Сверло для больших отверстий в металле
Обновлено: 05.07.2024
Ступенчатые сверла по металлу – это особый вид инструментов, предназначенных для обработки стальных листов различной толщины. Подобные изделия применяют для создания качественных отверстий, и они отлично справляются с данной задачей. Выбор инструмента осуществляется с учетом различных параметров. Поэтому стоит подробнее рассмотреть нюансы подбора и эксплуатации подобного оборудования.
Что это такое и для чего нужно?
Сегодня рынок инструментов представлен большим выбором сверл от различных производителей. Вне зависимости от вида изделия предназначены для выполнения разнообразных операций по обработке металла. Преимущество ступенчатого сверла заключается в особенности его конструкции. Улучшенная прочность режущих кромок позволяет добиться длительного срока службы изделия и снижает необходимость проведения регулярного ремонта.
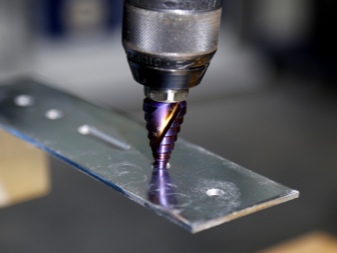
Конусное ступенчатое сверло – наиболее востребованный и универсальный инструмент. С его помощью обрабатывают стальные листы толщиной в 5-6 мм с целью получения надежных отверстий.

Также инструмент можно применять для работы со следующими материалами:
- пластик;
- гипсокартон;
- дерево.
Двухступенчатое сверло представляет собой специфическую насадку, используемую в различных станках. Конструкция сверла содержит рабочую часть, обеспечивающую вращение сверла, и хвостовик, имеющий форму цилиндра или шестигранника.
Рабочая область конструкции делится на 3 части:
- наконечник небольшой толщины, необходимый для организации предварительного засверливания;
- скошенные переходы, предусмотренные между ступенями (такое устройство позволяет избавиться от заусениц);
- режущий край: с его помощью происходит создание отверстий.
Хвостовик сверла может иметь разную форму. Она определяется в зависимости от области, в которой планируется использовать инструмент. Также к данной категории относят многоступенчатые сверла.
Основу формы сверла составляет конус. С его помощью получается обработать материал посредством достижения высоких скоростей, по технологии «елочка». При этом качество полученной кромки отверстия будет высоким даже в случае сверления тонкой листовой стали.
Сверла оборудованы острым наконечником, что предотвращает необходимость применения дополнительного инструментария. С помощью подобных агрегатов удается облегчить выполнение работы по обработке металла или других материалов. Приспособление используют в следующих сферах:
- строительство;
- автомобилестроение;
- ремонтные работы;
- ландшафтные работы.


Каждый режущий инструмент имеет отличительные характеристики, а также положительные и отрицательные свойства. Если рассматривать сверла, то к преимуществам подобного оборудования следует отнести следующее.
- Возможность сверления отверстий с помощью одной насадки.
- Устойчивость к износу.
- Отсутствие необходимости кернения места сверления при выполнении поставленной задачи. Кончик сверла практически сразу врезается в материал.
- Сочетание функций разных инструментов.
- Плавный переход меньшего диаметра к большему. Такая опция позволяет снизить или вовсе исключить деформацию материала, что важно, когда речь заходит об обработке тонких листов.
- Универсальность использования. Сверла можно применять в качестве основного оборудования на стационарном станке или на ручном электроинструменте.
- Применение абразивного напыления для повышения прочности.
- Отсутствие необходимости проведения регулярной заточки.
Конечно, ступенчатые сверла нельзя назвать идеальными инструментами. Минусом агрегата является высокая цена. Также во время работы этим инструментом оператору потребуется соблюдать определенный угол наклона с целью предотвращения поломки сверла.
Лучшие производители
Примечательно, что изделия из Китая не отличаются высоким качеством. В случае ступенчатых сверл предпочтение следует отдать российским и европейским производителям, среди которых выделились следующие.
- «Зубр». Компания занимается выпуском ступенчатых сверл приемлемой стоимости и высокого качества. Инструменты отечественный бренд изготавливает из специальной стали, дополнительно покрывая поверхность сверл износостойкими сплавами.



- «Атака». Еще один российский производитель, сверла которого отличаются высоким качеством и небольшой ценой. Отзывы о продукции этого бренда преимущественно положительные. Дополнительно стоит отметить, что производитель предоставляет возможность подобрать инструмент с учетом максимального диаметра, который может потребоваться в работе.
- Bosch. Знаменитый немецкий бренд, продукция которого подходит как для профессионалов, так и для тех, кто работает в домашних условиях. Компания маркирует свои инструменты с помощью лазера. Такой подход обеспечивает сохранность надписи даже в случае долговременного использования. Преимущество инструментов немецкого производителя заключается в особой заточке сверла.


- Falon-Tech. Производитель из Германии, занимающийся изготовлением и выпуском качественных сверл с дополнительным титановым покрытием. Преимущество такой технологии – увеличение ресурса инструмента в несколько раз. Маркировка моделей лазерная, хвостик – стандартный. Сверла этой фирмы станут оптимальным вариантом для тех, кто хочет приобрести инструмент для использования дома.
Существуют и другие производители, инструменты которых также являются качественными и надежными. Однако перечисленные компании считаются наиболее востребованными как среди профессиональных мастеров, так и среди тех, кто приобретает сверла для работы дома.


Критерии выбора
Не секрет, что сверла – это дорогие инструменты. Поэтому к выбору подобного оборудования следует подходить ответственно, внимательно изучая технические характеристики. Такой подход позволит сразу выбрать в магазине нужную модель.
Определением основных стандартов изделий для сверления материалов занимается ГОСТ. В документе прописаны главные требования относительно того, какими могут быть сверла и из чего их необходимо изготавливать. Так, в ГОСТе указано, что для создания подобного инструмента необходимо использовать легированную сталь повышенной прочности. Само оборудование должно подходить под следующие характеристики:
- диаметр отверстия: от 5 до 80 мм;
- длина конуса: от 58 до 85 мм;
- габариты хвостика: 6-12 мм в диаметре.
Перечисленные показатели считаются основными. Они определены стандартами, поэтому при выборе подходящего инструмента рекомендуется уделять им особое внимание. Кроме ключевых характеристик, также следует учесть дополнительные, с помощью которых можно провести оценку качества изделия.
Маркировка
У каждого выпущенного изделия имеется собственная маркировка. С ее помощью покупатель может узнать о типе стали, которая была использована при изготовлении конкретной модели сверла. Наиболее надежными считаются агрегаты с маркировкой HSS. Подобными сверлами обрабатывают различные материалы. Преимущество инструментов заключается в том, что они обеспечивают высокую скорость сверления, а их насадка при повышении температуры не деформируется.


Если для повышения износостойкости сверла производитель использовал сплав, то это также отображается в маркировке. Делается это с помощью нанесения дополнительных буквенных значений, которые позволяют определить состав сплава:
- Co – кобальт;
- Ti – титан;
- N – азот;
- M – молибден.
На рынке строительного оборудования встречается огромное количество подделок, сделанных преимущественно в Китае. Поэтому стоит обращать внимание на цену инструмента и соотносить ее со стоимостью указанных в маркировке материалов.
Размеры
Прежде чем покупать изделие, следует определиться с тем, какого диаметра отверстия планируется сверлить. Именно с помощью этого показателя получится уточнить размер будущей насадки.


Ступенчатые сверла бывают разных цветов. Все модели можно поделить на следующие категории, если рассматривать классификацию по цвету инструмента.
- Серый. В этом случае можно догадаться, что сверло выполнено из стали. При этом инструмент не подвергался дополнительной обработке, что говорит о невысокой прочности. Подобные насадки стоят недорого, подходят преимущественно для домашнего пользования.
- Черный. Демонстрирует наличие закалки инструмента перегретым паром. Качество такого изделия выше, но и стоимость заметно отличается.
- Темно-золотистый. Такого оттенка удается добиться при проведении высокотемпературного отпуска стали. Процедура направлена на удаление лишнего напряжения в металле, что позволяет повысить прочностные характеристики изделия.
- Ярко-золотой. Поверхность инструмента покрыта износостойким материалом, состав которого включает нитрид натрия. Такие сверла считаются самыми прочными и самыми дорогими на рынке строительных материалов.
Последний тип изделий предназначен исключительно для профессионального использования, где речь идет о необходимости изготовления большого количества отверстий.
Как пользоваться?
Мало подобрать сверло, важно также уметь правильно им пользоваться. Для успешной эксплуатации инструмента следует учесть несколько правил:
- при выполнении поставленной задачи следует обращать внимание на прочность материала, в котором просверливаются отверстия;
- если требуется сверление металлического листа толщиной более 5 мм, необходимо применять охлаждение инструмента, предотвращая его перегрев и деформацию сверла;
- в процессе обработки рекомендуется избегать резких движений и перекосов, чтобы не повредить изделие и сохранить качество отверстия;
- использование сверла в станке требует соблюдения определенного угла расположения конуса относительно рабочей поверхности.
Нередко во время использования сверла в случае больших объемов работ происходит снижение остроты лезвия. Тогда рекомендуется провести заточку элемента. Сразу стоит отметить, что затачивают обычно режущую кромку. Для проведения процедуры потребуется охлаждающая жидкость, которая предотвратит деформацию геометрии рабочей поверхности.
Заточку сверла следует проводить с использованием мелкозернистых абразивов. Перед этим рекомендуется надежно зафиксировать режущий элемент.
При выполнении операции важно отслеживать, чтобы расстояние между режущим углом и противоположной поверхностью было одинаковым на каждой ступени.


Обзор отзывов
В сети размещено большое количество отзывов о ступенчатых сверлах по металлу. Владельцы инструментов отмечают высокое качество и удобную конструкцию изделия. К дополнительным особенностям сверла относят:
- длительный срок службы;
- работу с большими нагрузками;
- хорошую заточку.
Негативные комментарии практически отсутствуют. Никаких недостатков пользователи не выявили.
В следующем видео представлен обзор ступенчатых сверл.
Способы сверления металла: свёрла и приспособления

Для проделывания отверстий в металле используют свёрла — механические стержни из сплава, который твёрже, чем обрабатываемая деталь. Свёрла по металлу изготавливают из быстрорежущей стали марок Р6М5, Р9, Р18 под общим обозначением HSS, либо из твёрдых сплавов: ВК, Т5К10, предназначенных для обработки закалённых и твёрдосплавных заготовок.
Сверло состоит из трёх элементов:
- Кромки врезаются в дно отверстия и снимают с него тонкую стружку.
- Спиральная нарезка выталкивает стружку из отверстия.
- Хвостовик предназначен для крепления сверла в патроне инструмента.

Конструкция спирального сверла по металлу
О режущих кромках стоит рассказать более подробно. Это два скоса на остром конце сверла, которые сходятся в вершине — самой выступающей точке передней части, образуя перемычку. Угол, под которым сходятся кромки, называют главным углом при вершине, его величина стандартизирована для различных материалов и режимов обработки:
- Твёрдая сталь и нержавейка: 135–140°
- Конструкционная сталь: 135°
- Алюминий, бронза, латунь: 115–120°
- Медь: 100°
- Чугун: 120° задний угол и 90° угол заточки кромки

Рекомендуемые углы заточки сверла по металлу
Каждая кромка также имеет собственный угол заточки порядка 20–35°, определяющий её остроту. Этот угол, называемый задним, обеспечивает касание сверла к металлу только по линии кромок, при этом за ними остаётся свободное пространство. Такая форма необходима для более лёгкого снятия и выброса стружки. У некоторых свёрл кромка заточена под более тупым углом, вплоть до прямого. Такие режущие кромки хорошо справляются с обработкой хрупких металлов, например, чугуна, латуни и бронзы.

Шаблон для проверки угла заточки свёрл
Спиральная часть включает несколько канавок для отвода стружки, на вершине которых расположены дополнительные кромки, плоскость которых параллельна оси сверла. Это так называемая ленточка, которая при погружении сверла подчищает стенки отверстия и способствует более качественной центровке.
Виды свёрл по металлу и техника их заточки
Выше мы рассмотрели базовую разновидность свёрл. Чтобы понять, как формируются углы при заточке, нужно лишь немного знаний и практики. Точить свёрла лучше всего на шлифовальном станке с подручником, в худшем случае можно воспользоваться универсальной заточной машинкой. На УШМ свёрла точить нельзя: во-первых, это противоречит технике безопасности при работе с этим электроинструментом, а во-вторых, из-за большой скорости вращения металл сильно перегревается и отпускается, становясь мягким.

При заточке сверло устанавливается на подручник так, чтобы его режущая часть была немного приподнята. Проворачивая сверло и сдвигая хвостовик влево, нужно добиться, чтобы режущая кромка расположилась строго горизонтально и параллельно торцу круга. Затачивать левую и правую кромку нужно поочерёдно, снимая тонкий слой металла и периодически охлаждая сверло в воде.

Если просто зафиксировать сверло в требуемом положении и подвести его к наждаку, правильно обточить заднюю поверхность не удастся. Из-за того что точильный камень круглый, затылочная часть кромки получается вогнутой. Это приводит к быстрому затуплению кромки и проблемам с отводом стружки. Чтобы избежать такого явления, переднюю часть сверла после касания о камень нужно немного приподымать, подавая вперёд и не снимая нажима. Так формируется выпуклая задняя поверхность, которая намного лучше воспринимает нагрузку при резании.

Правильное движение при заточке сверла
Обточка кромок должна выполняться до выведения острых граней без сколов и заусенцев. При этом съём с обеих сторон должен быть равномерным, о чём можно судить по форме и положению остающейся перемычки, а также по длине самих кромок. Если перемычка будет смещена, сверло будет вращаться эксцентрично, что приведёт к увеличению диаметра отверстия. Этот эффект можно использовать, если в наличии нет сверла нужного диаметра.

Когда основные кромки выведены, выполняется стачивание перемычки. Для этого сверло нужно поставить на подручник под углом около 45° и прижать задней частью к ребру круга, не задевая режущую кромку. На перемычке образуются две небольшие насечки длиной до 1/10 диаметра сверла, которые выполняют роль заходных и центрирующих кромок.

Стачивание перемычки сверла
Более специфическая разновидность свёрл используется для сверления тонколистового металла. При изготовлении глубокого отверстия сверло сначала центрируется вершиной, а на выходе удерживается ленточками спиральной части. Однако в тонком металле вершина проходит насквозь до того, как ленточки упираются в края, из-за чего отверстие получается рваным, смещённым или овальным.

Заточка сверла для тонкого листового металла
В таких ситуациях лучше использовать сверло перьевого типа, имеющее центрирующий носик. Изготовить такое можно из обычного сверла по металлу, переточив его определённым образом. Всё делается так же и с теми же углами, но при этом кромки не развёрнуты от вершины к краям, а сведены навстречу друг другу. Перьевое сверло нужно затачивать о край камня, оставляя перемычку нетронутой. Стачивание кромок выполняется до тех пор, пока перемычка не образует носик, выступающий над вершинами режущей части на 1–2 мм.

Ступенчатое сверло по металлу
Третий вид свёрл по металлу — конусные ступенчатые. У них есть несколько режущих кромок различного диаметра, что позволяет проделывать разные по размеру отверстия всего одним инструментом. Однако, несмотря на кажущуюся универсальность, найти действительно хорошее ступенчатое сверло довольно сложно, а его стоимость составит не менее $25. Другой минус — заточку таких свёрл можно выполнить только на специализированном станке.
Для сверления твёрдых сплавов и закалённой стали лучше использовать победитовые свёрла по бетону. Их заточка изначально рассчитана на дробящее действие, однако если вывести кромки под углом при вершине около 135° и заточить их под углом 20°, даже в очень твёрдой детали можно без усилий проделать аккуратное отверстие.
Как правильно сверлить металл
Вне зависимости от того, выполняется сверление дрелью или на станке, главное — правильно выбрать скорость вращения. В большинстве случаев оптимальная скорость находится в диапазоне 1800–2500 об/мин, однако на практике могут выбираться совершенно разные значения в зависимости от точности заточки и свойств материала.
Для эффективного и быстрого сверления не обойтись без умения правильно соотносить скорость вращения и усилие подачи. Легко почувствовать, как сверло врезается в металл, непрерывно выделяя стружку, и само начинает заглубляться в дно отверстия без существенного усилия. Обороты при этом, как правило, довольно низкие — порядка 300–500 об/мин.

Лучший показатель, что процесс сверления проходит технологически верно, а сверло заточено правильно — равномерный выход стружки с обеих спиральных канавок. Качество стружки — тоже значимый показатель:
- при сверлении стали выделяется цельная стружка в виде длинных спиралей;
- чугун, закалённая сталь и прочие хрупкие материалы образуют россыпь иголок;
- алюминий сверлится с образованием коротких завитков;
- при сверлении нержавейки могут получаться пыль и мелкие хлопья.

Правильная стружка при сверлении металла
Обязательно соблюдение техники безопасности! Сверлить следует без перчаток, защитив глаза слесарными очками.
Перед началом сверления необходимо разметить все отверстия, которые нужно проделать в детали. Центр каждого отверстия следует наметить кернером. Сначала сверлится небольшая лунка глубиной 2–3 мм, в неё вносится несколько капель машинного масла. Нужно научиться позволять сверлу самому выполнять свою работу: сначала сильно прижать инструмент, а когда произойдёт врезание кромок в металл — ослабить нажим и просто слегка придавливать, удерживая равномерную скорость вращения.

Вместо масла могут использоваться и другие охлаждающие жидкости. Так, при сверлении нержавейки сверло нужно смачивать олеиновой кислотой. Её испарения вредны, поэтому работать необходимо в респираторе. Для охлаждения также хорошо подходит керосин и мыльная вода — брусок хозяйственного на литр.
Особое внимание требуется в момент выхода сверла при сверлении сквозных отверстий. Достаточно часто в таких случаях тонкое дно прорывается с образованием крупных заусенцев, которые попадают в спиральные канавки и затягивают сверло вперёд. На выходе из детали требуется ослабить нажим и немного увеличить обороты.

Сверление металла коронкой
Сверлить отверстия большого диаметра лучше в несколько этапов, постепенно увеличивая диаметр сверла. Это не только снизит нагрузку на инструмент, но также продлит срок жизни заточки и обеспечит чистоту обработки. Отверстия диаметром свыше 13 мм лучше сверлить с помощью коронок. Вместо масла рекомендуется использовать консистентную смазку, так будет меньше брызг. Коронке нужно периодически давать время остыть, а во время работы тщательно следить за тем, чтобы зубья погружались равномерно, иными словами — держать шпиндель строго перпендикулярно поверхности детали.
Завершающий этап сверления — снятие фасок с обеих сторон отверстия. Для этого можно использовать зенковку, а при её отсутствии — сверло вдвое большего диаметра, которое подаётся с минимальным усилием на больших оборотах. Для снятия заусенцев с больших отверстий разумно воспользоваться круглым напильником и наждачной бумагой.
Все о больших сверлах
Знать все о больших сверлах нужно не из праздного любопытства, отнюдь. Это вопрос насущной практики любого домашнего мастера. Сверла самого большого диаметра применяются гораздо чаще, чем может показаться несведущим людям. И правильный выбор сверл для больших отверстий вполне актуален.
Особенности
Нетрудно понять, что большие сверла применяют для отверстий крупного диаметра. Но в то же время это не что-то монолитное, а скорее целая группа инструментов. Даже сверление дерева часто практикуется различными орудиями.


А об обработке металла, кирпича и натурального камня говорить не приходится — это вообще очевидно.
Поскольку предстоит сверлить самые крупные отверстия, очень важно использование высокопрочных материалов — все остальные попросту не выдержат прилагаемого механического усилия.


Сверла крупного диаметра, именно поэтому и содержат подробную характеристику состава. В маркировке их отображается достаточно много информации.
Важно. Чтобы пробить проход определенного размера, нужно брать приспособление на несколько миллиметров уже. Чем лучше заточен наконечник, тем менее это принципиально. Необходимо также учитывать разницу между цилиндрическими и конусными хвостовиками, которые рассчитаны на специфические типы патронов.
Разновидности
Среди самых больших сверл выделяются конструкции перьевого типа. Они распространены больше остальных и подходят даже для неопытных людей. Освоение манипуляций с ними не вызывает каких-либо сложностей. Наибольшее сечение может достигать 6 см. Работать можно сравнительно быстро — правда, рассчитывать на высокое качество отверстия в таком случае не приходится.
Другие особенности перьевых моделей:
- наибольшая глубина канала 15 см;
- поставка идет или поштучно, или по 5-6 штук самых ходовых размеров;
- в сложном случае можно приобрести зажимный удлинитель, наращивающий длину сверла на 30 см;
- чем крупнее требуемый размер, тем меньше вероятность того, что он встретится вам в готовых комплектах.
Отдельно продаётся перьевое сверло с регулировкой. Оно позволяет прокладывать отверстия сечением от 2,2 до 7,6 см. Подобные приспособления подразумевают использование достаточно мощного электроинструмента. Но он должен уметь работать и на малых оборотах.
Еще один нюанс состоит в том, что работать регулируемыми приспособлениями не так-то просто, их использование — удел подготовленных людей с навыком, которые уже знают, как сверлить такие отверстия.
Когда нужно просверлить крупное отверстие в мебельной заготовке, обычно используют сверло Форстнера. Оно позволяет добиваться идеально гладких контуров канала.
Прочие конструкции на такое почти неспособны, как бы аккуратно их не использовали. Также стоит отметить:
- высокую прочность и долговечность сверл Форстнера;
- ограничение наибольшего сечения 6 см;
- возможность сверления по умолчанию на 10 см, при необходимости — с удлинением, еще на 30 см;
- возможность проходки глухих отверстий (что обеспечивается выступом центровочного шипа всего на 2 мм).

Пробивать дерево на значительную глубину удобнее всего винтовым сверлом. Подобные решения пользуются заслуженной популярностью у мастеров. Все, что требуется — это примонтировать узел к сверлильному оборудованию и нажать кнопку. Спиральные модели отличаются широким разнообразием габаритов. Самые длинные из них достигают длины 60 см.


Встречаются также модификации длиной 22 и 45 см. Но они мало подходят для работы с толстыми материалами. Специалисты отмечают, что винтовое сверло требует использования дрели на скорости около 800 оборотов. При условии, что она будет еще и достаточно мощна, тогда сверление окажется весьма эффективным. Пробивать 2-3 бревна в срубе сверлом короче 60 см нечего и думать.
Еще один распространенный тип — круговое регулируемое приспособление. В обиходе его часто именуют «балеринкой по дереву». Такое сверло устроено наподобие циркуля. Центрирующий элемент вынесен в самую середину. Режущие части размещены на перекладине, гибко меняющей расположение.


Важные черты такого изделия:
- пригодность для обработки листов и цельных конструкций толщиной до 2 см;
- успешная работа со стружечными, волокнистыми плитами, фанерой;
- возможность проходки отверстий от 3 до 13 см сечением (но обязательно на малую глубину);
- вхождение в набор поставки шестигранного ключа и кернера для поверхностных отметок;
- предпочтительность работ на малых оборотах.
Нюансы выбора
Определить качество использованного материала по внешнему виду нельзя. Но всегда можно потребовать предъявления сертификата. Это не дает полной гарантии, однако отсутствие сертификатов точно говорит о низком качестве и/или сомнительном происхождении инструмента. Требуется также старательно осмотреть продукцию.
Хорошие метизы по определению не имеют визуальных изъянов, а затачивают их очень тщательно.
Не обязательно проверять все именно на глаз — прокатив сверло по ровной поверхности, можно сразу заметить любые отклонения. Внимания заслуживает и упаковка товара. Ответственные производители на ней не экономят. Насторожить точно должны:
- низкое качество печати;
- неровные строчки;
- расплывающиеся буквы;
- ошибки в написании слов, особенно названий производителей и маркировке;
- недостаточная прочность упаковки.
Стоит также учесть и соображения о ценах. Наиболее бюджетные сверла редко отличаются длительным сроком службы. А в сегменте большого крепежа эта проблема выражена еще сильнее. Ничего удивительного — такие конструкции в процессе применения испытывают весьма существенные механические нагрузки. Разумеется, покупать сверла имеет смысл только:
Все о ступенчатых сверлах

Периодически все мы сталкиваемся с необходимостью проведения мелких ремонтных работ. Это может быть подклеивание оторвавшейся полоски обоев, прибивание отошедшего от стены плинтуса или сверление отверстий в стене или полу. Кто-то пользуется услугами мастеров по ремонту, но многие мужчины предпочитают заниматься такими работами самостоятельно. Разумеется, для этого требуется соответствующий арсенал инструментов.
Свёрла – одна из важных составляющих этого арсенала. Ступенчатыми свёрлами приходится пользоваться нечасто, но бывают ситуации, когда без них не обойтись.


Что это и для чего нужно?
Ступенчатое сверло отличается по своей конфигурации от других разновидностей свёрл. Оно одновременно имеет и ступенчатую, и коническую форму. Благодаря такой конструкции на теле сверла имеется перепад диаметров – свой на каждой из ступеней. Именно этот вид свёрл применяется для высверливания отверстий с различными диаметрами. Всё будет зависеть от того, какая ступень используется для высверливания. Любое ступенчатое сверло изготавливается и эксплуатируется в соответствии с ГОСТ 28320-89, являющемся межгосударственным. Если говорить о преимуществах перед остальными типами свёрл, то в первую очередь конусное сверло «ступеньками» используется для высверливания идеально ровных отверстий в тонких листах (если речь идёт о металле).
Обычное сверло не позволяет добиться такого эффекта, так как в тонкий лист оно вкручивается наподобие самореза. Соответственно, и в отверстии наблюдаются зазубрины, и само оно имеет неидеальный диаметр. Это не проблема, если вам не нужно высверлить ровное отверстие без зазубрин и засечек. Если же нужен идеально ровный круг, то без ступенчатого сверла обойтись не получится. Помимо всего перечисленного, после работы таким сверлом не требуется дополнительная обработка краёв отверстия при помощи надфиля или наждачной бумаги.
Незаменимы конические свёрла и при необходимости высверливания отверстий с большим диаметром – от 2 см. Поскольку нижние «ступеньки» таких свёрл могут иметь диаметр больше 3 см, именно они способствуют формированию правильных и ровных отверстий с большим диаметром. Важно и то, что такой тип сверла прекрасно «монтируется» с обычной бытовой электрической дрелью. Конические свёрла «ступеньками» прослужат очень долго, так как для их изготовления используются только высокопрочные сплавы.
Тело сверла покрывает нитрид титана, благодаря чему полностью исключается возможность стачивания изделия. Минус этого типа свёрл непосредственно связан с материалами для их изготовления – цена на них стабильно высока. Для сравнения – обычные свёрла могут стоить в пределах 50 рублей, тогда как за одно ступенчатое придётся заплатить тысячу рублей, и это минимум! Если же вы приобретаете изделия известного производителя, то стоимость может составить 2000 рублей и более.


Обзор видов
Конструкцией изделия предусмотрено две основные части: рабочая (так называемое тело с наконечником) и хвостовик. Поскольку тело имеет конусообразную форму, наконечник заострён. Благодаря этому нет необходимости использовать приспособления для центровки и можно работать даже с самым прочным материалом. Ни надфиль, ни шлифовальная машинка для доведения отверстия до идеально ровной формы не потребуются, сверло само по себе работает очень чисто. Шаги ступенек изделия могут отличаться, их размер зависит от того, какой тип имеет инструмент.
Если величина отверстия, которое может проделать сверло, менее 1,2 см, то шаг равен 1 мм. Если же более 1,2 см, тогда шаг тоже больше и составляет уже 2 мм. Чаще всего встречаются изделия с шагом, равным 5 мм.
Если на тело и наконечник сверла нанесено специальное напыление с абразивом, то режущие грани будут более прочными, а интервал между заточками увеличится.


Хвостовиком называется та часть, с помощью которой изделие закрепляется в патроне электродрели. В зависимости от того, какой приводной механизм имеет изделие, хвостовик может быть цилиндрическим, трёхгранным или шестигранным. Трёхгранники или шестигранники создают препятствие для проворачивания сверла во время работы электродрели.
Изделия в виде конуса и ступенчатые свёрла различны между собой – рабочая часть имеет либо гладкую поверхность, либо ребристую в форме ступенек. Конусный буравчик представляет собой пошаговые кольцевые переходы, по которым проходит продольная канавка в виде спирали с режущими кромками. Если использовать такое изделие, то готовое отверстие не подлежит регулировке вручную – только на специальном станке. Комбинированные свёрла предназначаются для того, чтобы формировать сквозные отверстия, а также для того, чтобы нарезать отверстия в тонких листах металла.
По диаметру
Ступенчатые свёрла «ёлочка» различаются по диаметру – он может быть как минимальный, так и максимальный. Величина диаметра может достигать 58 мм.
По материалу
Ступенчатые свёрла изготавливают из стали, однако сталь может быть очень разной: от хрупкой, незакалённой, до суперпрочных сплавов. От того, насколько крепкая и закалённая сталь использована для производства буравчика, зависят и его функции.
По форме хвостовика
Форма, которую имеет хвостовик, также важна. Хвостовик может быть круглым, трёхгранным или шестигранным.


По количеству и шагу ступеней
По этому критерию свёрла также делятся на несколько групп: двухступенчатые и многоступенчатые. Чем больше ступеней, тем шире спектр действий, которые пользователь может производить с буравчиком. Что касается двухступенчатых свёрл, то это специальная категория инструментов, оснащённая зенковкой непосредственно по форме шляпки шурупов.


По типу защитного покрытия
Какое защитное покрытие нанесено на изделие, легко определить по его цвету. Серое означает, что никакого покрытия нет. Чёрное – сталь закалена. Золотистое или серебристое говорит о том, что изделие обладает высокой прочностью, а также что на него нанесено напыление или абразив.


По крепости
Существуют свёрла по металлу (тонколистному и толстолистовому), дереву, пластику, стеклу. Для изготовления любого из них используется сталь, однако толщина, конфигурация и внешний вид могут быть различными.


Число и форма рабочих канавок
Особенность обсуждаемого устройства в том, какое количество режущих кромок у него имеется. Число кромок не связано с количеством имеющихся у сверла ступенек, так как режущие элементы находятся в канавках конусной части. Также функция канавок в том, чтобы отводить стружку, возникающую во время работы.
В зависимости от того, сколько канавок есть на изделии, отверстия будут высверлены качественно или нет.


Маркировка
На каждое изделие наносится специальная маркировка, по которой можно узнать, из какого материала (в том числе марка) оно изготовлено, диаметры, которые оно имеет, шаг ступени. Также в маркировке содержится информация о твёрдости и диаметре каждой ступени. Например, HRC означает, что для производства сверла использовали высококачественную быстрорежущую сталь.


Правила выбора
Принимая решение, какую модель от какого производителя приобрести, следует уделить внимание следующему: изучить характеристики сверла. Некоторые изделия хорошо обрабатывают металл, а другие материалы – хуже.
Обязательно нужно изучить материал, из которого было изготовлено изделие. Серого оно цвета, чёрного или золотистого. От этого зависит, какому применению буравчик подлежит на практике. Изделия, которые имеют серый цвет, обладают малой прочностью, они хрупки. Поэтому для работы с высокопрочными материалами такие свёрла не подходят. Если же вам необходимо сверлить очень крепкие материалы, отлично подойдет буравчик, для производства которого была использована сталь, легированная посредством кобальта. Правда, следует учесть, что такие свёрла очень дорогие, но зато вы сможете производить обработку очень прочных поверхностей на большой скорости. Важно учитывать информацию, которая содержится в маркировке. Изготовитель, обладающий хорошей репутацией, добавит надёжности изделию.
Если для сверла возможна заточка, это означает, что и срок его эксплуатации будет более длительным. Но и цена таких буравчиков, как правило, выше, чем у обычных. Это тоже нужно учитывать при планировании покупки.


Чтобы сверлить отверстия с большим диаметром, специалисты советуют снижать скорость вращения инструмента по мере того, как процесс приближается к завершению. Если этого не сделать, велик риск увеличить диаметр отверстия, снимая фаску конической частью. Общее правило таково: чем больший диаметр у планируемого отверстия, тем ниже должна быть скорость вращения сверла. Деталь должна располагаться так, чтобы обеспечить свободное пространство буравчику. Если отверстие высверливается в тонком материале, то нужно подложить что-то, что обеспечит наличие твёрдой и ровной основы. Также нужно следить за температурой инструмента, чтобы не допустить его перегревания.
Ступенчатые буравчики подойдут как для того, чтобы сформировать отверстие, так и для того, чтобы его откорректировать – они устраняют зазубрины, делают из треугольных или квадратных отверстий аккуратный ровный круг. Если вы всё делаете правильно, то кромка материала не деформируется, края не загнутся, а на лакокрасочном покрытии не произойдет отслойки.
Посредством ступенчатых буравчиков идеально работать с такими «сложными» материалами как тонколистовой металл, пластик, стеклотекстолит и другие. Их широко используют автослесари, монтажники и другие специалисты. Если изделие можно заточить – проблем с этим не возникнет. Легко заточить буравчик и станком, и руками. Для закрепления сверла и работы подойдет не только стандартная электродрель, но и шуруповёрт.


В следующем видео представлены распаковка, обзор и тест ступенчатых сверл с Алиэкспресс.
Все способы сверления металла

Металл бывает разный. Например, медь намного пластичнее стали, а чугун хоть и прочен, но отличается хрупкостью. Поэтому сверление металла в каждом случае требует индивидуального подхода. Рассмотрим, как правильно проделать отверстия в стальных деталях, в том числе и большого диаметра. А также, как дрелью расширить уже сделанный проход.
Необходимые для работы инструменты
В промышленных масштабах для сверления металлических деталей применяют специальные станки. В быту используют дрель, как ручную, так и электрическую. Причем первая безвозвратно уходит в прошлое, поскольку подобный инструмент уже и неудобен, и непродуктивен.
Многие домашние мастерские оборудуются компактными станками для сверления. Отличаются они от промышленных образцов не только размерами, но и производительностью. А самым практичным вариантом для дома выступает специальное приспособление, в котором закрепляется электрическая дрель.
Раньше такую стойку можно было увидеть только у народных умельцев. Теперь она продается в любом строительном магазине. Удобство приспособления в том, что оно имеет тиски. Деталь закрепляется неподвижно, а режущий инструмент, зажатый в патроне дрели, подается к ней строго вертикально.
Делают отверстия в металле с помощью специальных буров. И чаще всего их называют сверлами. Они имеют режущую часть, хвостовик и рабочую поверхность, которая отводит стружку из отверстия. Режущий инструмент отличается друг от друга прежде всего диаметром, длиной и формой.
Виды сверл для металла:
- Спиральные, как правило, имеют цилиндрическую форму. Их диаметр может доходить до 80 мм, а режущая кромка затачивается под углом 118 градусов.
- Конические выполняют в виде конуса со ступенчатой поверхностью. Кроме высверливания отверстий, они хороши в исправлении уже проделанных проходов с дефектами.
- Коронки часто называют кольцевыми фрезами. Полое зубчатое сверло способно сделать аккуратное отверстие в самом тонком металле. Полость в коронке также помогает при глубоких сверлениях, пропуская через себя стружку.
- Перовые имеют сменные рабочие пластины. С помощью них можно получить идеальное отверстие, проникнув на большую глубину. Причем в металлах любой прочности.
Хорошие сверла делают либо из кобальта, либо высокопрочных сплавов. Обычно для основы подбирают инструментальную сталь, а режущую кромку или легируют кобальтом, или закрепляют на ней пластины из карбидного сплава. Кобальтовые сверла не боятся высоких температур и могут сверлить металл с самой большой вязкостью. Твердосплавный инструмент способен самозатачиваться при работе.
Режим сверления
Чтобы правильно сверлить металл, необходимо подобрать нужную скорость вращения сверла. Также важную роль играет усилие, прилагаемое к буру. Оно направляется по его оси и обеспечивает заглубление режущего инструмента при каждом его обороте. Правильно подобранный режим легко определяется по стружке. Если усилия и скорость не превышены, то она длинная и красивая.
Существуют простые правила грамотного подбора режима сверления. Чем тверже металл, который нужно обработать, тем меньшее число оборотов должно быть у дрели. Этот принцип также работает при подборе диаметра сверла. Чем толще бур, тем меньше скорость резания.
Зависимость скорости вращения бура от его диаметра:
- 5 мм – от 1200 до 1500 об/мин;
- 10 мм – 700 об/мин;
- 15 мм – не больше 400 об/мин.
Также нужно следить за прилагаемыми усилиями к сверлу. Чем глубже погружение в металл, тем меньше необходимо нажимать на инструмент. В идеале давление на сверло должно плавно уменьшаться в процессе сверления.

Как проделать нужное отверстие
Чтобы просверлить отверстие в металле, прежде всего необходимо надежно закрепить заготовку. Если деталь обладает хорошей массой, бывает достаточно просто расположить ее на ровной поверхности. Собственный вес не позволит ей «елозить» из стороны в сторону.
Детали небольших габаритов и маленькой массы необходимо зажимать в тиски. Если предварительно накернить будущий центр отверстия по нанесенной разметке, то эта выемка позволит уверенно стартовать при работе. Установленное в нее сверло уже не сместиться в сторону.
Сквозное отверстие
Из уст некоторых мастеров можно услышать слово «проход». Потому что сверло в своем движении полностью пронизывает заготовку. По сути, это самая легкая операция. Но особое внимание нужно уделить завершающему этапу.
На выходе из заготовки сверло способно не только повредить поверхность верстака, но и само сломаться от удара. Чтобы избежать подобного, нужно проделать следующее. Либо расположить деталь над сквозным отверстием в верстаке, либо подложить под нее деревянную прокладку.
Также резкий выход из детали создает на ее обратной стороне гарт (заусенец). Чтобы этого не произошло, необходимо снизить обороты дрели на завершающем этапе до самых минимальных. Подобный прием поможет, если нужно сделать сквозное отверстие в металле, когда деталь невозможно демонтировать и зажать в тиски. То есть, сверление происходит на месте ее пребывания.
Глухое отверстие
Чтобы сверло не прошло насквозь через деталь, а остановилось на нужной глубине, используют два способа. На буре закрепляют специальный упор, располагая его на заданном расстоянии от режущей кромки. Приспособление обычно имеет вид втулки.
Либо дрель в районе патрона имеет подвижный штырь. Его зажимают винтом так, чтобы его конец создавал упор в обрабатываемую деталь. Не позволяя сверлу проникнуть в глубь больше, чем на отмеренное расстояние.
Если для сверления глухого отверстия в металле используется станок, то обычно он имеет линейку. Зная нужную глубину, оператор в нужный момент останавливает механизм. Существуют станки, у которых подобная операция полностью автоматизирована. А самым серьезным неудобством при подобной работе является то, что периодически необходимо удалять стружку из отверстия.

Сложные отверстия
Чтобы выполнить половинчатое отверстие, расположенное на краю заготовки, потребуется прокладка. Причем она должна быть из такого же материала, что и обрабатываемая деталь. Заготовку и прокладку соединяют гранями и зажимают в тисках. Расположив центр сверла в нужном месте точно между ними, проделывают сквозное отверстие.
Для того, чтобы просверлить в цилиндрической детали отверстие по касательной, нужно сначала выполнить фрезеровку площадки. А уже затем проводить сверление. Такую подготовку нужно выполнять во всех случаях, когда нужно сделать отверстие под углом.
Чтобы получить проход с уступами, легче всего сначала просверлить деталь насквозь самым маленьким сверлом. Затем на заданную глубину отверстие расширяют бурами других диаметров. От меньшего к большему. В полую деталь перед сверлением забивают деревянную пробку.
Отверстие большого диаметра
Рассмотрим, как просверлить большое отверстие в металле. Для начала нужно подобрать правильное сверло. Для прохода диаметром максимум до 40 мм хорошо подойдет конусный бур со ступенчатой поверхностью. Для отверстия диаметром до 100 мм потребуется либо полая биметаллическая коронка, либо кольцевая фреза с твердосплавными зубьями и центровочным сверлом.
Для такой операции понадобится мощный инструмент, способный работать на самых низких оборотах. А чем толще обрабатываемый металл, тем сложнее его будет просверлить дрелью. Эксперты рекомендуют при толщине заготовки превышающей 12 мм сразу искать возможность выполнить работу на станке.
Видео описание
Видео покажет, как просверлить отверстие большого диаметра в металле:

Глубокое отверстие
Теоретически таким считается отверстие, длина которого превышает его диаметр в 5 раз. Но на практике глубоким называют проход, из которого периодически требуется удалять стружку. А для сохранения целостности сверла приходится охлаждать и смазывать поверхность.
В качестве смазочно-охлаждающих жидкостей (СОЖ) используются:
- индустриальные масла;
- синтетические эмульсии;
- технический вазелин;
- хозяйственное мыло;
- касторовое масло пополам с керосином;
- скипидар, разведенный спиртом.
Выполняя работу спиральным сверлом, необходимо периодически подавать в его каналы СОЖ. Придется часто вытаскивать сверло из отверстия для его очистки от стружки. Причем лучше не останавливать вращение, иначе бур может заклинить.
Операция проводится поэтапно. Сначала применяется спиральное сверло небольшого диаметра. Затем проводятся заглубления бурами большей толщины.
Безопасность и советы
Прежде, чем просверлить отверстие в металле, необходимо обеспечить меры безопасности. В первую очередь нужно обратить внимание на рабочую одежду. Она не должна содержать элементов, которые могут попасть под вращающиеся части инструмента.
При работе стружка способна разлетаться в разные стороны. Необходимо обезопасить от нее глаза, надев защитные очки. Перед самим сверлением проверяют, насколько надежно деталь закреплена в тисках или как плотно она прилегает к поверхности верстака.
Сверло, приближаясь к поверхности металла, уже должно вращаться. Это позволяет избежать преждевременного затупления. Также нельзя останавливать дрель при удалении бура из отверстия. Нужно просто сбросить обороты. Иначе инструмент либо заклинит, либо он сломается.
Когда режущая кромка с большим трудом углубляется в металл несмотря на прилагаемые усилия, это говорит о том, что твердость обрабатываемой поверхности значительно больше, чем у инструмента. Необходимо взять сверло с наконечником из карбидного сплава. А дрель выставить на самые малые обороты.
Наглядно о том, как правильно сверлить металл дрелью, показано в этом видео:

Коротко о главном
При сверлении металла необходимо уметь грамотно подобрать рабочий инструмент. Потребуется мощная дрель, способная выполнять операции на низких оборотах. Также нужно запастись либо кобальтовыми сверлами, либо бурами с насадками из карбидных сплавов.
Для выполнения отверстий большого диаметра нужно иметь конусный ступенчатый бур или коронку с твердосплавными зубьями. А если обрабатываемый металл очень толстый, то лучше дрель заменить стационарным станком.
Читайте также: