Температура стружки при резании металлов
Обновлено: 05.10.2024
В процессе резания металлов механическая энергия, затрачиваемая на работу резания, переходит в тепловую. В зоне резания возникает тепло за счет работы, затрачиваемой на пластические деформации Qд (рис. 11) и преодоление
Рис. 11. Распределение тепла (при резании) между стружкой, инструментом и заготовкой
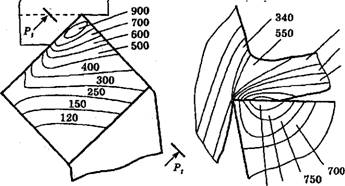
трения по передней Qт.п и задней поверхностям резца Qт.з. Нагреваются заготовка, режущий инструмент и стружка. При значительной скорости температура в зоне резания достигает значительных величин. При работе на высоких скоростях при точении и фрезеровании можно наблюдать сходящую из-под резца или фрезы ярко-красную стружку, нагретую до 900 °С. На обработанной поверхности стальной детали появляются цвета побежалости, свидетельствующие о высокой температуре поверхностного слоя детали во время соприкосновения ее с задней поверхностью инструмента. Полученное тепло при точении распределяется следующим образом: уходит в стружку 50—80 % (Qдс+Qтп);в резец 40—10 % (Qп+Qз), в обрабатываемую деталь 9—3% (Qтз+Qд) и в окружающую среду около 1 %. При затуплении инструмента характер распределения тепла изменяется: резец и заготовка нагреваются в большей степени. Как в стружке, так в резце и в заготовке тепло распределяется неравномерно. В слоях стружки, ближе расположенных к передней поверхности резца, температура выше, чем в слоях, удаленных от нее (рис. 12). Температура обрабатываемой
Рис. 12. Распределение температур на передней поверхности резца (по Б. И. Костецкому)
заготовки понижается по мере удаления рассматриваемой точки от поверхности резания, а наибольшая температура находится в месте контакта резца с заготовкой. Температура инструмента также различна в различных точках. Самая высокая температура соответствует точке, лежащей в центре давления стружки на резец.
Температура резания. Под температурой резания понимается средняя температура на поверхности контакта инструмента со стружкой. На температуру резания Q влияют многие факторы: механические свойства обрабатываемого материала, размер площади срезаемого слоя и скорость резания:
где cq — коэффициент, характеризующий род и механические свойства обрабатываемого материала, геометрические параметры инструмента и свойства СОЖ; v — скорость резания, м/мин; т, п, q — коэффициенты степеней, причем m>n>q, т. е. на температуру резания большее влияние оказывает скорость, затем толщина срезаемого слоя а и наименьшее — ширина срезаемого слоя b.
Большое влияние на температуру резания оказывают механические свойства обрабатываемого металла. Чем выше предел прочности и твердость металла заготовки, тем большее сопротивление необходимо преодолеть при стружкообразовании, тем большую работу надо затратить на резание, тем больше выделится тепла и будет выше температура резания. При резании твердых материалов стружка соприкасается с передней плоскостью резца на меньшей площади, чем при резании мягких сталей. Это повышает давление на единицу поверхности контакта, а отвод тепла в тело резца и толщу стружки ухудшается, что приводит к повышению температуры в поверхностных слоях резца. Чем выше теплоемкость и теплопроводность обрабатываемого металла, тем лучше отвод тепла в стружку и в обрабатываемую заготовку и тем меньше температура на поверхности резца.
Большое влияние на температуру резания . оказывают геометрические элементы резца: угол резания, главный угол и радиус закругления при вершине резца. Отрицательный передний угол по сравнению с положительным вызывает большие деформации и приводит к большему выделению тепла. При работе с передним углом y=-10° температура резания повышается на 15° по сравнению с работой резцом, имеющим положительный угол у=+10°. При увеличении главного угла в плане уменьшается ширина стружки и длина активной части режущей кромки, что приводит к менее интенсивному отводу тепла в заготовку и в тело резца, теплота концентрируется на меньшей ширине среза около вершины резца, и температура резания повышается. Наиболее резкое увеличение температуры резания происходит в пределах =20—60 °.
Радиус закругления при вершине резца в плане оказывает влияние на общее тепловыделение и на его отвод. Увеличение радиуса закругления хотя и увеличивает тепловыделение, но и увеличивает длину активной части режущей кромки, объем головки резца улучшает отвод тепла в тело резца и в заготовку, что является преобладаю щим, и приводит к снижению температуры резания. Чем больше площадь поперечного сечения тела резца, тем интенсивнее отвод тепла от мест его образования в тело резца, тем меньше температура резания.
Тепловые явления при резании металлов
При снятии стружки вся работа резания превращается в эквивалентное количество теплоты. Теплообразование оказывает значительное влияние на процесс резания. С одной стороны, оно облегчает деформирование материала срезаемого слоя, вследствие чего уменьшается интенсивность изнашивания инструмента и повышается качество обработанной поверхности. С другой стороны, повышение температуры до 800. 1000 °С вблизи режущей кромки инструмента приводит к изменению структуры и физико-механических свойств его материала, что обусловливает потерю режущей способности инструмента.
Механическая энергия, затрачиваемая на деформирование, разрушение и трение, переходит в тепловую, и только небольшая ее часть накапливается в виде потенциальной энергии искаженной
решетки материала в зоне деформирования. В первом приближении количество выделяющейся в единицу времени теплоты можно подсчитать по следующей формуле:
где Рг — сила резания, Н;v—скорость резания, м/с.
Теплота образуется в результате упругопластического деформирования в зоне стружкообразования, трения стружки о переднюю поверхность инструмента и заготовки о задние поверхности (рис. 21.12, а). Тепловой баланс процесса резания можно выразить в следующем виде:
фд + фц.п+ Q,.n= Чс + ?3аг +?и +?окр.
 |
гдеQr— количество теплоты, выделяющееся при упругопласти- ческой деформации обрабатываемого материала; (?п п — количество теплоты, выделяющееся при трении стружки о переднюю поверхность инструмента; Q3„ — количество теплоты, выделяющееся при трении задних поверхностей инструмента о заготовку; С — количество теплоты, отводимое стружкой; q3&T— количество теплоты, отводимое заготовкой;q„— количество теплоты, отводимое инструментом; q0Kp— количество теплоты, отводимое в окружающую среду.
Рис. 21.12.Тепловые явления:а— тепловой баланс процесса резания; б— влияниеv, S, t на температуру инструмента
В зависимости от технологического метода и условий обработки со стружкой уносится 25. 85 % всей выделившейся теплоты, заготовкой — 10. 15, инструментом — 2. 8 %. Наибольшее влияние на температуру инструмента оказывают скорость, подача и глубина резания (рис. 21.12, б). С повышением скорости
резания температура растет, но чем выше скорость резания, тем медленнее повышается температура, так как при высоких скоростях большее количество тепла отводится стружкой, уменьшаются пластические деформации и силы резания. С увеличением подачи и глубины резания температура инструмента также несколько возрастает, однако необходимо учитывать, что с увеличением глубины резания увеличивается протяженность контакта между инструментом и деталью, что уменьшает приток тепла на единицу длины режущего лезвия.
С уменьшением переднего угла у увеличивается сила резания и, следовательно, температура резания. С уменьшением угла в плане ф удлиняется активная часть режущей кромки и за счет этого улучшается теплоотвод.
| а |
 |
| Р.-Р. |
| 850 800 |
| 400 500 600 |
| Рис. 21.13.Температурное поле резца и стружки: а — на передней поверхности; б — в главной секущей плоскости |
| б |
Кроме температуры необходимо знать температурное поле в зоне резания. Под температурным полем понимается совокупность различных значений температур во всех точках определенного участка деформированного слоя или инструмента в определенный момент. На рис. 21.13 приведены изотермы температурного ноля резца и стружки при точении без охлаждения резцом из твердого сплава Т14К8 стали ШХ15 (и = 80 м/мин; t= 4,1 мм; S = 0,5 мм/об). Как видно из рисунка, наибольшая температура у места контакта стружки с передней поверхностью инструмента.
Применение смазочно-охлаждающих технологических сред (СОТС) способствует снижению температуры резания, увеличению стойкости инструмента, улучшению качества обработанной поверхности и снижению силы резания. СОТС оказывают благоприятное действие на процесс резания, поскольку:
□ уменьшают коэффициент трения между контактирующими поверхностями;
□ облегчают процесс деформации срезаемого слоя металла;
□ снижают силы резания;
□ понижают температуру в зоне резания, охлаждая инструмент и поверхность детали;
□ уменьшают температурные деформации деталей в процессе обработки.
В зависимости от технологического метода обработки, свойств обрабатываемого материала и инструмента, а также режимов резания используют различные виды СОТС: твердые, жидкие, пластичные и газообразные.
К твердым СОТС относятся: неорганические материалы (тальк, слюда, графит, бура, нитрид бора, дисульфиды молибдена, вольфрама и титана, сульфат серебра); органические соединения (мыло, воск, твердые жиры); металлические пленочные покрытия (медь, латунь, свинец, олово, барий, цинк).
К смазочнб-охлаждающим жидкостям (СОЖ) относятся: водные растворы минеральных электролитов, эмульсий; минеральные, животные и растительные масла с добавками фосфора, серы и хлора (сульфофрезолы); керосин и растворы поверхностно-активных веществ в керосине; масла и эмульсии с добавками твердых смазывающих веществ; расплавы металлов, солей и других веществ. СОЖ получили наибольшее применение в машиностроении.
К пластичным СОТС относятся густые мазеобразные продукты, которые получают путем загущения минеральных и синтетических масел.
К газообразным СОТС относятся воздух, азот, двуокись углерода, кислород, пары поверхностно-активных веществ, распыленные жидкости.
Выбор СОТС в каждом конкретном случае зависит от технологического метода и режима обработки, а также физико-механических свойств обрабатываемого и инструментального материала. При черновой и получистовой обработках, когда требуется эф
фективное охлаждающее действие среды, применяют водные растворы электролитов и поверхностно-активных веществ, масляные эмульсии. При чистовой обработке применяют чистые и активированные минеральные масла. Под влиянием высоких температур и давлений эти вещества образуют на поверхности заготовок соединения (фосфиды, хлориды, сульфиды), снижающие трение. При обработке хрупких материалов (чугун, бронза) твердосплавным инструментом в качестве СОТС используют газы (сжатый воздух, углекислый газ).
| а |
1 От яяпоса  Рис. 21.14.Способы подвода СОТС в зону резания: а — на поверхность инструмента; б — внутреннее охлаждение |
Эффективность действия СОТС зависит от способа подвода их в зону резания. Наиболее распространенной является подача эмульсии через сопло на переднюю поверхность инструмента под давлением 0,05. 0,2 Па (рис. 21.14, а). Этот метод требует большого расхода жидкости (10. 15 л/мин). Более эффективно высоконапорное охлаждение, когда жидкость подают тонкой струей под давлением 1,5. 2 МПа со стороны задних поверхностей инструмента (расход жидкости приблизительно 0,5 л/мин;). Если подвод жидкости в зону резания затруднен, например при сверлении, то применяют внутреннее охлаждение инструмента (рис. 21.14, б), для чего в нем делают каналы, по которым прокачиваются СОТС.
Особенности распространения тепла при резании металлов
Тепло, выделяющееся в процессе резания в плоскости сдвига и на поверхностях трения резца со стружкой и изделием, поступает в стружку, деталь и резец, рис. 2.3.
Тепловой поток Ф1, уходит в стружку и деталь
Поток Ф2 распределяется между стружкой и резцом.
а поток Ф3 −между деталью и резцом
Через первый источник тепла, расположенный в плоскости сдвига, проходит весь объём металла, переходящего в стружку. Вследствие этого тепло Ф1 распределяется равномерно по всему объёму стружки и только часть этого потока Ф1д уходит в деталь. В связи с тем, что тепловой источник наклонен к линии среза под углом в изделие попадает лишь наибольшая часть потока Ф1, особенно при больших скоростях резания. Таким образом, почти все тепло из зоны деформации поступает в стружку, равномерно прогревая её по всему объёму. Второй и третий источники тепла расположены касательно к движущейся стружке и детали. Поэтому, несмотря на меньшие мощности этих источников, повышение температуры контактных поверхностей от трения резца со стружкой и изделием может быть большим, чем от деформации в плоскости сдвига.
Важнейшая особенность процесса распространения тепла при резании связана с тем, что деталь и стружка движутся с большими скоростями относительно источников тепла, тогда как резец неподвижен относительно этих источников.
Время, в течение которого частица стружки проходит вдоль передней поверхности резца, измеряется тысячными долями секунды. При столь малых значениях времени нагрева распределение температуры стружки по нормали к источнику тепла будет крайне неравномерным, градиент температуры стружки на поверхности её контакта с резцом будет очень большим.
Градиент температуры стружки будет тем больше, чем выше скорость резания и чем меньше связанное с этой скоростью время нагрева элемента стружки.
Время нагрева резца, как правило, в тысячи и десятки тысяч раз превышает время нагрева частиц стружки. Поэтому распределение температуры в резце будет более равномерным, чем в стружке. Градиент температуры резца на поверхности его контакта со стружкой будет значительно меньше градиента температуры стружки.
Согласно закону Фурье тепловой поток пропорционален градиенту температуры (2.11).
В связи с этим потоки тепла Ф1с и Ф2с в стружку и Ф1д,, Ф3д в деталь будут много больше, чем потоки тепла Ф2р, Ф3р в резец. В результате такой особенности температура контактных поверхностей резца определяется процессом распространения тепла в стружке и изделии и очень слабо зависит от распространения тепла в резце. Деталь и стружка являются мощными стоками тепла и с увеличением скорости резания теплоотвод в деталь и стружку улучшается. Поэтому при больших скоростях в стружку уходит 75-80% всего тепла, образующегося в процессе резания, то есть практически все тепло от плоскости сдвига и передней поверхности резца, в деталь около 20% − все тепло от зоны трения задней поверхности резца с деталью, в резец же поступает лишь несколько процентов, а зачастую даже доли процента теплового потока, эквивалентного мощности резания.
С уменьшением скорости резания и теплофизических характеристик обрабатываемого материала доля тепла, отводящегося резцом, увеличивается (так как уменьшается разница между градиентами температуры стружки и резца, детали и резца). Отвод тепла из зоны резания через инструмент может быть ещё более увеличен с помощью охлаждения режущего инструмента.
Увеличение теплоотвода через инструмент охлаждением инструмента является одним из способов уменьшения температуры резания. Применение охлаждения инструмента оказывается эффективным лишь в тех случаях, когда доля тепла, отводящегося инструментом, достаточно велика (при малых скоростях резания, малой температуропроводности обрабатываемого или высокой температуропроводности инструментального материала).
С увеличением скорости резания эффективность охлаждения инструмента падает. Поверхностное охлаждение детали или стружки (например, с помощью охлаждающей жидкости) вообще не оказывает никакого влияния на температуру контактных поверхностей резца со стружкой и изделием.
2.4. Расчёт температуры резания
В процессе резания тепло образуется в трёх источниках – в плоскости сдвига ОА, на передней поверхности ОС и на задней поверхности резца Оh [1]
Рис.2.4. Расчётная схема. 1– резец, 2 – деталь, V– скорость резания, V1 – скорость схода стружки, K– коэффициент усадки стружки, а – толщина срезаемого слоя¸ а1 – толщина стружки, ОА – длина плоскости сдвига, C = ОС – длина контакта стружки с передней поверхностью резца, h = oh – ширина площадки (фаски) износа задней поверхности резца, q1, q2, q3 – интенсивности тепловых потоков в плоскости сдвига на передней и задней поверхности резца соответственно, – угол наклона плоскости сдвига.
Допущения, принятые при построении расчётной схемы
1.Схема резания такова, что процесс стружкообразования можно считать плоским и рассматривать его в каком-либо одном сечении, параллельном вектору скорости резания V и вектору схода стружки V1.
2.Процесс резания будем считать установившимся.
3.Выделение тепла деформации и тепла трения локализовано в полосовых источниках, которые проектируются на плоскость чертежа в отрезках OА, OC, и Oh.
4.Касательные напряжения в условной плоскости сдвига и на гранях инструмента распределены равномерно.
5.Будем считать, что скорость резания достаточно велика, и для расчёта температур на гранях инструмента можно применить метод быстродвижущихся источников тепла. Критерий Пекле Pe для стружки , для задней грани .
6.Перетоки тепла через режущий клин малы по сравнению с мощностью теплоисточников OC и Oh и при расчёте контактных температур их можно не учитывать.
7.Прочностные характеристики обрабатываемого материала будем считать не зависящими от температуры.
Образование и распределение тепла при резании металлов. Температура резания
Температура стружки при резании металлов
Процесс резания (стружкообразования) является сложным физическим процессом, сопровождающимся большим тепловыделением, деформацией металла, износом режущего инструмента и наростообразованием на резце. Знание закономерностей процесса резания и сопровождающих его явлений позволяет рационально управлять этим процессом и изготовлять детали более качественно, производительно и экономично. При резании различных материалов образуются следующие основные типы стружек (смотри рисунок): сливные (непрерывные), скалывания (элементные) и надлома.
Сливная стружка - а) образуется при резании пластических металлов (например, мягкой стали, латуни) с высокими скоростями резания и малыми подачами при температуре 400-500°С. Образованию сливной стружки способствуют уменьшение угла резания (при оптимальном значении переднего угла) и высокое качество смазочно-охлаждающей жидкости.
Стружка скалывания - б) состоит из отдельных элементов, связанных друг с другом и имеет пилообразную поверхность. Такая стружка образуется при обработке твердой стали и некоторых видов латуни с малыми скоростями резания и большими подачами. С изменением условий резания стружка скалывания может перейти в сливную и наоборот.
Стружка надлома - в) образуется при резании малопластичных материалов (чугуна, бронзы) и состоит из отдельных кусочков.
Режущий инструмент деформирует не только срезаемый слой, но и поверхностный слой обрабатываемой детали. Деформация поверхностного слоя металла зависит от различных факторов и ее глубина составляет от сотых долей миллиметра до нескольких миллиметров. Под действием деформации поверхностный слой металла упрочняется, увеличивается его твердость и уменьшается пластичность, т. е. происходит так называемый наклеп обрабатываемой поверхности. Чем мягче и пластичнее обрабатываемый металл, тем интенсивней процесс образования наклепа. Чугуны обладают значительно меньшей способностью к упрочнению, чем стали. Глубина и степень упрочнения при наклепе увеличиваются с увеличением подачи и глубины резания и уменьшаются с увеличением скорости резания. При работе плохо заточенным инструментом глубина наклепа примерно в 2-3 раза больше, чем при работе остро заточенным инструментом. Применение смазочно-охлаждающей жидкости значительно уменьшает глубину и степень упрочнения поверхностного слоя.
При скорости резания υ90м/мин для твердосплавного инструмента. Поэтому при этих скоростях не рекомендуется производить чистовую обработку. С увеличением подачи нарост увеличивается, поэтому при чистовой обработке рекомендуется подача 0,1-0,2 мм/об. Глубина резания существенного влияния на размеры нароста не оказывает. Для уменьшения нароста рекомендуется уменьшать шероховатость передней поверхности режущего инструмента, по возможности увеличивать передний угол γ (например, при γ=45° нарост почти не образуется) и применять смазочно-охлаждающие жидкости. При черновой обработке образование нароста, напротив, благоприятно сказывается на процессе резания.
Читайте также: