Техника безопасности при опиливании металла
Обновлено: 05.07.2024
Цель нашего с вами занятия: познакомить учащихся с операцией опиливание, основным инструментом, правилами и приёмами опиливания заготовок из сортового проката.
Если нет, то вашему вниманию я предлагаю ознакомиться с основными понятиями и приемами работы из данной презентации
Шевчик Андрей
Опиливание металла осуществляют при помощи специальных инструментов. В качестве инструмента на уроках технологии в учебных мастерских используются различные напильники, а оборудованием служат тиски.
Детально познакомиться с инструментами для опиливания металла можно при помощи слайд-шоу
Инструменты для опиливания металла
А вы знаете для чего закаляют напильники?
Для этого посмотрите следующее видео: как закаляют напильники
Видео YouTube
Вы знаете какой инструмент называется надфилем?
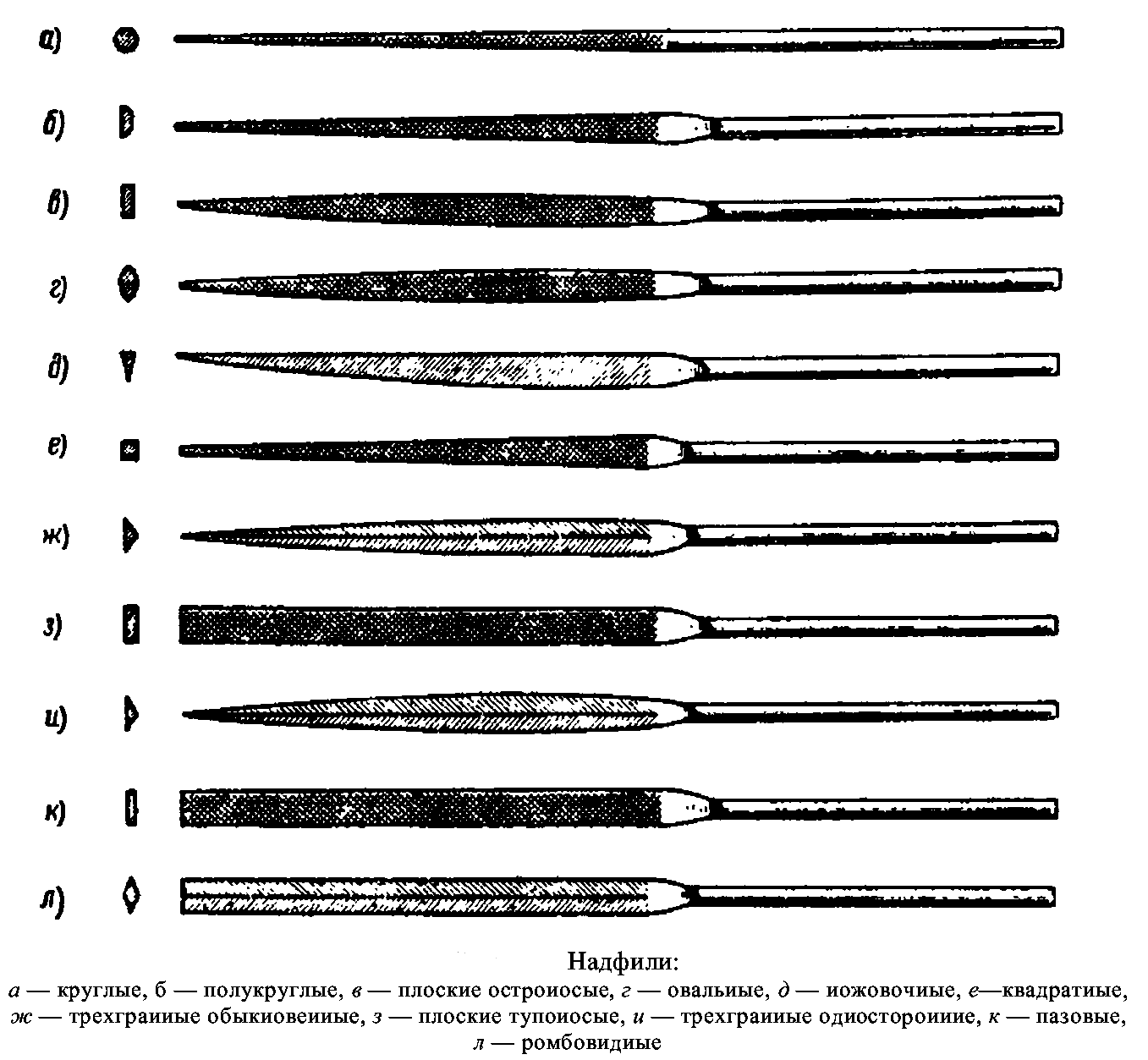
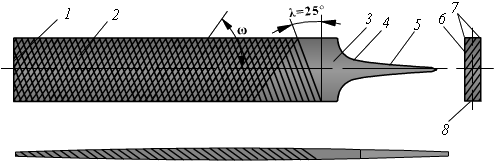
Надфиль – специальный напильник небольшого размера общей длиной 80, 120 и 160 мм и длиной рабочей части 50, 60, 80 мм. На рабочую часть надфиля наносится мелкая насечка либо двойная перекрестная (где основная насечка проходит под углом 25°, а вспомогательная под углом 45°), либо квадратное сечение (у игольчатых надфилей).

В отличие от обычных напильников надфили применяются для специальных работ по зачистке и подгонке мелких деталей: для лекальных, граверных и ювелирных работ, для зачистки мелких отверстий изделия.
Надфили различаются по размерам, профилю и насечкам.
Также вашему внимани ю я предлагаю посмотреть следующее видео, из которого вы узнаете много нового
При выполнении опиливания металла, как и при любой другой технологической операции, следует соблюдать технику безопасности .
Техника безопасности при опиливании металла.
При выполнении опиливания необходимо соблюдение следующих требований по технике безопасности:
1) не разрешается пользоваться напильниками без ручек или с расколотыми или треснувшими ручками;
2) слесарные верстаки должны быть устойчивыми;
3) при опиливании предметов с острыми кромками не поджимать пальцы левой руки под напильник при обратном ходе его;
4) не сметать стружку руками и не сдувать ртом;
5) обрабатываемые детали надежно закреплять в тисках.
Теперь пришло время проверить свои знания по теме "Опиливание металла"!
Задание №1. Выполните тест .
Новая форма
Задание №2. Выполните интерактивные задания
Интерактивный лист 1


Если у Вас возникают какие-то сложности при прохождение урока, или у Вас появляются какие-нибудь вопросы, предлагаю посетить блог "Технический труд", где Вы сможете найти интересующие Вас ответы, задать свой собственный вопрос по теме, а так же вступить в дискуссии и общение с преподавателями и учениками.
Учебник: Технология. Трудовое обучение учащихся 6 класса (вариант для мальчиков) под редакцией В.Д. Симоменко. - М.: Вентана-Граф, 1998. - 168с., § Ручная рубка металла
Тема 6: «Опиливание металла»
Опиливанием называется слесарная операция, при которой снимают тонкие слои материала с поверхности заготовки с помощью напильника.
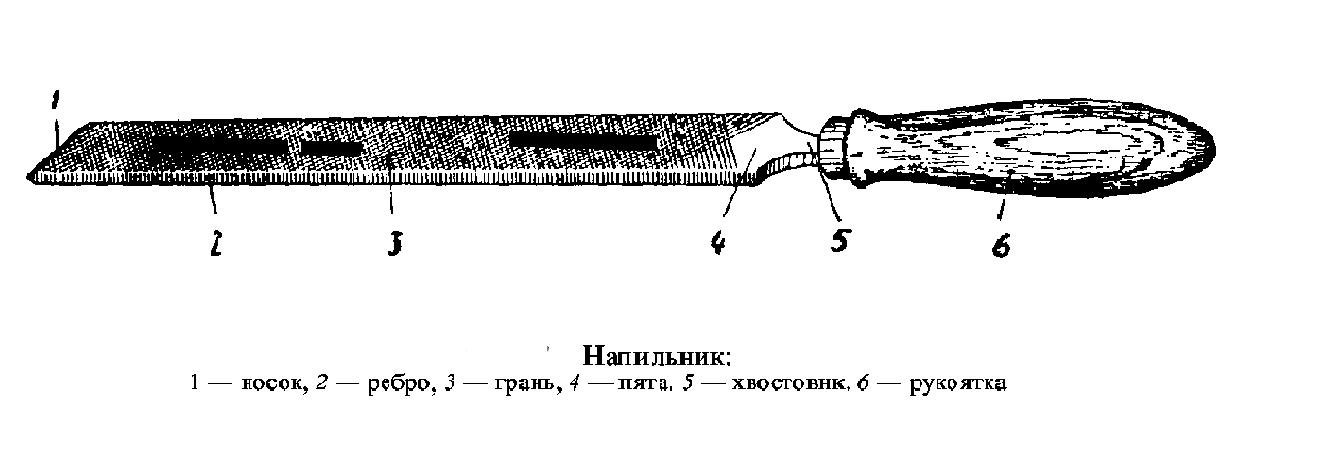
Напильник — это многолезвийный режущий инструмент, обеспечивающий сравнительно высокую точность и малую шероховатость обрабатываемой поверхности заготовки (детали).Материалом для напильников всех видов является углеродистая инструментальная сталь, начиная с марок У7 или У7А и кончая марками У13 или У13А.
Опиливанием придают детали требуемую форму и размеры, пригоняют детали друг к другу при сборке и выполняют другие работы. С помощью напильников обрабатывают плоскости, криволинейные поверхности, пазы, канавки, отверстия различной формы, поверхности, расположенные под разными углами ,и т. д.
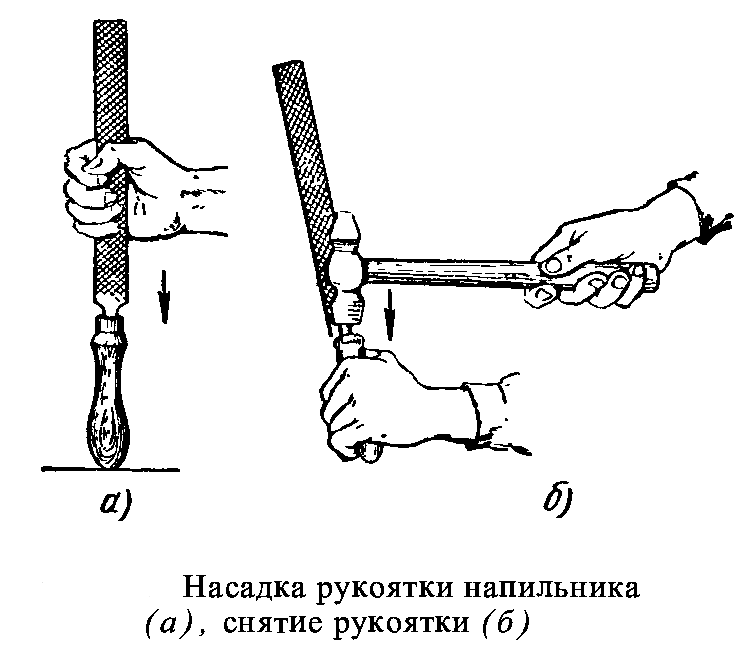
Для того чтобы удобнее держать напильники при работе, на его хвостовик насаживают деревянную ручку (рукоятку), изготовленную из клена, ясеня, березы, липы или прессованной бумаги; последние лучше, так как не раскалываются.
Припуски на опиливание оставляют небольшие — от 0,5 до 0,025 мм. Погрешность при обработке может быть от 0,2 до 0,05 мм и в отдельных случаях — до 0,005 мм.
Напильник представляет собой стальной брусок определенного профиля и длины, на поверхности которого имеется насечка (нарезка). Насечка образует мелкие и остро-заточенные зубья, имеющие в сечении форму клина. Для напильников с насеченным зубом угол заострения обычно равен 70°, передний угол (у) — до 16°, задний угол (а) — от 32 до 40°.
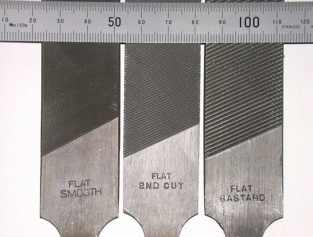
В зависимости от величины насечек и шага между ними, все напильники делятся на шесть номеров:
Для точных специальных работ применяются напильники с очень мелкой насечкой – надфили. С их помощью выполняют лекальные, граверные, ювелирные работы, зачистку в труднодоступных местах матриц, мелких отверстий, профильных участков изделия и т. п.
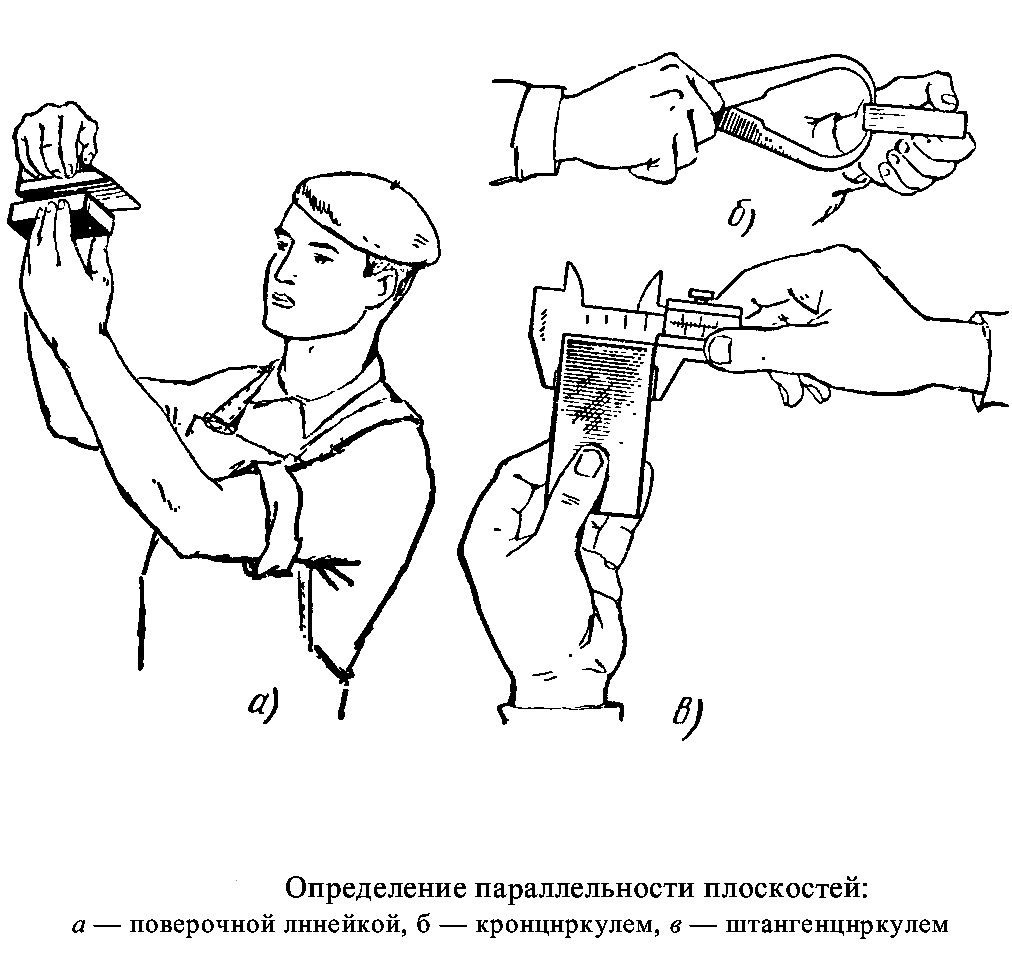
Качество опиливания контролируют самыми различными инструментами. Правильность опиливаемой плоскости проверяют поверочной линейкой «на просвет». Если плоская поверхность должна быть опилена особенно точно, ее проверяют с помощью поверочной плиты «на краску». В том случае, если плоскость должна быть опилена под определенным углом к другой смежной плоскости, контроль осуществляется с помощью угольника или угломера. Для проверки параллельности двух плоскостей пользуются штангенциркулем или кронциркулем.
Слесарные угольники
Расстояние между параллельными плоскостями в любом месте должно быть одинаковым.
Контроль криволинейных обрабатываемых поверхностей производят по линиям разметки или с помощью специальных шаблонов.
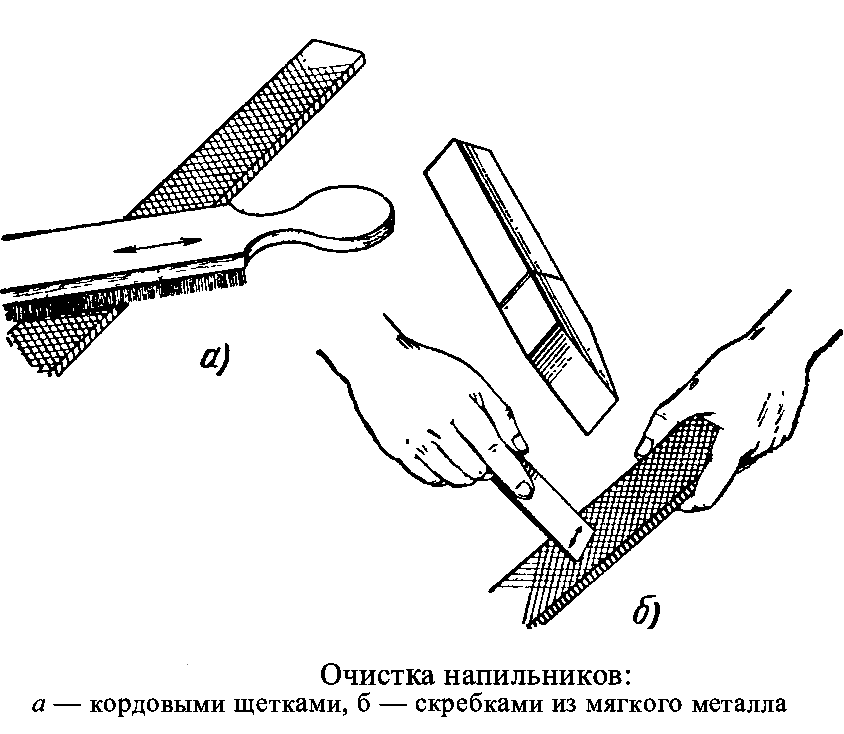
Напильник — очень хрупкий инструмент и быстро портится, если с ним небрежно обращаются. Одним из основных условий при работе напильником является надлежащий уход за ним. Мельчайшие стружки (опилки), срезаемые зубьями напильника, застревают в углублениях, вследствие чего напильник начинает скользить по обрабатываемой поверхности и перестает снимать стружку, как говорят «не берет». Чтобы восстановить его работоспособность, необходимо удалить все застрявшие частицы металла, т. е. очистить зубья напильника.
Для очистки драчевых напильников с крупной насечкой применяют специально заостренную лопатку из мягкого железа, а для очистки личных и бархатных напильников — жесткие щетки из стальной проволоки. Очистку ведут только в направлении верхней насечки, так как в противном случае происходит затупление зубьев напильника в результате воздействия на них твердой проволочной щетки.
Техника безопасности при опиливании металла:
1.Проверить исправность ручек, насаженных на напильниках; не допускается пользование напильником без ручек, с плохо насаженными или треснувшими и расколотыми ручками. 2. Необходимо правильно насаживать ручку, чтобы избежать ранения ладони хвостовиком напильника.
3. Занимать правильное рабочее положение за тисками при опиливании.
4. Следить за правильной хваткой напильника. Пальцы левой руки должны быть полусогнуты, а не поджаты, иначе при обратном ходе напильника их можно легко поранить об острые края1 опиливаемых изделий.
5. Металлическую стружку и опилки с поверхности изделия или тисков нельзя удалять руками или сдувать ртом. При выдувании опилок ртом можно легко засорить глаза, загрязнить волосы. Опилки и стружки следует сметать волосяной щеткой.
6. При опиливании изделий, особенно из чугуна, рекомендуется прикрывать голову от металлической пыли и опилок; удобно работать, например, в беретах. Девочкам обязательно надевать косынки, так как в длинные волосы легче забивается стружка.
Улучшение условий и повышение производительности труда при опиливании металла достигается путем применения механизированных (электрических и пневматических) напильников.
Безопасность труда
При резке металлов необходимо выполнять следующие требования безопасности:
оберегать руки от ранения о режущие кромки ножовки или заусениц;
следить за положением левой руки, поддерживая лист снизу;
не сдувать опилки и не удалять их руками во избежание засорения глаз или ранения рук;
не загромождать рабочее место ненужными инструментами и деталями;
не снимать и не смазывать движущиеся и вращающиеся части; не переводить ремень со ступени на ступень при работе ножовочного станка.
Раздел 1. Слесарные работы
Лекция №5.
Тема Ι.5. Опиливание металла.
Опиливанием называется операция по обработке металлов и других материалов снятием небольшого слоя напильниками вручную или на опиловочных станках.
С помощью напильников обрабатывают плоскости, криволинейные поверхности, пазы, канавки, отверстия любой формы, поверхности, расположенные под разными углами, и т. п. Припуски на опиливании оставляются небольшими - от 0,5 до 0,25мм. Точность обработки опиливанием составляет 0,2. 0,05мм (в отдельных случаях - до 0,001мм).
Напильники.
Напильник представляет собой стальной брусок определённого профиля и длины, на поверхности которого имеются насечки (нарезки), образующие впадины и острозаточенные зубцы (зубья), имеющие в сечении форму клина.
Напильники изготавливают из стали У10А, У13А, 13Х, после насекания подвергают термической обработке.
Напильники подразделяют по размеру насечки, её форме, по длине и форме бруска.
Виды и основные элементы насечек. Насечки на поверхности напильника образуют зубья, которые снимают стружку с обрабатываемого материала.
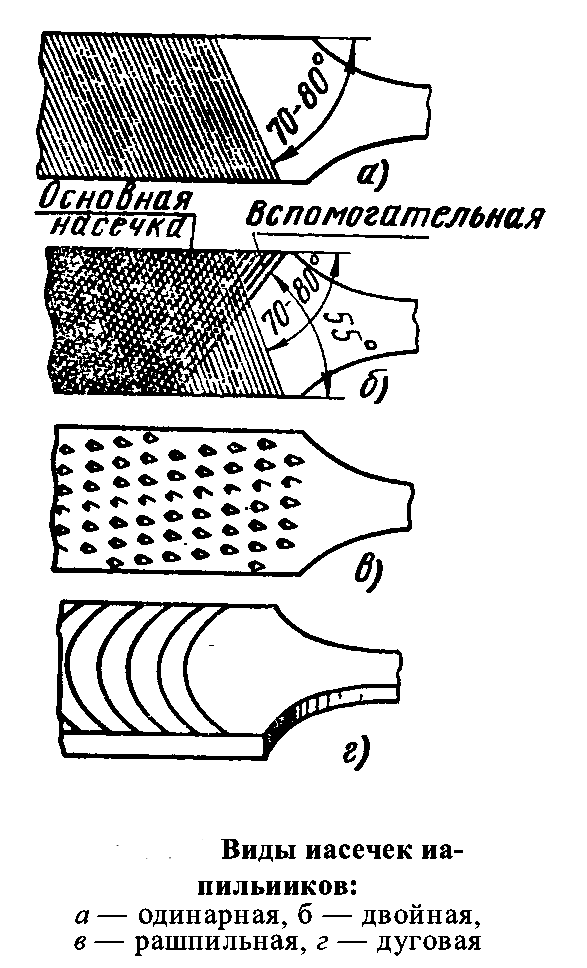
Напильники с одинарной насечкой могут снимать широкую стружку, равную длине всей насечки. Их применяют при опиливании мягких металлов и сплавов с незначительным сопротивлением резанию, а также неметаллических материалов. Одинарная насечка наносится под углом 25 градусов к оси напильника.
Напильники с двойной (перекрёстной) насечкой применяют для опиливания стали, чугуна и других твёрдых материалов с большим сопротивлением резанию.
Напильники с рашпильной насечкой (рашпили) применяют для обработки мягких металлов и неметаллических материалов - кожи, резины и др.
Рашпильная (точечная) насечка получается вдавливанием металла специальными зубилами.
Напильники с дуговой насечкой применяют при обработке мягких металлов.
Классификация напильников.
По назначению напильники подразделяют на следующие группы: общего назначения; спец назначения; надфили; рашпили; машинные.
Напильники общего назначения предназначены для общеслесарных работ. По числу n насечек (зубьев), приходящихся на 10мм длины, напильники подразделяются на шесть классов, а насечки имеют номера 0, 1, 2, 3, 4, и 5;
первый класс с насечкой № 0 и 1 (n = 4. 12), называют драчёвыми;
второй класс с насечкой № 2 и 3 (n = 13. 24) называют личными;
третий, четвёртый и пятый класс с насечкой № 4 и 5 (n =24. 28), называют бархатными.
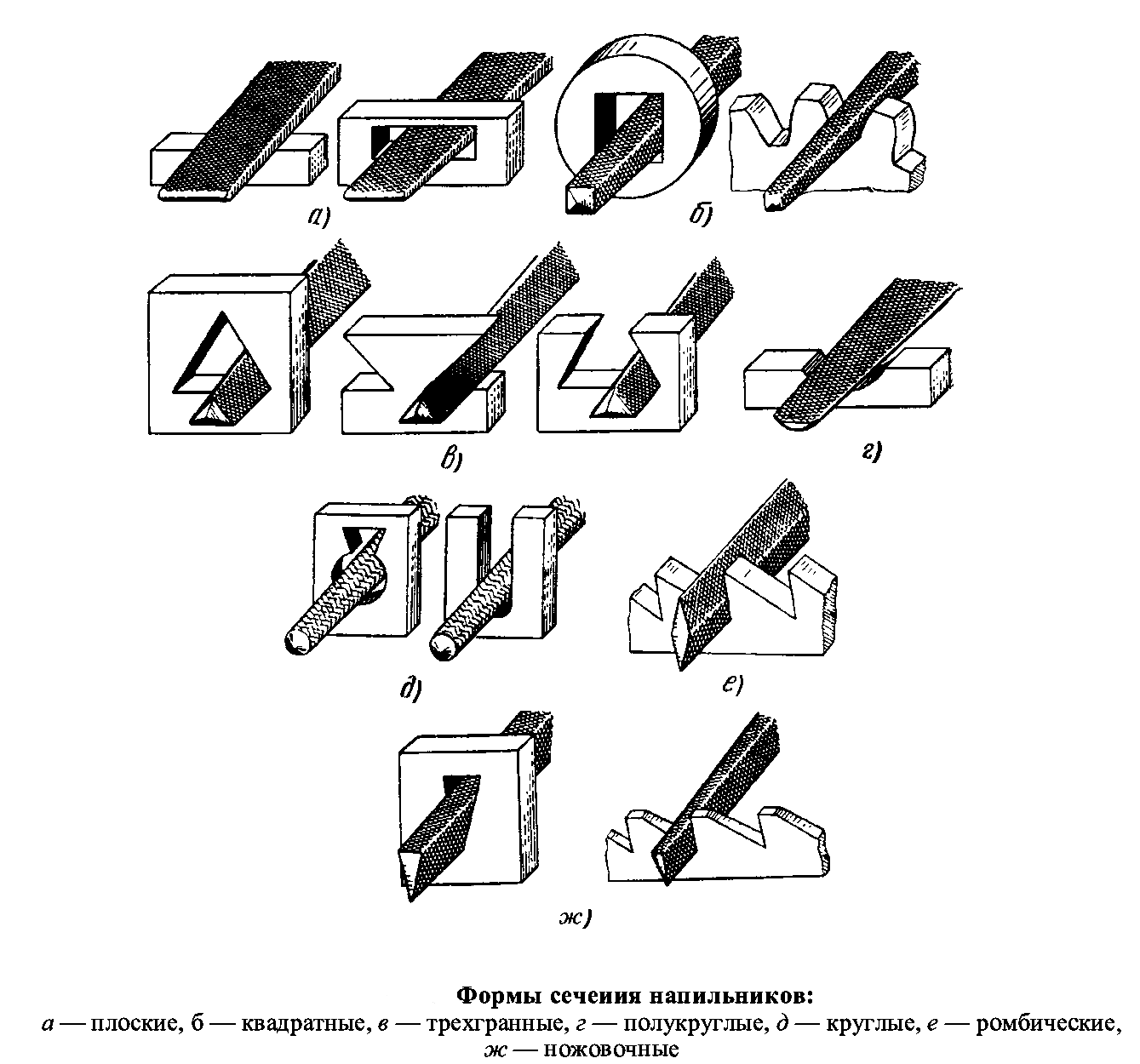
Напильники делятся следующие типы:
А– плоские;
Б - плоские остроносые напильники применяются для опиливания наружных или внутренних плоских поверхностей;
В - квадратные напильники используются для распиливания квадратных, прямоугольных и многоугольных отверстий;
Г- трёхгранные напильники служат для опиливания острых углов, равных 60 градусов и более, как с внешней стороны детали, так и в пазах, отверстиях и канавках;
Д - круглые напильники используются для распиливания круглых или овальных отверстий и вогнутых поверхностей небольшого радиуса;
Е - полукруглые напильники с сегментным сечением применяют для обработки вогнутых криволинейных поверхностей значительного радиуса и больших отверстий (выпуклой стороной);
Ж - ромбические напильники применяют для опиливания зубчатых колёс, дисков и звёздочек;
З - ножовочные напильники служат для опиливания внутренних углов, клиновидных канавок, узких пазов, плоскостей в трёхгранных, квадратных и прямоугольных отверстиях.
Плоские, квадратные, трёхгранные, полукруглые, ромбические и ножовочные напильники изготовляют с насеченными и нарезанными зубьями.
Ромбические и ножовочные напильники изготовляют только с насечками
№ 2, 3, 4 и 5 длиной соответственно 100. 250мм и 100. 315мм.
Напильники специального назначения для обработки цветных сплавов в отличие от слесарных напильников общего назначения имеют другие, более рациональные для данного конкретного сплава углы наклона насечек и более глубокую и острую насечку, что обеспечивает высокую производительность и стойкость напильников.
Напильники для обработки бронзы, латуни и дюралюминия имеют двойную насечку - верхняя выполнена под углами 45, 30 и 50 градусов, а нижняя - соответственно под углами 60, 85 и 60 градусов. Маркируют напильники буквами ЦМ на хвостовике. А также бывают для обработки изделий из лёгких сплавов и неметаллических материалов, тарированные и алмазные напильники.
Надфили- это небольшие напильники, применяются для лекальных, граверных, ювелирных работ, а также для зачистки в труднодоступных местах (отверстий, углов, коротких участков профиля и др.).
Изготовляют надфили из стали У13 или У13А (допускается У12 или У12А). Длина надфилей установлена равной 80, 120 и 160мм.
В зависимости от количества насечек, приходящиеся на каждые 10мм длины, надфиля разделяются на пять типов - № 1, 2, 3, 4 и 5. Надфили имеют на рукоятке наносимые номера насечки: № 1 - 20. 40; № 2 - 28. 56; № 3, 4 и 5 - 40. 112 насечек на 10мм длины.
Рашпили предназначены для обработки мягких металлов (свинец, олово, медь и др.) и неметаллических материалов (кожа, резина, древесина, пластические массы), когда обычные напильники непригодны. В зависимости от профиля рашпили бывают тупоносые и остроносые, а также круглые и полукруглые с насечкой № 1 и 2 длиной 250. 350мм.
Опиливание наружных и внутренних плоских и криволинейных поверхностей.
Опиливание наружных плоских поверхностей начинают с проверки припуска на обработку, который мог бы обеспечить изготовление детали в соответствии с чертежом. При опиливании плоских поверхностей используют плоские напильники - драчёвый и личной. Опиливание ведут перекрёстными штрихами. Параллельность сторон проверяют штангенциркулем, а качество опиливания - поверочной линейкой в различных положениях (вдоль, поперёк, по диагонали).
При проверке прямолинейности на просвет лекальную линейку накладывают на контролируемую поверхность и по размеру световой щели устанавливают, в каких местах имеются неровности.
Опиливание конца стержня на квадрат начинают с опиливания грани, размер проверяют штангенциркулем.





Безопасность труда. При опиловочных работах необходимо выполнять следующие требования безопасности:
при опиливании заготовок с острыми кромками нельзя поджимать пальцы левой руки под напильником при обратном ходе;
в процессе опиливания стружку сметать с верстака щёткой; не сбрасывать стружку руками, сдувать её или удалять сжатым воздухом;
при работе следует пользоваться только напильниками с прочно насаженными рукоятками;
запрещается работать напильниками без рукояток или напильниками с треснутыми, расколотыми рукоятками.
Опиливание металла

Опиливание металла не имеет отношения к разделению какой-либо заготовки или детали на части. Эта операция является одним из этапов обработки, когда необходимо задать определенную форму или шероховатость.
Опиливание часто производится вручную при помощи разного рода напильников, но также возможна и механизированная обработка. В нашей статье мы расскажем, как осуществляется опиливание металла, разберем инструменты и правила безопасности этого процесса.
Виды опиловочных работ
Опиливание представляет собой операцию, выполнение которой требует снятия с заготовки припуска (верхнего слоя металла). Оно осуществляется с помощью напильника – специального режущего инструмента. Основной задачей опиливания выступает создание необходимых параметров (габаритов, размеров, шероховатости верхнего слоя).
Некоторые виды опиливания зарекомендовали себя как наиболее часто используемые. Среди них стоит отметить: опиливание отверстий, выступов, пазов и углублений; опиливание сложных или фасонных, внутренних угловых и наружных поверхностей; опиливание криволинейных и плоских поверхностей.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Также все разновидности опиливания делятся на два этапа – черновой (предварительный) и чистовой (окончательный, отделочный).
Благодаря напильнику отклонение от заявленных размеров будет минимальным – от 0,05 до 0,01 мм. Припуски тоже будут микроскопическими – в районе 0,05–0,025 мм.
Виды инструментов для опиливания металла
Инструменты для опиливания металла могут иметь простую, перекрестную, дуговую либо точечную насечку.

Рассмотрим их более подробно:
- Напильник с простой (одинарной) насечкой сделан для того, чтобы опиливать мягкие материалы. Они могут являться как металлическими (сплав из свинца, алюминия, латуни, цинка и т. д.), так и неметаллическими (дерево). Одинарная насечка помогает снимать широкую стружку.
- Напильник с перекрестной насечкой, которую также называют двойной, создан для опиливания твердых материалов (чугуна, стали). Принцип его действия достаточно прост. Предварительно основной инструмент для формирования рельефа насекается под углом 25°, а вспомогательный – под углом 45°. В процессе опиливания основная насечка будет снимать слой стружки, вспомогательная раздробит эту стружку.
Также стоит учитывать шаг насечек. Шагом называют расстояние между располагающимися рядом зубьями.
У вспомогательной насечки расстояние будет меньше, чем у основной. Из-за данной особенности зубья располагаются по прямой, составляющей с осью напильника 5°, и при любом движении частично перекрывают друг друга.
В результате обрабатываемая поверхность получится не настолько шероховатой и грязной, как могла бы.
- Дуговая насечка выходит после фрезерования. Свое название она получила благодаря дугообразной форме, которая обеспечивает высокое качество обработки и отличную производительность. Также хорошему опиливанию способствуют большие углубления между рядом расположенными зубьями. Напильники с такой разновидностью насечек используют в процессе обработки мягких металлов, среди которых дюралюминий и медь.
- Точечная (рашпильная) насечка делает размещение стружки более удобным. Ее получают путем вдавливания металла особыми трехгранными зубилами. В результате выходят выемки, расположенные в шахматном порядке.
Опиливание металла также осуществляют напильниками, классифицируемыми по назначению. Среди них выделяют инструменты специального и общего назначения, машинные напильники, надфили и рашпили.
Если говорить о напильниках специального назначения, то к ним относятся следующие разновидности:
- тарированные – созданные для определения твердости;
- пазовые – предназначенные для качественной обработки узких пазов;
- алмазные – участвующие в доводке и заточке режущих инструментов;
- для обработки деталей, состоящих из неметаллических материалов и изделий из легких сплавов;
- квадратные и плоские – имеющие фрезерованные зубья для опиливания цветных металлов и чугуна;
- плоскопараллельные с прямоугольными сечениями, которые принято использовать в отделочных работах на металлорежущих станках.

Общеслесарные работы осуществляются инструментами общего назначения. Длина бруска может составлять: 10; 12,5; 15; 20; 25; 30; 35 и 40 см. Внутри этой категории инструменты для опиливания металла могут иметь разные формы и габариты насечки.
По форме бруска следует выделять:
- плоские напильники;
- плоские остроносые напильники, сфера применения которых – опиливание внутренних или наружных плоских поверхностей;
- круглые напильники, используемые для обработки овальных, вогнутых и других отверстий с закругленными углами, если их радиус небольшой;
- полукруглые напильники, которые, в отличие от круглых, подойдут для обработки больших круглых отверстий и вогнутых криволинейных поверхностей со значительным радиусом; также они предназначены для плоскостей, которые расположены под углом наклона больше 30°;
- ромбические напильники, отлично подходящие для опиливания и снятия заусенцев с деталей в форме звезд и дисков, а также пазов и углов более 15°;
- квадратные; предназначенные для распиливания квадратных, прямоугольных и многоугольных отверстий, а также для опиливания узких плоских поверхностей;
- трехгранные напильники, созданные для заточки пил по дереву и обработки острых углов (более 60°);
- ножовочные, используемые при создании режущих инструментов, а также в случае с клиновидными канавками, узкими пазами, внутренними углами и отверстиями трехгранной, квадратной либо прямоугольной формы.
Рашпилями пользуются как для опиливания заготовок из металла (обязательно мягкого), так и для обработки неметаллических материалов (дерева, пластмассы, резины, кожи). К данной разновидности прибегают, когда напильники общего назначения не справятся с задачей.
Надфили представляют собой небольшие напильники, у которых длина рабочей части составляет всего 5, 6 либо 8 см. Их форма поперечного сечения не отличается от таковой у напильников общего назначения.
Надфили также можно разделить на три группы: трехгранные односторонние, пазовые, а также овальные. В каждой из указанных групп возможно три типоразмера.
Материал данных напильников – сталь марки У13А либо У13. Номеров насечки у надфилей 10. Это 8, 7, 6, 5, 4, 3, 2, 1, 0 и 00. Сфера применения этих инструментов достаточно широкая. Их можно использовать для зачистки мелкогабаритных отверстий, труднодоступных мест матриц, профильных зон изделий.
К надфилям также прибегают в процессе ювелирных, лекальных, граверных и иных работ, которые требуют максимальной точности.
Технология опиливания металла
Когда слесарь работает с напильником, он берет его правой рукой. Пока в руке находится ручка, ее скругленный конец должен упираться в ладонь. Также правила опиливания металла предполагают расстояние между левой рукой и краем носка напильника. Оно должно составлять от 20 до 30 мм.

Для качественной срезки стружки необходимо прижимать напильник к поверхности. Причем делать это нужно двумя руками, регулируя напряжение в процессе работы. Когда инструмент движется в направлении вперед (рабочий ход), правой рукой силу нажима следует увеличить, а левой – ослабить.
В случае, когда ход холостой, нажим следует убрать в принципе. Лучшая скорость для работы напильника – это от 40 до 60 двойных ходов за одну минуту. Под двойными ходами подразумевается комбинация холостого и рабочего хода.
Особое внимание нужно уделить и длине рабочей части. Она в обязательном порядке должна быть больше, чем обрабатываемая поверхность.
Среди главных видов опиливания металла нужно выделить черновое и чистовое. В случае чернового опиливания важнейшую роль играют драчевые напильники, т. е. инструменты с крупной насечкой. Именно они снимают наибольший металлический слой.
Если говорить о чистовом опиливании, то оно позволяет достичь меньшей шероховатости и большей точности в плане габаритов, так как используются напильники с мелкой насечкой (личные).
По характеру обрабатываемой поверхности классификация включает множество разновидностей, но главные – опиливание криволинейных (вогнутых или выпуклых) и плоских поверхностей.
В процессе опиливания металла с плоской поверхностью важно сохранить эту структуру. Нужно внимательно следить за процессом, чтобы ошибка не привела к «завалу» краев.
Положение рисок, которые оставляет инструмент в процессе работы, напрямую влияет на его направление. Именно эта взаимосвязь и повлияла на классифицирование методов опиливания.
Выделяют опиливание круговыми, поперечными, продольными, косыми, а также перекрестными штрихами.
Криволинейные поверхности можно обрабатывать разными методами, среди которых разновидности не только обычных, но и специальных.
Рассмотрим вариант как с вогнутыми, так и с выпуклыми поверхностями. В случае вогнутых поверхностей нужно обратить внимание на радиус кривизны. В зависимости от этого значения используется полукруглый либо круглый вид напильника.
Движение в процессе опиливания следующее: вперед и в сторону с параллельным совершением поворота вокруг своей оси. Для выпуклых поверхностей вполне подойдет плоский напильник. Движения должны быть раскачивающимися, чтобы инструмент как бы опоясывал поверхность по ее линии скругления.
И в случае выпуклых, и в случае вогнутых поверхностей процесс опиливания контролируется в соответствии со специально подобранными шаблонами или линиями разметки.
Механизированные способы опиливания металла
Ранее речь шла о ручном опиливании металла, но оно может быть и механическим. Это значительно облегчает и ускоряет процесс.
Определенные виды работ по опиливанию требуют максимально эффективной работы, поэтому для них механизация труда – необходимость.

Среди таких приборов выделяют два главных типа:
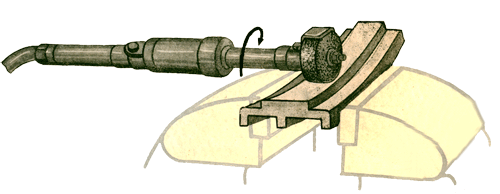
- приспособления первого типа – с роторным механизмом, где применяются электрические либо пневматические машинки, а в некоторых случаях – гибкий вал;
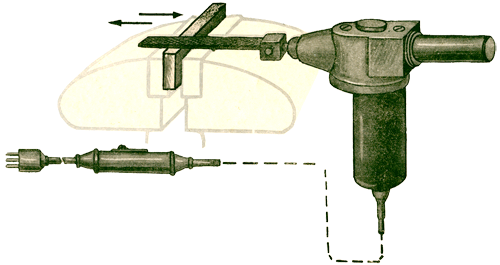
- приспособления второго типа – с возвратно-поступательным механизмом, где движения вращательного характера преобразовываются в прямолинейные.
К первой категории относятся абразивные круги и фасонные вращающиеся напильники.
Вариант с переносными опиловочными пневматическими машинками – лучший, если вам нужна быстрая и качественная работа. В них есть зажимные патроны, которые можно легко менять. Можно вставлять разнообразные абразивные круги и вращающиеся напильники, не ограниченные в своих габаритах и формах.
Уже отработавший воздух пневматического привода струйкой перемещается на обрабатываемое изделие. В результате такой манипуляции стружка легко удаляется с поверхности.
Инструменты второго типа расходуют энергию привода, исходящую от пневматической машинки или рукава бормашины. Приспособление обладает особой конструкцией. Она включает в себя корпус, где расположены зажимные патроны.
Они позволяют устанавливать напильники, подходящие вам по длине, ширине, высоте и форме. Именно в таких условиях и будет преобразовываться вращательное движение вала.
Механическое опиливание металла – не автоматизированный процесс, он тоже требует от слесаря определенных действий. Но их потребуется гораздо меньше, чем в случае с ручным инструментом. Так, рабочий будет лишь регулировать нажатие и поворачивать напильник в нужную сторону.
Именно на приспособление возлагается основной объем работы, причем напильник легко сменяется ножовочным полотном – главным режущим элементом ручной ножовки. Отработавший воздух струей направляется на изделие, чтобы быстро удалить стружку с рабочей области.
Контроль качества опиливания металла
Контроль качества крайне важен, ведь можно допустить серьезные ошибки. Чтобы проверить результат, потребуется специальная линейка на просвет. Приложите ее к обработанной плоскости. Если просвета между линейкой и изделием нет, то работа качественная, выполненная по всем правилам.
Если просвет равномерный, но он присутствует – то опилка была правильной, но грубой. Просвет был вызван особенностями насечки, которая оставила практически невидимые бороздки. Именно на их заусеницы и опирается проверочная линейка.
А вот если просветы неравномерные, то работа выполнена неправильно. В процессе возникли так называемые горбы (возвышенности), которых быть не должно.
Проводите проверку тщательно, прикладывая линейку под всеми углами наклона: поперек, вдоль, по диагонали. Когда вы будете перемещать проверочный прибор, то не забывайте приподнимать его.
Рекомендуем статьи
Нельзя просто передвигать его по обработанной поверхности, иначе вероятен износ и снижение качества (утеря прямолинейности). Держать линейку следует средним, указательным и большим пальцем правой руки.
Параллельность плоскостей относительно друг друга обычно проверяют кронциркулем. Во всех местах расстояние между верхней и нижней границей должно быть одинаковым. Инструмент нужно держать в правой руке за шарнир-шайбу.
Чтобы установить раствор ножек, необходимо просто слегка постучать по одной из них, когда она будет находиться на чем-нибудь твердом.
Есть и другие нюансы, связанные с ножками инструмента. Так, их концы обязательно должны находиться на одной линии, то есть быть напротив друг друга. Наклон, неправильное расположение или смещение вызовут искажения при проверке.
Раствор ножек устанавливается между двумя поверхностями в любом из мест, а затем свободно перемещается.
Если в процессе движения вы заметите качку между ножками прибора, то расстояние меньше необходимого. Если же перемещение стало более тугим и медленным, то это признак слишком большого расстояния. В обоих случаях равномерность нарушена.
Угольник – еще один действенный инструмент для проверки качества выполненной работы. Его необходимо прикладывать как можно плотнее, но без резких движений. Длинная сторона должна прилегать к широкой части изделия, а короткая – к проверяемой боковой плоскости.
Также в правильном варианте использования короткая сторона повернута к свету. После расположения угольника можно проверять результат. Если с контролируемой стороны деталь сделана строго по технологии, короткая часть инструмента будет плотно прилегать поперек боковой. Все остальные варианты прилегания – неверные.
Так, если угольник прикасается лишь к середине боковой части (в случае с выпуклой формой) или к ее краю (в случае с косой формой), работа сделана некачественно.
Техника безопасности при опиливании металла
При опиливании металла нельзя забывать о технике безопасности. Обязательно имейте в виду пункты, приведенные ниже:
- Держите напильник правильно. Пальцы левой руки слегка подогните, но не нажимайте ими на инструмент. В противном случае обратный ход может закончиться ранениями по неосторожности.
- Надевайте головной убор, особенно если работаете с чугунными деталями. От опилок и пыли с металла вас отлично защитит берет. Обладателям длинных волос рекомендуется надеть косынку, так как в них легко может забиться мусор.
- Когда работаете за тисками, занимайте правильную позу.
- Прежде чем взаимодействовать с ручками напильника, убедитесь в их исправности. Если же ручки отсутствуют, слабо прикреплены к инструменту либо имеют повреждения, начинать процесс запрещено.
- Даже хорошая ручка нуждается в правильном насаживании, иначе хвостовик может вас поранить.
- Ни в коем случае не сдувайте опилки и стружку ртом. Трогать ее руками также запрещается, ведь потом мусор может попасть в глаза либо в волосы. Приобретите специальную волосяную щетку и используйте ее для уборки стружки.
Опиливание – обработка металла и неметаллических материалов, без которой нельзя получить нужную форму детали. Чтобы сделать этот процесс более простым и производительным, рекомендуется прибегать к механизированным инструментам.
Присмотритесь как к пневматическим, так и к электрическим вариантам. Для обеспечения высокого качества соблюдайте технику безопасности и правила рабочего процесса. Также не забывайте проверять результат с помощью специальных инструментов (угольника, линейки, кронциркуля).
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Методическая разработка "Инструкции по безопасной работе в слесарной мастерской"
Слесарь – жестянщик обязан хорошо изучить и в процессе опиливания выполнять правила техники безопасности, содержащие следующие положения:
1. Запрещается работать на неисправных тисках, непрочно закрепленных на верстаке.
2. Верстаки должны быть надежно закреплены на полу.
3. Напильники должны иметь хорошо насаженную деревянную ручку с металлическим обжимным кольцом. Работать напильниками без ручек строго запрещается.
4. Запрещается пользоваться напильниками с треснувшими или расколотыми ручками.
5. При опиливании деталей с острыми кромками нужно быть очень внимательным, чтобы не поранить пальцы и кисти рук, нельзя поджимать пальцы левой руки под напильник при его обратном движении.
6. Нельзя удалять руками металлическую стружку с поверхности изделия или тисков.
7. Запрещается сдувать стружку сжатым воздухом, так как в этом случае стружка и металлическая пыль могут попасть в глаза не только работающему, но и товарищам, находящимся поблизости. Стружку удалять следует специальными щетками (сметками).
8. Укладывать инструмент в инструментальный ящик нужно так, чтобы острые концы его были направлены в сторону внутренней стенки ящика.
9. Тиски по высоте должны быть установлены в соответствии с ростом рабочего.
ИНСТРУКЦИЯ № 1
Правила техники безопасности при рубке металла
1. Инструмент должен располагаться по обе стороны от тисков: зубило, крейцмейселъ - слева, молоток - справа, режущий инструмент - лезвием к учащимся, молоток кладется так, чтобы боек был у тисков. Проверочный инструмент помещается ближе к задней части верстака.
2. Режущий инструмент, молотки, рукоятки молотка должны быть без трещин, забоин, заусениц, молоток надежно закреплен на рукоятке.
3. В процессе рубки следует смотреть на лезвие зубила, а не на ударную часть.
4. Перед окончанием рубки сила удара уменьшается, иначе металл может отколоться, зубило выскользнет и ударит соседа.
5. При обработке хрупких материалов необходимо применять защитные сетки и работать в очках.
6. Листовой материал рубят в тисках по уровню губок.
7. Прутковый материал рубят на плите или наковальне,
8. По окончании рубки рабочее место убирают, верстак очищают волосяной щеткой.
ИНСТРУКЦИЯ № 2
Правила техники безопасности при клёпке
1. Правила техники безопасности при клёпке не отличаются от правил безопасной работы для остальных слесарных операций: не допускается работа плохо насаженным молотком, рукоятки молотков не должны иметь трещин, на обжимках, натяжках не должно быть трещин, сколов, выбоин, не следует сильно сжимать поддержку в руках.
ИНСТРУКЦИЯ № 3
Правила техники безопасности при опиливании металла
1. Нельзя работать напильником без ручек или с расколотыми ручками.
2. Ручки должны иметь полированную поверхность.
3. Не следует охватывать нос напильника снизу: при холостом ходе можно задеть за деталь и повредить руку.
4. При чрезмерном продвижении напильника вперед ручка может задеть за край детали, хвостик выйдет из ручки, что приведет к травме.
5. Стружку, образующуюся при опиливании. нельзя сбрасывать рукой и сдувать, иначе возможны ранения рук, засорение глаз. Стружка удаляется волосяными щетками.
6. Тиски должны быть хорошо закреплены на верстаках. Тиски должны по высоте соответствовать росту учащихся.
7. Во время работы на верстаке не должно быть ничего лишнего. Порядок и чистота на рабочем месте ускоряют и повышают качество работы.
8. По окончании работы тиски, верстаки тщательно убираются.
ИНСТРУКЦИЯ № 4
Правила техники безопасности при нарезании резьбы
1. Резьбонарезной инструмент необходимо правильно и аккуратно хранить. Метчики рекомендуется хранить в деревянных колодках с гнездами, куда их вставляют хвостиками. Плашки хранятся в футлярах или подвешиваются на специальных щитках.
2. После работы метчики и плашки должны начисто протираться и смазываться.
3. При малейшем затуплении резьбонарезного инструмента он отправляется на заточку.
4. При работе резьбонарезным инструментом необходимо быть внимательным, чтобы не ранить руку острыми режущими кромками.
5. При работе резьбонарезным инструментом на станках необходимо соблюдать правила безопасности на станках, для того чтобы получилась полная резьба, нужно, чтобы размер плашки или метчика соответствовал размеру резьбы, когда отверстие под резьбу имеет меньший размер, а стержень больший размер, чем требуется, при нарезании резьбы не будет пространства для выдавливания витков, а это может привести к срыву витков нарезаемой резьбы, поломки метчика, выкрашиванию режущих кромок.
6. Только при правильной эксплуатации и хранении инструмента будет обеспечена высокопроизводительная работа слесаря.
ИНСТРУКЦИЯ №5
Правила техники безопасности при разметке
1. При работе с чертилками нужна осторожность, чтобы не пораниться о ее острые концы.
2. После окончания работы следует надеть на чертилки защитные колпачки или устанавливать их в специальные места.
3. Устанавливать детали на плиты, верстаки, нужно надежно, иначе ири падении их можно получить травму. Работая кернером, нужно перед работой убедиться, что он исправен: боек не разбит, заостренная часть достаточно остра.
4. Кернер во время удара должен стоять перпендикулярно относительно заготовки.
5. Молоток должен быть с целой ручкой, без трещин и заусениц, боек должен быть не разбит.
6. На плите, где ведется разметка, не должно быть ничего лишнего.
7. Инструмент и вспомогательный материал следует располагать таким образом, чтобы то, что берут левой рукой, находилось слева, что правой - справа.
8. Инструмент, применяемый чаше, должен быть ближе.
9. Чертежи следует прикреплять к специальным подставкам.
ИНСТРУКЦИЯ № 6
Правила техники безопасности при работе на токарно-винторезном станке
1. Перед работой осмотреть станок, проверить исправность заземления и всех ограждений.
2. Не приступать к работе до получения инструктажа.
3. Надежно закреплять обрабатываемую деталь и режущий инструмент.
4. Перед включением электродвигателя установи нужную скорость обрабатываемой детали. Режущий инструмент отведи от детали.
5. Во время работы не оставлять станок без надзора.
6. При всяком прекращении работы останови станок, выключив
7. Останавливать станок необходимо при установке и снятии обрабатываемой детали, при смене режущего инструмента, чистке, смазке, а также при уборке стружки.
8. Не удалять стружку во время работы станка руками, а пользоваться спец. крючком и щеткой-скребком.
9. Соблюдать чистоту и порядок на рабочем месте.
10. Не измеряй деталь на ходу станка.
11. Не тормози руками вращающийся патрон.
12. О всех неисправностях станка сообщай учителю.
ИНСТРУКЦИЯ № 7
Правила техники безопасности при склеивании деталей из древесины и отделки поверхности изделия
1. Склеивание деталей надо производить только на подкладной доске.
2. При работе надо избегать попадание клея на кожу рук.
3. После работы надо тщательно вымыть руки и проветрить помещение.
4. После работы инструмент, которым производят зачистку неровностей на поверхности изделия, следует очистить от опилок.
5. Работать можно рашпилем с хорошо, прочно насаженной ручкой.
6. С красителями надо обращаться осторожно, нельзя допускать их попадания на кожу рук, тела, одежду.
7. По окончании работы надо тщательно вымыть руки с мылом.
8. Опилки и шлифовальную пыль с поверхности изделия надо удалять специальной щеткой.
ИНСТРУКЦИЯ № 8
Правда техники безопасности при работе столярной ножовкой
1. Перед распиливанием заготовки следует правильно установить ее на верстаке.
2. Работать пилой или ножовкой надо без рывков и изгибов полотна.
3. Нельзя направлять полотно пилы пальцем, используйте для этих целей деревянные бруски, специальные упоры.
4. Нельзя держать левую руку близко к полотну пилы.
5. Стружки со столярного верстака убирайте щеткой-сметкой.
ИНСТРУКЦИЯ № 9
Правила техники безопасности при работе на сверлильном станке
1. Проверить исправность станка.
2. Проверить станок на холостом ходу.
3. Проверить наличие и исправность спецодежды.
4. Надежно закрепить сверло в патроне.
5. Заготовку закрепляй в тиски.
6. При работе не наклоняй голову к станку.
7. Подачу осуществляй плавно, равномерно.
8. Работай исправным и хорошо заточенным инструментом.
9. По окончании выключи станок и произведи уборку его щеткой-сметкой. Сдувать опилки строго воспрещается.
ИНСТРУКЦИЯ № 10
Правила техники безопасности при работе на Н.Г.Ф. станке
1. Проверить исправность станка и станочного инструмента.
2. Проверить наличие и исправность спецодежды.
3. Проверить работу на холостом ходу.
4. Заготовку прочно закрепить в машинных тисках.
5. Иметь защитное ограждение (очки, экран).
6. Подачу осуществлять плавно, равномерно.
7. Обмер детали производить при полной остановке станка.
8. Передавать инструмент или что-либо через вращающиеся части станка строго запрещается.
9. Не наклоняйся близко к вращающейся фрезе.
10. По окончании выключи станок и произведи уборку его щеткой-сметкой. Сдувать очистки строго воспрещается.
11. Станок сдай дежурному, учителю.
ИНСТРУКЦИЯ № 11
Правила техники безопасности при резании ножницами по металлу
1. Инструмент должен быть исправен (плоскости ножниц не должны иметь зазор, если он есть, то следует подтянуть винт и зафиксировать его гайкой).
2. Проверить, прочно ли закреплена ручка ножниц в тисках.
3. Отрезаемую при резании ножницами заготовку из листового металла придерживайте рукой в перчатке (рукавице).
4. Мелкие стружки не сдувайте и не смахивайте руками, отходы сложите в специальный ящик.
5. Не прикасайтесь пальцами к острым краям заготовки.
ИНСТРУКЦИЯ № 12
Правила техники безопасности при правке металла
1. Проверить исправность инструмента, молоток должен плотно насажан на ручку и расклинен, поверхность бойка молотка должна быть не отбитой.
2. Правку металла выполняй в специальном месте (правочные плиты, наковальни).
3. Заготовку при правке придерживают рукой в перчатке (рукавице).
ИНСТРУКЦИЯ № 13
Правила техники безопасности при электропаянии
1. Подготовьте и проверьте исправность инструмента, электропаяльника и приспособлений.
Особенно убедитесь в исправности ручки электропаяльника и проводов.
2. Проверьте надежность заземления рабочего стола и наличие вытяжки.
3. Используйте электропаяльник по назначению, не роняйте и не используйте его в качестве ударного инструмента.
4. Не касайтесь горячих мест руками, кладите нагретый электропаяльник на специальную подставку.
5. При пайке, лужении и работе с кислотами используйте резиновые перчатки и защитные очки.
6. Не оставляйте включенный электропаяльник без присмотра, при отключении не вынимайте вилку из штепсельной розетки рывком за провод.
ИНСТРУКЦИЯ № 14
Правила техники безопасности при резании ножовкой по металлу
1. Проверить исправность инструмента, (правильно ли закреплено полотно).
2. Надежно закрепить заготовку в тисках.
3. Пиление производить на всю длину полотна.
4. Пиление должно быть равномерным, прямолинейным.
5. По окончании работы убрать рабочее место (опилки не сдувать и не смахивать руками).
ПО ОХРАНЕ ТРУДА ПРИ ЭЛЕКТРОПАЯНИИ
1 . ОБЩИЕ ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
1.1. К работам по электропаянию допускаются лица прошедшие медицинский осмотр и инструктаж по охране труда.
К работам по электропаянию допускаются учащиеся 5-го класса.
1.2 Опасные производственные факторы:
- ожоги горячим электропаяльником или брызгами расплавленного припоя;
- отравления, повреждения глаз и кожи при работе с флюсами и оловянно-свинцовым припоем;
- поражение электрическим током при неисправности электропаяльника.
1.3. При выполнении работ по электропаянию используется специальная одежда: халат хлопчатобумажный, берет, защитные очки.
2. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ПЕРЕД НАЧАЛОМ РАБОТЫ.
2.2. Подготовить и проверить исправность инструмента, приспособлений и электропаяльника, убедиться в целостности ручки электропаяльника и шнура электропитания.
2.3. Проверить надежность заземления рабочего стола.
2.4. Убедиться, что вблизи рабочего места нет легковоспламеняющихся материалов и горючих жидкостей.
2.5. Включить вытяжную вентиляцию.
3. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ВО ВРЕМЯ РАБОТЫ
3.1. Осторожно обращаться с электропаяльником, не ронять его и не ударять по нему какими-либо предметами, не использовать его в качестве ударного инструмента.
3.2. Не касаться горячих мест электропаяльника незащищенными руками, остерегаться припайке брызг расплавленного припоя.
3.3. При кратковременных перерывах в работе класть нагретый электропаяльник на специальную термостойкую подставку.
3.4. Не определять степень нагрева электропаяльника касанием нагретых его частей руками. 3.5. При пайке использовать в качестве флюса только канифоль, не использовать для этой цели кислоту.
3.6. Не оставлять без присмотра включенный в сеть электропаяльник.
4. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ В АВАРИЙНЫХ СИТУАЦИЯХ.
4.1. При неисправности электропаяльника, подводящего электрического шнура прекратить работу и сообщить об этом учителю
4.2. При возникновении пожара немедленно отключить электропаяльник от сети, эвакуировать учащихся и приступить к тушению очага возгорания первичными средствами пожаротушения.
5. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ПО ОКОНЧАНИИ РАБОТЫ.
5.1. Отключить электропаяльник от сети и после его остывания убрать на место.
5.2. Привести в порядок рабочее место и выключить вытяжную вентиляцию
5.3. Снять спецодежду и тщательно вымыть руки с мылом .
ПО ОХРАНЕ ТРУДА ПРИ РАБОТЕ НА ТОКАРНОМ СТАНКЕ
1. ОБЩИЕ ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
1.1. К работе на токарном станке по металлу допускаются лица, прошедшие медицинский осмотр и инструктаж по охране труда.
К работе на токарном станке по металлу допускаются учащиеся с 7-го класса.
- отсутствие ограждения приводных ремней, защитного кожуха патрона и защитного экрана;
- непрочное закрепление детали и инструмента;
- неисправности электрооборудования станка и заземления его корпуса.
1.3. При работе на токарном станке по металлу используется специальная одежда: халат хлопчатобумажный, берет, защитные очки. На полу около токарного станка должна быть деревянная решетка с диэлектрическим резиновым ковриком.
1.5. После окончания работы на токарном станке по металлу тщательно вымыть руки с мылом.
2. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ПЕРЕД НАЧАЛОМ РАБОТЫ
2.2. Проверить наличие и надежность крепления защитных ограждений и соединения защитного заземления с корпусом станка.
2.3. Разложить инструменты и заготовки в определенном установленном порядке на тумбочке или на особом приспособлении.
2.4. Прочно закрепить резец и обрабатываемую деталь, вынуть ключ из патрона и положить его на установленное место.
2.5. Проверить работу станка на холостом ходу.
3.1. Плавно подводить резец к обрабатываемой детали, не допускать увеличения сечения стружки.
3.2. Не наклонять голову близко к патрону, вращающейся детали или режущему инструменту.
3.3. Не передавать и не принимать какие-либо предметы через вращающиеся части станка.
3.4. Не измерять обрабатываемую деталь, не смазывать, не чистить и не убирать стружку до полной остановки станка.
3.5. Не облокачиваться и не опираться на станок, не класть на него инструмент или заготовки.
3.6. Не охлаждать режущий инструмент или обрабатываемую деталь с помощью тряпки или протирочных концов.
3.7. Не останавливать станок путем торможения патрона рукой.
3.8. Не поддерживать и не ловить рукой отрезаемую деталь.
3.9. Не оставлять работающий станок без присмотра.
4.1. При отключении тока в сети во время работы немедленно выключить пусковую кнопку.
4.2. При неисправности резца, его поломке или выкрашивании, а также неисправности заземления корпуса станка прекратить работу, отвести резец от обрабатываемой детали, выключить станок и сообщить об этом учителю (преподавателю, мастеру).
4.3. При загорании электрооборудования станка, немедленно выключить станок и приступить к тушению возгорания углекислотным, порошковым огнетушителем или песком.
4.4. При получении травм сообщить об этом учителю (преподавателю, мастеру), оказать первую помощь пострадавшему, при необходимости отправить его в ближайшее лечебное учреждение.
5.1. Отвести резец от обрабатываемой детали и выключить станок.
5.2. Убрать стружку со станка при помощи крючка и щетки, не сдувать стружку ртом и не сметать ее рукой.
5.3. Протереть и смазать станок, промасленную ветошь убрать в металлический ящик с крышкой.
Читайте также: