Температура нагрева металла при выполнении местного отпуска составляет до 600
Обновлено: 17.05.2024
Отпуск представляет собой процесс термообработки закаленной стали, предусматривающий ее нагрев. При этом температура должна быть меньше ее значения в критической точке Ac1. Проведение данной операции преследует цель получения требуемой совокупности механических качеств и формирования у металла равновесной структуры. В ходе процедуры отпуска завершаются фазовые трансформации в мартенсите, а микроструктура обретает очень устойчивое состояние.
Что это такое
Термическая технология отпуска используется для деталей, подвергшихся закалке. Необходимость в ее проведении обусловлена возникновением в металле изготовления внутренних напряжений в ходе его закаливания. По этой причине он обретает хрупкость и становится неспособным выдерживать серьезные внешние нагрузки.
Устранение этих последствий осуществляется выполнением таких действий:
разогрев изделий в печах. Температура (обозначение Т) может принимать значения из широкого диапазона: + 100 °C≤Т≤ +650 °C;
выдерживание на протяжении требуемого временного интервала – от пятнадцати минут до нескольких часов;
медленное постепенное охлаждение.
В результате такой последовательности мероприятий выделится излишний углерод (элемент С), структура сплава перестроится и станет более упорядоченной, а кристаллическое строение избавится от дефектов. Прошедшие обработку материалы обретут пластичность. Кроме того, снизится их хрупкость, а прочность сохранится на достаточном уровне.
Разновидности
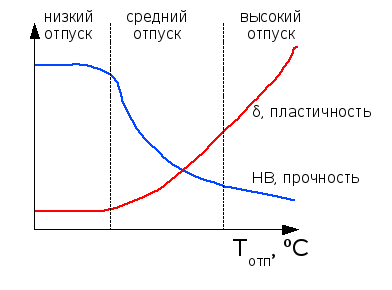
Самой главой характеристикой процедуры отпуска является температура, при которой она выполняется. По этому показателю данная термообработка подразделяется на три вида. Рассмотрим их несколько подробнее.
Низкий отпуск
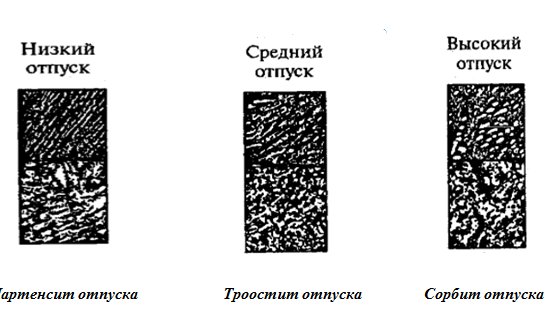
Термическая обработка данного вида предусматривает разогрев детали до температуры, изменяющейся в пределах + 100 °C≤Т≤ +250 °C. Продолжительность техпроцесса обычно вписывается во временной интервал от одного до трех часов. Точное значение данного параметра определяется габаритами заготовки и ее типом. В ходе низкого отпуска наблюдается явление диффузии микрочастиц углеродсодержащих компонентов, не сопровождающееся рекристаллизацией, а также полигонизацией молекулярной решетки. Благодаря этому улучшается ряд свойств материала:
степень химической инертности;
повышается уровень пластичности;
возрастают прочностные характеристики.
Низкий отпуск причисляется к категории универсальных технологий. Однако в большинстве случаев он используется для изделий, в качестве сырья для изготовления которых применялись стали высокоуглеродистые и содержащие легирующие добавки (например, режущие инструменты в виде ножей, кухонная посуда и т.д.).
Основное требование к низкому отпуску формулируется следующим образом: нужно исключить возможность разогрева металла выше отметки +250 °C. Иначе он попадет в пределы действия островка хрупкости I рода, из-за чего деталь может необратимо прийти в негодность.
Средний отпуск
Этот метод термообработки выполняется путем разогрева металла и его выдержки с поддержанием температуры в диапазоне + 300 °C≤Т≤ +450 °C обычно на протяжении не менее 2-х и не более 4-х часов. Охлаждение происходит на открытом пространстве в условиях естественной окружающей среды. При этом такие вышеупомянутые процессы, как
перестройка металла, сопровождающаяся упорядочиванием его дислокационной структуры – полигонизация;
формирование и увеличение в размерах одних зерен кристалла за счет иных – рекристаллизация
не проявляются в ходе активной диффузии частиц элемента углерод (С).
Главная цель термообработки рассматриваемого вида – придание деталям требуемых показателей упругости, релаксационной устойчивости, вязкости не в ущерб высоким прочностным свойствам. Сплавам, полученным способом среднего отпуска, характерна трооститная структура и им присуща твердость, устанавливаемая по методике Роквелла, на уровне от 45НRС до 50НRС.
Данный метод термообработки актуален, преимущественно, для элементов конструкций и метизов, при производстве которых использовались стали рессорно-пружинного типа. (например, 65C2BA. 70C3A). В число таких изделий входят: гнутые стальные полосы, соединенные воедино скобами – рессоры; ковочные одно- и многоручьевые штампы; упругие элементы в виде спирали – пружины; пилы, предназначенные для работы с деревом и т.д. К ним выдвигается такое основное требование: устойчивость к воздействию переменных динамических нагрузок.
Высокий отпуск
Термообработка этого типа предусматривает разогрев деталей до температуры, принимающей значения из диапазона + 500 °C≤Т≤ +680 °C. Продолжительность высокого отпуска составляет приблизительно часа 2-3. На обработку очень сложных изделий может уйти до 6 часов.
внутреннее напряжение, имеющее место в металле, снижается на 95 процентов;
повышается показатель ударной вязкости;
возрастает уровень пластичности материала.
Но все это происходит на фоне снижения прочностных характеристик сплава. Его структура становится сорбитоподобной. То есть обработанный металл в этом случае представляет собою смесь цементита с ферритом, обладающими зернистым строением. При нагревании до температуры, колеблющейся в районе +680 °C, структура сплава будет отличаться преобладанием зернистого перлита.
Термообработка высоким отпуском используется для изделий, подвергающихся во время работы воздействию повышенных импульсных нагрузок. Это, например, подвижные детали, соединяющие поршень с шатунной шейкой коленчатого вала силового агрегата – шатуны; кузнечные молоты всех видов, начиная с паровоздушных, включая гидравлические и заканчивая пневматическими; прессы.
Отпуск сталей легированных. Особенности
Производятся стали данного типа путем введения в железо-углеродный сплав некоторых легирующих добавок, включающих такие элементы, как вольфрам (W), ванадий (V) и хром (Сr). За счет этого совокупность его физико-химических характеристик претерпевает значительные изменения. Именно легирующие компоненты при определенных температурных режимах процессов разогрева и охлаждения становятся центрами кристаллизации. Поэтому выбор условий термообработки требует особо тщательного подхода.
Все главные свойства сталей с легирующими добавками – физико-химические характеристики, фазовые, в том числе равновесные состояния, строение – являются параметрами производными от температуры разогрева. Данный фактор обусловливает возникновение определенной проблемы. Формулируется она так: мартенсит по причине наличия вышеуказанных примесей распадается медленнее, в сравнении с процессом отпуска, когда они отсутствуют. Решается эта проблема путем установки повышенной температуры в печи, в которой проводится термообработка легированного сплава.
Островки хрупкости
Рассматриваемая термообработка требует тщательного соблюдения требований, касающихся температурного режима на протяжении всего цикла. Причина – возможность появления т.н. отпускной хрупкости.
Происходит это явление, когда температура обрабатываемой детали начинает принимать значения из определенных диапазонов числовых значений. Именно эти диапазоны получили название «островки хрупкости». Сопровождается данное явление структурными изменениями (могут быть как обратимыми, так необратимыми) в конструкционных сплавах и сталях с легирующими добавками, вызывающими ухудшение их характеристик. Проявляется это в:
неравномерном протекании процесса диффузии частиц углеродсодержащих компонентов;
нарушении кристаллического строения металла;
возрастании хрупкости сплава до критического уровня.
Отпускную хрупкость принято подразделять на два рода. Принадлежность этой характеристики к одному из них определяет температурный диапазон, а также факторы, связанные с произошедшими в структуре материала нарушениями.
Хрупкость первого рода
Наблюдается такая хрупкость чаще всего, когда температура детали находится в пределах + 250°C≤Т≤ +400 °C. Проявляется она, практически у всех углеродистых конструкционных сплавов и является необратимой. В случае перехода металла в это состояние он теряет пригодность к эксплуатации и обычно отправляется на переплавку. Не допустить появление хрупкости I-го рода можно. Для этого нужно нагревать деталь так, чтобы ее температура была вне пределов диапазона, в котором находится «островок отпускной хрупкости».
Хрупкость второго рода (обратимая)
Появляется хрупкость второго рода, как правило, при разогреве изделия до температуры в диапазоне + 500°C≤Т≤ +550 °C. Причина ее возникновения кроется в излишне медленном остывании обработанной детали. Но хрупкость II-го рода поддается исправлению. Для этого проводится дополнительная термообработка, включающая следующие этапы:
изделие повторно подвергается разогреву до отметки не ниже 500°C;
деталь помещается в среду, изменяющую свое агрегатное состояние – масляную, где ей обеспечивается ускоренное охлаждение.
Имеется еще один вариант решения проблемы: в сплав вносятся такие элементы, как вольфрам либо молибден. Количество первого должно составлять где-то 1% от общего веса сплава, а второго – не меньше 0,3% и не больше 0,4%.
Ну а самый надежный способ ухода от необходимости решать эту проблему – нагревать изделие так, чтобы его температура не принимала значение в диапазоне «островка отпускной хрупкости второго рода».
Особенности термообработки инструментальных сталей
Все вышеперечисленные методы отпуска сплавов подходят для термообработки стальной продукции с содержанием элемента углерод, не превышающим 0,7%. Для инструментальной стали (в ней углерод присутствует в большем количестве) применяются иные технологии. Коротко рассмотрим лишь основные.
Сплавы быстрорежущие инструментальные
Подвергать такие сплавы отпуску не рекомендуется по причине наличия в их составе ванадия, кобальта (Со), молибдена, вольфрама. При нагреве физико-химические характеристики этих элементов изменений не претерпевают, поскольку они весьма устойчивы к воздействию повышенных температур. Заменить отпуск можно многоступенчатой закалкой, предусматривающей разогрев:
первичный – до температуры Т=800°C;
вторичный – до Т=1050°C;
финишный – до температуры Т=1200°C;
с последующим ускоренным охлаждением в масляной рабочей среде.
Сплавы инструментальные обычные
Термообработка сплавов данного типа – процесс двухэтапный:
закалка в соляных расплавах. Проводится при температуре + 450°C≤Т≤ +500 °C;
двойной отпуск длительностью, не превышающей один час, при температуре +550°C≤Т≤ +600 °C.
Следует учесть один важный момент, касающийся отпускной способности II-го рода: при разогреве инструментальных сталей она исключается.
Отпуск стали в бытовых условиях
Домашние мастера подвергают термообработке чаще всего детали транспортных средств, а также кухонную утварь – металлические кружки, вилки и ножи. Но у бытовой металлургии имеется немало ограничений. И рядовой обыватель может их просто не знать. Назовем лишь некоторые проблемы, заняться решением которых ему, скорей всего придется.
В обычных домашних печах разогреть сплав до требуемой высокой температуры просто невозможно. Поэтому в быту доступны два вида отпуска – только низкотемпературный либо средний. Хотя теоретически можно сделать попытку, направленную на переоборудование или, так сказать, «усиление» печи с целью повышения температуры разогрева, человек, не имеющий в этом деле опыта, с решением такой задачи не справится.
Проведение термообработки предполагает работу в защитной среде в виде селитры – аммонийной, калийной и т.д., щелочных соединений или масел. Однако каждому веществу присущи индивидуальные температурные отличия. За примерами далеко ходить не надо. Так, составы, в основе которых находится селитра, в ходе разогрева до высоких (критичных) температур могут взорваться. Это негативно отразится на здоровье домашнего мастера.
Отпуск без задействования защитной среды отрицательно скажется на качественных характеристиках самого металла. Причина – без нее материал будет остывать ускоренными темпами. Это приведет к появлению оксидов, пластической (т.е. необратимой) деформации, продуцированию изгибов, возрастанию степени хрупкости.
Также принимать во внимание следует температурную хрупкость I-го рода (+250°C≤Т≤ +400 °C). Неправильный температурный режим серьезно повлияет на качество металла, вплоть до его необратимого разрушения.
Заключение
В металлургии применяется технологический процесс, получивший название двойной отпуск. Цель его проведения – увеличение степени вязкости обрабатываемой детали без снижения показателя твердости. Он включает два отпуска, которые так и называются: «первый» и «второй». Отличаются эти два процесса не только последовательностью выполнения, но и температурой разогрева обрабатываемого изделия. Во втором отпуске углеродистых сплавов она ниже по сравнению с первым на 20-40 градусов, а при термообработке сталей инструментальных – на 50 градусов.
МЕСТНЫЙ ОТПУСК
Местный отпуск от общего отличается обычно средствами, с помощью которых осуществляется нагрев, а также тем, что при местном отпуске нагревается до заданной температуры лишь часть сварной конструкции. Последнее обстоятельство при назначении местного отпуска необходимо принимать во внимание, так как остывание неравномерно нагретой детали неизбежно сопровождается возникновением более или менее значительных остаточных напряжений. Однако образование новых остаточных напряжений не следует рассматривать как фактор, исключающий применение местного отпуска. При местном отпуске можно регулировать величину новых остаточных напряжений и степень их опасности.
Основная задача при выборе распределения температур при местном отпуске состоит в том, чтобы состояние, к которому приходит металл после отпуска, и его свойства по возможности были ближе к таковым при общем отпуске. Если распределение температур при местном отпуске приведет к остыванию металла с образованием таких же пластических деформаций и остаточных напряжений как при сварке, то положительное влияние местного высокого отпуска будет сведено лишь к смягчению закалочных структур. Интенсивное расходование пластичности металла происходит в концентраторах. Поэтому при назначении местного отпуска следует стремиться к тому, чтобы, во-первых, не получать высокие остаточные напряжения вследствие неравномерного остывания и, во-вторых, вынести зону с образующимися вновь остаточными напряжениями в те места, где нет концентраторов.
Рассмотрим сказанное на примере кольцевого шва, выполненного с непроваром в корне (рис. 134, а). При сварке сокращение шва в окружном направлении вызывает изгиб трубы с образованием в корне больших пластических деформаций удлинения и остаточ
ных напряжений растяжения. Производя местный отпуск кольцевого шва, устраняют наклеп металла и снимают остаточные напряжения. Если нагревать узкую зону (кривая 1), то при остывании вновь будет возникать, как при сварке, изгиб трубы с растяжением в корне шва. При нагреве более широкой зоны (кривая 2) остаточные напряжения при остывании будут возникать в стороне от шва, в местах перегибов температурной кривой и максимальных градиентов температур (заштрихованные зоны). В данном случае зоны с остаточными напряжениями удалены от концентратора.
Для уменьшения остаточных напряжений рекомендуется расширение зоны равномерного нагрева с плавным переходом к ненагретому металлу. Не следует назначать местной термической об
Рис. 134. Распределение температур при местном отпуске сварного кольцевого соединения (а) и сварного соединения в жестком контуре (б)
работки в замкнутом контуре (рис. 134, б). Для компенсации температурной деформации в таких случаях целесообразно производить одновременно нагрев в другом симметричном сечении.
Местный отпуск в большинстве случаев используют как эффективное средство повышения сопротивляемости конструкций хрупким разрушениям. Как средство уменьшения деформаций при механической обработке местный отпуск обычно не применяют. Положительный опыт применения местного отпуска, при котором тем не менее образуются остаточные напряжения, также указывает на то, что следует четко разграничивать два целевых назначения отпуска: снятие напряжений для уменьшения деформаций конструкций и повышение сопротивляемости конструкций хрупким разрушениям.
Термическая обработка (отпуск) сварных конструкций
При проектировании сварных конструкций и разработке технологии их изготовления должно уделяться большое внимание способам предотвращения или устранения сварочных напряжений и деформаций, поскольку последние могут оказывать отрицательное влияние на прочность, коррозионную стойкость и жесткость сварных конструкций.
В основу способов снижения или устранения сварочных напряжений и деформаций могут быть положены три принципа, учитывающие физическую сущность процессов, происходящих при сварке:
1) снижение величины пластической деформации укорочения либо ширины зоны ее распространения при нагреве путем регулирования термического воздействия при сварке, уменьшения погонной энергии, использования предварительного подогрева, приложения усилий при сварке.
2) увеличение пластических деформаций удлинения либо в процессе охлаждения сварного шва, либо после сварки путем прокатки, проковки, растяжения, вибрации.
3) компенсация деформаций путем создания предварительных деформаций, обратных по знаку сварочным, рациональной последовательностью сборки и сварки.
Существует много способов, позволяющих уменьшить или устранить сварочные напряжения и деформации. В зависимости от того, решается ли вопрос получения абсолютно точной конструкции, входящей по размерам в предел допусков непосредственно после окончания сварки, или технологический процесс, строится, с применением послесварочных методов обработки конструкции, способы борьбы с напряжениями и деформациями делят на две группы:
1) способы предупреждения и регулирования деформаций;
2) способы устранения напряжений и деформаций после сварки.
Одним из способов, относящихся ко второй группе, является отпуск сварных конструкций.
Специфика производства сварных конструкций привела к развитию различных видов отпуска (общий, местный, промежуточный), отличающихся между собой по организационно-техническим признакам, виду применяемого оборудования и очередности.
Наибольшее распространение получил общий отпуск, при котором вся деталь, узел конструкции или часть детали целиком помещаются в печь и подвергаются термической обработке. Операция общего отпуска состоит из четырех стадий: нагрева, выравнивания температуры по объему детали, выдержки и остывания (рис.24).
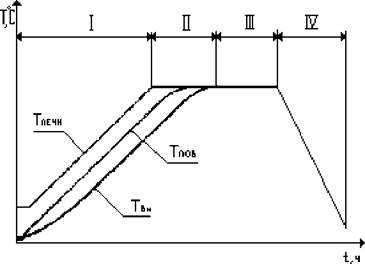
Рис. 24. Основные стадии термического цикла (общего отпуска):
I - стадия нагрева;
II - стадия выравнивания температур;
III- стадия выдержки; IV - стадия охлаждения; Тпечи - температура в печи;
Тпов-температура поверхности детали;
Твн - температура внутри детали.
Характерной особенностью общего отпуска является - близкое к равномерному распределение температуры по всему объему детали в процессе выдержки. Степень равномерности распределения температуры зависит от совершенства применяемого нагревательного оборудования и ведения процесса нагрева. Отпуск - многоцелевая операция. Он может смягчать зоны закалки, ускорять процессы распада неустойчивых структур, устранять наклеп металла, вызванный сварочными пластическими деформациями, улучшать свойства металла и его хладостойкость в зонах деформированного старения при сварке, снижать остаточные напряжения. И хотя снижение напряжений сильно зависит от химического состава и свойства материала, тенденция всегда остается неизменной - с повышением температуры отпуска и увеличением продолжительности выдержки снижение напряжений обычно усиливается. Оптимальные режимы отпуска конструкций с целью снятия напряжений определяются в каждом конкретном случае расчетным путем с использованием экспериментальных релаксационных характеристик основного материала и различных зон сварных соединений. Тем не менее, можно сформулировать некоторые общие рекомендации, которые желательно учитывать при назначении режимов отпуска с целью снижения остаточных напряжений.
Так, учитывая, что скорость подъема температуры во время нагрева в пределах, применяемых на практике режимов, почти не влияет на релаксацию напряжений, следует применять форсированные нагревы в пределах, не вызывающих опасности разрушения сварных конструкций в печи на стадии нагрева или чрезмерное их деформирование. Степень снижения напряжений на стадии нагрева зависит от марки материала, достигнутой температуры и обусловлена снижением упругих свойств металла. Именно на этой стадии (I) и стадии выравнивания температур (II) происходит основное снижение напряжений.
На стадии выдержки (III) напряжения снижаются крайне медленно.
Изменение напряжений на стадии выдержки подчиняется следующему закону
о t = о ов /(1 + t /to ) e, (6)
где сгОВ - начальное напряжение перед стадией выдержки (конечное на стадии нагрева), Н/мм (МПа); t - время выдержки, мин; to = 10 мин.
Величина в для разных сталей и температур находится в пределах 0,08. 0,18 (для стали Ст.3 в= 0,160. 0,175).
Экспериментально доказано, что после 2-3 ч выдержки процесс снижения напряжений существенно замедляется и дальнейшее увеличение выдержки не дает ощутимых результатов. Если же требуется получить более низкие остаточные напряжения, то это может быть достигнуто с меньшими затратами средств путем повышения температуры отпуска. Температура отпуска является решающим фактором в достижении необходимого уровня снижения напряжения. Она должна устанавливаться, в каждом конкретном случае, на основании испытаний на релаксацию в зависимости от марки металла и допустимых остаточных напряжений.
На стадии IV скорость охлаждения назначают в зависимости от толщины обрабатываемого изделия. Чем толще изделие, тем медленнее должно проводиться охлаждение. При этом следует помнить о возможности возникновения отпускной хрупкости, крайне нежелательной. Так, например, на сталях с высоким содержанием углерода отпускная хрупкость проявляется в максимальной степени при низкой скорости охлаждения (20 оС/ч). С другой стороны, большие скорости охлаждения (особенно массивных деталей) приводят к возникновению разности температур в поверхностных и глубинных слоях детали, что, в свою очередь, обусловливает образование временных напряжений на этой стадии (стадии охлаждения). Если при этом временные напряжения окажутся настолько значительными, что в каких - либо объемах детали реализуются пластические деформации, то после полного остывания в ней появятся нежелательные дополнительные остаточные напряжения, снижающие эффект, достигнутый на трех предыдущих стадиях этой термообработки.
Установление уровня допустимых собственных напряжений после отпуска сдоп..ост, является задачей в значительной мере неопределенной. Если, например, иметь в виду недопущение пластических деформаций металла при нагружении конструкции, то в этом случае, очевидно, можно допустимые остаточные напряжения представить как:
Сдоп. ост. СТ Сэкспл. (7)
где сдоп. ост. - максимальные напряжения, возникающие при эксплуатации конструкции, обычно они близки к допускаемым напряжениям, Н/мм (МПа).
Если ориентироваться на недопущение деформаций при механической обработке, то в каждом конкретном случае величина допустимых собственных напряжений будет зависеть от жесткости детали, характера поля собственных напряжений, объема снимаемого металла и допускаемой величины деформации при механической обработке. В этом случае определение сдоп. ост оказывается непростой задачей.
Остаточные напряжения снижают отпуском в следующих случаях:
- если к конструкциям машиностроительного типа предъявлены такие требования в отношении точности, которые вследствие наличия остаточных напряжений не могут быть выдержаны при данной форме и жесткости детали на стадии механической обработки или при последующей эксплуатации;
- если остаточные напряжения могут вызвать образование холодных трещин, а другие методы снижения напряжений оказываются неэффективными;
- если дальнейшее изготовление конструкции из недостаточно пластичных металлов невозможно вследствие возникающих разрушений по причине суммирования остаточных напряжений на последующих технологических операциях, либо из-за изменения внешних условий, например, понижения температуры;
- если необходимо уменьшить накопленную потенциальную энергию в сварной конструкции;
- если в процессе эксплуатации суммирование рабочих и остаточных напряжений приводит к разрушениям или создает условия, при которых вероятность появления разрушения становится значительной. Такие условия могут возникнуть, например, при наличии трехосных растягивающих напряжений;
- с целью повышения вибрационной прочности за счет уменьшения растягивающих напряжений в опасных зонах конструкции;
- с целью повышения жесткости и устойчивости отдельных элементов или всей конструкции в целом;
- с целью повышения коррозионной стойкости, если наличие остаточных напряжений интенсифицирует процессы коррозии или коррозионного растрескивания.
В некоторых случаях отпуск используют для устранения деформаций
деталей, возникших при сварке. Однако положительного эффекта можно
достичь только с использованием зажимных приспособлений, т. к. в
подавляющем большинстве случаев снижение напряжений при нагреве
происходит почти прямо пропорционально их начальному уровню, благодаря
чему равновесие собственных (остаточных) напряжений практически не
нарушается, а, следовательно, начальные перемещения сохраняются
практически постоянными. Поэтому отпуск без зажимных приспособлений
не может быть использован для устранения перемещений, возникших при
сварке. Если же с помощью зажимного приспособления детали придать
необходимую форму и поместить ее вместе с приспособлением в печь, то в
процессе отпуска собственные напряжения существенно понизятся, силы реакции между изделием и приспособлением исчезнут, и деталь после извлечения ее из приспособления не возвратится к исходной (искаженной) форме. Этот прием наиболее эффективен для исправления остаточных перемещений деталей, обладающих незначительной жесткостью. В противном случае приспособления могут стать слишком громоздкими, поскольку жесткость последних находится в прямой зависимости от жесткости исправляемой детали.
3 вида отпуска стали для улучшения её качеств
Характерным примером финальной обработки металла является отпуск стали. Он представляет собой нагрев детали на определенное время с медленным остыванием. Это помогает устранить внутренние дефекты сплава, которые негативно влияют на устойчивость, прочность, пластичность. Но какие дефекты помогает устранить этот способ термической обработки? Можно ли выполнить отпуск стали в домашних условиях? Правда ли, что в случае неправильного нагрева можно ухудшить физические свойства металла?

Описание процесса
Отпуск стали (ОС) — это разновидность термической обработки, при которой происходит постепенный нагрев металла с последующим его остыванием. В большинстве случаев отпускную процедуру выполняют на заключительном этапе сразу же после закалки. ОС может выполняться как до, так и после формирования детали из стального полуфабриката. Позволяет устранить внутренние напряжения внутри металла, которые негативно влияют на его физическую структуру, свойства.
Внутренние напряжения на химическом уровне — это нарушения кристаллической структуры металла. Из-за них происходит неравномерное распределение углерода, легирующих добавок по металлическому сплаву. Отпуск позволяет перераспределить эти элементы более равномерно. Это улучшает физико-химические свойства материала (пластичность, прочность, сохранение формы, химическая инертность). Нагрев осуществляется с помощью специальных печей в защитной среде (масляные, селитровые или щелочные ванны). Способ охлаждения деталей после нагрева — воздушный (обычно) или жидкостной (редко).
- Температура нагрева. ОС может выполняться при температурах от 100 до 700 градусов, а чем выше будет температура нагрева, тем выше лучше будет качество обработки. Объясняется эта зависимость тем, что при более высоких температурах происходит более глубокое изменение структуры кристаллической решетки. В основном за счет процессов полигонизации, рекристаллизации.
- Длительность нагрева. Длительность ОС обычно составляет от 1 до 3 часов, хотя существуют и более длительные форматы. Все основные процессы в материале проходят в первые 20-40 минут. Дополнительная выдержка нужна для равномерного распределения атомов углерода, железа, легирующих добавок по всей толщине материала.
- Скорость остывания. Здесь правило предельно простое — чем медленнее будет проходить остывание, тем выше будет качество материала. Чтобы замедлить остывание, металлурги используют различные уловки, хитрости. Главная хитрость — это помещение материала в масляную, селитровую или щелочную среду, которая замедляет остывание материала. Теоретически остывание можно выполнять и без применения жидкостных сред, однако скорость остывания будет высокой, что негативно скажется на качестве ОС.

Виды отпуска стали
Главный технический параметр ОС — это температура нагрева. Различают 3 типа ОС — высокий, средний и низкий. Конечно, высокотемпературный отпуск является оптимальным средством обработки, поскольку чем выше температура нагрева, тем более активно будет происходить рекристаллизация металла. Однако низко- и среднетемпературные способы обработки также имеют практическую пользу, которую не стоит недооценивать. Ниже мы рассмотрим каждый тип ОС по отдельности.
Высокий
Высокий отпуск стали — это вариант отпускной обработки при температуре от 500 до 700 градусов. Данный способ является самым эффективным, поскольку при таком нагреве происходит полигонизация и рекристаллизация материала, что позволяет устранить все напряжения внутри металла. Обычно длится от 2 до 3 часов. В случае обработки сложных конструкций рекомендованное время может увеличиваться до 6 часов.
Главный недостаток высокотемпературного отпуска — это небольшое снижение прочности материала. Поэтому методика не годится для обработки деталей, которые во время эксплуатации будут испытывать сверхвысокую нагрузку. Высокотемпературная методика распространяется на все виды стали, однако обратите внимание, что в случае некоторых легированных сплавов во время обработки может возникнуть так называемая обратимая высокотемпературная хрупкость.
Средний
- В температурной диапазоне от 250 до 300 градусов находится так называемый островок хрупкости первого рода, которого следует избегать. Одновременно с этим при температуре выше 500 градусов находится другой островок хрупкости второго рода (его тоже рекомендуется избегать). Об особенностях этих островков мы расскажем ниже. А небольшое отклонение температуры в большую или меньшую сторону во время отпуска может привести к фатальным последствиям.
- Методика не имеет преимуществ в сравнении с альтернативными технологиями (низкой и высокой). Одновременно с этим слабые печи для обработки обычно не могут нагревать рабочую среду до таких температур, а более сильные печи могут нагреваться до более высоких температур, что неудобно с практической точки зрения.

Низкий
Низкий отпуск стали — методика обработки стального сплава или изделия, при которой нагрев осуществляется до температуры от 100 до 250 градусов. Срок обработки обычно составляет 1-3 часа в зависимости от типа детали, ее габаритов. Во время низкотемпературной обработки происходит диффузия частиц углеродистых компонентов без полигонизации и рекристаллизации атомной решетки. Это позволяет повысить некоторые физические характеристики материала — прочность, пластичность, твердость, химическую инертность.
Низкий отпуск — универсальная технология, однако по факту ее применяют в основном для отпуска изделий из низколегированных и высокоуглеродистых сталей (ножи, посуда, простые детали). Также нужно избегать нагрева материала выше температуры 250 градусов (в противном случае он попадет в островок хрупкости первого рода, что чревато необратимой порчей металла).
Сводная таблица
| Тип отпуска | Время | Температура отпуска стали | Краткие особенности |
| Низкий | 1-3 часа | От 100 до 250 градусов | Происходит только частичная диффузия углерода. Следует избегать перегрева материала выше отметки 250 градусов. |
| Средний | 2-4 часа | От 350 до 500 градусов | Происходит полная диффузия углерода без полигонизации, рекристаллизации. На практике используется редко из-за ряда ограничений. |
| Высокий | 2-3 часа | От 500 до 700 градусов | Происходит полная диффузия углерода, полигонизация, рекристаллизация. Немного снижает прочность материала, поэтому не применяется для сверхпрочных деталей. |
Обработка инструментальных сплавов
- Не рекомендуется делать отпуск быстрорежущих инструментальных сплавов, поскольку они содержат молибден, кобальт, вольфрам, ванадий. Эти элементы устойчивы к нагреву, поэтому они не меняют своих физико-химических свойств при отпускном нагреве. Вместо отпуска рекомендуется делать многоступенчатую закалку: для этого материал поэтапно нагревается до 800, 1050 и 1200 градусов — после этого выполняется резкое охлаждение сплава в масляной среде.
- Обработку обычных инструментальных сплавов рекомендуется выполнять в два этапа. Сначала происходит закалка материала в расплавах солей при температуре 450-500 градусов. После этого выполняется второй этап — двойной отпуск при температуре 550-600 градусов (не более 1 часа). Обратите внимание, что при нагреве инструментальных сплавов возможность возникновения отпускной способности второго рода исключается.

Что такое отпускная хрупкость
Отпускная температура влияет на качество обработки — чем выше будет температура, тем выше будет качество обработки. Однако ученые-металлурги установили, что это правило имеет 2 исключения, когда повышение температуры приводит не к улучшению, а к ухудшению качества материала. Эти два исключения на практике часто называют островками отпускной хрупкости. К счастью, было придумано несколько эффективных, безопасных способов обойти эти островки, поэтому проблема отпускной способности не является значимой в современной металлургии. Рассмотрим каждый из островков по отдельности + узнаем о том, как их обойти.
Необратимая низкотемпературная хрупкость
Другое название — хрупкость первого рода. Возникает при длительной обработке материала при температуре от 250 до 300 градусов, а распространяется данная хрупкость на все типы стальных сплавов. Объяснение феномена: при нагреве в данном температурном диапазоне углерод начинает активно распределяться по поверхности кристаллической решетки. Однако распределение углерода происходит крайне неравномерно — это приводит к нарушению кристаллической структуры металла, что приводит к серьезному повышению хрупкости. Как ясно из названия, данная хрупкость является необратимой (то есть островки сохраняют стабильность в течение неограниченного времени, а испорченный материал годится только на переплавку). Методика борьбы с данной хрупкостью тривиальна — нужно использовать либо низкую, либо среднюю термическую обработку — но не «промежуточную» между ними.
Обратимая высокотемпературная хрупкость
- Способ №1: после образования хрупкости происходит повторный нагрев материала до заданной температуры — только нагрев осуществляется в масляной среде, а охлаждение металла после отпуска осуществляется очень быстро.
- Способ №2: во время отпускной обработки в сплав дополнительно вносится вольфрам (около 1% от общей массы) либо молибден (0,3-0,4%) — после этого выполняется высокий отпуск по стандартной технологии.

Можно ли выполнить отпуск стали в домашних условиях?
- Большинство домашних печей не могут выполнить нагрев до высоких температур. Поэтому в домашних условиях можно сделать только низкий или средний отпуск. Теоретически можно попытаться переоборудовать или «усилить» свою печь, чтобы повысить температуру нагрева, однако сделать это человеку без опыта будет сложно.
- Для проведения термической обработки необходимо использовать защитную среду (масло, щелочи, селитра). Но каждое вещество имеет свои температурные особенности. Простой пример: соединения на основе селитры могут взрываться при нагреве до высоких температур, что может быть опасно для жизни, здоровья домашнего металлурга.
- Выполнение отпуска без применения защитной среды может быть фатально для самого металла. Дело в том, что без использования защитной среды металл будет остывать быстро, что может повлиять на качестве стали (повышение хрупкости, образования изгибов, пластическая деформация, появление ржавчины).
- Также не стоит забывать о низкотемпературной хрупкости первого рода (от 250 до 300 градусов). В случае неправильного температурного режима из-за нее может серьезно пострадать качество металла вплоть до полного разрушения сплава.
Подведем итоги. Отпуск стали — это технологическая процедура, которая заключается в нагреве металла до определенной температуры с последующим остыванием в защитной среде. Эта обработка позволяет улучшить качество металла — повышение прочности, нормализация пластичности, улучшение физико-химических свойств материала. В зависимости от температуры различают несколько типов отпуска — высокий, средний, низкий. Высокотемпературная обработка — оптимальна, поскольку она позволяет выполнить не только диффузию углерода, но и рекристаллизацию, полигонизации материала.
Низкотемпературная технология подходит для обработки простых деталей, низкокачественных сплавов. Инструментальные стальные сплавы (с большим содержанием углерода) не подходят для стандартного отпуска — вместо него рекомендуется делать многоступенчатую закалку. Во время обработки нужно избегать островков отпускной хрупкости, которые могут серьезно ухудшить свойства стали.
Читайте также: