Тепловой баланс при резании металлов
Обновлено: 18.05.2024
Под тепловым балансом резания понимается равенство теплоты, выделяющейся в зоне резания, и теплоты, удаляемой из нее за тот же промежуток времени. Таким образом, в каждое мгновение при резании должно иметь место равенство приходной и расходной частей : Q1+Q2+Q3+Q4=q1+q2+
+q3+q4+q5 . это выражение называется уравнением теплового баланса. Изменение условий резания приводит к изменению соотношения составляющих приходной и расходной частей уравнения теплового баланса.
В начале обработки температура в зоне резания растет до какого-то определенного значения и устанавливается постоянной, соответствующей стационарному тепловому режиму, при котором выделение тепла равняется отводу его по перечисленным направлениям. Для практических целей наибольший интерес представляет температура рабочей части инструмента и обрабатываемой заготовки. Тепло, переходящее в заготовку, увеличивает ее температуру и вызывает температурное изменение ее размеров и коробление, подчас являющееся причинами брака.
Теплота, переходящая в инструмент, при всей своей относительной незначительности, концентрируясь в малых объемах материала инструмента, вызывает сильный разогрев его в этих объемах и снижение режущих свойств и износоустойчивости инструмента. С увеличением скорости резания доля тепла, переходящего в инструмент, уменьшается, но абсолютное его количество возрастает и температура в зоне резания увеличивается до значений, близких к температуре красностойкости металла инструмента.
31. Понятие о температурном поле и температурном резании.
Температура резания – это средняя температура контакта стружки, заготовки и инструмента в момент резания, в какой – либо токе мгновенная температура может существенно отличаться от средней температуры. Тмгн=1200-1500˚

33. Зависимость температуры резания от условий обработки. Эмпирическая формула для подсчета температуры резания.
1) скорость резания v- чем ↑V, тем > скорость трения → > температура в зоне резания;
2) чем >S. тем > поперечное сечение стружки;
3) чем > нагревается инструмент, тем > нагревается заготовка;
4) чем > передний угол →снижает пластическую деформацию→снижает температуру.
Q=C0V x S y t z , где x=0.4, y=0.2, z=0.5.
32. Экспериментальные методы исследования температуры резания.
1) метод моделирования; применяется с использованием теории теплопроводности – передачи, с учетом коэффициентов теплопроводности, прочности обрабатываемого материла. Производится математический расчет температур контакта этих тел;
2) экспериментальные методы:
Б) метод искусственной термопары
В отверстие, просверленное в корпусе резца (см. рис.), вставлялась термопара. Спай рабочего конца термопары касался в точке 1 нижней поверхности быстрорежущей пластинки. Пластинка, прикрепленная к корпусу резец, выполняет функцию передней поверхности лезвия. В процессе резания тепловой поток, генерируемый на контактных поверхностях лезвия, нагревал быстрорежущую пластинку и рабочий спай термопары. Просверливая отверстия в разных в разных местах корпуса, можно последовательно одной или одновременно несколькими термопарами измерять температуру в разных точках быстрорежущих пластинок разной толщины и составить по результатам измерения температурное поле режущей части резца.
В) метод естественной термопары
Этот метод позволяет измерить температуру непосредственно на поверхности наиболее нагретого участка лезвия. Схема измерения показана на рис. Обрабатываемая заготовка при закреплении в патроне токарного станка изолируется прокладками. Резец также изолирован от суппорта станка. Один из удлинительных термоэлектродов 2-3 присоединен в точке 2 к инструментальному материалу, оснащающему режущую часть 1 резца, и выполнен из того же материала. Другой удлинительный термоэлектрод 4-5 связывает измерительный прибор с обрабатываемой заготовкой через токосъемник в точке 5, который в простейшем случае представляет собой металлическую или угольную щетку, скользящую по поверхности вращающейся заготовки.
34. Требования, предъявляемые к смазочно-охлаждающим технологическим средствам. Классификация СОТС: жидкости ( водные растворы электролитов, водные растворы поверхностно-активных веществ, эмульсии, активированные эмульсии, масляные жидкости), газовые сред, твердые смазки. Область применения газовых сред и твердых смазок.
По своему составу и виду основы смазочно-охлаждающие жидкости подразделяются на три группы: масляные жидкости, водные эмульсии минеральных масел и синтетические жидкости.
Масляные СОЖ представляют собой минеральные масла, в которые добавлены антифрикционные, антиадгезионные, противозадирные и другие присадки и ингибиторы коррозии. Активными (режущими) присадками служат масла и жиры растительного и животного происхождения и вещества, содержащие фосфор, хлор, серу. Общий объем присадок в масляных СОЖ может доходить до 40%.
Водные эмульсии минеральных масел приготавливаются из воды и эмульсолов. Содержание эмульсола в воде обычно бывает от 2 до 10%, в зависимости от вида выполняемой операции и напряженности режима резания. В состав эмульсолов входят: минеральное масло, эмульгаторы, ингибиторы коррозии, бактерицидные, антиизносные, антипенные и другие присадки. При смешивании эмульсола с водой образуется непрозрачная эмульсия молочно-белого цвета.
Синтетические СОЖ представляют собой водные растворы водорастворимых полимеров, поверхностно-активных веществ (ПАВ) и ингибиторов коррозии.
Смазочно-охлаждающие жидкости, подаваемые в зону резания, оказывают смазочное, охлаждающее и моющее действия. Роль и значение каждого из этих действий зависят от вида операции механической обработки и свойств обрабатываемого и инструментального материалов.
Моющее действие СОЖ заключается в образовании на мелких частицах стружки, нароста и продуктах износа адсорбционных пленок, препятствующих их слипанию. В результате частицы легко уносятся струей СОЖ, что приводит к уменьшению абразивного износа режущего инструмента. Охлаждающее действие СОЖ проявляется, как в поглощении уже выделившейся теплоты, так и в устранении или уменьшении причин ее выделения. Уменьшение температуры в зоне резания и охлаждение режущего инструмента способствуют сохранению режущих свойств инструмента и износостойкости инструментального материала.
Смазочное действие СОЖ заключается в образовании на трущихся поверхностях различных по своей физико-химической природе пленок, уменьшающих силы трения и износ контактирующих поверхностей путем предотвращения или ограничения явлений адгезии и схватывания обрабатываемого материала с материалом режущего инструмента.
35.Сущность действия смазочно-охлаждающих жидкостей в процессе резания металлов(непосредственное охлаждение, уменьшение сил трения и облегчение деформация). Методы подачи смазочно-охлаждающих жидкостей, их эффективность.
Под стойкостью (Т) режущего инструмента понимается время его работы до достижения определенной величины износа
Применение СОЖ обычно обеспечивает увеличение стойкости режущего инструмента в 1,5 – 2,0 раза. Соответственно этому и коэффициент увеличения стойкости имеет значения КТ = 1,5 – 2,0 в зависимости от химического состава, смазочно-охлаждающей жидкости и способа ее подачи в зону резания.
В практике машиностроения наиболее часто СОЖ подается в зону резания поливом в виде свободно падающей струи.
Смазочно-охлаждающая жидкость из емкости в левой тумбе станка насосом через гибкий шланг подается в трубопровод с пробковым краном и сопловым насадком. Из соплового насадка СОЖ подается свободно падающей струей на режущий инструмент и обрабатываемую деталь.
Количество подаваемой в зону резания СОЖ регулируется с помощью пробкового крана. Использованная СОЖ стекает в корыто и сливается в емкость, к насосу. Количество подаваемой в зону резания СОЖ зависит от вида ее основы (водная или масляная), вида выполняемой операции и напряженности режима резания. В некоторых случаях механической обработки (на многошпиндельных автоматах, зубообрабатывающих станках и других) поток СОЖ используется одновременно и для уноса стружки.
На разных технологических операциях в зависимости от вида, размеров и конструкции используемого инструмента и желаемой ширины охвата зоны резания струей СОЖ применяются сопловые насадки различного вида. Сопловые насадки системы подачи СОЖ на токарных станках представляют собой металлическую трубку с конусным концом на выходе для формирования струи СОЖ и уменьшения ее разбрызгивания. Насадки для сверлильных станков имеют обращенный в сторону режущего инструмента косой срез, обеспечивающий подачу СОЖ на инструмент вдоль его оси. Насадки для фрезерных и зубообрабатывающих станков обеспечивают подачу СОЖ плоской широкой струей. Для подачи СОЖ в зону обработки шириной более 100 мм применяются сопловые
При необходимости более интенсивного охлаждения режущих инструментов применяется их внутреннее охлаждение, заключающееся в пропускании СОЖ по внутренним каналам в теле инструмента. Наиболее часто внутреннее охлаждение применяется в осевых инструментах типа сверл, зенкеров, разверток, протяжек, метчиков и иных подобных инструментах, но может применяться и в любых других инструментах.
Понятие о тепловых процессах при резании. Баланс тепла при резании
При резании металлов в зоне отделения стружки выделяется значительное количество теплоты. Тепловое состояние системы резец - стружка-деталь оказывает существенное влияние на изнашивание инструмента, на качество обработанной поверхности, на процесс трения и т.д. Изучение условий теплообразования и теплоотвода в зависимости от различных параметров процесса резания имеет большое практическое значение и позволяет: управлять теплонапряженностью процесса резания металла; выбирать материал режущей части инструмента; рекомендовать рациональные геометрические параметры режущего инструмента; задавать параметры режима резания.
Количество тепла, выделяемого в процессе резания (Q , Дж) складывается из:Q=QД+QТП+QТЗ
Расположение источников тепла представлено на рис. 1. Тепло деформации Qд образуется в зоне сдвигов по плоскости сдвигов; тепло трения Qтп на передней поверхности – в пределах площадки контакта между стружкой и инструментом шириной С1; тепло трения Qтзна задней поверхности – в пределах площадки контакта между поверхностью резания и инструментом (шириной С2).
Образовавшееся тепло распространяется из очагов его образования к более холодным местам, распределяясь между стружкой Qс , резцом Qи, деталью Qдет и окружающей средой Qос. При этом имеет место равенство – уравнением теплового баланса:QД+QТП+QТЗ=QС+QИ+QДЕТ+QОС,
На процентное распределение тепла в правой части равенства (4) главное влияние оказывают механические и теплофизические свойства обрабатываемой детали и скорость резания.
Факторы, оказывающие влияние на количество тепла, выделяющегося при резании. Влияние тепла на процесс резания
Обрабатываемый материал
На температуру резания влияют механические характеристики обрабатываемого материала (предел прочности, твердость и т.д.) и его теплопроводность. Чем выше предел прочности и твердость металла заготовки, тем больше температура резания.
Скорость резания
С ростом скорости резания увеличивается количество выделяющейся теплоты.
Подача
С ее увеличением возрастает составляющая силы резания Pz и, следовательно, количество выделяющейся теплоты.
Глубина резания
С увеличением глубины резания возрастает общее количество теплоты, так как увеличивается составляющая силы резания Pz. Однако при этом увеличивается и длина активного участка режущей кромки, отводящей теплоту в тело резца. Прирост температуры резания становится незначительным.
Передний угол γ
Исследования показывают, что оптимальная величина переднего угла зависит от физико-механических свойств обрабатываемого материала. Обычно для прочных обрабатываемых материалов рекомендуются меньшие, а в некоторых случаях отрицательные передние углы.
Главный угол в плане φ
При увеличении этого угла увеличивается толщина сечения среза: a=S*sinφ, a – толщина срезаемого слоя,, φ – главный угол в плане
Это приводит к уменьшению коэффициента усадки стружки, касательной составляющей силы резания Pz и количества выделяемого тепла. Однако при увеличении j уменьшается массивность режущего клина и активная часть режущей кромки, от чего ухудшаются условия теплоотвода. Последний фактор является преобладающим, и при увеличении главного угла в плане температура резания повышается.
Износ резцов, механизм износа.
При резании металлов в результате трения стружки о переднюю поверхность резца и задних поверхностей резца о поверхности заготовки происходит износ резца, протекающий в виде истирания и удаления микрочастиц с поверхностей, а также в виде микросколов (выкрашивания) режущей кромки.
Здесь происходит трение между постоянно вновь образующимися «обновленными» поверхностями, кот-е протекает при больших давлениях, высоких температурах, и на относительно малых поверхностях контакта.
Механизм износа очень сложен. Здесь имеют место абразивный (царапание – срезание микроскопических объемов материала инструмента твердыми структурными составляющими обрабатываемого металла), адгезионный (молекулярный – молекулярное сцепление м-ду материалами заготовки и инструмента, вызывающих отрыв мельчайших частиц материала инструмента) и диффузионный (взаимное растворение обрабатываемого металла и материала инструмента) износы.
В зависимости от материала заготовки и резца, элементов режима резания, геометрических элементов режущей части резца и других условий обработки резцы изнашиваются по-разному, например:
· при резании хрупких металлов (чугуна, бронзы) резцы изнашиваются в основном по задней поверхности независимо от материала резца (по передней пов-ти износ только при высоких скоростях).
· при резании вязких металлов на малой скорости резания изнашивается в основном задняя поверхность.
Тепловыделение при резании металлов
Одним из физических процессов, сопровождающих стружкообразование и разрушение конструкционного материала резанием, является тепловыделение. Практически вся механическая работа, затрачиваемая на срезание припуска с заготовки, превращается в теплоту. Полное количество теплоты Q, выделяющейся в единицу времени, можно определить из выражения, Дж/с,
Теплота генерируется в результате упругопластического деформирования материала заготовки в зоне стружкообразования, трения стружки о переднюю поверхность лезвия инструмента, трения задних поверхностей инструмента о поверхность резания и обработанную поверхность заготовки (рис. 3.5.1). Тепловой баланс процесса резания можно представить тождеством, Дж:
где Qд - количество теплоты, выделяемой при упругопластическом деформировании обрабатываемого материала; Qnn - количество теплоты, выделяемой при трении стружки о переднюю поверхность лезвия инструмента; Qзn - количество теплоты, выделяемой при трении задних поверхностей инструмента о заготовку; Qс - количество теплоты, отводимой стружкой; Qзаг _ количество теплоты, отводимой заготовкой; Qи - количество теплоты, отводимой режущим инструментом; Qл - количество теплоты, отводимой в окружающую среду (теплота лучеиспускания).
В зависимости от технологического метода и условий обработки стружкой отводится 25 . 85 % всей выделившейся теплоты; заготовкой 10 . 50 %; инструментом 2 . 8 %. Количественное распределение теплоты зависит главным образом от скорости резания (рис. 3.5.2).
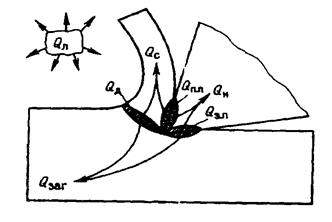
Рис. 3.5.1. Источники образования и распределения теплоты резания
Теплообразование отрицательно влияет на процесс резания. Нагрев инструмента до высоких температур 800 . 1000 °С вызывает структурные превращения в металле, из которого он изготовлен, снижение твердости инструмента и потерю режущих свойств. Нагрев инструмента вызывает изменение его геометрических размеров, что влияет на точность размеров и геометрическую форму обработанных поверхностей. Например, при обтачивании цилиндрической поверхности на токарном станке удлинение резца при повышении его температуры изменяет глубину резания, и обработанная поверхность получается конусообразной. Нагрев заготовки вызывает изменение ее геометрических размеров. Вследствие жесткого закрепления на станке заготовка деформируется. Температурные деформации инструмента, приспособления, заготовки и станка снижают качество обработки.
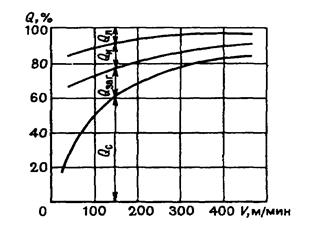
Рис. 3.5.2. Распределение теплоты резания в зависимости от скорости резания
Погрешность формы обработанных поверхностей возрастает из-за непостоянства температурного поля по объему заготовки в процессе обработки (рис. 3.5.3, а), и после охлаждения обработанной заготовки возникают дополнительные погрешности обработанной поверхности (рис. 3.5.3, б). Температурные погрешности следует учитывать при наладке станков. Для определения погрешностей необходимо знать температуру инструмента и заготовки или количество теплоты, переходящей в них (см. рис. 3.5.2).
Тепловые явления при резании металлов
При снятии стружки вся работа резания превращается в эквивалентное количество теплоты. Теплообразование оказывает значительное влияние на процесс резания. С одной стороны, оно облегчает деформирование материала срезаемого слоя, вследствие чего уменьшается интенсивность изнашивания инструмента и повышается качество обработанной поверхности. С другой стороны, повышение температуры до 800. 1000 °С вблизи режущей кромки инструмента приводит к изменению структуры и физико-механических свойств его материала, что обусловливает потерю режущей способности инструмента.
Механическая энергия, затрачиваемая на деформирование, разрушение и трение, переходит в тепловую, и только небольшая ее часть накапливается в виде потенциальной энергии искаженной
решетки материала в зоне деформирования. В первом приближении количество выделяющейся в единицу времени теплоты можно подсчитать по следующей формуле:
где Рг — сила резания, Н;v—скорость резания, м/с.
Теплота образуется в результате упругопластического деформирования в зоне стружкообразования, трения стружки о переднюю поверхность инструмента и заготовки о задние поверхности (рис. 21.12, а). Тепловой баланс процесса резания можно выразить в следующем виде:
фд + фц.п+ Q,.n= Чс + ?3аг +?и +?окр.
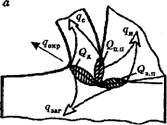 |
гдеQr— количество теплоты, выделяющееся при упругопласти- ческой деформации обрабатываемого материала; (?п п — количество теплоты, выделяющееся при трении стружки о переднюю поверхность инструмента; Q3„ — количество теплоты, выделяющееся при трении задних поверхностей инструмента о заготовку; С — количество теплоты, отводимое стружкой; q3&T— количество теплоты, отводимое заготовкой;q„— количество теплоты, отводимое инструментом; q0Kp— количество теплоты, отводимое в окружающую среду.
Рис. 21.12.Тепловые явления:а— тепловой баланс процесса резания; б— влияниеv, S, t на температуру инструмента
В зависимости от технологического метода и условий обработки со стружкой уносится 25. 85 % всей выделившейся теплоты, заготовкой — 10. 15, инструментом — 2. 8 %. Наибольшее влияние на температуру инструмента оказывают скорость, подача и глубина резания (рис. 21.12, б). С повышением скорости
резания температура растет, но чем выше скорость резания, тем медленнее повышается температура, так как при высоких скоростях большее количество тепла отводится стружкой, уменьшаются пластические деформации и силы резания. С увеличением подачи и глубины резания температура инструмента также несколько возрастает, однако необходимо учитывать, что с увеличением глубины резания увеличивается протяженность контакта между инструментом и деталью, что уменьшает приток тепла на единицу длины режущего лезвия.
С уменьшением переднего угла у увеличивается сила резания и, следовательно, температура резания. С уменьшением угла в плане ф удлиняется активная часть режущей кромки и за счет этого улучшается теплоотвод.
| а |
 |
| Р.-Р. |
| 850 800 |
| 400 500 600 |
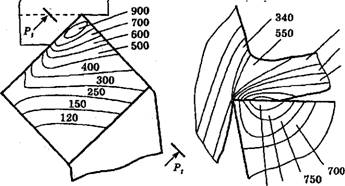
| Рис. 21.13.Температурное поле резца и стружки: а — на передней поверхности; б — в главной секущей плоскости |
| б |
Кроме температуры необходимо знать температурное поле в зоне резания. Под температурным полем понимается совокупность различных значений температур во всех точках определенного участка деформированного слоя или инструмента в определенный момент. На рис. 21.13 приведены изотермы температурного ноля резца и стружки при точении без охлаждения резцом из твердого сплава Т14К8 стали ШХ15 (и = 80 м/мин; t= 4,1 мм; S = 0,5 мм/об). Как видно из рисунка, наибольшая температура у места контакта стружки с передней поверхностью инструмента.
Применение смазочно-охлаждающих технологических сред (СОТС) способствует снижению температуры резания, увеличению стойкости инструмента, улучшению качества обработанной поверхности и снижению силы резания. СОТС оказывают благоприятное действие на процесс резания, поскольку:
□ уменьшают коэффициент трения между контактирующими поверхностями;
□ облегчают процесс деформации срезаемого слоя металла;
□ снижают силы резания;
□ понижают температуру в зоне резания, охлаждая инструмент и поверхность детали;
□ уменьшают температурные деформации деталей в процессе обработки.
В зависимости от технологического метода обработки, свойств обрабатываемого материала и инструмента, а также режимов резания используют различные виды СОТС: твердые, жидкие, пластичные и газообразные.
К твердым СОТС относятся: неорганические материалы (тальк, слюда, графит, бура, нитрид бора, дисульфиды молибдена, вольфрама и титана, сульфат серебра); органические соединения (мыло, воск, твердые жиры); металлические пленочные покрытия (медь, латунь, свинец, олово, барий, цинк).
К смазочнб-охлаждающим жидкостям (СОЖ) относятся: водные растворы минеральных электролитов, эмульсий; минеральные, животные и растительные масла с добавками фосфора, серы и хлора (сульфофрезолы); керосин и растворы поверхностно-активных веществ в керосине; масла и эмульсии с добавками твердых смазывающих веществ; расплавы металлов, солей и других веществ. СОЖ получили наибольшее применение в машиностроении.
К пластичным СОТС относятся густые мазеобразные продукты, которые получают путем загущения минеральных и синтетических масел.
К газообразным СОТС относятся воздух, азот, двуокись углерода, кислород, пары поверхностно-активных веществ, распыленные жидкости.
Выбор СОТС в каждом конкретном случае зависит от технологического метода и режима обработки, а также физико-механических свойств обрабатываемого и инструментального материала. При черновой и получистовой обработках, когда требуется эф
фективное охлаждающее действие среды, применяют водные растворы электролитов и поверхностно-активных веществ, масляные эмульсии. При чистовой обработке применяют чистые и активированные минеральные масла. Под влиянием высоких температур и давлений эти вещества образуют на поверхности заготовок соединения (фосфиды, хлориды, сульфиды), снижающие трение. При обработке хрупких материалов (чугун, бронза) твердосплавным инструментом в качестве СОТС используют газы (сжатый воздух, углекислый газ).
| а |
1 От яяпоса  Рис. 21.14.Способы подвода СОТС в зону резания: а — на поверхность инструмента; б — внутреннее охлаждение |
Эффективность действия СОТС зависит от способа подвода их в зону резания. Наиболее распространенной является подача эмульсии через сопло на переднюю поверхность инструмента под давлением 0,05. 0,2 Па (рис. 21.14, а). Этот метод требует большого расхода жидкости (10. 15 л/мин). Более эффективно высоконапорное охлаждение, когда жидкость подают тонкой струей под давлением 1,5. 2 МПа со стороны задних поверхностей инструмента (расход жидкости приблизительно 0,5 л/мин;). Если подвод жидкости в зону резания затруднен, например при сверлении, то применяют внутреннее охлаждение инструмента (рис. 21.14, б), для чего в нем делают каналы, по которым прокачиваются СОТС.
7 Тепловые явления при резании металлов
В процессе резания тепловые явления играют важную роль. Именно они определяют температуру в зоне резания, которая оказывает прямое влияние на характер образования стружки, нарост, усадку стружки, силы резания и микроструктуру поверхностного слоя. Еще более существенно воздействует температура резания на интенсивность затупления инструмента и период его стойкости.
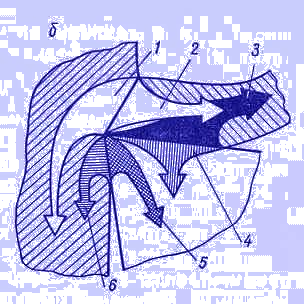
Пути распространения тепловых потоков без учёта искусственного охлаждения представлены на рисунке охлаждения представлены на рисунке.
Рисунок 7.1 Схема движения тепловых потоков
Источником теплоты при резании металлов является работа, затрачиваемая: на пластические и упругие деформации в срезаемом слое и в слоях, прилегающих к обработанной поверхности и поверхности резания; 2) на преодоление трений по передней и задней поверхностям резца.
. В связи с меньшими пластическими деформациями и меньшим трением от сыпучей стружки надлома общее количество теплоты, образующейся при обработке чугунов, меньше, чем при обработке сталей (при прочих равных условиях), что подтверждается формулой количества теплоты, выраженной через работу и механический эквивалент теплоты:
Q=PzV / E кал/мин,
где Q — количество теплоты, образующейся при резании, в кал/мин;
PzV — работа резания в Дж/мин; Pz — сила резания, совпадающая с направлением движения резания, в кгс; V—скорость резания в м/мин; Е — механический эквивалент теплоты, равный 427 Дж/кал.
При одинаковых условиях резания сила Pi при обработке чугунов меньше , чем при обработке сталей, а следовательно, меньшим будет и количество теплоты.
Теплота, выделяющаяся в процессе резания, согласно законам физики, распространяется от участка с высшей температурой к участкам с низшей температурой.
Тепловой баланс при резании может быть выражен следующим уравнением;
Q=Qстр+Qинс+Qзаг+Qокр.ср.,
где Q—общее количество теплоты, образующейся при резании; Qстр — количество теплоты, уносимой со стружкой; Qинс — количество теплоты, остающейся в резце; Qзаг —количество теплоты, остающейся в заготовке; Qокр.ср — количество теплоты, уходящей в окружающую среду при излучении.
Еще Я. Г. Усачев показал, что в стружку уходит от 60 до 86% общего количества теплоты, причем чем больше скорость резания, тем выше этот процент. В среднем при токарной обработке в стружку уходит 50—86% общего количества теплоты, в резец 40—10%, в заготовку 9—3% и в окружающую среду около 1%. На распределение теплоты между объектами влияет ряд факторов, наиболее важными из которых являются скорость резания и толщина среза; при чистовой обработке в заготовку уходит теплоты больше, чем при черновой обработке.
Теплота, переходящая в резец, размягчает его (снижает твердость) и делает менее износостойким. На стойкость инструмента в основном влияет высокая температура, создаваемая в тонких поверхностных слоях , подвергающихся износу. Под действием высокой температуры (температуры резания) в этих слоях могут происходить отпуск и соответствующие структурные изменения, сильно влияющие на твердость , а следовательно, и на интенсивность износа режущего инструмента.
Так, твёрдая структура мартенсит (HRC 62—65), получаемая в результате соответствующей термической обработки быстрорежущей стали, начиная с температуры 550—600°С, интенсивно распадается на менее твердые и износостойкие структуры (троостит, троосто-мартенсит), что делает инструмент из быстрорежущих сталей неработоспособным (быстроизнашивающимся), если его поверхности трения будут нагреваться в процессе резания до 600° С и выше.
Выделяясь в зоне стружкообразования и в местах контакта стружки с инструментом и инструмента с заготовкой, теплота влияет на состояние трущихся поверхностей (изменяя коэффициент прения), на точность обработки, на весь процесс резания и связанные с ним явления (деформации, наростообразование, упрочнение, износ инструмента и др.). .
В связи с этим необходимо знать влияние различных факторов на тепловыделение, распределение температурных полей и методы определения температуры в процессе резания
Читайте также: