить иначе, как приступить к получению канала по уже закаленной поверхности.
Есть несколько способов, которые позволяют просверлить в каленом металле отверстия любого диаметра. Эти методы с большим успехом можно реализовать как на производстве, так и в домашней мастерской.

Методы сверления каленой стали
Сверловка каленой стали характеризуется высоким нагревом поверхности заготовки и инструмента, что ведет к быстрому износу последнего. Поэтому во время обработки стараются отвести лишнее тепло или сделать так, чтобы участок, где будет канал, стал более мягким.
Первый способ, который позволяет сделать каленый металл более податливым, основан на использовании кислот. Из подходящих веществ можно указать азотную, хлорную или серную кислоту. Эти жидкости применяют точечно, то есть ими обрабатывают конкретно то место, где в дальнейшем будет отверстие (протравливают участок). Чтобы кислота не вышла за пределы рабочей области из материалов, не подверженных воздействию кислоты (полимеры, краски, парафин), вокруг будущего отверстия организуют что-то наподобие бортика. Отверстие заливают активной жидкостью и выдерживают определенное время. Далее проводят сверление обычным сверлом.
Еще один метод ослабления твердости каленого металла в зоне получения канала основан на прогреве этой зоны до высоких температур. Наилучшим образом с этим справляется сварочный аппарат. В этом случае нужно правильно подобрать силу дуги, чтобы металл не плавился и не деформировался. Когда заготовка в зоне сверления раскалится, можно проделывать отверстие обычным сверлом из быстрорежущей стали.
Самый простой способ, но не самый дешевый, заключается в приобретении специального сверла, рассчитанного на проделывание отверстий в каленом металле. Режущие кромки такого инструмента усилены победитовыми напайками или выполнены из победитовых пластин. В этом случае также желательно применять дополнительное охлаждение рабочей области.

Во время работы с кислотами нужно быть предельно осторожным и выполнять операцию в хорошо проветриваемом помещении. Это поможет предотвратить ожоги либо отравление вредными парами.
Применение смазочных материалов
Когда происходит сверление отверстий в каленом металле, обязательно необходимо применять смазывающее вещество. Оно частично охлаждает рабочую область, не давая оснастке быстро выходить из строя. В качестве смазки можно использовать обычное машинное масло или специальные мастики для сверления. Правильная обработка смазкой заключается в следующем:
- Область сверления на каленом металле отмечают керном. На эту точку наносят небольшое количество смазки. Если она жидкая, то выдавливают каплю масла так, чтобы оно не растекалось.
- Режущую область инструмента опускают в смазку и устанавливают на отмеченную ранее точку.
- Во время сверления каленого металла следят за количеством смазки и добавляют по мере ее выработки.
- Следят за состоянием нагрева инструмента, не допуская его перегрева. Интенсивное выделение дыма от горения смазки указывает на необходимость прекратить работу и остудить оснастку и металл.
Марки сверл для каленой стали
Сверла для закаленной стали, если брать из наиболее подходящих старых советских, – это инструмент на базе стали Р18. Оснастка имеет содержание вольфрама до 18 %, что делает ее высокопрочной, не подверженной перегреву и быстрому износу. Такими сверлами можно работать на высоких оборотах электроинструмента. Металл выпускался до 70-х годов прошлого столетия – это очень редкий инструмент.
Сталь марки Р6М5К5 – материал отечественного производства, где вольфрама меньше, всего 6 %, но его недостаток компенсируется за счет применения в сплаве элемента кобальта (до 5 %). Кобальт также способствует крепости оснастки, возможности долго выдерживать повышенные тепловые нагрузки при работе с калеными материалами.
Среди иностранных аналогов быстрорежущих сталей, подходящих для производства сверл по каленому металлу, стоит отметить марку HSS-Co. Это, по сути, такой же инструмент, как и предыдущий, где имеется схожий состав основных элементов сплава.
Любые сверла по керамограниту также подходят для получения отверстий в каленом металле, только их победитовые напайки нужно перетачивать.

Самодельное сверло
Дорогое сверло для работы необязательно покупать, в некоторых случаях его можно изготовить в домашних условиях. Лучше всего для этого подойдет стержень из сплава кобальта и вольфрама – победит. Такой стержень легко распознать среди других железок: он не будет поддаваться резанию полотном для металла. Далее делают следующее:
- Устанавливают на наждак алмазный круг.
- Торцуют одну сторону стержня и стачивают на этой стороне шлицы, как на плоской отвертке.
- Далее стачивают бока, чтобы получился острый конус.
Читайте также: