Сверла по металлу для рельс
Обновлено: 17.05.2024

Рельсовое сверло с напаянной твердосплавной пластиной к/х d 22 мм
Сверло c коническим хвостовиком твердосплавное d 22 предназначено для сверления рельсов под рельсовые соединители. Треугольная напаянная пластина из твердого сплава Т5К10 позволяет с легкостью сверлить даже закаленные рельсы.
Технические характеристики сверла для сверления рельсов к/х твердосплавного d 22 мм
| Диаметр сверления | 22 мм |
| Режущий материал | напаянная пластина |
| Назначение | сверление рельсов |
| Тип хвостовика | конический |
| Размер конуса | КМ 3 |
Комплект поставки сверла для сверления рельсов к/х твердосплавного d 22 мм
Изделие поставляется в заводской комплектации.
Схема, устройство и работа сверла для сверления рельсов к/х твердосплавного d 22 мм
Схема, устройство и описание работы подготавливаются для размещения.
Особенности сверла для сверления рельсов к/х твердосплавного d 22 мм
- Хвостовик - конус Морзе №3.
- Рельсовое сверло к/х d22 мм используется в станках РСС, РСС-Э, СТР-2Д, СТР-2 и РСМ1М.
Видео обзор сверла для сверления рельсов к/х твердосплавного d 22 мм
Видео обзор подготавливается.
Преимущества покупки сверла для сверления рельсов к/х твердосплавного d 22 мм в ЖЕЛДОРМЕХАНИКЕ
- ЖЕЛДОРМЕХАНИКА – официальный дилер завода-изготовителя;
- заводские цены без излишней наценки;
- выполняем гарантийные обязательства по продаваемой продукции;
- обеспечиваем поставку запасных частей по продаваемой продукции;
- прямые поставки с собственного склада и со складов производителей;
- оперативная отгрузка за счет отлаженной логистики;
- комплектация всеми видами отечественного и импортного путевого инструмента;
- профессиональная помощь специалистов в подборе жд инструмента.
Оплата и доставка сверла для сверления рельсов к/х твердосплавного d 22 мм
У нас вы можете купить сверло для сверления рельсов к/х твердосплавное d 22 мм
Сверла для рельс

Свёрла для рельс предназначены для использования на переносных рельсосверлильных станках в стационарных и полевых условиях. Помимо рельсовой стали, они применяются для сверления меди, никеля, чугуна.
Применение сверл для рельс
Рельсовые свёрла используются в бензиновых и электрических рельсосверлильных станках. Рельсовая сталь имеет высокую твёрдость и плотность, поэтому без специального оборудования сделать в ней отверстия не получится. Свёрла для рельс также должны обладать особыми характеристиками прочности и жёсткости, чтобы обеспечить требуемую скорость и качество работы. Кроме прямого назначения — сверления рельсовой стали — они также применяются для других твёрдых металлов и сплавов (чугун, магний, цинк, нержавеющая сталь).
Ассортимент сверл для железнодорожных рельс
В нашем каталоге представлены сверла для сверления рельс разных видов и диаметров:
- с напаяной пластиной и с коническим хвостовиком;
- корончатого типа;
- cо сменными твердосплавными пластинами;
- спиральные из быстрорежущей стали;
- изделия с подводом СОЖ.
Рельсовые свёрла представлены широким ассортиментом: разных типов, диаметров и составов. Диаметр выбирается в зависимости от вида работ (для каких целей предназначается отверстие). Также на выбор сверла влияют характеристики рельсов.
Популярные виды сверл для железнодорожных рельс
Свёрла для рельсовой стали бывают нескольких видов:
- со сменными пластинами — сверлят хорошо и быстро, но пластины подвержены ломкости (в зависимости от состава сплава);
- самокаленые — не требуют подвода охлаждающей жидкости при сверлении;
- спиральные — без охлаждающей жидкости быстро трескаются, требуют заточки под определенным углом, иначе быстро затупятся;
- корончатые — обеспечивают высокую скорость и точность сверления, реже требуют заточки, но очень дорогие по стоимости.
Сверло 36
Рельсовое сверло диаметром 36 мм предназначено для сверления отверстий под стыковые болты в железнодорожных рельсах. Его популярность обусловлена универсальностью и прочностью. Свёрла 36 могут использоваться для термоупрочненных рельсов повышенной жёсткости. Они комплектуются твердосплавными пластинами с механическим креплением.
Сверло корончатое
Корончатыми свёрлами можно просверлить более глубокие и широкие отверстия. Чем больше зубьев на коронке, тем выше будет скорость сверления. Благодаря особой конструкции и материалам, они устойчивы к износу и имеют большой рабочий ресурс, не требуют частой заточки. Корончатые свёрла позволяют сверлить без смещения и проскальзывания, при этом отверстие будет точно соответствовать заданным параметрам. Удобный отвод стружки уменьшит осыпаемость отходов сверления. Корончатыми свёрлами можно сверлить отверстия внахлёст.
Цена сверла для сверления рельс
Стоимость рельсового сверла зависит от многих параметров:
- материала;
- типа;
- размера;
- особенностей конструкции;
- бренда производителя.
Например, цена на сверла диаметром 36 мм можно купить от 1360 рублей. Корончатое значительно дороже: его стоимость составит порядка 4500 рублей.
Рельсовые сверла

Рельсовые сверла - корончатые (кольцевые) свёрла с напаянными твердосплавными пластинами и спиральные сверла предназначенные для сверления отверстий в железнодорожных рельсов всех типов: Р18, Р24, Р43, Р50 и РП50, Р65 и РП65, Р75 и РП75 под стыковые болты, стяжки, дроссельные перемычки и стыковые соединители.
Рельсовые корончатые (кольцевые) свёрла с напаянными твердосплавными пластинами имеют хвостовик Weldon 19 (диаметр 19,05 мм).
Рельсовые спиральные сверла могут иметь хвостовик Weldon 19,05 мм либо цилиндрический хвостовик, во втором случае их используют с адаптером.
Применяемость рельсовых свёрл с хвостовиком Weldon
Данные сверла предназначены для использования в качестве режущего инструмента с современными переносными рельсосверлильными станками следующих моделей:
- Рельсосверлильный станок РС-65 (Россия)
- Рельсосверлильный станок МРС-65 (Россия)
- Рельсосверлильный станок МСР-1Н (Беларусь)
- Рельсосверлильный станок МСР-1 (Беларусь)
- Рельсосверлильный станок МСР-2 (Беларусь)
- Рельсосверлильный станок СТР (Россия)
- Рельсосверлильный станок РСС-К (Россия)
- Рельсосверлильный станок Rotabroach RD-E (Англия)
- Рельсосверлильный станок Rotabroach RD-4 (Англия)
- Рельсосверлильный станок Geismar PR2 (Франция)
- Рельсосверлильный станок Robel 10.20 (Германия)
- Рельсосверлильный станок Robel 10.40 (Германия)
- Рельсосверлильный станок Cembre LD-1P-ECO (Италия)
- Рельсосверлильный станок BDS RAIL MAB 915 (Германия)
- Рельсосверлильный станок BDS RAIL MAB 965 (Германия)
Основные размеры свёрл для сверления рельсов
Рельсовые корончатые (кольцевые) свёрла с напаянными твердосплавными пластинами
- d 36 мм - для рельсов Р65, РП65, Р75, РП75;
- d 34 мм - для рельсов Р50 и РП50 (на практике используют рельсовые сверла размером d 36 мм ввиду допуска по ГОСТ ± 2 мм по диаметру полученного отверстия, как и для рельсов Р65-Р75);
- d 25 мм - для рельсов Р43;
- d 22 мм - для рельсов Р24 под стыковые болты и рельсов всех типов под рельсовые стяжки;
- d 19 мм - для рельсов Р18;
Рельсовые спиральные сверла
- d 9,8 мм и 10,2 мм - для рельсов всех типов под стыковые соединители;
Какие свёрла для рельс купить?
В нашем каталоге представлены рельсовые свёрла наиболее распространённых и проверенных производителей в различных ценовых категориях - Bohre, Rotabroach, Karnasch.
Необходимо отметить, что при современном развитии технологии производства, сверла всех вышеперечисленных производителей делают примерно одинаковое количество отверстий при прочих равных условиях.
Сверла по металлу

В соответствии с правилами, принятыми в нормативной литературе по техническому регулированию сверло определяется как осевой режущий инструмент для получения отверстий, увеличения их диаметра в сплошном материале (ГОСТ 25751-83 Инструменты режущие, термины и определения).
Напомним, что осевым считается режущий инструмент, размеры которого вдоль оси вращения больше, чем размеры в перпендикулярном направлении.
В целом, эти два признака служат главными критериями, согласно которым инструмент относят к обширному виду «сверла».
В машиностроении классификация по этим двум признакам, плюс требования по точности и производительности, объединили в классе «сверла по металлу» несколько различных режущих инструментов.
Они значительно отличаются по форме и характеристикам, но разными способами решают одни и те же задачи сверления:
- резка металла в плоскости отверстия;
- формирование стенок в соответствии с заданными допусками;
- удаление стружки.
В итоге в общий раздел «сверла по металлу» вошли классы:
- перовые сверла;
- спиральные сверла;
- корончатые сверла (кольцевые фрезы);
- центровочные сверла;
- глубокого сверления (эжекторные, ружейные)
- комбинированные сверла.
Несмотря на все отличия сверло каждого класса состоит из корпуса с рабочей частью и хвостовика.
Дальнейшее деление на различные типы связано с размерами и формой этих частей, требованиями по точности и способами установки в металлорежущее оборудование.
Общие обозначения и характеристики свёрл по металлу
Большинство типов сверл изготавливаются из быстрорежущих сталей (HSS), легированной стали Р6М5 и др.
Твердосплавные элементы выполняются из сплавов ВК6, ВК6-М, ВК8 и пр. Несмотря на разнообразие типов большинство «сверл для металла» имеет сходное строение с общими обозначениями.
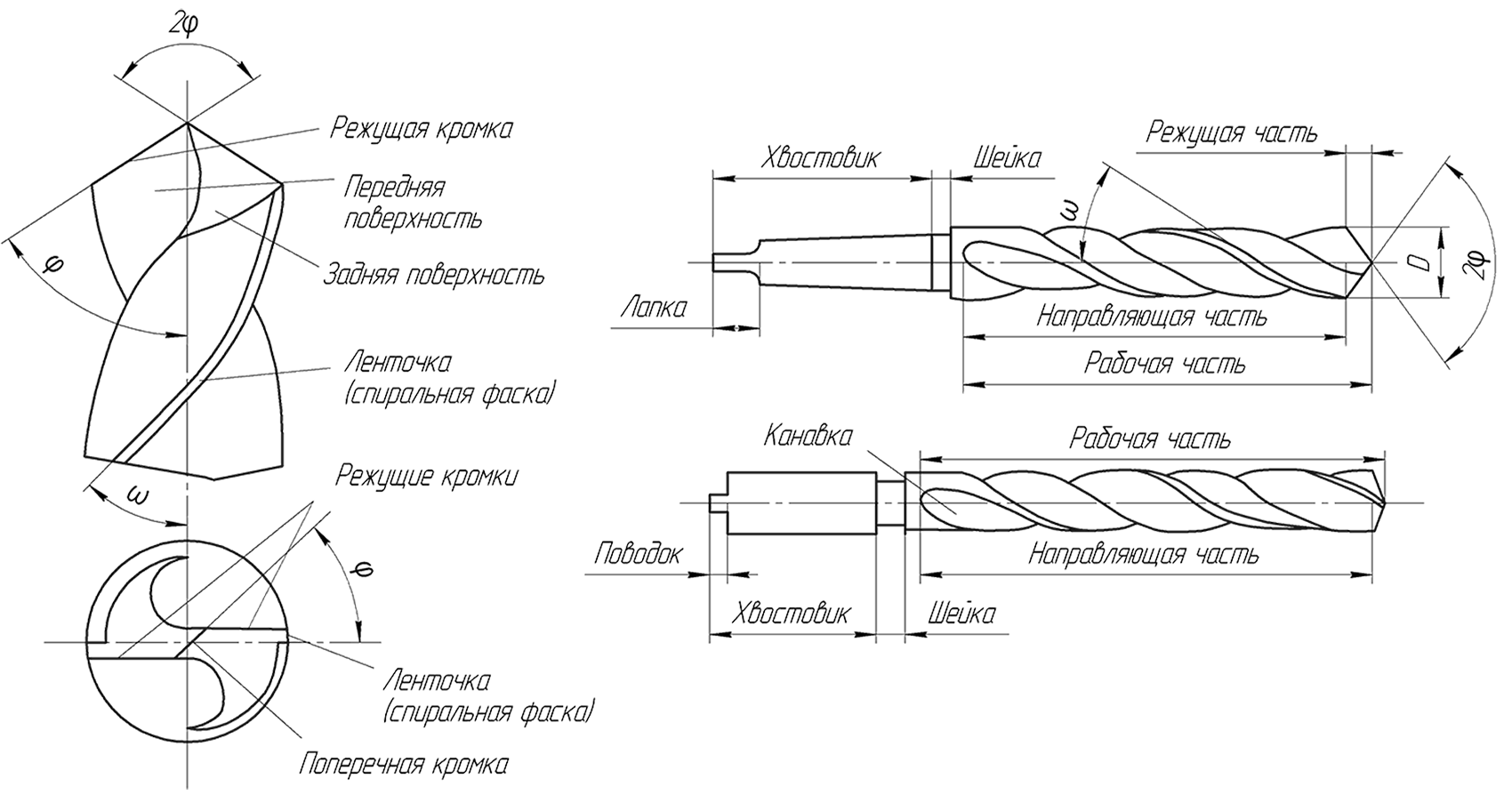
На следующем рисунке обозначены части сверла по металлу с соответствующими названиями.
Помимо маркировки важным общим показателем является класс точности.
Для стандартных изделий он приводится в ГОСТ и ГОСТ Р. Класс точности задается посредством соответствующих квалитетов, указывающих на величину допусков при изготовлении продукции.
Сверла повышенной точности выполняются с применением фрезеровки и шлифовки, нормальной точности методом проката.
Точность задается с помощью квалитетов. Например, для отверстий в широко применяемом интервале диаметров 6 – 10 мм квалитеты точности имеют значения:
| квалитет | допуск (мм) | квалитет | допуск (мм) |
| 10 | 0,058 мм | 14 | 0,36 |
| 13 | 0,22 мм | 15 | 0,58 |
Из таблицы следует, что сверло с квалитетом 10 в 10 раз точнее сверла с квалитетом 15.
Спиральные сверла по металлу
Наиболее разветвленный и обширный класс. Выпускаются трех классов точности (указываются в маркировке по ГОСТу на соответствующий тип).
Сверла повышенного класса точности А1 предназначены для сверления отверстий 10 - 13 квалитетов точности, класса точности В1 - для сверления отверстий до 14 квалитета точности, класса точности В - для сверления отверстий до 15 квалитета точности.
Применяются в машиностроении, авиации, судостроении, производстве строительных конструкций и пр. Разнообразие применений привело к появлению различных вариантов этого инструмента.
Классическими представителями этого класса следует считать спиральные сверла с цилиндрическим хвостовиком по ГОСТ 10902-77. Большинство существующих разновидностей спиральных свёрл являются модификациями этого типа, разработанными для решения конкретных технологических задач.
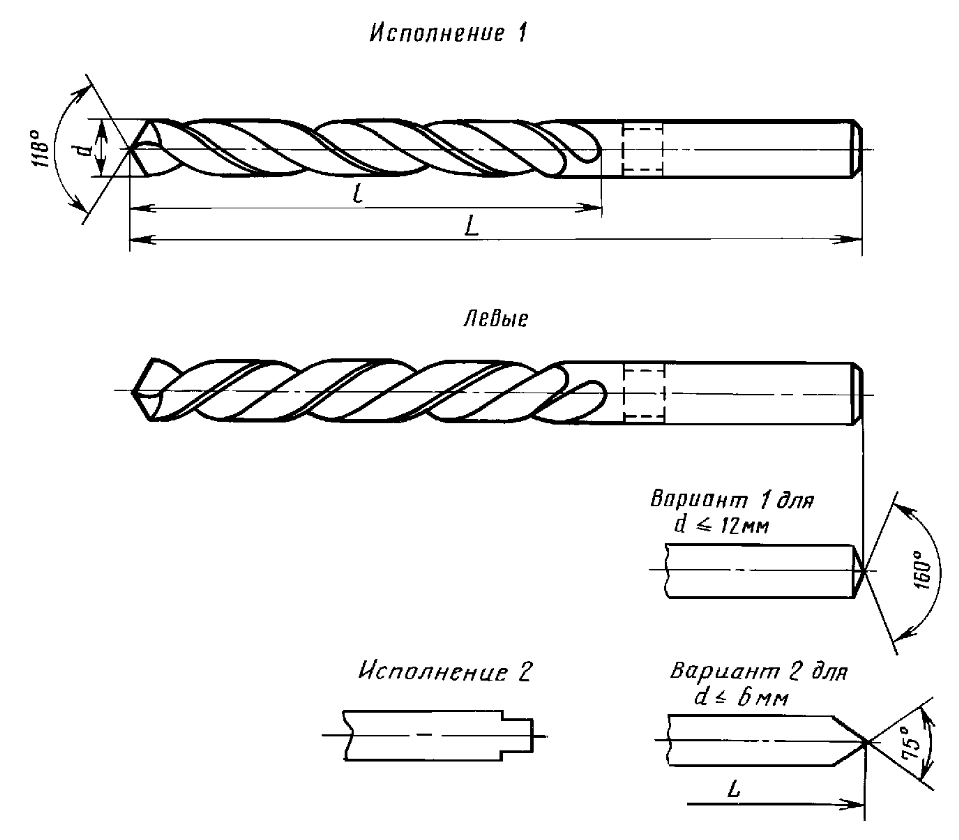
Рисунок 2 Спиральное сверло средней серии по ГОСТ 10902
Так, для обеспечения более надежной фиксации, постоянного и точного позиционирования, особенно в оборудовании с автоматической сменой инструмента применяются сверла с хвостовиком в виде конуса.
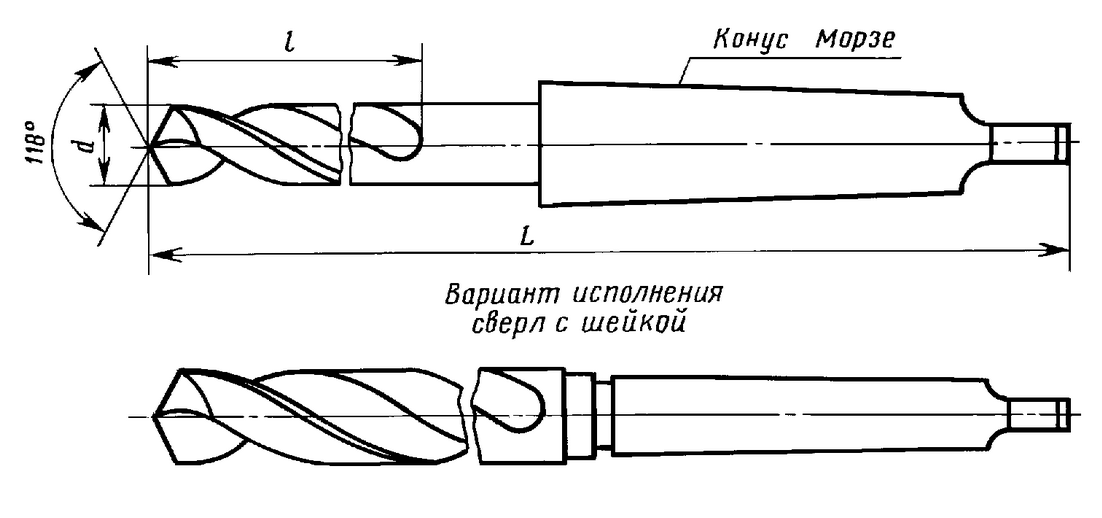
Рисунок 3 Спиральное сверло с хвостовиком Конус Морзе
Для сверления глубоких отверстий применяются сверла с удлиненной рабочей частью, аналогично для «короткого» сверления используются сверла с укороченной рабочей частью.
Примеры различных решений по длине рабочей части и хвостовика, а также с разной формой хвостовика показаны далее:
Рисунок 4 Спиральное сверло короткой серии (ГОСТ 4010)

Рисунок 5 Спиральное сверло длинной серии (ГОСТ 886-77)

Рисунок 6 Спиральное сверло длинной серии с коротким цилиндрическим хвостовиком (ГОСТ 12122, ГОСТ 2092-77)

Рисунок 7 Спиральное сверло длинное с хвостовиком "конус Морзе" (ГОСТ 12121)
Спиральные сверла по металлу с пластинами из твердого сплава
В качестве отдельной технологической задачи можно выделить сверление твердых сталей чугунов твердостью более 170НВ.
Для таких операций применяются спиральные сверла с твердосплавными пластинами. Сверла подобного типа выпускаются с цилиндрическими и коническими хвостовиками, сварными и цельнотянутыми.

Рисунок 8 Спиральное сверло с пластинами из твердого сплава и хвостовиком "конус Морзе" (ГОСТ 22736, ТУ по ГОСТ 5756-81)
Ступенчатые спиральные сверла по металлу
В последнее десятилетие на российском рынке активно продвигаются ступенчатые («конические») сверла зарубежного производства. Продукт позиционируется как новинка, ранее неизвестная в РФ. В действительности ступенчатое сверло уже давно производится и применяется в России. В частности, такой инструмент используется для сверления отверстий под метрическую резьбу с одновременным снятием фаски. До 2008 года геометрические характеристики ступенчатых сверел описывались в ГОСТ 20320, после 2008 г. действовал стандарт ГОСТ Р 52966-2008, с 1 января 2019г введен в действие ГОСТ 28320-2017.
С помощью одного ступенчатого сверла можно выполнять за один заход сразу две (или больше) технологических операции. Также возможно сверление одним сверлом отверстий разного диаметра (в зависимости от числа ступенек). Однако при этом глубина отверстия не может превышать суммарной высоты ступенек предыдущего диаметра.
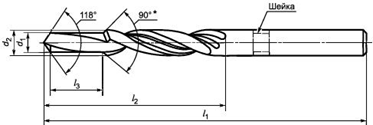
Рисунок 9 Ступенчатое сверло с цилиндрическим хвостовиком для отверстия под резьбу и снятия фаски (ГОСТ Р 52966-2008)

Рисунок 10 Импортное ступенчатое сверло (HSS) по металлу
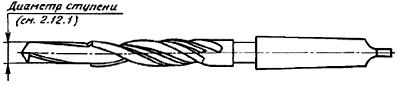
Рисунок 11 Ступенчатое сверло с хвостовиком "конус Морзе" по ГОСТ Р 52966-2008
Центровочные сверла
В процессе сверления самый ответственный этап – это касание поперечной кромки сверла с поверхностью металла. Поскольку поверхность не идеально плоская, а поперечная кромка не идеально перпендикулярна оси сверла при касании возникают моменты сил, отклоняющие сверло от теоретического центра отверстия.
Очевидно, что величина таких моментов возрастает с увеличением размеров поперечной кромки (диаметров сверла). Обратное так же верно, поэтому для сверления центровых отверстий разработаны специальные центровочные сверла с уменьшенным началом рабочей части.
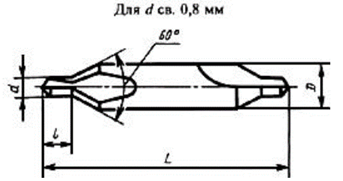

Рисунок 12 Центровочное сверло для центровых отверстий без предохранительного конуса тип А по ГОСТ 14952-75
Такой инструмент сначала касается металла только небольшой поперечной кромкой.
Незначительные моменты, возникающие при этом гасятся массивной рабочей частью номинального диаметра.
Соотношения малого и большого диаметров стандартизированы. В соответствии с ГОСТ 14952 эта величина меняется в диапазоне от 3 до 5.
Центровое отверстие имеет треугольное сечение в зависимости от величины угла между стенками и наличия предохранительного конуса центровочные сверла делятся на 4 типа.
| A | B | C | R | |
| Угол, град. | 60 | 60 | 75 | дуга |
| конус | - | + | - | - |
Класс точности для центровочных свёрл не вводится.
Сверла для глубокого сверления
В ряде источников по металлообработке отверстие с глубиной в 5 раз превышающей его диаметр уже считается глубоким.
В то же время в ГОСТ 12122-77, где представлены типовые размеры «длинной серии», показано, что отношение длины рабочей части к диаметру l/d колеблется в диапазоне от 15 до 20.
Таким образом глубоким можно считать сверление отверстий с глубиной, превышающей диаметр в 10 – 15 раз и более.
В начале этого диапазона и при диаметрах до 10 мм задача решается с помощью спиральных сверл стандартной «длинной серии» (класса точности А1, В1 и В).
В этом случае используется традиционный наружный подвод СОЖ и наружный отвод стружки.
При отношении l/d ≈ 20 – 30 и диаметрах до 30 мм проблема решается применением шнековых сверел и длинных спиральных сверел с каналами для СОЖ и канавками для дробления стружки (внутренняя подача СОЖ и наружное удаление стружки).
С дальнейшим увеличением l/d и/или увеличением диаметра отверстий проблемы с подачей СОЖ и удалением стружки делают использование спиральных сверл невозможным.
Такие отверстия получают с помощью сверл одностороннего резания с внутренней подачей СОЖ или наружной подачей СОЖ, внутренним или наружным отводом стружки. К ним относятся ружейные (пушечные) и эжекторные сверла.
Ружейное сверло
Данный вид не относится к спиральному типу. Ружейное сверло представляет собой полую конструкцию с одной или двумя режущими кромками на рабочей части. Точность обработки по диаметру соответствует 7 – 9 квалитету.
Широкая и глубокая выемка по всей длине корпуса сверла обеспечивает эффективный наружный отвод стружки. Она вымывается СОЖ, поступающей под высоким давлением из внутренней полости в каналы в рабочей части.
Сверлом такого типа получают отверстия диаметром до 30мм.
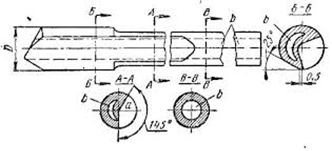
Рисунок 13 Ружейное сверло

Фото ружейное сверло
Для более крупных отверстий применяют сверла с внутренней подачей СОЖ и не наружным, а внутренним отводом стружки.
Глубокое сверление с внутренним отводом стружки. Эжекторное сверло
При глубоком сверлении отверстий с l/d≫20 и диаметрами более 30 мм проблемы с подачей СОЖ и особенно с удалением стружки значительно усложняются. Наружное удаление становится практически не возможным, поэтому приходится использовать специальное составное сверло.
Инструмент представляет собой стальную трубу с навинчивающейся рабочей частью. Рабочая часть изготавливается в виде полого толстостенного цилиндра с площадками для установки режущих пластин и каналами для СОЖ. Конструкция позволяет использовать большую часть пространства отверстия для отвода стружки.
На рисунке ниже представлен усовершенствованный вариант такой конструкции – эжекторное сверло. У него пустотелая рабочая часть (2) с наружной смазкой и охлаждением.
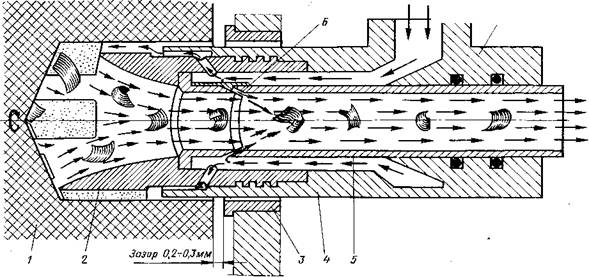
Рисунок 14 Эжекторное сверло
В процессе сверления стружка дробится и попадает вместе с СОЖ в полость рабочей части. Далее смесь поступает в полость трубы (5) и уходит в стружкоприемник, где стружка отделяется от СОЖ.
Главное отличие эжекторной схемы от обычной заключается в дополнительных каналах (6). Они обеспечивают возврат 1/3 поступающей СОЖ сразу в полость стебля сверла. Благодаря этому возникает эффект эжекторного насоса, который создает дополнительное разрежение в полости рабочей части. Эффект обеспечивает усиленную откачку СОЖ вместе со стружкой из зоны резания.
Для эжекторного сверла необходим специальный патрон, обеспечивающий подачу СОЖ. Такие патроны разработаны и могут устанавливаться на универсальных станках (токарных, сверлильных, фрезерных и т. п.).
В итоге глубокое сверление может выполняться на обычном оборудовании, дополненном стационарной или мобильной насосной станцией. При этом требуемое давление СОЖ в 2 раза ниже, чем при глубоком сверлении с наружной подачей СОЖ без эффекта разрежения.
Также применение эжекторного сверла избавляет от герметизации зазоров между заготовкой и кондукторной втулкой (3). что упрощает наладку и обслуживание станка.
Перовые сверла по металлу
Перовые сверла получили свое название благодаря форме рабочей части. В зависимости от конструкции рабочей части они делятся на цельные и составные.
Цельные конструкции могут быть ступенчатыми, что позволяет за один заход получить отверстие с переменным диаметром. Цельные сверла выпускаются определенных стандартных номеров (6, 7, 8, 10 … мм). Составные перовые сверла состоят из универсальной державки и сменных режущих пластин по ГОСТ 25526-82.
Основное применение этого типа связано с неглубоким или предварительным сверлением сталей, чугунов и др. металлов в операциях с большими значениями квалитета.

Рисунок 15 Перовое сверло
Корончатые сверла (кольцевые фрезы, кольцевые сверла) по металлу
При больших диаметрах сквозных отверстий сплошное сверление представляется нецелесообразным c точки зрения затрат времени и ресурсов. Гораздо эффективнее не переводить весь металл в стружку, а вырезать только кольцо заданного наружного диаметра. С такой операцией успешно справляются корончатые сверла.

Рисунок 16 Корончатое сверло по металлу
Корончатое сверло дает значительное преимущество при сверлении листового материала, обработке торцевых кольцевых канавок, сверлении на криволинейной поверхности и получении отверстий большого диаметра. Корончатое (кольцевое) сверление позволяет оптимизировать производство не только за счет роста производительности.
Применение такого инструмента позволило значительно уменьшить габариты сверлильных станков, получить эффективное передвижное оборудования для сверления металлопроката, рельсов, труб.
В настоящее время на российском рынке представлены корончатые сверла из быстрорежущей стали (HSS) и с напаянными твердосплавными резцами. Диаметры от 10 мм до 150 мм.
К сожалению, в РФ нет стандарта для кольцевых сверл по металлу. Такой стандарт имеется только для кольцевых сверл по бетону, керамике и т.п. (ГОСТ 17013-71). В отсутствии стандарта говорить о классах точности некорректно.
Первые модели корончатых сверл имели свои недостатки. В первых образцах отмечались проблемы с центровкой, при l/d~5 ухудшалось удаление стружки.
Кроме того, корончатое сверло имеет большую поверхность контакта с обработанными поверхностями, которые с трех сторон окружают лезвия инструмента. В таких условиях увеличивается сила трения, растет тепловыделение, затрудняется отвода тепла.
В современных конструкциях корончатых сверл решены задачи с центровкой отверстий, проблемы с отводом тепла и удалением стружки устраняются эффективной подачей СОЖ.
Комбинированные сверла по металлу
Сверла такого типа являются комбинацией двух различных инструментов металлообработки. Соответственно, их применяют для совмещения некоторых последовательных технологических операций.
Поскольку сверление часто предшествует нарезанию резьбы, зенкованию, то вполне логично появление комбинаций сверло-метчик, сверло-зенкер. Для объединения используются как правило сверла спирального типа.
Сверление рельс
Сверление рельс - это предварительная процедура, выполняемая при прокладке и ремонте железнодорожных путей. Мероприятие предполагает подготовку отверстий для фиксации элементов болтами, пластинами или крюками. При проведении работ используются особые типы сверл ( 22; 28 и 36 мм) и сверлильного оборудования.
Применяемая техника для сверления рельс
Сверление отверстий в рельсах осуществляется за счет бензиновых и электрических станков. Бензиновые установки сочетают в себе функционал дрели и генератора. Позиционирование оборудования производится за счет струбцин, подача сверла – посредством резьбового прижимного механизма.

Рис. 1 Бензиновый рельсосверлильный станок
Электрический рельсосверлильный станок содержит производительный электропривод, подключается к силовой железнодорожной сети. Для подачи сверла используется съемная рукоять, прокручивающая блок с вращающимся сверлом против часовой стрелки. Предотвратить обратный ход элемента позволяет трещотка.

Рис. 2 Электрический рельсосверлильный станок
Наибольшее распространение получили бензиновые станки для сверления рельс. Устройства простоты в эксплуатации, обладают прекрасной автономностью.
Особенности нанесения разметки
Проведению сверлильных работ предшествует нанесение разметки. При монтаже железнодорожных рельс используются шаблоны (двойная рейка с метками из краски) и мел. Это оптимизирует труд мастера при выполнении повторяющихся операций.

Рис. 3 Пример определения центра болтового отверстия
При установке направляющих для кранов разметка производится по ситуации. Операции выполняются посредством мела (маркера по металлу) и высокоточных измерительных приборов.
Участок, в рамках которого предстоит сверление, подвергается накерниванию. Для этого используют твердосплавные керны подходящего размера и ударный инструмент.
Используемые сверла
При сверлении отверстий в рельсах Р65 и КР70 используются сверла серии RS. Продукция предназначена для работы с высокопрочными сплавами, совместима с рельсосверлильными станками различных типов.
Наиболее распространенные диаметры рельсовых сверл для ЖД - 22; 28 и 36 мм. При сверлении рельс под накладки (монтаж направляющих для кранов) может применяться инструмент прочих диаметров.
Отверстия формируются за счет корончатых и спиральных сверл. Каждая разновидность инструмента обладает определенными особенностями.
Корончатые сверла
Корончатое сверло представлено пустотелым цилиндром с заостренной режущей кромкой. Продукция производится из твердого сплава, имеет диаметр от 18 до 36 мм. Толщина стенки коронки составляет 3,7 мм, рабочая длина – 30 мм. Фиксацию инструмента обеспечивает хвостовик Weldon 19.
Читайте также: