Теория сварки и резка металлов
Обновлено: 02.07.2024
Процессы расплавления и затвердевания металла, в ходе которых его химический состав претерпевает изменения, а кристаллическая решетка – трансформацию, называются металлургическими. Сварка также относится к ним, но по сравнению с другими подобными процессами имеет ряд особенностей, поскольку:
? осуществляется при значительной температуре нагрева. Благодаря этому повышается скорость плавления всех составляющих процесса – основного и электродного металла, электродного покрытия и флюса. Это сопровождается испарением, окислением и разбрызгиванием веществ, которые принимают участие в протекающих в сварочной ванне химических реакциях. Кроме того, при высокой температуре дуги молекулы азота, водорода и кислорода частично диссоциируются (так называется процесс, при котором молекулы расщепляются на более простые составные частицы – молекулы, атомы и др.). Данные элементы (газы), будучи в атомарном состоянии, становятся химически более активными, поэтому интенсифицируются процессы их окисления, насыщения металла азотом и поглощения водорода, что выделяет сварку среди других металлургических процессов. При высокой температуре имеющиеся примеси выгорают, что в конечном итоге отражается на химическом составе свариваемого металла (он изменяется);
? течет с высокой скоростью. Это относится как к нагреванию, так и к охлаждению, что, естественно, сказывается на процессе крис таллизации и может приводить к появлению каких-либо дефектов (на при мер, к формированию закалочных структур, трещинообразованию и др.);
? отличается минимальными объемами нагретого и расплавленного металла. Объем сварочной ванны при ручной сварке составляет 0,5–1,5 см 3 (при автоматической он больше – 24–300 см 3 );
? характеризуется быстрым отводом тепла от расплавленного металла сварочной ванны в близлежащие участки основного металла, находящегося в твердом состоянии, что наряду с малыми объемами расплавленного металла приводит к кратковременности химических реакций, которые протекают при высокой температуре процесса, следствием чего может быть их незавершенность, что, в свою очередь, отражается на структуре металла шва, который образуется по окончании сварки, и основного металла околошовной зоны (зоны термического влияния). Результатом этого может быть ослабление сварного шва.
К другим особенностям сварки относится то, что в зоне соединения происходит активное воздействие газов и шлаков на расплавленный металл. Кроме того, может применяться присадочный материал, необходимый для формирования металла шва, причем не исключаются значительные различия между химическим составом присадок и основного металла.
Таким образом, при сварке за небольшой промежуток времени наблюдаются сложные процессы, во время которых разные химические элементы взаимодействуют друг с другом. Рассмотрим эти явления, чтобы лучше представлять себе, что стоит за сварочными процессами.
Наиболее важен процесс кристаллизации металла шва. Во время сварки вместе с перемещением дуги передвигается и сварочная ванна, а расплавленный металл, оставшийся в ее тылу, постепенно охлаждается и затвердевает. Так образуется сварной шов. Величина и протяженность сварочной ванны определяются различными факторами, в частности типом источника тепла, его мощностью, режимом сварки, характеристиками металла, подвергающегося сварке, и др. Первыми кристаллизуются частично сплавленные зерна основного металла, находящегося на границе расплавления, к решетке которых прикрепляются атомы кристаллизующейся фазы. По окончании затвердения в зоне расплавления формируются зерна, которые состоят из основного металла и металла сварного шва, благодаря чему и обеспечивается соединение, т. е. непрерывная металлическая связь «основной металл – шов – основной металл».
Для процесса кристаллизации характерна высокая скорость, поскольку интенсивный нагрев сварочной дугой сменяется таким же энергичным отводом тепла в свариваемое изделие. Металл сварного шва может за секунду остывать на десятки или даже сотни градусов.
Изучение кристаллизации сварного шва методами металлографии показывает, что в различных его частях формируются кристаллы разного размера: в верхних – более крупные, а в нижних – более мелкие.
Кристаллы в зависимости от своего месторасположения различаются и формой: в средней зоне они имеют транскристаллитное строение, т. е. удлиненную форму, а в верхней – дендритное строение, т. е. ветвистую форму.
Кристаллизация как процесс протекает неравномерно, поскольку периодически изменяется теплообмен и т. д. В результате этого сварной шов неоднороден, в нем четко выделяется слоистая структура. Кристаллизационные слои, в свою очередь, состоят из трех участков:
? нижнего, содержащего незначительное количество серы, фосфора и углерода. Этот участок, отличающийся наиболее выраженным почернением при травлении, образуется в процессе кристаллизации тонкого слоя жидкого металла, прилегающего к оплавленной поверхности, в который названные элементы проникли из соседних участков основного металла;
? среднего, в котором содержится примерно такое же количество серы, фосфора и углерода, как и в металле шва. Он кристаллизуется из расплавленного металла исходного состава, бывает самым широким и характеризуется достаточно однородным почернением при травлении;
? верхнего, содержащего наименьшее количество серы, углерода и фосфора и дающего ослабленное почернение при травлении.
Последующие кристаллизационные слои формируются таким же образом.
Не менее важное явление, которое сопровождает процесс сварки, – это диссоциация газов, при которой молекулы газа переходят в атомарное состояние (H2 ? 2H, O2 ? 2O, N2 ? 2N). При этом активность атомов кислорода, водорода и азота значительно возрастает, они легче растворяются в расплавленном металле, увеличивая его хрупкость, уменьшая пластичность и т. д.
Разложению подвергаются молекулы и других веществ, например плавиковый шпат, имеющийся в составе электродных покрытий, под воздействием высокой температуры распадается на фтористый кальций и свободный фтор (CaF2 ? CaF + F), причем последний при достижении температуры 6000 °C активно диссоциируется. Наряду с минусами, которые несет свободный фтор (в его присутствии условия горения сварочной дуги изменяются в худшую сторону), есть и положительный момент: он образует с водородом устойчивое соединение, т. е. риск образования газовых пор снижается, что улучшает свойства металла шва.
Для понимания особенностей сваривания металлов необходимо иметь представление об основных химических реакциях, которые протекают в зоне сварки.
Сам процесс в упрощенной форме выглядит так: под воздействием высокой температуры электрической дуги кромки сваривающихся металлов, электродного металла и флюса расплавляются. В ходе этого формируется сварочная ванна, вокруг которой находится относительно холодный металл, причем его толщина может быть значительной, и которая покрыта расплавленным шлаком. В результате при сварке наблюдается взаимодействие между расплавленным металлом с одной стороны и шлаком, атмосферным воздухом и выделяющимися в процессе плавления газами – с другой. Начало этого процесса отмечается с того момента, как только появляются первые капли металла электрода, а его завершение знаменуется полным охлаждением металла шва.
Основными составляющими газовой среды, в которой протекает процесс сварки, являются CO2, CO, H2O, H2, O2, N2 и продукты их диссоциации – OH, H, N, O.
Кроме того, здесь присутствуют пары металла и шлака.
Источники кислорода – окружающий воздух и электродное покрытие. При взаимодействии кислорода с расплавленным металлом железо окисляется, образуя оксиды – закись железа FeO (II), окись железа Fe2O3 (III), закись-окись железа Fe3O4 (с содержанием O2 22,27, 30,06 и 27,64 % соответственно), что иллюстрируется следующими реакциями:
Из оксидов в железе растворяется лишь закись. Окись и закись-окись практически не растворимы, вследствие чего их влияние на свойства железа не отмечается, но при определенных условиях они, присутствуя на неподготовленных кромках свариваемых металлов (в ржавчине, окалине), превращаются в закись согласно реакциям:
В этом случае закись железа растворяется в расплавленном металле и шлаке, что в сводных швах проявляется в виде пор (при охлаждении металла закись железа выпадает из раствора, но если скорость этого процесса высока, то закись сохраняется в растворе и формирует прослойки шлака между зернами металла), которые снижают качество сварки. Для уменьшения растворимости закиси (она зависит от содержания углерода в стали и температуры: при повышении первого снижается, при возрастании второй – увеличивается) в металле важно, чтобы ее концентрация в шлаке была низкой. Тогда закись будет переходить в шлак.
В зоне так называемой дуги имеются углекислый газ CO2 и пары воды H2O, которые тоже принимают участие в окислении железа, поскольку при их диссоциации выделяется активный кислород:
Fe + CO2 ? FeO + CO;
Кроме того, металл окисляется под воздействием окислов кремния (SiO2) и марганца (MnO).
Чтобы снизить концентрацию кислорода в расплавленном металле сварочной ванны, прибегают к введению раскислителей, степень сродства которых к кислороду (степень активности окисления элемента кислородом) больше, чем у металла сварочной ванны.
Из воздуха в зону сварки поступает азот, который в зоне сварочной дуги присутствует и в атомарном, и в молекулярном, и в ионизированном состояниях. Его растворимость в железе определяется температурой. В процессе охлаждения шва азот выделяется из раствора, вступает в реакцию с металлом шва, в результате чего образуются такие химические соединения, как нитриды железа, марганца и кремния (Fe2 N, Fe4 N, MnN, SiN). Если охлаждение проходит с большой скоростью, то азот, не успевая полностью выделиться, вместе с металлом входит в перенасыщенный твердый раствор, что, с одной стороны, резко повышает прочность шва, а с другой – становится причиной постепенного старения металла шва и негативно сказывается на его механических свойствах (он утрачивает пластичность). Поэтому необходимо принимать меры по недопущению проникновения азота в зону сварочной ванны, что возможно, например, при осуществлении сварки в среде защитного газа.
При диссоциации водяных паров (они проникают в зону дуги из воздуха, флюса и др.), которая развивается в зоне сварки под воздействием высокой температуры, образуется еще один газ – водород. Он может быть и молекулярным, и атомарным, причем последний хорошо растворяется в расплавленном металле, особенно при повышении температуры. Когда она поднимается до 2400 °C, количество водорода составляет 43 см 3 на 100 г металла (это максимальное значение).
По способности растворять водород металлы делятся на две группы:
? металлы, не вступающие в соединения с водородом (железо, никель, медь и др.);
? металлы, образующие при взаимодействии с водородом гидриды (ванадий, титан, редкоземельные элементы и др.).
Присутствующие в металле легирующие элементы по-разному воздействуют на растворимость водорода – могут либо повышать ее, либо понижать. К первым относятся титан и ниобий, а ко вторым – хром, алюминий, а также кремний и углерод.
При охлаждении металла атомарный кислород переходит в молекулярное состояние. Но, если кристаллизация протекает с высокой скоростью, водород не может полностью выделиться из металла, что негативно отражается на качестве шва, металл которого приобретает пористость, становится менее пластичным, усиливается трещинообразование и т. п.
Чтобы минимизировать концентрацию водорода в сварочной ванне, вводят элементы, которые вступают в реакцию с ним и образуют нерастворимые соединения (например, фтористый водород), либо применяют окисление сварочной ванны.
Из всего сказанного следует вывод: физико-химические процессы, которые наблюдаются в зоне дуги, существенно влияют на качество металла сварного шва и, следовательно, всего соединения. Поэтому требуется принимать меры, защищающие расплавленный металл сварочной ванны от нежелательного воздействия на него перечисленных газов. Названный способ, предполагающий осуществление сварки в среде защитных газов, а также создание шлаковой оболочки над ванной расплавленного металла, оказывает положительное влияние, но полностью защитить металл от проникновения кислорода и образования в нем соединений с ним это не может. Более эффективным оказывается раскисление металла и извлечение из сварочной ванны оксидов.
В качестве раскислителей металла сварочной ванны используют алюминий, углерод, титан, кремний и марганец, поскольку они имеют значительное сродство к кислороду. Данные элементы вводят в расплавленный металл одним из трех способов – в виде:
? электродной проволоки или присадки;
Они взаимодействуют с окислами металла. Раскислители вводят в сварочную ванну в виде ферросплавов (ферротитана, ферромарганца и др.), входящих в состав электродного покрытия или флюса. Расплавляясь, они практически целиком переходят в шлак.
Перечисленные выше раскислители ведут себя совершенно по-разному, поэтому одним из них отдают предпочтение чаще, а другие применяют реже. К последним относится алюминий, поскольку он образует тугоплавкие соединения с кислородом, которые придают стали нежелательные качества, в частности склонность к трещинообразованию. Тем не менее при его использовании взаимодействие протекает в соответствии с реакцией:
Очень активным раскислителем является титан, поэтому его применяют довольно часто. Он вводится в жидкий металл в составе электродных покрытий и взаимодействует с кислородом согласно реакции:
2FeO + Ti = 2Fe + TiO2.
Кроме того, титан уменьшает содержание азота в расплавленном металле, так как образует нитриды.
Хорошим раскислителем является кремний, который присутствует в электродных покрытиях и флюсах и взаимодействует с кислородом по следующей реакции:
2FeO + Si = 2Fe + SiO2.
Одновременно с этим в жидком металле идет реакция образования силикатов (SiO2 + FeO = FeO SiO2), которые вместе с оксидом двухвалентного железа не растворяются в железе и переходят в шлак.
Раскисление углеродом протекает по реакции:
Оксид углерода – это газообразное соединение, в стали оно не растворяется, выделяясь из нее в виде пузырьков. До начала кристаллизации это выглядит как кипение вещества, сопровождающееся разбрызгиванием металла, который при этом очищается от различных металлических включений. Кипение металла во время охлаждения – явление негативное, так как при высокой скорости кристаллизации часть оксида остается в металле шва, образуя поры. Чтобы предотвратить возникновение газовых пор, в сварочную ванну вводят кремний, причем его количество должно быть достаточным для подавления раскисляющего действия углерода.
Самый широко применяемый раскислитель – марганец, входящий в качестве компонента во флюсы и электродные покрытия и действующий по реакции:
FeO + Mn = Fe + MnO.
Как и оксид железа (FeO), оксид марганца вступает во взаимодействие с оксидом кремния, образуя не растворяющийся в стали силикат (MnO + SiO2 = MnO SiO2). Помимо этого, результатом реакции с сульфидом железа (FeS + Mn = MnS + Fe) является сернистый марганец, который, будучи не растворимым в стали, переходит в шлак и освобождает металл от примесей серы (она попадает в сварочную ванну из разных источников – основного металла, сварочной проволоки, флюса и др.).
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРес
Теория сварки
Теория сварки Основные понятия Прежде чем говорить о сварочных работах, необходимо ввести ряд наиболее важных понятий, которые непосредственно связаны с ними и без которых невозможно понимание тех или иных процессов. Причем они намеренно расположены не в алфавитном
Виды сварки
Виды сварки Напомним, что получение неразъемного соединения твердых материалов в процессе их местного плавления или пластического деформирования называется сваркой. Металлы и сплавы, как уже было сказано, являются твердыми кристаллическими телами, состоящими из
Теория сварки
Прежде чем говорить о сварочных работах, необходимо ввести ряд наиболее важных понятий, которые непосредственно связаны с ними и без которых невозможно понимание тех или иных процессов. Причем они намеренно расположены не в алфавитном порядке, а в соответствии с логикой повествования.
Сварка представляет собой соединение металлических частей (деталей, конструкций и проч.) посредством локального нагревания и доведения их до пластичного или расплавленного состояния.
Сварным называется неразъемное соединение металлических частей (деталей, конструкций и др.), которое достигнуто в результате сварки.
Сварной шов – это часть сварного соединения, образованная в процессе сварки расплавленным, а затем кристаллизовавшимся металлом.
Основной металл – металл, из которого выполнены части, детали, изделия и конструкции, подвергающиеся сварке.
Сварочный флюс – неметаллический материал, защищающий зону сварки, пайки, наплавки от атмосферного воздуха, создающий условия для восстановления окислов, разжижения шлаков и понижения их температуры, способствующий получению сварного шва необходимого химического состава.
Сварочный электрод – это стержень, изготовленный из электропроводящего материала, с помощью которого электрический ток подводится к свариваемым деталям, частям и т. п.
Металл шва – материал, который получается в процессе смешивания расплавленного основного и присадочного или электродного металла.
Сварочная ванна – углубление, образованное сварочной дугой или пламенем горелки и заполненное расплавленным металлом.
Околошовная зона – это участок основного металла, структура которого подвергается изменению в результате воздействия высокой температуры, необходимой для выполнения сварки.
Легирующие компоненты – это вещества, которые вводят в состав металлов и сплавов и благодаря которым полученный материал приобретает определенные свойства.
Металлургия сварки
Металлургия сварки Процессы расплавления и затвердевания металла, в ходе которых его химический состав претерпевает изменения, а кристаллическая решетка – трансформацию, называются металлургическими. Сварка также относится к ним, но по сравнению с другими подобными
«Первооткрыватели» — теория первая
«Первооткрыватели» — теория первая Принято считать, что первым новую часть света в 1492 г. открыл Христофор Колумб (Cristobal Colon) (1451–1506) — испанский мореплаватель, по происхождению генуэзец. Его портрет украшает банкноты разных стран, в том числе и испанские 5000 песет 1992 г.
теория и методы дрессировки
Теория нарезания ключей по коду
Теория нарезания ключей по коду Код может быть прямым или косвенным. Прямой код не дает возможности изменить комбинацию замка. Но при наличии прямого кода по нему легко можно изготовить ключ. Недорогие замки, которые продаются в хозяйственных магазинах и супермаркетах,
Технология дуговой резки
Разработано и используется несколько способов резки металлов (стали, чугуна, цветных металлов) электрической дугой.
1. Дуговая резка металлов осуществляется с помощью:
1) металлического плавящегося электрода. Этот способ состоит в том, что металл расплавляют с помощью более высокой величины тока (на 30–40 % больше, чем при дуговой сварке).
Электрическую дугу возбуждают на верхней кромке у начала реза и постепенно перемещают ее вниз вдоль кромки (рис. 73).
Капли жидкого металла выталкивают козырьком электродного покрытия. Кроме того, он изолирует электрод, препятствуя его замыканию на металл.
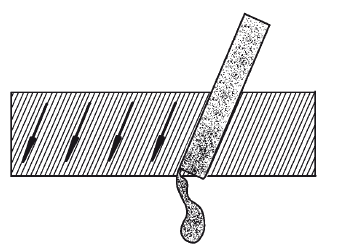
Рис. 73. Схема резки металлическим плавящимся электродом
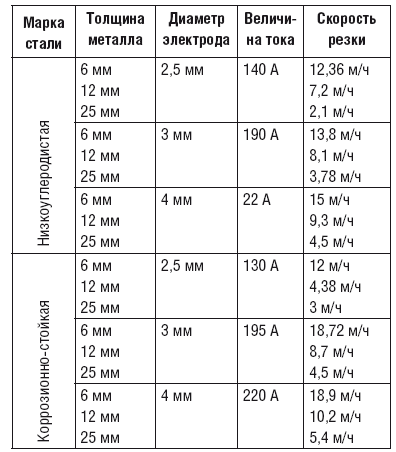
Резка таким способом обладает рядом недостатков, в частности имеет низкую производительность и дает некачественный рез. Режимы, при которых проводят резку, представлены в табл. 39;
Примерные режимы резки металла плавящимся электродом
2) угольного электрода. Этот способ используют при резке чугуна, цветных металлов и стали тогда, когда нет необходимости строго соблюдать все размеры, а качество и ширина реза не играют никакой роли. При этом разделку проводят, выплавляя металл вдоль линии раздела. Резку ведут при постоянном или переменном токе сверху вниз, располагая оплавляемую поверхность под небольшим углом к горизонтальной плоскости, чтобы облегчить вытекание жидкого металла. Режимы резки представлены в табл. 40.
3) неплавящегося вольфрамового электрода в среде аргона. Этот способ резки используется редко, в основном при работе с легированными сталями и цветными металлами. Его суть заключается в том, что на электрод подают ток, величина которого превышает таковую при сварке на 20–30 %, и насквозь проплавляют металл.
Примерные режимы резки стали угольным электродом
2. Кислородно-дуговая резка (рис. 74). В данном случае металл расплавляют электрической дугой, которую возбуждают между изделием и стержневым электродом из низко углеродистой или нержавеющей стали (наружный диаметр – 5–7 мм, внутренний – 1–3,5 мм), после чего он сгорает в струе кислорода, подаваемого из отверстия трубки и окисляющего металл, и выдувается. Кислородно-дуговую резку применяют в основном при подводных работах.
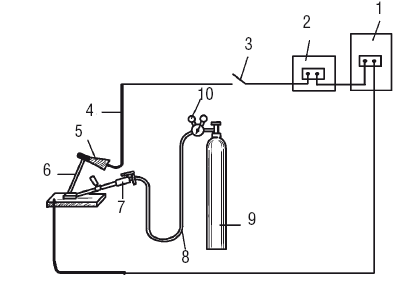
Рис. 74. Схема оборудования поста для кислородно-дуговой резки: 1 – источник питания (трансформатор); 2 – регулятор; 3 – рубильник; 4 – кабель; 5 – электродержатель; 6 – электрод; 7 – резак РГД-1–56; 8 – кислородный шланг; 9 – кислородный баллон; 10 – редуктор
3. При воздушно-дуговой резке (рис. 75) металл расплавляют электрической дугой, возбуждаемой между изделием и угольным электродом (пластинчатым или круглым), и удаляют струей сжатого воздуха.
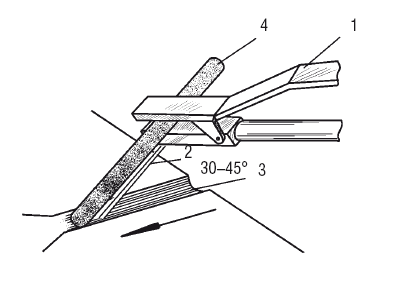
Рис. 75. Схема осуществления воздушно-дуговой резки: 1 – резак; 2 – струя воздуха; 3 – канавка; 4 – электрод
Процесс резки проводят при использовании постоянного тока обратной полярности (при прямой полярности зона нагрева более широкая, что создает трудности при удалении металла) или переменного тока.
Величину тока определяют по формуле:
K – коэффициент 46–48 и 60–62 А/мм для угольных и графитовых электродов соответственно;
d – диаметр электрода.
Для этого способа применяют особые резаки, которые бывают двух типов и поэтому предполагают разные режимы резки:
? резаки с последовательным расположением струи воздуха;
? резаки с кольцевым расположением струи воздуха.
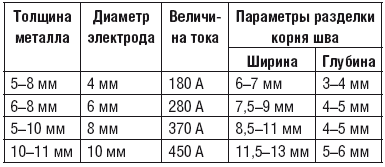
Воздушно-дуговая резка подразделяется на два типа, которым соответствуют разные режимы (табл. 41 и 42):
? поверхностная строжка, используемая для разделки образовавшихся в металле или сварном шве дефектов, подрубки корневого шва и снятия фасок;
? разделительная резка, применяемая при обработке нержавеющей стали и цветных металлов.
Примерные режимы поверхностной воздушно-дуговой резки
Примерные режимы разделительной воздушно-дуговой резки
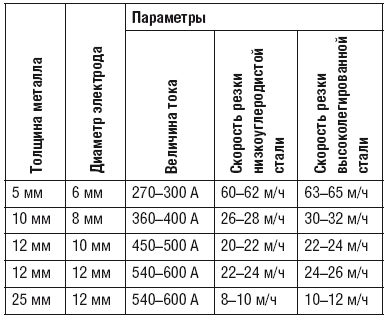
4. Плазменно-дуговая резка, суть которой заключается в том, что металл проплавляется мощным дуговым разрядом, сконцентрированным на небольшом участке поверхности разрезаемого металла, и удаляется из зоны реза высокоскоростной газовой струей. Холодный газ, проникающий в горелку, обтекает вольфрамовый электрод и в зоне разряда превращается в плазму, которая затем истекает через небольшое отверстие в медном сопле в виде яркосветящейся струи с высокой скоростью и температурой, доходящей до 30 000 °C (или больше). Принципиальная схема плазменно-дуговой резки показана на рис. 76.
Плазменная резка может осуществляться независимой или зависимой дугой. В таком случае говорят о плазменной дуге прямого или косвенного действия.
Режимы резки, на которые можно ориентироваться, наглядно представлены в табл. 43.
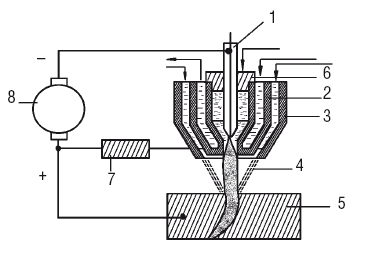
Рис. 76. Схема процесса плазменно-дуговой резки: 1 – электрод; 2 – водоохлаждемое сопло; 3 – наружное сопло; 4 – струя плазмы; 5 – металл; 6 – изоляционная шайба; 7 – балластное сопротивление; 8 – источник питания
5. Дуговая резка под водой. В жидкой среде, например в воде, можно создать мощный дуговой разряд, который, обладая высокой температурой и значительной удельной тепловой мощностью, сможет испарять и диссоциировать жидкость. Дуговой разряд сопровождает образование паров и газов, которые заключат сварочную дугу в газовую оболочку, т. е. фактически дуга будет находиться в газовой среде.
Примерные режимы плазменно-дуговой резки двух видов материала

Стабильную сварочную дугу от стандартных источников питания дадут угольные и металлические электроды.
Для осуществления резки под водой на них должно быть нанесено толстое водонепроницаемое (пропитанное парафином) покрытие, которое, охлаждаясь снаружи водой, будет плавиться медленнее, чем стержень электрода. В результате этого на его конце образуется небольшой чашеобразный козырек, благодаря которому будет обеспечиваться устойчивость газовой оболочки и горения дуги.
Величина тока выставляется из расчета 60–70 А на 1 мм диаметра электрода.
Описанный способ резки применяют при ремонте судов и т. п.
Глава 3 ИНСТРУМЕНТЫ И ОБОРУДОВАНИЕ ДЛЯ РЕЗКИ И ХРАНЕНИЯ СТЕКЛА
Глава 3 ИНСТРУМЕНТЫ И ОБОРУДОВАНИЕ ДЛЯ РЕЗКИ И ХРАНЕНИЯ СТЕКЛА 1. Оборудование и инструменты для резки стекла Для выполнения стекольных работ, в том числе для раскроя, бригады должны быть обеспечены следующими оборудованием и инструментами (рис. 164): столами для раскроя
1. Оборудование и инструменты для резки стекла
1. Оборудование и инструменты для резки стекла Для выполнения стекольных работ, в том числе для раскроя, бригады должны быть обеспечены следующими оборудованием и инструментами (рис. 164): столами для раскроя стекла, стеклорезами, линейками, угольниками, метрами, рулетками
Технология кислородной резки
Технология кислородной резки Суть кислородной резки заключается в сгорании разрезаемого металла под воздействием струи кислорода и удалении из разреза шлаков, образованием которых неизбежно сопровождается этот процесс (рис. 21).Углеродистые, а также низколегированные
Сварочные материалы и оборудование для дуговой сварки
Сварочные материалы и оборудование для дуговой сварки Сварочная проволока Чтобы заполнить зазор между свариваемыми частями, применяют присадочный материал, который имеет вид прутка или проволоки и вводится в зону сварочной дуги.Если осуществляется ручная дуговая
Техника дуговой сварки
Техника дуговой сварки Сварочные работы предполагают определенную подготовку деталей, которая включает в себя несколько операций:? правку, которую осуществляют на станках или вручную. Например для правки листового и полосового металла применяют различные
Техника безопасности при дуговой сварке и резке
Техника безопасности при дуговой сварке и резке Сварочные работы сопряжены с определенными факторами, которые могут быть опасными для здоровья человека.К ним относятся:? поражение электрическим током;? отравление токсичными газами и пылью;? ожоги расплавленным
Резка и сварка металлов
Сварка металлических деталей и их разрезание - противоположные процессы. Один из них соединяет их в общую конструкцию, а второй разделяет на части. Однако, применяя электродуговую сварку можно разрезать с ее помощью металлическую деталь. Резка и сварка металлов объединяются в один процесс.
Перед началом сварочного процесса осуществляются подготовительные работы. После правки и разметки деталей согласно чертежу должно производиться разрезание по намеченным линиям. Для этого применяют ножницы по металлу, гильотину и другие способы. Одним из них является электродуговая сварка. Отрегулировав силу тока, можно осуществлять резку металла сваркой при любой толщине.

Область применения
Конечная цель резки состоит в получении заготовок нужного размера при разделении металла на части. При серийном производстве или при необходимости разрезать материал большой толщины применяют резку металла электродуговой сваркой. Поскольку метод не обладает высокой точностью, его с успехом применяют для демонтажа больших конструкций, например, трубопроводов. Привлекает простота этого способа.
Требование к высокой квалификации сварщика не предъявляется. Для сварки и резки из оборудования необходим сварочный аппарат, а из инструментов - специальный электрод.
Технологический процесс
Технологии электродуговой сварки и резки металла начинается одинаково. Сварочный аппарат подключают к сети. Одним кабелем он подсоединяется к детали, а вторым к держателю с электродом. Величину тока выставляют в зависимости от толщины материала и размера электрода. Постукивая электродом по металлической поверхности, возбуждают дугу. Металл под воздействием высокой температуры начинает плавиться.

При соприкосновении с кислородом воздуха происходит окисление начинающего твердеть металла. Это может привести к возникновению дефектов в виде окислов. Чтобы этого избежать используют инертный защитный газ. Чаще всего в этой роли выступают аргон и гелий. Газ, который используется для резки и сварки металлов подают в сварочную ванну.
Резка имеет три разновидности:
- Разделительная. Предполагает возможность вытекания расплавленного металла из получившегося разреза. Диаметр электрода больше, чем ширина листа. Если лист расположен в вертикальной плоскости, то сварку производят методом сверху вниз. Электрод располагают перпендикулярно и совершают перемещение вдоль намеченной линии. Если должны быть выполнены сквозные отверстия, то начинать следует с них.
- Поверхностная. Применяется, когда требуется проложить на поверхности металла различного рода канавки, а также убрать дефекты в виде наплывов. Для получения широких канавок электродом совершают поперечные колебательные движения. Перемещение делают при небольшом погружении электрода вглубь металла.
- Вырезка отверстий. Сначала делают небольшое отверстие, а затем расширяют до нужного размера. Допустимо небольшое отклонение электрода от перпендикуляра к поверхности в сторону окружности.
Электроды для резки
При сварке и резке металлов используют специальные электроды. Отличие от обычных электродов заключается в большем количестве тепла, создаваемого сварной дугой, и повышенной теплостойкости обмазки.

Резка металлов с помощью сварки может производиться разными видами электродов:
- Неплавящийся. Изготовляется из вольфрама. При процессе с неплавящимся электродом разрез получается довольно грубый. При процессе необходима защитная газовая среда. Используется для легированной стали и цветных металлов.
- Плавящийся. Для получения аккуратного внешнего вида применяют плавящиеся электроды.
- Угольный. Иначе их называют графитовыми. Угольные электроды применяют для неответственных деталей. Их достоинством является более медленное плавление. Особенностью является то, что они не расплавляются, а сгорают. Это уменьшает количество шлака, и срез получается более чистым. Еще одной особенностью является способность разогреваться до очень высокой температуры при небольшом токе.
- Трубчатый. Трубчатые электроды находят применение, когда резка происходит кислородно-дуговым способом. Основой электрода является особая трубка с толстыми стенками полая изнутри.
При решении, как резать сваркой металл, следует сделать выбор между этими видами электродов. Резка может осуществляться и обычными электродами. В этом случае ток следует увеличить на 30-40%. Это потребует большего расхода электроэнергии, и соответственно, увеличит расходы на проведение процесса.
Преимущества вида резки
К достоинствам резки сварочным методом относятся:
- недорогое оборудование и инструменты;
- к окружающей среде не предъявляются особые требования;
- простота процесса.
Такой вид резки металлов с успехом применяется в автомобильной промышленности. Недостатком является невысокая производительность.
Интересное видео
История развития сварки
История сварки насчитывает несколько десятилетий, этот технологический процесс неразрывно связан с периодом, когда люди впервые начали добывать разные металлы, железо. Еще в давние времена люди применяли горячие методы для выплавки разных изделий из стали, они ее раскаляли, размягчали и формировали из нее уникальные приспособления.
Первые сварочные приборы разрабатывались несколько веков назад, и, наверное, мало, кто мог подумать, что за этот период будут достигнуты такие высоты. В настоящее время под понятием сварка подразумеваются разные процессы и виды технологий, используемое оборудование, материалы и другие важные критерии.

Предыстория сварки
История каждой технологии, включая сварку, должна рассматриваться с процессами, которые происходили в разные периоды. Каждая из них изначально обладает предпосылками возникновения, процессом развития, который проходит сквозь призму истории. Все это включает знаменательные события, значимые имена ученых, открытия, перспективы последующего развития.
История развития сварки насчитывает несколько столетий, она появилась еще в древности. Впервые ее стали использовать в VIII-VII веке до н. э. В то время люди создавали разнообразные орудия труда, для них они применяли разные материалы, включая металл, который всегда был в природе в виде самостоятельного материала. Они пытались изменить его форму, соединяли по кусочкам.
В то время применялись такие металлы, как золото и медь. Поскольку они обладают мягкой структурой, то для изменения формы применялись камни, физическая сила. Этот процесс относится к холодному виду сварочных работ.
Позднее люди стали добывать другие металлы - бронзу, свинец. Постепенно стала применяться термическая обработка, во время которой производился подогрев отдельных компонентов. Она позволяла изготавливать изделия большого размера. А литье применялось для производства совершенных конструкций.
История возникновения сварки характерна тем, что в древний период люди началась активная добыча железа. Это произошло около трех тысяч лет назад. В настоящее время этот процесс выглядит просто - для отделения металла из руд применяется плавка. Но вот в древнее время было все совсем по-другому, потому что в том время плавить не умели.
В древние времена из железной руды добывали смесь с содержанием частиц железа. Также в ней присутствовали другие элементы - уголь, шлаки и другие. Но через определенный промежуток времени ковкой из нагретой смеси люди смогли отделить железо и другие компоненты, но по отдельности.
Краткая история сварки
Чтобы понять основные этапы развития и становления стоит рассмотреть историю сварки, которая кратко рассказывает об открытиях в данной области. Она своей начало берет с 1802 года, в этот период ее изучением активно занимался русский ученый и профессор физики В. В. Петров.
И если поискать в интернете ответ на вопрос, в каком году изобрели сварку с использованием электрической дуги, то выйдут 1802-18004 года. Именно этому ученому принадлежит данное изобретение. И уже в 1881 году русский изобретатель Н. Н. Бернадос начал ее применять при соединении металлов с использованием присадочной проволоки.
Более подробно об основных открытиях и ученых будет рассказано в следующем разделе. Но все же следует для начала выделить главных основоположников сварки - В. П. Никитин, Д. А. Дульчевский, К. М. Новожилов, Г. З. Волошкевич, К. В. Любавский, Е. О. Патонов. Все они активно занимались исследованием сварочной технологии, открыли множество уникальных технологий, которые до сих пор активно применяются на производствах.
Важные открытия
История развития сварки и сварочного производства имеет множество открытий и этапов развития. За несколько веков существования технология претерпела сильные изменения, которые сделали ее востребованной и передовой. В настоящее время ни одно производство, промышленное предприятия не обходится без применения сварочных работ.
Прорыв в технологии сварочного производства произошел при промышленном перевороте. В это время совершались важные открытия в области электричества, и в результате этого ученые того времени коснулись и сварки. Они ее внимательно изучили и смогли тесно связать ее с электричеством.
В поисках ответа на вопрос кто изобрел сварку, стоит коснуться 1802 года. В этот период русский физик Василий Владимирович Петров смог открыть возможность использования в практических целях электрической дуги. Открытие стало знаменательным событием в деятельности ученого и физика-экспериментатора. Оно в последующий период стало использоваться в качестве прототипа всех сварочных устройств.
Изобретатель сварки все выводы открытия изложил в книге «Известия о гальвани-вольтовских опытах», которая была опубликована в 1803 году. Но ученый в то время был малоизвестным, поэтому на его открытия в то время особо не обращали внимания.
Когда появилась сварка точно ответить нельзя, потому что процесс ее появления зарождался постепенно. В 1821 году Сэр Гемфри Дэви проводил многочисленные исследования с использованием электрической дуги. А его ученик, Майкл Фарадей занимался усиленным исследованием электричества и магнетизма, а именно связи между ними. А в 1830 году он смог открыть электромагнитную индукцию.

Рассматривая, кто придумал сварку, стоит обратить внимание на события, которые произошли в 1881 году. В этот период русский инженер Николай Николаевич Бенардос смог открыть электродуговой сварочный процесс, который получил название «Электрогефест». На протяжении нескольких лет проводились исследования, и в 1887 году изобретение было запатентовано. Постепенно оно стало распространяться по всему миру.
А кто изобрел сварку угольным электродом? Это открытие также относится к русскому инженеру и изобретателю Николаю Николаевичу Бенардосу. Он смог разработать электродуговую сварочную технологию, во время которой предполагалось использование угольных и металлических электродов. Ученый стал основоположником идеи электродуговой сварки с металлическим стержнем с использованием переменного тока, сварки с наклонным электродом, а также технизации сварочного процесса.
В каком году появился сварочный аппарат? Появление первого прибора приходится на период в 1881-1882 году. Именно в это время проводились многочисленные исследования и открытия, на основе которых и было разработано первое сварочное оборудование.
Но все же многих интересует, кто именно изобрел сварочный аппарат? Первое время над этим работал русский инженер Бенардос, но затем данным вопросом занялся Славянов Николай Гаврилович. В 1882 году он смог создать первое сварочное оборудование и электроды. Он запатентовал сварку, только после этого данная технология стала применяться в других странах.
Инженер проводил следующие работы:
- устранял признаки брака, возникающие во время литья деталей;
- восстанавливал части паровых турбин;
- заваривал изношенные детали.
Особенности развития технологий в новое время
После появления газовой сварки, они сразу же начала занимать лидирующие позиции, ее востребованность наблюдалась вплоть до 30-х годов. Технологию особенно усиленно использовали в годы Первой мировой войны.
Последующее развитие связано с ученым и инженером Евгением Патоном. Он организовал первый институт сварки в 1929 году. В этот период развитие сварочных процессов происходило под его руководством. Во время Великой Отечественной войны новые методы использовались в оборонной промышленности. Проводилась усиленная разработка новых видов флюсов, электродов для изделий с толстыми стенками. Их применяли при изготовлении военной техники - танков, оружия, бомбардировщиков и их оснащения.
В поисках ответа на вопрос кто придумал сварку металлов стоит остановиться на ученом Патоне. Именно он смог разработать данные методы сваривания порошкового, шлакового, контактного вида в жидкой и разряженной среде. В это время для защиты соединения стали применяться инертные газы. В 1940 году впервые стали применять электроды с покрытием из вольфрама, а поддержание электрической дуги осуществлялось с использованием гелия.
В связи с тем, что для сваривания реактивных металлов и алюминия необходимы более чистые инертные газы, в 1946 году стали применять аргон. Он является наиболее чистым и безопасным инертным газом для сварочных работ.
В 1960 году появилась новая технология сварки с применением нескольких стержней. Ее принцип состоял в следующем: две или более сварочные проволоки подаются в область сварочной ванны. Во время этого процесса они могут применяться в виде присадки, но одновременно с этим они прибывают под электрическим напряжением. Благодаря этому технологическому процессу можно существенно повысить скорость плавления металла, а также улучшить свойства эксплуатационной жидкости.
Современные виды сварки
Развитие сварки в современности вывело данную технологию на новый уровень. В этот период были созданы новые виды сварочных работ, во время которых применялось оборудование с разными функциями. Ученые смогли разработать технологии, которые можно было применять для сваривания конструкций их разных металлов.

Электрическая дуговая сварка
Это первая сварка, которая и сейчас считается востребованной. Ее используют на разных производственных предприятиях для изготовления металлических конструкций. В настоящее время она считается самой распространенной, доступной и дешевой.
Электрошлаковая сварка
Эта технология является новейшим методом сваривания, который используется для изготовления крупногабаритных изделий. Зачастую он применяется при производстве судовых конструкций, котлов, изделий для железных дорог и других элементов.
Во время сварочных работ разряды электрического тока пропускаются через шлак. Образование шлака происходит при расплавлении флюса, и он считается главным проводником электрического тока. В результате прохождения разрядов электрического тока через шлак происходит образование теплоты.
Электрошлаковая сварка бывает двух типов:
- с использованием трех электродных проволок;
- с применением электродов, которые имеют большое сечение.
Контактная и прессовая сварка
Контактная сварка считается старым методом. Его основоположником является Уильям Томпсон. Изначально данная технология была распространена в США, позднее она появилась в России. В период, когда она начала применяться, в нашей стране начала активно развиваться научно-исследовательская сфера.
Контактная сварочная технология разделяется на следующие разновидности:
- Стыкового типа. Во время нее проводится сваривание изделий по всей плоскости их касания при помощи нагревания.
- Точечного вида. Соединение деталей проводится в одной или нескольких точках в одно время.
- Рельефная. Сваривание изделий производится в одной или нескольких точках, они имеют выступы в виде рельефов.
- Шовная. Осуществляется сваривание элементов швом.
Прессовая технология или сваривание давлением - это сваривание металлических заготовок без их расплавления. Во время нее осуществляется деформирование с использованием силового воздействия.
Газовая сварка и резка
Газовая сварка сопровождается расплавлением металла. Для этих целей применяются специальные горелки, в которых происходит сжигание горючих газов. Впервые газовые горелки были изобретены во Франции. Для их работы применялась смесь с кислородом и водородом.
Виды лучевой сварки
Лучевая сварка считается новым методом, который появился в современный период. Новейшие исследования ученых в области оптики, квантовой физики смогли выделить виды данной технологии, основанные на энергии ионных и фотонных лучей.
К основным видам лучевой сварки относят:
- Электронно-лучевая. Источником теплоты является электронный луч. Процесс сваривания протекает в специальных установках - в вакуумных камерах.
- Лазерная. В качестве источника тепла применяется лазерный луч. Этот вид обладает отличительными качествами - экологической безопасностью, при проведении технологии отсутствует механическая обработка, высокой скоростью сварочного процесса, высокой стоимостью сварочного оборудования.
- Плазменная. Для источника тепла применяется струя из плазмы, а точнее дуга, которую получают при помощи плазмотрона. Плазмотрон может оказывать два вида действия - прямое и косвенное.
Роль сварки в современном мире
Рассматривая ответы на важные вопросы - когда изобрели сварку, кто придумал электрическую сварку, стоит обратить внимание на роль этой технологии в современном мире. В настоящее время активно развиваются лазерные разновидности сварочного процесса.

Не так давно была открыта технология высококачественного соединения металлов. Появляются новые композитные материалы, стало востребованным использование алюминия, нержавеющих сталей, цветных металлов. В период современности произошло усиленное развитие сварочного оборудования, появились новые приборы с широкими функциями, возможностями.
В современности широкое распространение получили следующие виды высокотемпературного соединения металлов:
- аргонодуговая технология. При помощи нее можно производить любые виды соединений - стыковые, угловые, тавровые, внахлест;
- газовая. При помощи нее в послевоенное время начали изготавливать всевозможные конструкции. В наше время эту технологию применяют для изготовления трубопроводов, которые пролегают на дальнем расстоянии от источников тока;
- полуавтоматическая. Эта технология ускоряет процесс соединения элементов. Она имеет высокую точность, снижает риск образования соединения низкого качества;
- электродуговая сварка. Всегда была и остается востребованной технологией, которую используют на разных производственных предприятиях, заводах.
В период современности произошли некоторые изменения - поменялись источники питания, усовершенствовались держатели, но все же принцип горячего соединения остался таким же.
Если внимательно изучить вышеизложенную информацию, то можно будет найти ответы на важные вопросы - когда появилась сварка металлов, и кто придумал сварочный аппарат. Стоит учитывать, что данная технология появилась еще в древнее время, ее применяли для изготовления приспособления для труда, оружия и других необходимых изделий.
История развития имеет множество этапов, которые проходили в разное время вплоть до современности. Многочисленные исследования, открытия смогли разработать уникальные методы, которые в настоящее время активно используются на предприятиях и производствах.
Читайте также: