Технологии производства цветных металлов
Обновлено: 05.10.2024
Новые металлургические технологии, с которыми связывают научно-технический прогресс в металлургии, создавались не сразу. Металлургия в XIX в. и первой половине XX в. развивалась в условиях, так называемого, техногенного развития, характерными особенностями которого были представления об избыточности природных ресурсов, о неограниченности территорий для размещения отходов, о значительных возможностях атмосферы и гидросферы аккумулировать любые виды загрязняющих веществ без ущерба здоровью населения.
Дополнительная информация
Во второй половине ХХ в. рост экономики, особенно в развитых странах, значительно усилил техногенное давление на окружающую природную среду, главным образом, со стороны промышленных предприятий, в том числе и металлургических, причем с каждым годом это негативное воздействие нарастало. В результате такого развития в индустриальных центрах и мегаполисах возникли экологические кризисы. Их результаты проявились в истощении природных ресурсов (коксующиеся угли), изменении ландшафтов, в сокращения биологического разнообразия, в нарушении круговорота веществ в биосфере (увеличение доли парниковых газов в атмосфере) и других процессах. Тревога за развитие подобных процессы в России привели к принятию законов и других нормативных актов, регламентирующих промышленную деятельность всех отраслей. К таким документам относится принятый в начале XXI в. Закон «Об охране окружающей среды» [1] .
Президент Российской Федерации своим Указом «О некоторых мерах по повышению энергетической и экологической эффективности российской экономики» [2] усилил действие этого закона, поставив задачу обеспечения рационального и экологически ответственного использования энергии энергетических ресурсов. В 2009 г. был принят важный для металлургов документ – «Стратегия развития металлургической промышленности России на период до 2020 года» [3] .
Цветная металлургия России в современном международном разделении труда занимает одно из ведущих мест. По экспорту металлопродукции Россия занимает 3 место в мире (после Китая и Японии), по производству алюминия – 2 место (после Китая), по экспорту алюминия – 1 место, по производству и экспорту никеля – 1 место, по отгрузкам титанового проката – 2 место. Российская металлургия могла бы работать более успешно. Этот процесс сдерживают технико-экономический уровень производства металлов и сплавов и, как следствие, недостаточно удовлетворительная конкурентоспособность ряда видов металлопродукции.
Производство металлов и сплавов сопровождается газовыми выбросами, сбросами загрязненных сточных вод, образованием твердых отходов в виде продуктов обогащения руд, шлаков, шламов и пр. Деятельность металлургических предприятий оказывает существенное влияние на состав и качество атмосферного воздуха, загрязняя его парниковыми газами и тепловыми выбросами. Особенно это чувствительно в зонах расположения металлургических комбинатов и заводов.
Модернизация металлургической промышленности сопровождает всю историю ее развития. В последних документах уделяется значительное внимание общим вопросам конкурентоспособности продукции, ресурсо- и энергосбережению, связанным напрямую с решением экологических проблем. В них поставлены следующие задачи: 1) увеличение вклада металлургической промышленности в развитие экономики России и ее регионов; 2) удовлетворение спроса на металлопродукцию на внутреннем рынке (по всей требуемой номенклатуре), в частности, спроса новых промышленных регионов, спроса на металлопродукцию для реализации важнейших инвестиционных проектов; 3) укрепление позиций России на мировом рынке металлопродукции и рынке СНГ, защита на этих рынках позиций экспортеров; 4) повышение конкурентоспособности металлопродукции на внутреннем и внешнем рынках, снижение ее ресурсоемкости, уменьшение импорта металлопродукции и сырья; 5) обеспечение воспроизводства минерально-сырьевой базы; 6) инновационное совершенствование техники и технологии производства металлопродукции; создание новых ее видов; 7) снижение вредного воздействия предприятий отрасли на окружающую среду.
В процессе развития металлургической отрасли при условии решения этих задач будет обеспечено: а) повышение качественных характеристик продукции и совершенствование ее сортамента; б) ресурсобережение и снижение негативного экологического воздействия на фоне повышения стоимости энергоресурсов и требований к охране окружающей среды; в) укрупнение компаний-производителей и выход за пределы России в русле глобализации мировой экономики.
Экономические показатели, которые можно считать стратегическими ориентирами развития российской цветной металлургии, к 2020 г. составят (в скобках – изменение показателя по отношению к 2007 г, в %): а) среднегодовая численность по отрасли составит 430 тыс. чел. (уменьшение на 17,8%); б) инвестиции в основной капитал – 95 млрд. руб. (увеличение по отрасли на 139,7%); в) выбросы загрязняющих веществ в атмосферу от стационарных источников составят 2,5 млн.т (уменьшение на 19,4%); г) объем сброса сточных вод в поверхностные водоемы составит 0,15 млрд. м3 (уменьшение на 45,5%) [4] .
Приведенные выше показатели определяются инновационным сценарием роста экономики России, который предполагает модернизацию и диверсификацию отраслевых производств на основе внедрения современных технологий и оборудования с использованием конкурентных преимуществ в энергосырьевом секторе.
Создание новых мощностей в цветной металлургии происходило и происходит в основном на базе импортного оборудования. Положительная сторона такого подхода состоит в том, что удалось обеспечить успешную конкуренцию металлопродукции на внутреннем и, в какой-то степени, на внешнем рынке. Отрицательная сторона проявилась в том, что этот процесс привел к свертыванию деятельности предприятий и НИИ, занимавшихся разработкой и созданием новых металлургических технологий и оборудования.
Уровни развития ключевых направлений отечественной цветной металлургии зависят, главным образом, от спроса на высокотехнологичную продукцию четвертого передела со стороны основных металлопотребляющих отраслей – оборонно-промышленного комплекса, автостроения, авиа- и судостроения, атомной энергетики, транспорта, строительства и пр. С учетом прогнозов развития этих отраслей Министерством промышленности и торговли России в «Стратегии …» [5] предусматриваются следующие показатели производства цветных металлов (табл.1).
Работа по достижению приведенных показателей будет не простой, так как связана с преодолением ряда трудностей. К ним относятся: 1) высокий уровень износа основных промышленно-производственных фондов на ряде предприятий. В цветной металлургии этот показатель составляет 41,8%; 2) повышенные удельные расходы сырья, топлива и энергии на единицу металлопродукции по сравнению с зарубежными аналогами. Так, в цветной металлургии по сравнению с зарубежными предприятиями потери руды в недрах при ее добыче выше на 10 – 15%, извлечение металлов в концентраты на 5 – 15% ниже, энергоемкость продукции в 1,2 – 1,5 раза больше, производительность труда на всех переделах ниже в 1,5 – 2 раза. Удаленность существующих показателей ресурсо- и энергоёмкости от зарубежных указывает на резервы, которыми располагают металлурги; 3) неразвитость сети малых и средних предприятий, производящих широкую номенклатуру металлоизделий для удовлетворения спроса потребителей этой продукции; 4) низкая восприимчивость предприятий к внедрению инноваций и, прежде всего, к внедрению отечественных разработок.
Таблица 1. Изменение объемов производства основных видов продукции цветной металлургии России, тыс.т
К настоящему времени в цветной металлургии сформировались основные направления, которые обеспечивают решение проблем научно-технического прогресса производства металлов и сплавов, в том числе и в решении экологических проблем, проблем ресурсо- и энергосбережения. В их числе: а) разработка и внедрение принципиально новых металлургических технологий получения не только традиционных видов продукции, но и расширение ее номенклатуры; б) совершенствование действующих металлургических технологий за счет реконструкции оборудования, оптимизации условий протекания технологических процессов, укрепления дисциплины труда и технической культуры производства; в) создание и внедрение способов переработки и утилизации отходов производства; г) внедрение существующих и разработка новых более эффективных методов очистки газообразных выбросов и сточных вод, сопровождающих металлургические технологии; д) постепенный переход к международным стандартам на технологические процессы и производимую продукцию; е) подготовка, переподготовка и повышение квалификации кадров, осуществляющих реализацию решений в области ресурсо- и энергосбережения, защиты и охраны окружающей среды.
Развитие металлургической отрасли за последние годы подтвердило перспективность этих направлений в решении перечисленных выше проблем.
С модернизацией непосредственно металлургических технологий связаны первые два направления. Из них предпочтение следует отдавать первому. Проекты этого направления, как правило, используют современные достижения научно-технического прогресса и не отягощены наличием устаревшего оборудования. Проекты же второго направления (часто из-за ограниченности финансовых ресурсов) ориентированы на максимальное использование действующего оборудования, его реконструкцию, экономическая эффективность которой ниже по сравнению с эффективностью новых технологий. Важность и перспективность третьего направления растет с каждым годом.
Наиболее эффективными мероприятиями по модернизации производства цветных металлов, направленных на решение проблем энерго- и ресурсосбережения, напрямую связанных с экологизацией металлургических технологий, следует отнести: 1) широкомасштабное внедрение экологически чистых гидрометаллургических процессов, обеспечивающих, помимо снижения выбросов вредных веществ, вовлечение в производство низкокачественных промпродуктов и повышение комплексности использования сырья; 2) улучшение структуры производства цветных металлов за счет увеличения выпуска продукции подотраслями четвертого передела (обработка цветных металлов, спецметаллургия, электродная, твердосплавная, полупроводниковая). Доля продукции этих подотраслей к концу 2020 г. увеличится на 67 – 76% по отношению к 2011 г., увеличится также доля выпуска металлов и сплавов из вторичного сырья; 3) расширение внедрения автогенных процессов в производстве тяжелых цветных металлов с использованием нового плавильного оборудования (прежде всего, барботажного типа) при переработке сульфидного сырья. Доля меди, произведенной с использованием автогенных процессов, в 2020 г. составит – 95% , а никеля 80 – 82%. Непрерывная разливка тяжелых цветных металлов выйдет в 2020 г. на уровень 80%. Для сравнения: этот показатель в 2011г не превышает 40%. В «Стратегии …» также уделено внимание разработке и внедрению технологии плавки окисленной никелевой руды в печи Ванюкова на никелевых предприятиях Уральского региона; 4) разработку и внедрение автоматизированных электролизеров на силу тока 400 и 500 кА для производства алюминия с использованием энергосберегающей и экологически безопасной технологии. В производстве алюминия доля металла, полученного в усовершенствованных электролизерах с предварительно обожженными анодами и по технологии "сухой" и "полусухой" анод, составит в 2020 г. 87 – 90%; 5) внедрение "прорывных" технологий в производстве материалов на основе магния (бесслитковая деформация с регламентированной структурой зерна, сварка перемешиванием, лазерная сварка, технология нанесения экологически чистых защитных покрытий);6) разработку технологии снятия цинка с оцинкованных отходов с получением высококачественного лома и чистого порошкового цинка; 7) разработку технологий переработки техногенного и вторичного сырья, содержащего цветные и редкие металлы. Эти технологии связаны с доизвлечением цветных и благородных металлов из лежалых хвостов, извлечением тантала, вольфрама, рения и других редких металлов из ранее не перерабатываемых отходов; 8) технологию припечной грануляции шлаков с использованием эйрлифтов. Такие технологии обеспечивают высокую производительность установок, обеспечивают взрывобезопасность их работы, приводят к отказу от шлаковозного хозяйства, организуют выбросы загрязнителей и их очистку, используя для этих целей системы оборотного водоснабжения, Относительно недавно установка припечной грануляции шлака введена в эксплуатацию на предприятий «Норильский никель»; 9) технологии паро-испарительного охлаждения высокотемпературных элементов металлургических печей и агрегатов; 10) очистку аспирационного воздуха; 11) переработку шлаковых отвалов.
Среди проблем, которые оказывают существенное влияние на процесс модернизации и развития цветной металлургии, следует выделить в первую очередь недостаточную востребованность металлпродукции на внутреннем рынке из-за его малой емкости, низкую восприимчивость внешних рынков к российской металлопродукции высоких переделов, а также высокие объемы импорта в Россию оборудования, машин и механизмов. Немаловажной проблемой является усиливающаяся экспансия других стран, в том числе и азиатского региона, на мировых рынках по сбыту металла.
Развитие цветной металлургии, связанное с ростом производства, расширением сортамента металлопродукции и существенным повышением ее качества, а также с удовлетворением более жестких норм по охране окружающей среды, невозможно без значительных инвестиций и модернизации производства. Инвестиции будут формироваться в основном за счет собственных средств компаний: амортизационных отчислений и прибыли, а также привлекаемых кредитов отечественных и иностранных банков, облигационных займов, лизинга оборудования и продажи акций.
Новым для металлургических компаний в стратегическом развитии и усилении конкурентных позиций является углубленное взаимодействие с потребителями металлопродукции. Партнерские отношения в этих случаях строятся с учетом скоординированного планирования деятельности партнеров на стадиях разработки новой металлосодержащей продукции, а также и на совместных технологических разработках. Заинтересованность партнера в получении металлопродукции, полностью удовлетворяющего его требованиям, заинтересованность в соблюдении сроков поставки такой продукции может служить мотивом для участия в финансировании подобных проектов. Подобная практика развита за рубежом [6] .
Инвестиции и инновации – это та финансово-техническая база модернизации производства цветных металлов, которая способна создать новые ресурсо- и энергосберегающие технологии, направленные на решения экологических проблем предприятий подотрасли.
[1] Федеральный закон «Об охране окружающей среды» от 10 января 2002 г. № 7-ФЗ // Собрание законодательства Российской Федерации. №2. Опубл. 14.01.2002. ст 133. С.739 – 777 (оф. изд.).
[2] Указ Президента Российской Федерации от 4 июня 2008 г. №889 «О некоторых мерах по повышению энергетической и экологической эффективности российской экономики». Российская газета от 7 июля 2008 г. (4680).
[3] Стратегия развития металлургической промышленности России на период до 2020 года. Приказ Министра промышленности и торговли Российской Федерации оссийской Федерации18 марта 2009 г., № 150.
[4] Стратегия развития металлургической промышленности России на период до 2020 года. Приказ Министра промышленности и торговли Российской Федерации Российской Федерации18 марта 2009 г., № 150.
[5] Там же.
[6] Лисин В.С. Стратегические ориентиры экономического развития черной металлургии в современных условиях. М.: Экономика, 2005, 404 с.
Добыча цветных металлов
Металлургическая промышленность представлена черной и цветной отраслью. Эти две части составляют единый функционирующий организм и вместе являются базовой отраслью хозяйства страны, которые отличаются высокими показателями капиталоемкости и материалоемкости.
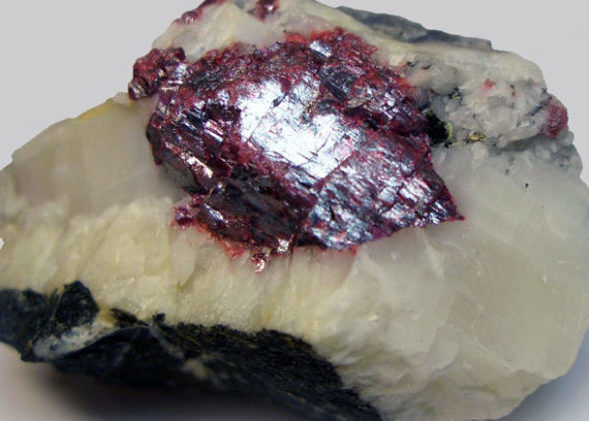
Цветная металлургия является одной из отраслей промышленной хозяйства страны, занимающаяся добычей недр, их обогащением и дальнейшей обработкой руд металлов (цветных, редких или благородных).
Характерные черты отрасли
Функциональные характеристики цветной металлургии обусловлены следующими ее отличительными чертами:
- Цветная металлургия имеет наибольшее потребление сырья и материалов среди прочих промышленных производств. Для обеспечения ее работы требуются значительные объемы сырья. В основном для переработки используется руда с низким содержанием ценных компонентов (от 0,3–0,5 до 2,1%). Исключение составляет обработка бокситов для создания алюминия.
- Эта отрасль имеет самые значительные показатели электро- и топливопотребления. Самыми энергопотребляемыми отраслями является индустрия свинца, меди, никеля и кобальта.
- Для обеспечения бесперебойной работы предприятия цветной металлургии требуется большое число трудовых ресурсов, т. е. эта отрасль, в том числе, трудоемкая.

- Предприятия этой производственной сферы в основном занимаются переработкой полиметаллических руд.
- Эта отрасль промышленности состоит из нескольких обязательных стадий. К ним относят этапы добычи рудного сырья, его обогащению, металлургический передел, дальнейшую переработку полученного металла. Только прохождение всех перечисленных этапов составляет полный производственный процесс (цикл).
- Предприятия отрасли цветной металлургии располагаются по географическому принципу в зависимости от месторасположения полезных ископаемых. В этом случае природно-сырьевой фактор служит решающим.
- Цветная металлургия считается одной из самых опасных в индустрии для окружающей среды. Ее деятельность связана с постоянными выбросами больших объемов отравляющих веществ.
Отрасли цветной индустрии
Состав цветной металлургии, как сложноорганизованный производственный организм, включает 14 подотраслей.
Рассмотрим подробнее ее строение:
- Алюминиевая. Нуждается в высококачественном сырье в сравнении с другими ветками промышленности. Основой, обеспечивающей ее деятельность, служат бокситы. Эти сырьевые ресурсы в промышленных объемах распространены на Урале и Северо-Западе страны. На этих территориях и располагаются основные производственные мощности по их добыче и дальнейшей переработке.
- Медная. Заводы медной, как и алюминиевой, промышленности располагаются в непосредственной близости от месторождений полезных ископаемых. В нашей стране для производства меди добывают и используют сырье, называемое медным колчеданом. Основные залежи его находятся на территориях Урала. Вторым по величине месторождением принято считать Восточную Сибирь с ее медистыми песчаниками.
- Свинцово-цинковая. Предприятия этой отрасли находятся в непосредственной близости от месторождений полиметаллических руд. К таким территориям относят Кузбасс, Северный Кавказ, Дальневосточное Приморье и Забайкалье.
- Никель-кобальтовая. Эта подотрасль цветной индустрии занимается добычей и обогащением руд для дальнейшего производства кобальта и никеля, драгоценных металлов, меди, строительных материалов и сопутствующей химической продукции. Территориально предприятия никель-кобальтовой промышленности находятся в Норильском районе, на Урале и низовьях Енисея.
- Золотодобывающая. Эта отрасль добычи и производства базируется на золотосодержащих рудах и песках. Основное ее назначение — создание драгоценных сплавов и металлов. А также в ведении золотодобывающей промышленности находится переработка драгметаллов.
- Титано-магниевая. Основное назначение этой подотрасли — добыча полезных ископаемых, их переработка и обогащение для создания титана, магния и прочих производных.
- Оловянная. Занимается добычей полезных ископаемых, дальнейшим обогащением руд с целью производства олова.
- Вольфрамо-молибденовая. Эта отрасль базируется на добыче и дальнейшем обогащении вольфрамо-молибденовых руд, их концентратов и производной продукции.
- Промышленность по добыче и производству редких металлов, материалов с полупроводниковыми свойствами.
- Сурьмяно-ртутная. Основное назначение этой отрасли — добыча руд (ртутных и сурьмяных) и их дальнейшее обогащение с целью создания ртути, сурьмы и производной продукции.
- Промышленность по обработке цветных металлов. Основное назначение этой составляющей — создание проката всех типов, труб из цветного металла и сплава.
- Промышленность по переработке вторичных цветных металлов. Основной вид деятельности этой индустрии заключается в сборе, переработке и изготовлению цветного металла из лома и различных отходов.
- Электродная. Основной род занятий электродной промышленности состоит в производстве электродной продукции из угля или графита.
- Промышленность жаропрочных, а также твердых и тугоплавких металлов.












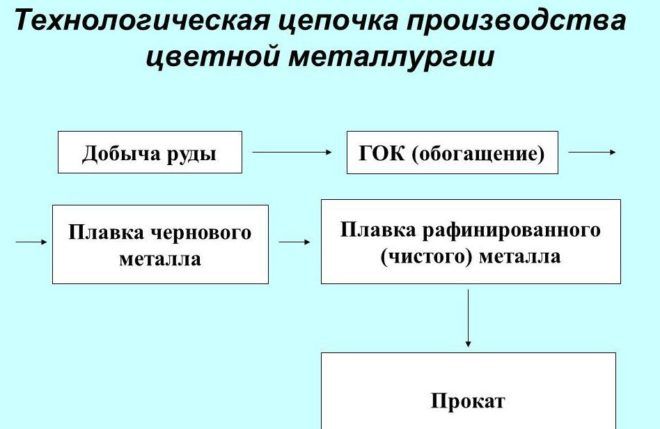
Технологические этапы производства цветной металлургии
Цветная металлургия в процессе производства проходит несколько этапов, включаемых в единый цикл.
К технологии относят:
- Добыча производственного сырья.
- Подготовка сырья к его дальнейшей промышленной переработке, в том числе обогащение. Обогащение руд — необходимый процесс для изготовления концентрата. Обогащение предполагает дробление породы и дальнейшее ее разделение на пустую породу и ценные элементы. Полученный концентрированный продукт необходим для дальнейшего производства металла.
- Металлургический передел.Передел представляет собой такую обработку сырья, при которой на выходе получается полуфабрикат, используемый для дальнейшего использования. В процессе металлургического передела возможно изменить химический состав сырья, его физико-химические свойства, а также допустить переход из одного агрегатного состояния в необходимое другое. В цветной промышленности металлургический передел в основном связан с обработкой металла. Это плавка, его разливка, дальнейшее обжатие с целью создания проката.
- Обработка полученных сопутствующих отходов. Она подразумевает утилизацию или дальнейшую переработку. Из полученного шлака в дальнейшем можно получить продукцию или сырье для других видов промышленности.
Цветная металлургия находится в стадии своего развития. Основные направления, в которых ведется работа:
Особенности производства цветных металлов
Производство цветных металлов – это целая отрасль металлургии, позволяющая получать качественные и чистые элементы в соответствии с потребностями промышленности. Поскольку в природе эта группа в чистом виде практически не встречается, то требуется применение химических или физических методов для их получения.
Производство в современных условиях
Цветные металлы образуют большую группу веществ. Сюда входят все металлы, за исключение только железа и его соединений, которое входит в число черных. Несмотря на большое количество элементов, в природе цветные разновидности встречаются намного реже, поэтому производство цветных металлов и сплавов является важной отраслью промышленности.
Разновидности сырья
Самое название «цветной» означает цвет металла. Некоторые виды, например, медь, имеют ярко выраженный цветовой оттенок. Подобные вещества важны из-за своих свойств и качеств, намного отличающихся от обычного железа.
Поэтому производство цветных металлов и сплавов необходимо для получения качественно новых соединений, применяемых во всех отраслях промышленности.
Сплав – это смешанные металлы. При соединении двух или более металлов, находящихся в расплавленном состоянии, образуется новый материал, имеющий практически полный спектр свойств, которым обладают составляющие сплава.
Цветные металлы распределяются на несколько крупных групп:
- Тяжелые – в эту группу входят медь, цинк, свинец, олово.
- Легкие – эта группа представлена магнием, титаном, бериллием, кальцием, стронцием, алюминием, натрием, калием, цезием.
- Благородные – находятся самые дорогие из цветных металлов, которых мало в природе: платина, золото, серебро, осмий, рутений, родий, палладий.
- Малые – группа веществ, которых также немного в природе. Сюда относятся кобальт, кадмий, сурьма, висмут, ртуть.
- Тугоплавкие: марганец, вольфрам, хром, ванадий, тантал.
- Редкоземельные.
- Рассеянные.
- Радиоактивные.

Особенности процесса
В промышленности практически не применяются цветные металлы в чистом виде, а больше используются именно сплавы, что позволяет достигать требуемых свойств. При производстве цветных металлов происходит видоизменение их химических, физических и механических свойств, что очень важно для изготовления как бытовых, так и промышленных предметов.
Особенностью цветных металлов является простота обработки. Практически все они подвергаются шлифовке, ковке, штамповке, прессования, резке, сварке или пайке.
При производстве из этих веществ удается получать не только готовые изделия, но также разнообразные полуфабрикаты:
- прутки;
- проволока;
- порошок;
- фольга.

Способы производства
Для производства цветных металлов и сплавов применяется разнообразные методы, основанные на химических свойствах основы, из которой будет получен металл или сплав и реагента.
Пирометаллургия – метод получения цветного металла путем проведения избирательной плавки, которая может быть окислительной или восстановительной. Источником тепла и главным реагентом чаще всего выступает присутствующая в руде сера.
Электролиз – метод, основанный на химической реакции электролиза. Применяется катод и анод. На катоде, которым выступает ванна из огнеупорного материала, происходит осаждение ионов металла в результате диссоциации. Реакция, в отличие от традиционной, описанной в учебниках химии, проводится не в водной среде, а в расплаве. Это обуславливается необходимостью избежать осаждения на катоде ионов водорода, что не позволяет выделять чистый металл.
Металлотермия – метод восстановления хлоридов или оксидов металла под воздействием другого вещества. Преимущественно технология применяется при производстве титана. Параллельно добывается магний, поскольку хлорид магния выступает побочным продуктом.
Сплавление – этот способ заключается в прямом смешивании двух металлов. Дополнительно в жидком состоянии поставляется шихта или легирующий материал. Этот способ относится к наиболее производительным, менее затратным и позволяет получать незагрязненные металлы., имеющие заданные физико-химические свойства.

Производство отдельных видов
Производство меди
Получение подобного цветного металла происходит из медных руд. Его содержание в составе этих соединении составляет от 1 до 6%. При составе меди менее 1% ее извлечение при современном уровне развития технологии не представляется рентабельным.
Получение меди осуществляется двумя способами:
- гидрометаллургический;
- пирометаллургический.
Первый способ является менее распространенным, поскольку при его использовании не удается извлекать из руды иные элементы.
Пирометаллургический метод добычи меди состоит из нескольких последовательных этапов:
- Подготовка руды к плавке посредством обогащения и дальнейшего обжига. Это позволяет получить концентрат меди.
- Последующий обжиг требуется для сокращения количества серы.
- Плавка на штейн. Путем плавки концентратов меди удается получить штейн или сульфиды меди и железа.
А также проводится конвертирование штейна. Этот этап заключается путем продувки воздухом внутри специального медеплавильного конвертера полученного штейна, что позволяет выделить железо в шлак и получить черновую медь.
И в заключение – рафинирование. Черновая медь подвергается действию огневого плавления и электролитического рафинирования, что позволяет в итоге получить продукт, чистота которого составляет 99,97–99,99%.
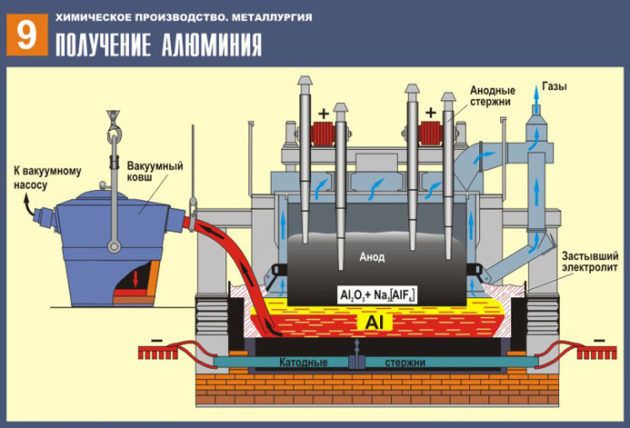
Производство алюминия
Получение алюминия происходит методом электролиза глинозема. Процесс включает несколько этапов.
Получение чистого глинозема или оксида алюминия. Этот процесс заключается в обработке бокситов (руд, содержащих металл) щелочными растворами. Результатом является выпадение в виде осадка гидроксида алюминия.
Получение криолита – его производство заключается в обработке плавикового шпата для получения плавиковой кислоты и дальнейшего выделения фторалюминиевой кислоты. Посредством соды криолит выделяется в виде осадка.
Электролиз глинозема – результатом этого процесса является получения алюминия-сырца.
Рафинирование – посредством продувки расплавленного сырца хлором добывается чистый алюминий.
Производство магния
Магний добывается посредством реакции электролиза. Сырьем служат расплавленные соли металла (карналлит, магнезит, доломит, бишофит). Основу электролита составляет хлористый магний. Дополнительно применяется хлористый натрий, кальций и калий.
После проведения реакции на аноде оседает черновой металл, имеющий до 5% примесей. Их удаление происходит посредство процесса рафинирования с использованием флюсов. Все неметаллические компоненты преобразуются в шлак, а чистый металл разливается в изложницы.

Производство титана
По своим качествам титан и его сплавы во многом превосходят легированные стали. Процесс производства титана затрудняется его повышенной активностью, особенно при повышении температуры.
Его особенностью является способность вступать в реакцию со множеством металлов, что требует соблюдения определенных условий для получения чистого титана.
Метод, применяемый для получения титана, называется магниетермия. Он состоит из следующих операций.
Выделение титанового концентрата путем обогащения руды, содержащей подобный металл.
Изготовление шлака – на этом этапе происходит отделение оксидов железа от оксидов титана.
Получение четыреххлористого титана – чтобы получить металлический титан, требуется применение хлорида титана, получаемый при хлорировании шлака.
Восстановление посредством магния – процесс восстановления протекает при очень высоких температурах – близких к 1 тыс. градусов. Реактор, где расплавляется магний, подается парообразный титан. При металлизации он оседает на стенках, а расплавленный магний удаляется через летку.

Сепарация массы в вакууме – полученный в результате предыдущего шага титан в виде губчатой массы требуется нагреть с использованием вакуума, что позволит выделить чистый металл.
Особенности сырья
Все цветные металлы обладают рядом особенностей, что должно учитываться при обработке или их использовании.
Ряд элементов имеют повышенную теплопроводность и удельную теплоемкость:
При сварке место соединения быстро охлаждается, что потребует использования мощных источников, особенно тепла при сварочных работах.
Некоторые элементы при резком нагреве изменяют свои механические свойства. Наблюдается их снижение. При этом сам металл становится легко разрушаемым от ударов или иного механического воздействия.
Все цветные металлы легко вступают во взаимодействие с газами, кроме инертных. Эта особенность характерна для тугоплавких цветных металлов.
Видео по теме: Производство цветных металлов и сплавов
Особенности литья металлов
Литье металла – это востребованный технологический процесс, который позволяет изготавливать металлические изделия нужной формы. Проводится отливка из разных сплавов, обладающих той или иной степенью жидкотекучести в расплавленном состоянии.
Такой способ выполнения позволяет выпускать качественную продукцию без применения громоздкого оборудования и огромного количества работников. На современном рынке эта технология пользуется огромным спросом, а также входит в десятку самых эффективных и применяемых в мире.
Общие сведенья
В процессе производства проводится заливка расплавленного материала в специальные формы. После охлаждения он принимает нужную форму и подвергается последующей обработке. Используются такие изделия в различных отраслях экономики:
- автомобилестроение;
- авиационная промышленность;
- машиностроение;
- стоматология;
- ортопедия;
- ювелирное производство.






Для разных видов сплавов используется определенная технология литья, позволяющая добиться нужных качеств в готовом изделии и избежать брака. Для литейного производства используются разные виды компонентов. Они обладают высоким показателем жидкотекучести. Это свойство сплава определяется:
- химическим составом;
- структурой металлического сплава;
- температурой плавления.
Наиболее востребованными в промышленности являются металлы, имеющие низкую температуру плавления, так как их производство менее затратное. Чем ниже температура плавления материала, тем легче производится его отливка.
Металлы для заливки
В нужную форму специалисты могут отлить любой подготовленный сплав в расплавленном состоянии. Проблема состоит в том, что каждый вид материала имеет свою особенную температуру плавления и разную степень жидкотекучести. Чаще всего в промышленном литье используются металлы с низкой температурой плавления.
Компоненты, пригодные для литья, разделяют на черные, цветные и редкоземельные.

К черным относятся сталь, литейный и ковкий чугун. Все остальные сплавы относят к цветным и редкоземельным.
Для каждого вида сплавов используются специальные методы литья, позволяющие изготавливать изделия из следующих материалов:
- стали;
- чугуна;
- алюминия;
- меди;
- латуни;
- золота;
- серебра;
- платины;
- никеля;
- титана;
- бронзы;
- магния.
За все время существования литейного производства было разработано много разных технологических решений с разными условиями отливки.
При отливке изделий из черных металлов используют 5 видов стали с разным содержанием углерода. Изделия с повышенной прочностью отливают из легированной стали.

Это самый распространенный материал, который используется для промышленной заливки.
Методы литья деталей
Для производства деталей станков и иной продукции высокоточного машиностроения используется обычный ковкий чугун и чугун перлитный, обладающей хорошей пригодностью к обработке.
Литейный чугун, который используется в разных сферах производства, делят на четыре вида:
- белый;
- серый;
- отбеленный;
- половинчатый.
Его отливка отличается низкой себестоимостью, сам материал имеет небольшую прочность и обрабатывается при помощи обычного резания.
Более прочным материалом для оливки считается чугун, в состав которого входит шаровидный графит.

Широко применяются для заливки сплавы цветных металлов, прежде всего медь и алюминий. Они отличаются высокой устойчивостью к коррозии и стоят недорого.
Самой дорогой считается технология производства титанового сплава, требующая соблюдения особенных условий заливки и остывания. Такой редкоземельный сплав используется для высокотехнологичных отраслей экономики, таких как авиакосмическая индустрия или медицина.
Сплавы драгоценных металлов используются при отливке ювелирных, медицинских изделий или деталей для электроники.
Литьё металлаСпособы отливки изделий из металлических сплавов
Современное литейное производство кроме традиционной технологии заливки жидкого металла в песчаные формы применяют и другие высокотехнологичные, производительные способы литья:
- вакуумный;
- центробежный;
- под давлением;
- центробежный;
- оболочковый;
- многократный;
- ртутный;
- по выплавляемым моделям;
- электрошлаковый.
Высокотехнологичные виды литья позволили создавать металлические изделия с определенными качествами при высокой производительности труда и минимальном браке.
Чаще всего сегодня в промышленных масштабах используются следующие технологии производства:
- в металлические формы (коколь);
- статическое литье;
- отливка под давлением;
- в оболочковые формы;
- в выплавляемые модели.
При выполнении статической заливки используются неподвижные формы, в которые разливают жидкий металл. Готовые изделия достают после того, как они остынут в неподвижной модели.
Производство титана
Для изготовления высокопрочных сплавов из титана и стали применяют вакуумную отливку, позволяющую снизить в металле содержание газов. Таким способом создают более плотную структуру металлического сплава с помощью плавления в вакууме. Затем горячий металл разливают в многократные емкости, в которых он остывает.
При введении технологии отливки под давлением применяется специальное оборудование, с помощью которого заполняют пресс-формы жидким металлом. Он подается под высоким давлением в диапазоне 7–700 МПа.
Такой способ производства выполняется машинами горячего или холодного прессования.

Выполняется эта технология для заливки алюминиевых, медных, цинковых и оловянно-свинцовых сплавов. Все эти металлы обладают низкой температурой плавления, что увеличивает технологические характеристики изделий из них.
Холодные и горячие способы литья под давлением позволяют получать изделие с идеально точными размерами и ровной поверхностью, которую не нужно после завершения процесса дополнительно обрабатывать.
Такая технология позволяет повысить производительность труда. А также она сокращает время всего технологического цикла, упрощает изготовление металлического изделия. У нее имеются также недостатки, к которым относится невозможность производить продукцию сложной конфигурации, так как они могут при вынимании из пресс-формы деформироваться. Таким способом производят только металлическую продукцию, имеющую небольшой диаметр.
При центробежном литье применяются специальные вращающиеся в горизонтальной или вертикальной плоскости формы.

Действие центробежных сил обеспечивает равномерное заполнение всех полостей в отливочной форме. Внедряется такая технология отлива при производстве труб, втулок или металлических дисков. А также ее применяют при отливке ажурных ювелирных изделий.
Издержки процессов
Для уменьшения убыточности процесса обычные способы литья в одноразовые модели были модернизированы с созданием высокопрочных полимерных составов. Для этого стали производить отливку в оболочковые емкости, изготовленные из термореактивного порошкообразного полимера. Он при воздействии температуры превращается в твердую оболочку, формирующую жидкий сплав.
Таким способом отливаются радиаторы водяного и парового отопления, узлы автомобилей, станков, самолетов и других видов высокотехнологичных механизмов. Эта технология позволяет получать детали большого размера и любой сложной модификации.
Традиционной считается отливка в кокиль, когда используется прочная форма.

Из нее вытаскивается деталь после отвердения металла. Таким способом производят простые стальные изделия небольшого размера. Чаще всего в кокиль отливаются медные и алюминиевые сплавы с невысокой температурой правления.
Модель для них делается из жаропрочной стали или чугуна, имеющих боле высокую температуру плавления чем медь или алюминий.
К преимуществам такой технологии следует отнести:
- невысокую себестоимость производственного процесса и возможность его недорогой автоматизации;
- простоту исполнения;
- сохранность отливочных форм, которые используются неоднократно;
- точность параметров изготовленных изделий;
- качественную структуру металла, в которой не будет неметаллических частиц;
- гладкую поверхность изделия, которая получается при таком способе отливки.
Традиционная технология отливки по выплавляемым моделям сегодня усовершенствовалась благодаря появлению новейших материалов.
Если раньше модель для заливки сплава делали из дерева или иной органики, которая могла быть разрушена высокими температурами при выжигании, то сегодня используются легкоплавкие материалы, такие как парафин и стеарин.

Отливка по выплавляемым моделям применяется при отливке художественной продукции со сложной конфигурацией. Это затратная технология отлива, которая используется при создании памятников или иных художественных изделий.
Стальную емкость для такой заливки делают на основе моделей из легкоплавких материалов, она имеет точные размеры, а ее поверхность тщательно полируют.
Виды отливочных форм
Для литья металлов пускают в ход разные емкости, которые разделяют на песочные, применяемые только один раз во время оливки, а также многократные. Многоразовые отливочные емкости делают из разных материалов:
- чугуна;
- жаропрочной стали;
- огнеупорной керамики;
- графита.

Широко распространены чугунные кокили и изложницы. При изготовлении продукции из алюминия, меди и других цветных сплавов выполняют металлические формы из чугуна, меди и латуни.
Такое решение было принято давно, оно позволяет легко проводить подготовку материалов к основному процессу. Сам процесс длится недолго, модели выходят высокого качества. При выполнении этой технологии привлечение большого количества рабочих не требуется.
Металлические отливочные емкости бывают открытыми и закрытыми. Открытые – это изложницы, а закрытые – кокили. В закрытых емкостях имеется полость, повторяющая размеры выплавляемой детали. Заливка жидкого металла в них проводится через специальное отверстие.
Оболочковые отливочные емкости используются при заливке сплавов цветных и драгоценных металлов, а также изделий из стали. Для отливки сплавов цветных металлов их делают из порошкообразного диоксида кремния или гипса.

При изготовлении продукции из золота, платины и серебра пресс-форму делают из легкоплавкого материала, который заполняется ртутью, парафином или пластмассой, что позволяет создавать продукт сложной конфигурации небольшой толщины.
Настолько щепетильная работа требует от всего персонала высокой точности и квалификации. Каждый этап производства проводится в оптимальных условиях, способствующих выходу только качественной продукции.
Технология производства цветных металлов
Получение сплавов совместным восстановлением из руд, металлотермическим способом и путем электролиза. Назначение литейных и деформируемых литейных сплавов. Маркировка сплавов, плавка алюминиевых и магниевых сплавов. Литье в кокиль, изготовление отливок.
| Рубрика | Производство и технологии |
| Вид | шпаргалка |
| Язык | русский |
| Дата добавления | 15.07.2011 |
| Размер файла | 280,5 K |
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Контрольные вопросы к экзамену по курсу «Технология производства цветных металлов»
1.Сущность получения сплавов совместным восстановлением из руд
сплав литейный алюминиевый магниевый
Сырьём для производства стали служит передельный чугун и стальной лом. Процесс переработки чугуна в сталь сводится к удалению (выгоранию) части углерода и примесей. Получают сталь также прямым восстановлением железа из руды, минуя доменный процесс.
Сталь -- широко распространённый конструкционный материал. Путем легирования и специальной обработки (термической, химико-термической, термомеханической и др.) стали можно придать нужные свойства, удовлетворяющие самым разнообразным требованиям современной техники.
Сталь обладает высокой прочностью и твёрдостью, достаточной пластичностью и вязкостью. Её можно обрабатывать резанием и давлением, отливать.
Развитие техники предъявляет всё новые требования к качеству и свойствам стали, поэтому непрерывно совершенствуются технологические процессы её получения, разрабатываются и внедряются новые марки.
Единой мировой классификации сталей не существует. Обычно сталь классифицируют по способу производства, химическому составу, назначению, качеству, степени раскисления, структуре, методу формообразования изделий из стали.
По способу производства сталь разделяют на мартеновскую, конверторную (кислородно-конверторную, бессемеровскую, томасовскую), электросталь и сталь, получаемую прямым восстановлением из обогащённой руды (окатышей). Мартеновский способ производства, бывший в свое время наиболее распространённым, сейчас утратил первостепенное значение и вытесняется более простым и экономичным, с точки зрения технологии производства, кислородно-конверторным способом. Предпочтение отдаётся также электроплавильным способам, которые позволяют получать сталь самого высокого качества.
По химическому составу сталь делят на углеродистую и легированную.
Углеродистая сталь -- железоуглеродистый сплав (0,02--2,14% С) с неизбежными примесями марганца (до 0,8%), кремния (до 0,5%), серы (до 0,06%), фосфора (до 0,07%) и газов (кислорода, водорода, азота), присутствующих в очень малых количествах -- тысячных долях процента. Железо и углерод являются основными компонентами, определяющими структуру и свойства стали.
Марганец, кремний, сера и фосфор относятся к постоянным, или обычным, примесям. Марганец и кремний необходимы по условиям технологии выплавки стали -- их вводят в расплав для её раскисления. Вредные примеси -- сера и фосфор -- попадают в сталь из руд и печных газов и не поддаются полному удалению на стадии металлургического передела.
Кислород, водород, азот также постоянно присутствуют в стали и относятся к скрытым вредным примесям.
Углеродистые стали в зависимости от содержания углерода подразделяют на низкоуглеродистые (до 0,25% С), среднеуглеродистые (0,25-- 0,60% С) и высокоуглеродистые (свыше 0,60% С).
Легированными называют стали, в состав которых кроме железа, углерода, обычных и скрытых примесей входят легирующие элементы: хром, никель, молибден, вольфрам и другие элементы, которые специально вводятся в сталь для придания ей требуемых свойств. Сталь также считается легированной, если содержание в ней кремния превысит 0,5%, а марганца -- 1%. Легированные стали в зависимости от системы легирования делят на марганцевистые, хромистые, хромоникелевые и т.д.
В зависимости от содержания легирующих элементов различают стали низколегированные (суммарное содержание легирующих элементов до 2,5%), среднелегированные (2,5--10%) и высоколегированные (более 10%). Если суммарное содержание легирующих элементов превышает 50%, т.е. преобладает над железной основой, то такой материал называется сплавом. Например, сплавы с заданным температурным коэффициентом линейного расширения, жаропрочные сплавы и многие другие.
По назначению стали классифицируют на конструкционные, инструментальные и специального назначения (с особыми свойствами).
Конструкционные стали применяют в машиностроении и строительстве для изготовления деталей машин, элементов конструкций и сооружений. В зависимости от назначения и требуемых свойств содержание углерода в различных марках конструкционной стали изменяется в пределах от 0,05 (листовая) до 1% (подшипниковая). Важнейшими характеристиками сталей, по которым осуществляется их выбор, являются механические свойства и прокаливаемость.
Среди конструкционных сталей различают цементуемые, улучшаемые, высокопрочные, автоматные, рессорно-пружинные, подшипниковые и некоторые другие.
Инструментальные стали служат для изготовления режущих, измерительных инструментов, штампов холодного и горячего деформирования. Основным требованием, предъявляемым к инструментальным сталям, является высокая твёрдость, в связи с чем они отличаются повышенным содержанием углерода (исключение -- стали для горячештампового инструмента, подвергаемого в процессе эксплуатации значительным динамическим нагрузкам). При выборе марки инструментальной стали в первую очередь учитывается её теплостойкость (красностойкость), т.е. способность стали длительно сохранять структуру и свойства при повышенных температурах в результате нагрева инструмента в процессе работы. Теплостойкость создают специальной системой легирования инструментальных сталей и применением особых режимов термической обработки.
Стали и сплавы специального назначения делят на две группы: с особыми химическими и с особыми физическими свойствами.
Стали и сплавы с особыми химическими свойствами (коррозионно-стойкие, жаростойкие, жаропрочные) предназначены для работы в агрессивных средах и при высоких температурах.
Стали и сплавы с особыми физическими свойствами (магнитные, с зданным температурным коэффициентом линейного расширения и др.) применяются в основном в приборостроении, электротехнической, радиотехнической и электронной промышленности.
2. сущность получения сплавов металлотермическим способом
Различные исследователи изучали восстановление галоидных солей (хлоридов, фторидов), а также окислов лантаноидов щелочными металлами, алюминием, магнием и щелочноземельными металлами.
Из теплот и свободной энергии образования галогенидов лантаноидов и распространенных металлов-восстановителей, можно заключить, что для хлоридов подходящими восстановителями могут служить натрий и кальций, а для фторидов -- кальций. При восстановлении хлоридов натрием, однако, не удалось получить редкоземельные металлы в виде слитка, хорошо отделяющегося от шлака.
При восстановлении галогенидов магнием и алюминием получаются сплавы редкоземельных элементов с восстановителями, причем выход в сплав недостаточно высокий. Магний может быть отделен от редкоземельного металла вакуумной дистилляцией при температуре выше температуры плавления лантаноидов, но алюминий достаточно полно этим способом не удаляется.
Лучшие результаты в отношении выхода, выплавки слитка и чистоты металлов получены при восстановлении галогенидов кальцием.
Этим методом могут быть получены все лантаноиды за исключением самария, европия и иттербия, восстановление которых протекает только до низших галогенидов. Для получения самария, европия и иттербия разработан метод восстановления их окислов лантаном, с одновременной вакуумной возгонкой этих металлов.
3. Сущность получения сплавов путем электролиза
Электролиз - это совокупность процессов, протекающих в растворе или расплаве электролита, при пропускании через него электрического тока. Электролиз является одним из важнейших направлений в электрохимии.
Электролиз получил широкое распространение в металлургии цветных металлов и в ряде химических производств. Такие металлы, как алюминий, цинк, магний, получают главным образом путем электролиза. Кроме того, электролиз используется для рафинирования (очистки) меди, никеля, свинца, а также для получения водорода, кислорода, хлора и ряда других химических веществ.
Сущность электролиза заключается в выделении из электролита при протекании через электролитическую ванну постоянного тока частиц вещества и осаждении их на погруженных в ванну электродах (электроэкстракция) или в переносе веществ с одного электрода через электролит на другой (электролитическое рафинирование). В обоих случаях цель процессов - получение возможно более чистых незагрязненных примесями веществ.
Если в электролите имеются ионы разных металлов, то первыми на катоде выделяются ионы, имеющие меньший отрицательный нормальный потенциал (медь, серебро, свинец, никель), щелочноземельные металлы выделить труднее всего. Кроме того, в водных растворах всегда имеются ионы водорода, которые будут выделяться ранее, чем все металлы, имеющие отрицательный нормальный потенциал, поэтому при электролизе последних значительная или даже большая часть энергии затрачивается на выделение водорода.
Путем специальных мер можно воспрепятствовать в известных пределах выделению водорода, однако металлы с нормальным потенциалом меньше 1 В (например, магний, алюминий, щелочноземельные металлы) получить электролизом из водного раствора не удается. Их получают разложением расплавленных солей этих металлов.
Нормальные электродные потенциалы веществ, указанные в табл. 1, являются минимальными, при них начинается процесс электролиза, практически требуются большие значения потенциала для развития процесса.
Разность между действительным потенциалом электрода при электролизе и нормальным для него потенциалом называют перенапряжением. Оно увеличивает потери энергии при электролизе.
4. Сущность процесса получения сплавов непосредственным сплавлением металлов.
Плавление - это физический процесс перехода металла из твердого состояния в жидкое расплавленное. Плавление - процесс, обратный кристаллизации, происходит при температуре выше равновесной, т. е. при перегреве. Поскольку жидкий металл обладает большей внутренней энергией, чем твердый, при кристаллизации выделяется теплота. Между теплотой Q и температурой кристаллизации Тк существует определенная связь. Степень перегрева при плавлении металлов не превышает нескольких градусов. В жидком состоянии атомы вещества из-за теплового движения перемещаются беспорядочно, в жидкости имеются группировки атомов небольшого объема, в их пределах расположение атомов аналогично расположению в решетке кристалла. Эти группировки неустойчивы, они рассасываются и снова появляются в жидкости. При переохлаждении жидкости некоторые крупные группировки становятся устойчивыми и способными к росту. Эти устойчивые группировки атомов называют центрами кристаллизации (зародышами). Для осуществления процесса плавления необходимо наличие некоторого перегрева над равновесной температурой, т. е. термодинамического потенциала. Выше равновесной температуры более устойчив жидкий металл, он имеет меньший запас свободной энергии. Ниже этой температуры более устойчив твердый металл. При равновесной температуре свободные энергии жидкого и твердого состояния одинаковы, поэтому при этой температуре обе фазы (жидкая и твердая) могут сосуществовать одновременно и притом бесконечно долго. Равновесная температура очень близка к температуре плавления Тпл, с которой ее часто сравнивают. При охлаждении переход из жидкого состояния в твердое сопровождается образованием кристаллической решетки, т. е. кристаллизацией. Чтобы вызвать кристаллизацию, жидкий металл нужно переохладить до температуры ниже температуры плавления.
Жидкости, находящиеся при температуре, близкой к температуре плавления называются расплавами. Расплавы бывают металлическими, ионными, полупроводниковыми, органическими и высокополимерными. В зависимости от того, какие химические соединения образуют расплавы, выделяют солевые, оксидные, оксидно-силикатные и другие расплавы.
Большинство расплавов имеют в составе искосаэдрические частицы.
В процессе плавления химические связи в расплавах подвергаются видоизменению. В полупроводниках наблюдается образование металлической проводимости, у некоторых галогенидов вместо ионной проводимости происходит снижение электрической проводимости из-за образования расплава с молекулярным составом. Уровень температуры также влияет на тип связи в расплавах.
Среднее координационное число и межатомные расстояния также являются характеристиками расплавов. В процессе плавления металлов происходит уменьшение координационного числа примерно на 10-15 %. В тоже время межатомные расстояния остаются прежними. При плавлении полупроводников происходит увеличение их координационного числа в 1,5 раза, расстояние между атомами также увеличивается. Многокомпонентные расплавы характеризуются неравновесными, метастабильными состояниями, которые имеют взаимосвязь со структурой первоначальных твердых фаз.
5. Назначение литейных и деформируемых литейных сплавов
Деформируемые сплавы. Эти сплавы алюминия могут быть подвергнуты упрочнению закалкой с послед. старением - естественным (при комнатной температуре) или искусственным (при повышенной температуре). В результате закалки образуется пересыщенный твердый раствор легирующих элементов в алюминии. из которого при старении выделяется избыток растворенных элементов в виде зон, метастабильных фаз и стабильных интерметаллидов. Некоторые сплавы алюминия, в частности содержащие хром, марганец, цирконий и железо, способны закаливаться из жидкого состояния; при этом концентрация элементов в пересыщенном твердом растворе может существенно превосходить максимальную равновесную для твердого состояния.
Дополнительное упрочнение деформируемых сплавов алюминия достигается применением нагартовки-холодной прокатки или растяжения полуфабрикатов. Эта операция используется для улучшения механических свойств термически неупрочняемых сплавов, при этом повышаются прочностные свойства и особенно предел текучести, а пластичность снижается. Для термически упрочняемых сплавов алюминия нагартовка производится после закалки перед старением либо после старения; в результате повышаются прочностные свойства при сохранении прежней вязкости разрушения. Полуфабрикаты из деформируемых сплавов алюминия изготавливают из слитков, получаемых методом непрерывной отливки с непосредственным охлаждением водой.
Деформируемые сплавы алюминия по величине разделяют на сплавы низкой (менее 300 МПа), средней (300-480 МПа) и высокой (выше 480 МПа) прочности. К первым относят А1 - Мn, большинство магналиев, Al-Mg-Si. Из них изготавливают фольгу для консервных банок, пробок, молочных фляг, электропровода, оконные рамы, окантовки дверей и др. Сплавы средней прочности - дуралюмины, ковочные Al-Cu-Mg и Al-Cu-Mg-Si, жаропрочные ковочные Al-Cu-Mg-Fe-Ni, криогенные и жаропрочные свариваемые Al-Cu-Mn, сплавы пониженной плотности Al-Li-Mg. Эти сплавы используют для изготовления осн. элементов несущих конструкций (работающих при комнатной и повышенной температурах и в криогенной технике), элементов двигателей внутреннего сгорания, газотурбинных двигателей и др. Высокопрочные сплавы Al-Zn-Mg-Cu, Al-Cu -- Mg-Li и Al-Cu-Li используют в сильно нагруженных конструкциях.
Порошковые и гранульные сплавы алюминия получают распылением жидкого Аl в воздухе или инертной атмосфере в специальных установках, обеспечивающих сверхвысокую скорость охлаждения (сотни тысяч - миллионы градусов в секунду). Размер частиц порошковых сплавов 5-500 мкм, гранульных - 1-2 мм.
Наибольшее применение имеют порошковые сплавы алюминия - САП (спеченная алюминиевая пудра) и САС (спеченный алюминиевый сплав). В САП упрочняющая фаза - мельчайшие частицы А12О3, образующегося при размоле в мельницах в окислительной атмосфере. Этот материал отличается высокой термической и коррозионной стойкостью. Он сохраняет прочность при температурах до 660°С (т-ра плавления А1) и даже несколько выше. САС содержит 25-30% Si и 5-7% Ni. Упрочняющая фаза - мельчайшие частицы интерметаллидов и А12О3. Этот сплав имеет более низкий температурный коэффициент линейного расширения [(11,5-13,5)*10 -6 К -1 ], чем большинство остальных сплавов алюминия сплавы.
Благодаря тому, что скорость охлаждения при получении порошковых и гранульных сплавов очень велика, удается создать материалы, представляющие собой пересыщенные твердые растворы. К ним относятся высокопрочные сплавы Al-Zn-Mg-Cu, жаропрочные Al-Fe-Ce, сплавы пониженной плотности А1-Mg-Li, пластичные Al-Cr-Zr. Св-ва порошковых и гранульных сплавов, особенно пластичность, улучшаются после вакуумной дегазации. Заготовки из порошковых сплавов алюминия сплавы имеют форму брикетов, из которых обработкой давлением получают полуфабрикаты. Порошковые сплавы применяют для изготовления деталей и узлов малонагруженных конструкций, работающих в интервале 250-500°С, высоконагруженных конструкций, работающих при комнатной температуре, в приборостроении.
Высокомодульные деформируемые сплавы Al-Be-Mg -- двухфазные гетерогенные системы. Они превосходят по модулю упругости пром. легкие сплавы в 2-3 раза; их плотн. 2,0-2,4 г/см 3 , модуль упругости 45 000-220 000 МПа, относит. удлинение 15-10%. Такие сплавы обладают также повыш. теплоемкостью и теплопроводностью. более высокой усталостной прочностью (в т.ч. уникальной акустич. выносливостью), меньшей скоростью роста усталостных трещин. Применяют их преим. для изготовления тонких жестких элементов несущих конструкций, что позволяет уменьшить массу изделия до 40%.
При получении изделий из сплавов алюминия обработкой давлением возможно использование сверхпластичности этих сплавов, которая реализуется при размере зерна в структуре сплава менее 10 мк, причем эта структура должна изменяться при температуре, превышающей половинное значение температуры плавления. Большая группа сплавов алюминия сплавы обладает эффектом сверхпластичности и находит промышленное применение. По свойствам различают три группы литейных сплавов: высокопрочные и средней прочности; жаропрочные (для работы до 200-400°С); коррозионностойкие (для работы в морской воде). Сплавы высокопрочные и средней прочности малопроницаемы для газов и жидкостей (могут выдерживать без утечки жидкости давление до 15-25 МПа); из них изготавливают отливки практически любых конфигураций и размеров всеми существующими методами литья. Для измельчения структуры и улучшения свойств силуминов в их расплав перед разливкой вводят небольшие кол-ва Na (в виде солей). Возникающая при этом пористость подавляется кристаллизацией под давлением в автоклавах.
Наибольшей жаропрочностью среди литейных сплавов обладают Al-Cu-Mg-Ni и Al-Cu-Ni-Mn; из них изготавливают литые поршни.
6. Маркировка алюминиевых сплавов
Состав промышленных алюминиевых сплавов регулируется ГОСТ 4784-97, ГОСТ 1583-93, ГОСТ 114-78 и др.
Для маркировки деформируемых алюминиевых сплавов применяют смешанную буквенную и буквенно-цифровую маркировки. Примеры приведены в таблице:
Вид алюминия (сплава алюминия)
Алюминий чистый, нелегированный
А999, А995, А99, А97, А95, А85, А8, А7, А7Е, А6, А5, А5Е, А0, АД0, АД1, АД00
Читайте также: