Технология наплавки цветных металлов
Обновлено: 19.09.2024
Наплавка – процесс нанесения присадочного слоя Ме на основной Ме, который расплавляется на небольшую глубину.
Наплавку применяют для восстановления изношенных деталей и для придания поверхностному слою Ме особых свойств – коррозионной стойкости, твердости, износостойкости. Наплавку осуществляют Ме того же состава, что и основной или др отличающегося по хим составу от основного Ме. На детали из стали и чугуна наплавляют цветные Ме (медь, латунь, бронзу), легированные стали, спец твердые сплавы. Для требуемой глубины расплавления регулируется степень нагрева основного и наплавленного Ме, при газопламенной наплавке регулировать нагрев легче. Газокислородное пламя защищает Ме от окисления его кислородом воздуха и от испарения элементов из наплавляемого Ме.
Недостаток: низкая производительность по сравнению с дуговой и увеличенная зона нагрева основного Ме, что приводит к остаточным напряжениям и деформациям.
Наплавка цветных Ме Газовую наплавку применяют для латуни. Медь и бронзу наплавляют в основном электрическими способами нагрева. Латунь наплавляют по детали для создания уплотнительных поверхностей в запоре арматуры. При наплавке латуней на черные Ме, требуются флюсы, лучше газообразные БМ-1. Выполняется левым способом в нижнем положении, для уменьшения испарения цинка используют науглераживающее пламя. Горючий газ – ацетилен, пропан-бутан, природный газ, наплавляемый Ме – все марки латуни, в которых содержание свинца не превышает 0,1%. Поверхность наплавляемого Ме перед наплавкой зачищают до блеска, присадочный материал также. Мощность сварочного пламени и диаметр присадочного прутка выбирают в зависимости от толщины наплавляемого слоя.
При наплавке чугуна учитывается, что при нагреве его до температуры 900-950 на его поверхности происходит выгорание графита. Поэтому сначала производят выжигание графита окислительным пламенем горелки, затем поверхность очищается Ме щеткой. При наплавке чугуна латунью возможно его отбеливание.
При газо-флюсовой наплавке чугуна и стали деталь нагревают горелкой до температуры 700С, флюс вводится автоматически. Наплавку выполняют левым способом снизу вверх, конец прутка погружается в ванну жидкого Ме. Поверхность наплавленного Ме должна быть гладкой и покрыта сплошной коркой шлака.
Наплавка твердыми сплавами – применяется для деталей, рабочие поверхности которых подвергаются износу. Например: буровой инструмент, зубья ковшей, режущий инструмент (резцы, сверла).
Наплавка производится на стальные детали. На высокоуглеродистые стали, марганцовистые, хром-молибденовые, склонные к закалке и чугун требует спец мер: перед наплавкой – подогрев, после – медленное охлаждение.
Присадочный материал – зернистые и порошковые наплавочные смеси, литые сплавы в виде прутков, стальные наплавочные проволоки, трубчатые наплавочные стержни. При газопламенной наплавке применяют порошки марок ПЕГ-ХН80СР-2. Размеры порошковых частиц – 40-100мкм.
Из износоустойчивых сплавов применяют сталениты. Сталенит – порошкообразная смесь, состоит из железа, марганца, кремния, хрома. В качестве литых сплавов – стеллиты (твердый раствор карбидов хрома в кобальте) и сормайты (твердый раствор хрома в железе и никеле), имеют Тпл = 1260-1300С. Сормайты не уступают стеллитам по твердости, но они более дешевые. Стеллиты имеют лучшие наплавочные свойства.
Сормайты выпускают в виде прутков диаметром 6-7мм, длиной – 400-450мм, трубчатые наплавочные материалы в виде железных и никелевых трубок, наполненных порошком карбида вольфрама и др тугоплавкими материалами. Трубчатый наплавочный материал применяется для деталей в условиях механического износа.
Наплавляют ацетиленокислородным пламенем с избытком ацетилена. Для массовых деталей – предварительный подогрев газовыми горелками до температуры 500-700С и медленное охлаждение после.
Для защиты наплавочного слоя используют флюсы составом: 1. бура прокаленная 20% + борная кислота 68% + плавиковый шпат 12%; 2. бура 50% + двууглекислая сода 47% + кремнезем 3%.
процесс наплавки выполняют в нижнем положении левым способом и правым. После наплавки деталь медленно охлаждают для предотвращения трещин в Ме.
Особенности технологии и виды наплавки металла
Сущность метода наплавки металла, особенности технологии и области применения. Разновидности наплавки: вибродуговая, газопламенная, плазменная, лазерная, индукционная. Классификация и основные виды оборудования.

Наплавка металла применяется для восстановления геометрии изношенных деталей машин и механизмов, формирования упрочняющих слоев металла на поверхности изделий и создания биметаллических структур.
По своей сути наплавка — это один из видов сварочных технологий, т. к. она основана на тех же физических и технологических принципах, что и традиционные виды сварки.
Для восстановления и защиты поверхностей деталей с помощью слоя расплавленного металла используют различные способы наплавки, отличающиеся друг от друга методами плавления и составами сварочной среды: электродуговые, газопламенные, плазменные, лазерные, индукционные и пр.
С помощью этой технологии можно наплавлять на рабочие плоскости стальных конструкций металлы различного химического состава, в том числе медь, бронзу, чугун, а также никелевые, кобальтовые и хромовые сплавы.

Особенности технологии и процесса наплавки
Технология наплавки позволяет добиться не только надежного сцепления наносимого металла с основой, но и получить требуемые физические и химические характеристики наплавленного слоя.
Первое достигается качественной подготовкой базового изделия и точным соблюдением технологических режимов, а второе — правильным подбором сварочных материалов.
Сущность наплавки состоит в равномерном нанесении узких полос расплавленного металла на поверхность детали таким образом, чтобы они соединились в сплошной металлический слой заданной толщины. При нанесении защитных покрытий он может составлять десятые доли миллиметра, а при восстановлении изношенных деталей — до десяти миллиметров.
В последнем случае должна быть обеспечена толщина припуска, достаточная для механической обработки детали (обточки, расточки или фрезеровки) до требуемого размера. Перед механообработкой наплавленный слой, как правило, отжигают, а после подвергают закалке с отпуском.

Виды наплавки металла
Технология наплавки должна обеспечивать как качество наплавленного слоя, так и минимальное воздействие на металл базовой детали, чтобы избежать ее деформации.
Кроме того, разные способы наплавки имеют различные скорости обработки и отличаются расходом сварочных материалов на единицу наплавленного металла. Каждый из них характеризуется собственным соотношением качества с производственными и экономическими показателями.
При этом в условиях реального производства наплавка деталей может выполняться не самым удачным способом. К примеру, многие предприятия не располагают оборудованием для электрошлакового наплавления, которое кратно экономит электроэнергию и наплавочные порошки, и применяют для тех же целей электродуговые методы.
Большинство наплавочных технологий ориентированы на работу с изделиями из стали, в том числе с нанесением на нее покрытий из цветных металлов. Как правило, среди них выделяются следующие виды:
- электродуговая;
- вибродуговая;
- газопламенная;
- плазменная;
- лазерная;
- индукционная;
- электрошлаковая;
- электроискровая.
Отдельной разновидностью этих технологий является наплавка баббитами, которая производится при температурах +300…+400 ºC с использованием газопламенного нагрева.

Электродуговая наплавка
Чаще всего для наплавления металла применяют традиционное электродуговое оборудование. При ручной дуговой наплавке это стандартные выпрямители и инверторы постоянного тока, подключенные плюсом на электрод, а минусом — на деталь.
Такая схема включения используется для снижения глубины проплавления и общего нагрева изделия. Вручную металлы наплавляют как штучными обмазанными электродами, так и с помощью аппаратов с нерасходуемыми электродами и полуавтоматов с защитной средой из газа.
Ручная электродуговая наплавка угольными электродами с использованием порошковых смесей применяется для создания упрочняющих поверхностных слоев. В этом случае для обеспечения устойчивого плавления металла в присадочном порошке применяют включение с прямой полярностью (плюс на детали), повышающее нагрев поверхностного слоя изделия.
В составе механизированного наплавочного оборудования обычно используют сварочные полуавтоматы с подачей сплошной или порошковой проволоки, позволяющей вести работу под флюсом.
Такие установки имеют высокую производительность и обеспечивают высокое качество наплавленной поверхности. На видео ниже показано восстановление слоя металла в посадочном отверстии детали горной техники в автоматическом режиме.
Основному процессу предшествует зачистка металла с помощью прямошлифовальной машинки и разогрев места наплавления газовой горелкой. В качестве присадочного материала используется наплавочная проволока с омеднением.
Вибродуговая наплавка с применением проволоки
Вибродуговая наплавка применяется для нанесения металла толщиной менее одного миллиметра с минимальным нагревом верхнего слоя основы.
Эта технология представляет собой прерывистый сварочный процесс, во время которого электрод совершает колебательные движения в осевом направлении с частотой до ста герц и амплитудой от 0.3 до 3 мм.
В результате таких колебаний время существования дуги составляет около одной пятой от времени всего рабочего цикла и на поверхность переносится малое количество металла. Поэтому глубина провара получается небольшой, а тепловое воздействие на основную деталь — минимальным.
Вибродуговое наплавление выполняют с помощью полуавтоматов, оснащенных специальными электромеханическими устройствами прерывистой подачи, при этом используется проволока для наплавки диаметром 1.6÷2 мм.
Процесс наплавления осуществляется в защитной среде из газа, водных растворов или пены.
Газопламенная наплавка
Газопламенная наплавка считается самым простым и доступным способом наплавления металла, при котором источником тепла служит пламя горящего ацетилена или пропан-бутановой смеси.
В качестве присадочного материала обычно применяется сварочная проволока или прутки, которые подаются в зону сварки ручным или механизированным способом, а для флюсов чаще всего используют смеси на основе буры и борной кислоты.
Детали небольшого размера наплавляют без предварительного разогрева, а крупные перед наплавкой необходимо нагревать до температуры не менее 500 ºC.
Кроме проволочных и прутковых присадок, при газопламенном наплавлении также используют порошковые, которые направляются в газовую струю из специального накопителя, плавятся в потоке пламени и в виде мелких капель металла оседают на поверхности детали.

Плазменная наплавка
Плазменная наплавка выполняется на специальных сварочных аппаратах, которые называются плазмотронами. Главным элементом такого оборудования является специальная горелка, в которой формируется поток газовой плазмы, достигающий температуры в несколько десятков тысяч градусов.
При плазменной наплавке применяют традиционные присадочные материалы, в том числе и гранулированные смеси, которые подают в рабочую зону механизированным способом.
Этот вид наплавочной технологии характеризуется небольшой глубиной проплавления основной детали в сочетании с качественной структурой наплавленного слоя металла.
Электрошлаковая наплавка
Электрошлаковая наплавка — это термический процесс, при котором источником нагрева гранулированной присадочной смеси, наносимой на поверхность детали, является шлаковая ванна.
Такое устройство представляет собой небольшую емкость с кристаллизатором, перемещаемую вдоль поверхности базовой детали. Сверху в нее опускается плавящийся электрод или подается гранулированная присадка, при этом плавление металла происходит под слоем шлака и флюса, защищающего зону наплавления от нежелательного воздействия атмосферных газов.
Вертикальное расположение шлаковой ванны способствует всплыванию пузырьков газа и частиц шлака, что способствует уменьшению количества пор и твердых включений в наплавленном металле.
Кроме того, шлаковый слой защищает от разбрызгивания металла и сохраняет тепло рабочей зоны, поэтому эта технология характеризуется пониженным энергопотреблением. Одними из немногих ее недостатков являются повышенная сложность технологического процесса и невозможность работы с деталями малого размера и сложной конфигурации.
Лазерная наплавка
Лазерная наплавка работает по тому же принципу, что и порошковые плазменная и газопламенная. Здесь также создается поток присадочного материала из порошка с соединениями металлов и флюса, только его расплавление производится при помощи сфокусированного луча лазера.
Основным элементом лазерных установок является специальная головка с соплом, в котором образуется нагретый лазером поток газа, и порошковым инжектором, впрыскивающим в этот поток присадочный порошок.
По сравнению с другими видами наплавочных технологий лазерная наплавка характеризуется высокой точностью и стабильностью технологических режимов.

Индукционная наплавка
Индукционная наплавка основана на расплавлении присадочного материала и верхнего слоя металла вихревыми токами, наводимыми на поверхность изделия с помощью высокочастотного поля.
Для этого на участок детали, предназначенный к наплавлению металлом, вначале наносится слой присадочного материала с флюсом. Затем над ним на небольшом расстоянии размещается индуктор, представляющий собой несколько витков медной трубки или шинки, на которую подается высокочастотное напряжение.
Глубина проплавления металла базовой детали зависит от частоты тока индуктора: чем выше частота, тем на меньшую глубину проникают вихревые токи. Этот метод наплавления имеет одну из самых высоких производительностей и обеспечивает минимальный нагрев металла изделия.
Электроискровая наплавка
Электроискровая наплавка — это одна из разновидностей электроэрозионной обработки, основанной на воздействии кратковременных электрических разрядов на поверхность металлического изделия.
Основные элементы электроискровой установки — это электромагнитный осциллятор и электрод, из которого при искровых разрядах вырываются частицы металла. Поскольку ионы металлов обладают положительным зарядом, электрод подключается к плюсу, а деталь — к минусу.
С помощью электроискрового метода наносят покрытия толщиной от нескольких микрон до 0.5 мм. При этом наплавленный металл получается плотным и мелкопористым, что способствует хорошему удержанию масла на поверхностях трения.
Одно из главных достоинств этой технологии — практически полное отсутствие нагрева обрабатываемой поверхности, что позволяет избежать деформации изделия и изменения структуры металла.
Применяемое оборудование
Оборудование для наплавки работает с использованием тех же источников питания и способов нагрева наплавляемого металла, что и сварочные установки. Его главное отличие — это наличие вспомогательных устройств, обеспечивающих подачу и распределение присадочных материалов по поверхности обрабатываемого изделия.
В качестве универсального оборудования для наплавки нередко используют сварочные устройства, которые при необходимости дополняют специальной оснасткой и приспособлениями.
Специализированное наплавочное оборудование обычно классифицируют по форме наплавляемых поверхностей: для плоских деталей, для тел вращения и для сложных профилей.
Присадочные материалы в таких установках наносят не только традиционными способами (проволока, прутки, сопловое распыление), но и с применением специальных технологий: спиральная укладка ленты, центробежное распределение присадочного материала и пр.
В продаже можно встретить малогабаритные установки электроискровой наплавки для домашнего применения, в аннотации к которым указывается, что с помощью этих устройств можно наплавлять металл толщиной до нескольких миллиметров.
Однако известно, что за один проход данная технология позволяет нарастить слой менее чем на десятую долю миллиметра. Как же достигается такая толщина и какого качества получается металл? Если кто-нибудь знает ответ на этот вопрос, поделитесь, пожалуйста, информацией в комментариях.
Наплавка цветных металлов и сплавов
Наплавку меди или бронзы на стальные, медные и бронзовые детали осуществляют ручной дуговой сваркой покрытыми электродами, дуговой сваркой в инертных газах неплавящимися вольфрамовыми электродами и угольными электродами с применением защитного флюса, нанесенного на присадочный пруток. Для наплавки используют электроды со стержнем из меди или бронзы. Применяют электроды марки К-100 («Комсомолец-100») со стержнем из меди М.1 и покрытием, замешанным на жидком стекле и состоящим из ферромарганца (47,5%), полевого шпата (12,5 %), плавикового шпата (15 %) и кремнистой меди (20 % ) Этими электродами сваривают медные детали между собой или выполняют наплавку меди на сталь.
При наплавке меди на медь применяют предварительный подогрев до температуры 300—500 °С, так же, как при сварке меди. Наплавленный слой подвергают проковке.
Применяют наплавочные электроды марки ЗТ со стержнем из кремнистой бронзы марки БрКМцЗ-1. Металл, наплавленный этими электродами, близок по химическому составу и свойствам к кремнистой бронзе. Наплавку выполняют короткой дугой, постоянным током обратной полярности. Для получения наплавленного металла нужного состава бронзовый стержень электрода подбирают другой марки с соответствующим составом покрытия.
Наплавку неплавящимся (вольфрамовым) электродом в азоте или в аргоне производят с применением присадочного металла из меди или ее сплавов в зависимости от требуемого состава наплавленного металла. Для наплавки употребляют азот особой чистоты и арі он высшего сорта (по ГОСТ 9293—74* и 10157—79*). Устойчивость дуги в азоте ниже, чем в аргоне, поэтому предпочтение отдается аргону, несмотря на его большую стоимость. Для такой наплавки можно использовать лантанированные вольфрамовые электроды, обладающие хорошей устойчивостью. Наплавку на сталь производят при минимальной погонной энергии и с минимальной глубиной проплавления стали. Для этого часто используют дополнительное охлаждение стали водой с обратной стороны, что ускоряет кристаллизацию наплавляемого слоя и предупреждает появление трещин в стали.
Наплавку меди и ее сплавов на сталь можно производить угольным электродом, используя в качестве присадочного металла медные или бронзовые прутки (марок МО, Ml, БрКМцЗ-1) Для улучшения процесса и качества наплавки эти прутки покрывают защитным флюсом (например, состоящим из 95 % порошка буры и 5% металлического магния, смоченных жидким стеклом) Для предупреждения науглероживания стали сварку ведут длинной дугой со скоростью более 15 м/с во избежание расплавления основного металла. Качество наплавки невысокое, поэтому такой способ не получил распространения. Для улучшения качества рекомендуются проковка шва при температуре 550—800 °С и быстрое охлаждение в воде.
1. Для чего производится наплавка металлов?
2 Какие способы ручной наплавки вы знаете?
3 Нужно наплавить изношенные зубья ковша экскаватора. Какими электродами это можно сделать?
4 Требуется наплавить изношенные ножи металлорежущих ножниц Что нужно для выполнения этой работы?
5 Какой способ ручной дуговой наплавки вы выберете для исправления изношенного бронзового подшипника?
6 Что такое стеллиты, сормайты, вокар? Какая разница между стеллитом и сталинитом?
Основные способы дуговой наплавки цветных металлов и сплавов
Ручная дуговая наплавка:
Электроды для наплавки 13КН/ЛИВТ, КПИ РИ-1, ОЗИ-3, ОЗИ-6, ОЗН/ВСН-9, ОЗН-300М, ОЗН-400М, ОЗН-250У, ОЗН-300У, ОЗН-350У, ОЗШ-3, ОЗШ-6, ОЗШ-8, Т-590, Т-620, ЦН-6Л, ЦН-12М, ЦН-14, ЦН-24, ЦНИИН-4, ЭА-48М/22 вы можете заказать позвонив по телефонам, 967-13-04
Ручную дуговую наплавку экономично применять при незначительном объеме наплавочных работ, а также при выполнении наплавки в различных пространственных положениях. Основное внимание при ручной дуговой наплавке стальными электродами (Рисунок 1) уделяется подготовке деталей к наплавке. Качество наплавочных работ в значительной степени зависит от состояния наплавляемой поверхности, поэтому все детали должны быть предварительно очищены. После очистки поверхности детали определяют величину и характер износа, наличие трещин, вмятин и т. п.
При выполнении любых наплавочных работ твердость и износостойкость наплавленного металла зависят от марки наплавочных электродов, химического состава основного металла, режима наплавки и количества наплавляемых слоев.
Недостатками ручной дуговой наплавки является ее относительно малая производительность, тяжелые условия труда, непостоянное качество наплавленного слоя. Повышения производительности при ручной дуговой наплавке можно добиться применением электродов больших диаметров, присадочного прутка, пучка электродов.
Рисунок 1. Схема ручной дуговой наплавки голым электродом (медь и ее сплавы)
Рисунок 2. Схема ручной дуговой наплавки покрытым электродом
Дуговая наплавка в защитном газе плавящимся электродом
Наплавка в защитных газах характеризуется универсальностью процесса: возможность наплавки во всех пространственных положениях, на объекты сложной геометрической формы без применения каких либо специальных приспособлений в зависимости от условий наплавки.
Наплавка в защитных газах целесообразна в тех случаях, когда невозможна или затруднена наплавка под флюсом.
При наплавке плавящимся электродом в защитных газах (Рисунок 3) сварочная ванна защищена от воздуха. Количество газа, которое необходимо подавать для оттеснения воздуха от сварочной ванны, зависит от ряда факторов: теплофизических свойств защитного газа, параметров наплавки (силы сварочного тока, напряжения на дуге, вылета электрода, скорости наплавки и т. д.) и конструкции газоэлектрической горелки.
Рисунок 3. Схема наплавки в защитном газе плавящимся электродом
В качестве защитных газов при наплавке (сварке) цветных металлов и сплавов применяют аргон, гелий или смесь инертных газов. При наплавке меди и ее сплавов можно применить азот. Для повышения стабильности горения дуги и отвода кислорода в защитный газ добавляют водород в количестве от 2 до 5 %.
Наплавку в защитных газах проводят обычно на постоянном токе обратной полярности. Это обеспечивает лучшую устойчивость горения дуги, мелкокапельный перенос металла, меньшее разбрызгивание.
При наплавке в защитных газах необходим мелкокапельный перенос электродного материала, при котором повышается стабильность горения дуги, уменьшается разбрызгивание, улучшается формирование шва. На характер электродного материала оказывает влияние совокупность следующих факторов: воздействие на металл электрических и магнитных сил, сил тяжести, поверхностного натяжения металла, давления выделяющихся из металла паров и газов. Степень влияния каждого из перечисленных факторов зависит от рода и полярности тока, режимов наплавки, материала электрода, состава дуговой атмосферы и т. д.
Увеличение производительности наплавки ограничивается диапазоном сварочного тока; увеличение тока приводит к повышению разбрызгивания наплавляемого металла, ухудшается формирование наплавляемого валика, в целом процесс наплавки начинает проистекать нестабильно.
Дуговая наплавка под флюсом
По-сравнению с наплавкой в защитных газах, наплавка под флюсом характеризуется высокой производительностью, минимальным (0,5-3%) коэффициентом потерь электродного металла. Кроме того, закрытая дуга позволяет избежать применения каких-либо дополнительных средств защиты от ее теплового и светового излучения, брызг и возможных выплесков металла из сварочной ванны.
В общем случае при наплавке под флюсом (Рисунок 4) дуга горит между электродом и изделием, к которому подведен ток, и образует на поверхности изделия ванночку расплавленного металла. Наплавляемый участок покрывает толстый слой сыпучего флюса. Дуга частично расплавляет флюс и горит внутри полости с эластичной оболочкой из расплавленного флюса – шлака. Расплавленный шлак надежно изолирует жидкий и перегретый металл от газов воздуха, предупреждает разбрызгивание и способствует сохранению тепла дуги. После затвердевания металла образуется наплавленный валик, покрытый шлаковой коркой и нерасплавившимся флюсом.
Рисунок 4. Схема наплавки под флюсом
Для наплавки (сварки) меди применяют плавленые флюсы марок АН-348А, ОСЦ-20С, АН-26С и бескислородные фторидные флюсы, например, марки АН-М1.
Для наплавки (сварки) титана и титановых сплавов применяют бескислородные флюсы АНТ-1, АНТ-3, АНТ-7 системы СаF2 – BCl2 – NaF.
Газопламенная наплавка
Наплавка — это процесс нанесения присадочных металлов на основной слой металла, верхний слой которого расплавляется на незначительную глубину. Наплавка используется для придания поверхностному слою металлов особых свойств, таких как: твердости, коррозионной стойкости, устойчивости к износу и т.д. Наплавку осуществляют с использованием металла того же состава, что и основной металл, или другим, который может отличаться по химическому составу и физическим свойствам от основного металла. Например, на детали из чугуна и стали наплавляют цветные металлы (бронзу, латунь, медь), чугун и легированные стали, а также некоторые специальные твердые сплавы. Чтобы получить требуемую глубину проплавления поверхности следует регулировать степень нагрева как наплавочных, так и основных металлов. В случае использования газопламенной наплавки регулировать степень нагрева присадочных и основного металлов намного легче, благодаря возможности их раздельного нагрева. Кроме того, газокислородное пламя защищает наплавочный металл от его окисления воздухом и испарения элементов, которые входят в состав наплавляемых металлов.
Одним из основных недостатков газопламенной наплавки — низкая производительность, в сравнении с дуговой и повышенная зона нагрева поверхности основного металла, что зачастую приводит к возникновению деформаций и остаточных напряжений в деталях. Поэтому, чаще всего газопламенная наплавка используется для обработки деталей небольших размеров. При этом, поверхность основного металла предварительно нагревают, но не доводят до расплавления. Потом подается присадка и, за счет ее расплавления, производится наплавление металла, за счет его растекания по поверхности. Очистка от окислов наплавляемой поверхности производится с помощью флюсов, которые используются как при газосварке, так и пайке.
Газопламенная наплавка может быть как однослойной, так и многослойной. При этом технология нанесения припоя практически не отличается, с одной только особенностью, что после нанесения первого слоя припоя, разогревание поверхности обрабатываемой детали не происходит. Предварительному подогреву подвергается нанесенный слой присадки. При использовании порошкообразных флюсов, их наносят вручную, и первый слой припоя наносится слоем не более полу-миллиметра. Таким же образом наносят последующие слоя, до получения валика необходимой высоты.
23.03.20 группа 749 "Наплавка цветных металлов и твердых сплавов: назначение, материалы для наплавки, технология выполнения. газопорошковая наплавка."

Наплавка цветных металлов. На детали из стали и чугуна наплавляют цветные металлы (медь, латунь, бронзу), легированные стали, специальные твердые сплавы. Газокислородное пламя защищает металлы от окисления его кислородом воздуха и от испарения элементов из наплавляемого металла. Для сварки меди и бронз используют нормальное пламя β = vO2/vC2H2 =1,05÷1,10, а для сварки латуней β= 1,3÷1,4 (с целью уменьшения выгорания цинка).
Наплавка меди.
При единичном производстве и ремонтных работах рекомендуется использовать газовую наплавку, в процессе которой осуществляется подогрев и начальная термическая обработка изделия. Газовую наплавку можно применять как для чистой меди, так и для ее сплавов.
Газовую наплавку меди ведут ацетилено-кислородным пламенем с использованием присадочных прутков из меди М1, М2, М3 и флюсов. Для уменьшения окисления меди при сварке применяют только восстановительное пламя. Избыток ацетилена вызывает реакцию восстановления закиси меди водородом и окисью углерода, содержащихся в пламени. В результате чего в наплавленном металле образуются поры и трещины ("водородная болезнь").
При изменении толщины свариваемых деталей от 1 до 15 мм и выше рекомендуются наконечники сварочной горелки от № 1 до 7. Присадочные прутки применяют иногда с повышенным содержанием фосфора (0,2-0,7%) или фосфора (0,2%) и кремния (0,15-0,30%).
Раскисление металла сварочной ванны, несмотря на защиту от окружающей среды продуктами сгорания, производится извлечением закиси меди флюсами или введением раскислителей через присадочную проволоку.
При газовой сварке (наплавке) меди используются флюсы, содержащие соединения бора (борная кислота, борный ангидрид, бура), которые растворяют закись меди, образуя легкоплавкую эвтектику, и выводят ее в шлак. Кроме соединений бора, флюсы могут содержать фосфаты и галиды. Предварительный и сопутствующий подогревы не исключаются.
Флюсы наносят на зачищенные и обезжиренные свариваемые кромки по 10—12 мм на сторону. Дополнительно их можно вносить с помощью присадочного металла, на который наносят покрытие из компонентов флюса и жидкого стекла с добавками древесного угля [10—20 % (по массе)]. При сварке алюминиевых бронз в состав флюса надо вводить фториды и хлориды, растворяющие Аl2О3, который получается при окислении алюминия в составе бронзы.
При сварке медных сплавов состав присадочной проволоки должен совпадать с составом основного металла. Медь больших толщин сваривают в вертикальном положении. После сварки осуществляют проковку в подогретом состоянии (до 300—400 °С) с последующим отжигом. При проковке получается мелкозернистая структура шва и повышаются его пластические свойства.
Свариваемый металл и электродная проволока перед сваркой тщательно очищаются от окислов механически (шабером, наждаком и пр.) или химически (травлением в растворе, содержащем в 1 л 75 мл HNO3, 100 мл H2,SO4, 1 мл НСl, остальное — дистиллированная вода, с последующей промывкой в воде, затем обезжириваются).
Наплавка латуни
Сплавы меди с цинком - это латуни, или медноцинковые латуни. Для улучшения свойств в сплав добавляют Al, Mn, Ni, Fe, Sn, Si и др. Такие латуни называются специальными.
Латуни обозначают буквой "Л", справа от которой пишут буквенное обозначение специально вводимых элементов (кроме Zn) затем цифру, указывающую процент меди, и проценты специально вводимых добавок в той же последовательности, в какой записаны сами элементы. В маркировке элементы обозначаются русскими буквами: Л - алюминий, Б -бериллий, О - олово, С - свинец, Н - никель, Мц - марганец, К - кремний, Мг - магний, X - хром, Ц - цинк.
ЛТ 96 - (томпак) означает медно-цинковую латунь с содержанием 96% меди и 4% цинка.
Л 68 - медноцинковая латунь с содержанием 68% меди и 32% цинка.
ЛАЖМц 70-6-3-1 - это специальная латунь с содержанием 70% меди, 6% алюминия, 3% железа, 1% марганца, 20% цинка.
Особенность сварки латуней - интенсивное испарение цинка при температуре 907°С. При этом ухудшаются механические свойства сварного соединения. Для уменьшения выгорания цинка эффективны сварка на пониженной мощности дуги, применение присадочной проволоки с кремнием, который создает на поверхности сварочной ванны окисную пленку (SiO2), препятствующую испарению цинка.
При сварке латуней следует применять кремнистую латунь ЛК80-3.
Наплавка алюминия.
Блоки цилиндров, картера сцеплений, головки блоков, крышки распределительных шестерен, впускные трубопроводы, корпуса масляных насосов и другие детали машин изготавливают из алюминиевых сплавов АЛ4 и АЛ9.
Характерными дефектами этих деталей являются трещины, отколы, пробоины, раковины. Сложность их наплавки обуславливается целым рядом причин:
алюминиевые сплавы обладают большой теплопроводностью, теплоемкостью и скрытой теплотой плавления, поэтому сварка должна выполняться мощным и концентрированным источником тока;
низкая удельная плотность (2,7 г/см3) и температура плавления (660 о С) алюминия по сравнению с тугоплавкой пленкой, образующейся на поверхности шва, Al2O3 (3,85 г/см3) и температура ее плавления (2050 о С) затрудняют процесс сварки;
высокий коэффициент линейного расширения (в два раза больше, чем в стали) приводит к деформациям и короблению алюминиевых деталей;
высокий коэффициент усадки (1,8 %) приводит к возникновению больших внутренних напряжений при остывании в местах сварки, в результате которых могут появиться трещины;
повышенная склонность к образованию пор, вызываемых выделением водорода, требует предварительного подогрева детали до 100…130 0С;
алюминиевые сплавы при плавлении не меняют цвета, что затрудняет определение начала плавления металла, результатом чего может быть проваливание стенки детали под силой тяжести расплавленного металла.
Газовая наплавка деталей из алюминиевых сплавов ведется строго нейтральным пламенем. Мощность горелки выбирается из расчета расхода ацетилена 0,075…0,1 м 3 /ч на 1 мм толщины свариваемого металла.
В качестве присадочного материала используют сварочную проволоку марки СвАМц. Могут быть также использованы прутки, отлитые из выбракованных алюминиевых деталей.
Для разрушения окисной пленки используют флюс АФ-4А (состоящий из хлористого натрия – 28 %, хлористый калий – 50 %, хлористый литий – 14 %, фтористый натрий – 8 %), АН-4А, АН-А201. Флюс образует с окислами легкоплавкие с небольшой плотностью растворы, которые выплывают на поверхность сварочной ванны в виде шлака.
Подготовка деталей к сварке включает механическую обработку трещины (зачистка, разделка), химическое обезжиривание ацетоном и каустической содой, промывку водой, осветление 20 % - ным раствором азотной кислоты и повторную промывку водой.
Сварка (наплавка) ведется непрерывно, без отрыва пламени от сварочной ванны, концом присадочной проволоки размешивается расплавленный металл. После чего деталь медленно охлаждают, сварочный шов освобождают от шлака и промывают горячей водой от остатков неиспользованного флюса.
Наплавка твердыми сплавами – применяется для деталей, рабочие поверхности которых подвергаются износу. Например: буровой инструмент, зубья ковшей, режущий инструмент (резцы, сверла).
Наплавка производится на стальные детали. На высокоуглеродистые стали, марганцовистые, хромомолибденовые, склонные к закалке и чугун требует специальных мер: перед наплавкой – подогрев, после – медленное охлаждение.
Твердыми сплавами называют сплавы карбидо- и боридообразующих металлов - хрома, марганца, титана, вольфрама и других с углеродом, бором, железом, кобальтом, никелем и пр. Они могут быть литыми и порошковыми.
Технология наплавки
Перед наплавкой устанавливают высоту наплавочного слоя, поверхность, подлежащая наплавке, должна быть очищена от грязи, ржавчины, окалины, масла и влаги. При наложения первого слоя наплавки стремятся каждый предыдущий валик перекрывать на 25-30% его ширины, сохраняя при этом постоянство его высоты. При необходимости увеличить высоту наплавочного валика производят наплавку следующего валика, очистив наплавленный слой от неметаллических включений и шлака, образованных при наложении предыдущего слоя.
В зависимости от марки металла наплавка может выполняться без подогрева изделия и с предварительным подогревом.
Основными требованиями, предъявляемыми к качеству наплавки, являются: надежное сплавление основного металла с наплавленным, отсутствие дефектов в наплавленном металле, идентичность свойств наплавленного и основного металла.
Газопорошковая наплавка.
Газовую наплавку широко применяют в промышленности. Её можно подразделить на газовую наплавку с присадкой прутков или проволоки, газопорошковую наплавку и газопламенное напыление.
Процесс газопорошковой наплавки состоит в напылении порошкового сплава посредством специальной газопламенной горелки на предварительно подогретую поверхность изделия, оплавления нанесенного покрытия.
Газопорошковая наплавка позволяет восстанавливать поверхности деталей слоем 0,1 мм и выше без разбавления основным металлом, так как переходная зона при этом составляет 100 – 120 мкм. При газопорошковой наплавке обеспечиваются более благоприятные условия для предотвращения окисления и испарения компонентов наплавляемого металла.
Процесс газопорошковой наплавки осуществляется при помощи специальных газопламенных горелок. Для их работы чаще всего используется нормальное кислородно-ацетиленовое пламя (соотношение O2:C2H2=1:1). Кислородно-ацетиленовое пламя обладает высокой температурой (~ 3 200 °С), которая на 200 – 300 °С выше температуры пламени других горючих смесей.
Состав пламени в основном определяет металлургические процессы при плавлении и затвердевании сплава. Характерным признаком неправильной регулировки пламени является появление в покрытии пор (за счет избытка кислорода происходит образование СО, при избытке ацетилена наблюдается водородная пористость).
При инжектировании порошка в горелку с осевой подачей порошка состав горючей смеси может меняться, т.к. в процессе наплавки под влиянием инжектирующего действия кислородной струи вместе с частицами порошка происходит подсос воздуха, в результате отрегулированный состав нейтрального пламени становится окислительным. Это необходимо учитывать при работе с газопорошковыми горелками. Газопорошковая наплавка производится с применением самофлюсующихся порошковых сплавов на никелевой, кобальтовой или железной основе, содержащих такие элементы, как С, Сr, В, Si и др.
Положительными сторонами газопорошковой наплавки являются:
1. Сравнительная простота применяемого оборудования, небольшие эксплуатационные издержки.
2. Высокая производительность процессе (до 2 кг/ч).
3. Возможность получения покрытий с заданными физико-механическими свойствами.
4. Получение покрытий без пор, трещин, шлаковых включений.
5. Возможность нанесения покрытий от 0,1 до 3,0 мм.
6. Доступность (не требуется высокая квалификация обслуживающего персонала).
Отрицательные стороны газопорошковой наплавки:
1. Выгорание легирующих элементов.
2. Необходимость тщательной подготовки поверхности детали и присадочного материала.
3. Медленный, плавный нагрев может оказывать влияние на структуру основного металла, вызывать коробление.
4. Относительно высокая стоимость порошковых сплавов.
Области применения процесса газопорошковой наплавки определяются в основном свойствами порошковых наплавочных сплавов. Сплавы на основе кобальта отличаются высокой износостойкостью, жаропрочностью, стойкостью против коррозии, стабильностью структуры, низким коэффициентом трения, хорошей полируемостью. Характерные объекты для наплавки кобальтовыми сплавами (стеллитами); уплотнительные поверхности гидроарматуры, выпускные клапаны двигателей внутреннего сгорания, детали насосов, инструмент для горячей обработки металлов, коромысла толкателей и др.
Сплавы на основе никеля системы Ni-Cr-B-Si обладают хорошей жаростойкостью, достаточно высокой стойкостью в агрессивных средах. Характерные объекты для наплавки никелевыми сплавами: детали, подвергающиеся совместному действию износа и коррозии, нагреву до высоких температур. Это детали арматуры для пара и воды, клапаны ДВС, детали водяных насосов, шнеки.
Кроме того, газопорошковой наплавкой можно восстанавливать и упрочнять рабочие поверхности распределительных валов, вилок и рычагов переключения, муфт и другие, а также заделывать трещины, поры, раковины в корпусных деталях.
Технологический процесс нанесения покрытий газопорошковой наплавкой включает следующие операции:
- подготовку порошковых материалов;
- подготовку дефектной поверхности к восстановлению;
- наплавку порошковых материалов;
- контроль качества нанесенного покрытия.
Подготовка порошковых материалов. Перед использованием порошки необходимо просушить в сушильном шкафу при температуре 130 – 150 °С в течение 3 – 5 ч, периодически перемешивая их. Толщина слоя засыпки должна быть не более 20 мм. Перед наплавкой порошок должен быть просеян через сито с номерами сетки 0,05 – 0,10 ГОСТ 6613–86.
Подготовка поверхности к восстановлению. Поверхность детали следует очистить от всех видов загрязнений металлической щеткой. При восстановлении корпусных деталей разделку раковин производить шлифмашиной вручную. Рыхлый и пористый металл удалить. Стенки разделанных поверхностей должны бить прямые или с расширением кверху.
Наплавка порошковых материалов. Наплавку материала на дефектную поверхность следует производить в следующей последовательности:
- нагреть поверхность нормальным пламенем горелки до температуры 300 – 400°С с расстояния 10 – 30 мм, осуществляя возвратно-поступательное перемещение пламени горелки по всей поверхности;
- пронести горелку с полностью открытым рычагом подачи порошка над восстановленной поверхностью. Напыляемый порошок должен образовать тонкий слой на поверхности, после чего прекратить подачу порошка;
- нагреть покрытие до расплавления;
- наплавку порошкового сплава проводить без расплавления основного металла при пульсирующей подаче порошка, чтобы обеспечить полное расплавление его частиц. Наплавку следует начинать с центра и по мере заполнения переходить к краям до полного выравнивания с поверхностью. Положение горелки относительно поверхности перпенди-кулярное;
- по окончании наплавки отвести пламя горелки на расстояние 50 – 60 мм, прогреть восстановленную поверхность и прилегающий участок основного металла.
Контроль качества нанесения покрытия. Контроль качества наплавленного слоя заключается в визуальном осмотре восстановленной детали. Не допускаются отслоения, растрескивания, поры, трещины.
Газопорошковая наплавка позволяет упрочнять детали сложной конфигурации слоем минимальной толщины (0,1—0,3 мм) без разбавления основным металлом, так как зона перехода составляет всего 100—120 мкм. Для наплавки используют специальные горелки (рис. 1).
Кислород по трубке 8 поступает через инжектор 10 в камеру смешения 9. Ацетилен по трубке 7 подается в канал 6, окружающий инжектор. Из канала 6 ацетилен инжектируется струей кислорода, вытекающего из инжектора, в камеру смешения 9, где газы смешиваются, по трубке 5 поступают в мундштук 1 и, выходя из него, сгорают, образуя сварочное пламя 2. После установления необходимого состава пламени и разогрева детали открывают отсекатель порошка (на рис. 1 не показан). Из бункера 13 порошок под действием собственного веса и инжектирующего действия кислородной струи, выходящей из инжектора 12, попадает в смесительную камеру 11, где смешивается с кислородом. Поток кисло- родно-порошковой смеси поступает в инжектор 10, обеспечивая инжекцию горючего газа — ацетилена. На выходе из мундштука ацетилено-кислородная смесь горит в виде пламени, которое обеспечивает необходимый нагрев наплавляемой поверхности 4 и частиц порошка, создавая общую сварочную ванну 3.
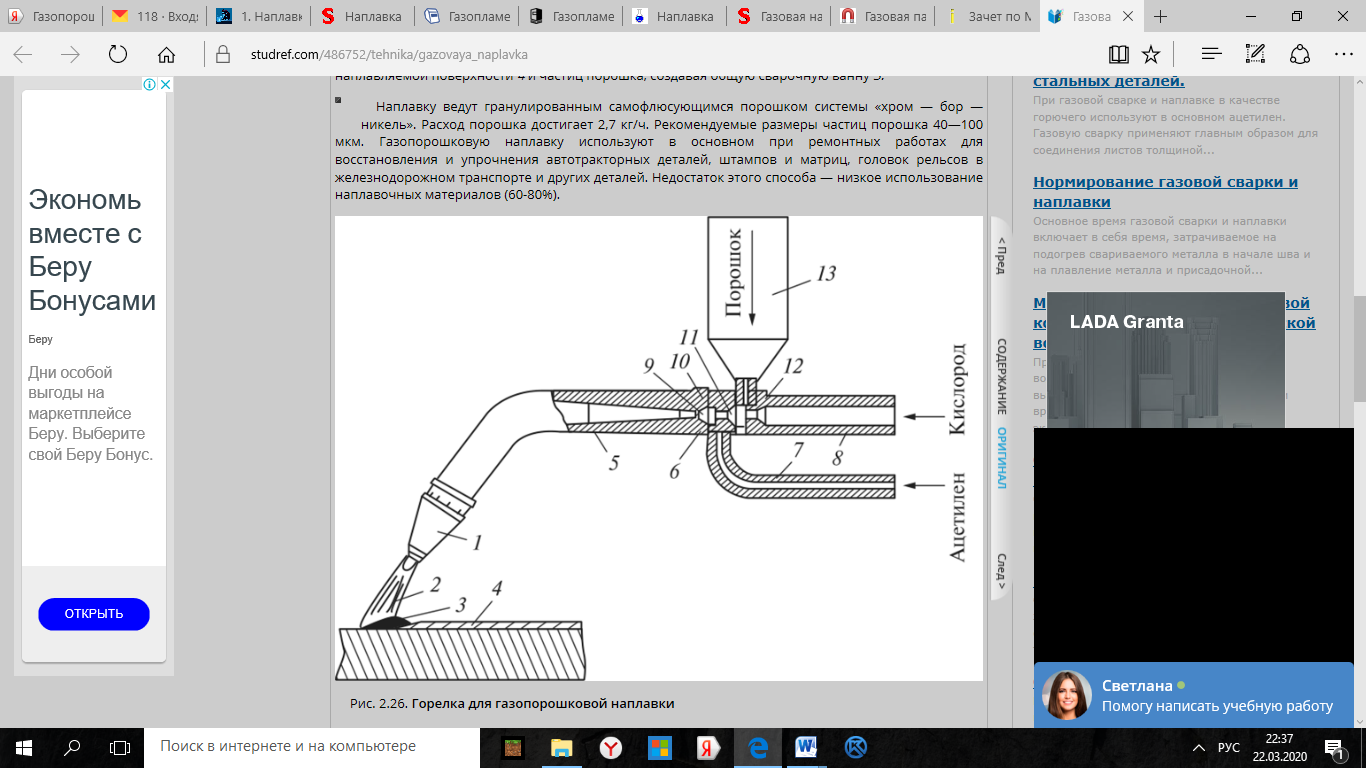
Рисунок 1 - Горелка для газопорошковой наплавки
Наплавку ведут гранулированным самофлюсующимся порошком системы «хром — бор — никель». Расход порошка достигает 2,7 кг/ч. Рекомендуемые размеры частиц порошка 40—100 мкм. Газопорошковую наплавку используют в основном при ремонтных работах для восстановления и упрочнения автотракторных деталей, штампов и матриц, головок рельсов в железнодорожном транспорте и других деталей. Недостаток этого способа — низкое использование наплавочных материалов (60-80%).
Наплавка напылением.
Газопламенное напыление с последующим оплавлением (наплавка напылением) позволяет наносить тонкий износостойкий слой без деформации изделия и основан на применении сплавов «никель — хром — кремний — бор» в виде порошков с температурой плавления 1020— 1080°С. Данные сплавы являются самофлюсующимися, так как при плавлении образуют защитные стеклообразные шлаки. Технологически способ состоит из двух процессов — напыления покрытия и его оплавления. Процесс газопламенного напыления включает в себя нагрев материала до жидкого состояния, его распыление газовой струей и нанесение с большой скоростью на обрабатываемую поверхность. При ударе частицы соединяются между собой и с поверхностью, образуя напыленный слой. Поверхность изделия перед напылением подвергают пескоструйной обработке. Для напыления используют газопламенные горелки порошкового типа, в частности те, которые применяют для газопорошковой наплавки.
Процесс оплавления осуществляют теми же горелками, что и напыление, а также индукционным, печным или плазменным способами. При оплавлении напыленную поверхность нагревают до тех пор, пока она не заблестит и в ней не отразится пламя, при этом происходит сплавление оплавленного слоя с основным металлом. В связи с тем, что оплавлению покрытия предшествует предварительный подогрев детали до температуры 800—900°С, этот способ применяют для сравнительно небольших изделий, масса и форма которых дают возможность нагревать их до требуемых температур без затруднения.
Газопламенным напылением с последующим оплавлением упрочняют плунжеры, лопатки вентиляторов, лемехи плугов, штампы и т.п.
Форма отчета:
В рабочих тетрадях подготовить отчет в виде краткого конспекта согласно следующей структуры:
ТЕМА: НАПЛАВКА ЦВЕТНЫХ МЕТАЛЛОВ И ТВЕРДЫХ СПЛАВОВ: НАЗНАЧЕНИЕ, МАТЕРИАЛЫ ДЛЯ НАПЛАВКИ, ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ. ГАЗОПОРОШКОВАЯ НАПЛАВКА.
Газопламенная наплавка цветных металлов
Газопламенную наплавку применяют преимущественно для латуней. Медь и бронзу целесообразней наплавлять с применением электрических способов нагрева. Латунь наплавляется на детали для создания уплотнительных поверхностей в запорной арматуре. При наплавке латуней на черные металлы, как правило, требуется применение флюсов. Наилучших результатов при газопламенной наплавке латуни на сталь и чугун достигают при использовании газообразного флюса БМ-1. Обычно наплавка выполняется левым способом в нижнем положении. Для уменьшения испарения цинка при газопламенной наплавке латуни используют науглероживающее пламя. В качестве горючего газа применяют ацетилен, пропан-бутан и природные газы. В качестве наплавочного материала применяют все марки латуней, в которых содержание свинца не превышает 0,1%.
Поверхности наплавляемых деталей перед наплавкой зачищают до металлического блеска. Присадочный металл также очищается от загрязнений и оксидов. При наплавке на крупногабаритные Детали их подогревают до температуры 500°С. Мощность сварочного пламени и диаметр присадочного прутка выбирают в зависимости от толщины наплавляемого слоя.
Газопламенная наплавка бывает как однослойная, так и многослойная. При наложении последующих слоев оплавляется предыдущий слой на глубину около 30% его толщины. Флюс вводят в наплавочную ванну вручную. Поверхность металла перед нанесением флюса нагревают до температуры 900-950°С. После нанесения флюса наплавляют первый слой толщиной. 0,3-0,5 мм. Техника газопламенной наплавки латуни на сталь и чугун в основном одинакова. При наплавке чугуна необходимо учитывать, что при нагреве его до температуры 900-950°С на его поверхности происходит выгорание графита, продукты сгорания которого затрудняют смачивание. Поэтому графит вначале выжигают с поверхности наплавки окислительным пламенем горелки. Затем наплавляемая поверхность тщательно зачищается металлической щеткой. При наплавке чугуна латунью возможно также его отбеливание. Газопламенную наплавку чугуна латунью с применением порошковых флюсов применяют в ограниченных случаях. При газофлюсовой наплавке чугуна и стали деталь нагревают горелкой до температуры около 700°С, до 500°С нагревают без подачи флюса в пламя горелки, далее только с флюсом. Схема газофлюсовой наплавки представлена на рисунке 1.
1 - основной металл, 2 - слой полуды, 3 - жидкая ванна, 4 - пленка флюса, 5 - наплавленный валик
Рисунок 1 - Схема газофлюсовой наплавки
Наплавляемую поверхность располагают под углом 0-10° к горизонтали. Наплавку выполняют левым способом снизу вверх. Угол наклона мундштука горелки к горизонтали 30-60°, угол между мундштуком горелки и прутком 90-110°. Конец прутка погружается в ванну жидкого металла. При нормальном процессе наплавки испарение цинка отсутствует, наплавляемый валик ложится компактно; часть ванны, не подвергающаяся воздействию пламени, закрыта сплошной пленкой шлака. Поверхность наплавленного металла должна быть гладкой и покрыта сплошной коркой шлаков. При наплавке последующих слоев наплавку осуществляют по той же схеме, только может быть увеличен угол наклона между мундштуком и основным металлом. Так как наплавка с применением газообразного флюса ведется при низких температурах, то графит при наплавке чугуна не выгорает. Очистка и проковка предыдущих слоев при наплавке последующих не требуется.
Читайте также: