Тесты с ответами по наплавке металла
Обновлено: 04.10.2024
Наплавка на плоскую поверхность детали из низкоуглеродистой стали.
. Возбуждение сварочной дуги производится:
а) твердым соприкосновением электрода с поверхностью заготовки;
б) резким толчком заготовки электродом; ^
в) постукиванием или легким касанием электрод заготовке.
- Что необходимо предпринять, если при возбуждении сварочной дуги электрод прилип к поверхности заготовки?
а) Необходимо немедленно отломить электрод от поверхности заготовки.
б) Необходимо выключить источник питания сварочной дуги, освободить электрод из электродержателя, покачивая в разные стороны, отломить его от поверхности заготовки.
в) Необходимо отломить электрод от поверхности заготовки с помощью молотка.
- При наплавке валика электрод должен быть наклонен от вертикали в направлении наплавки на:
- Для получения валика правильной формы длина дуги должна быть:
а) меньше диаметра электрода;
б) равна диаметру электрода;
в) больше диаметра электрода.
а) к увеличению разбрызгивания электродного металла;
б) к уменьшению провара;
в) к плоской форме валика.
а) к увеличению разбрызгивания;
б) к неровному формированию валика;
в) к прилипанию электрода.
- Как влияет скорость перемещения электрода вдоль валика на размеры наплавленного валика?
а) Чем выше скорость, тем сварочный металл будет меньше проникать в основной металл и валик будет более высоким.
б) Чем выше скорость, тем сварочный металл будет глубже проникать в основной металл и валик окажется менее высоким.
в) Чем ниже скорость, тем ширина валика будет больше.
- Ширина валика, в зависимости от диаметра электрода, изменяется следующим образом:
а) возрастает с увеличением диаметра электрода;
б) уменьшается с увеличением диаметра электрода;
в) не изменяется.
- Заварка кратера производится следующим образом:
а) резким обрывом дуги;
б) плавным обрывом дуги;
в) обратным проходом по шву на длину 15-20 мм.
- При зажигании дуги электрод должен быть наклонен от горизонтали в направлении наплавки на:
Критерии оценок тестирования:
Список использованной литературы
- Галушкина В.Н. Технология производства сварных конструкций: учебник для нач. проф. образования. – М.: Издательский центр «Академия», 2012;
- Овчинников В.В. Технология ручной дуговой и плазменной сварки и резки металлов: учебник для нач. проф. образования. – М.: Издательский центр «Академия», 2010;
- Маслов В.И. Сварочные работы6 Учеб. для нач. проф. образования – М.: Издательский центр «Академия», 2009;
- Овчинников В.В. Оборудование, техника и технология сварки и резки металлов: учебник – М.: КНОРУС, 2010;
- Куликов О.Н. Охрана труда при производстве сварочных работ: учеб. пособие для нач. проф. образования – М.: Издательский центр «Академия», 2006;
- Виноградов В.С. Электрическая дуговая сварка: учебник для нач. проф. образования – М.: Издательский центр «Академия», 2010.
По теме: методические разработки, презентации и конспекты

ТЕСТ Сварка стыковым и угловым швом пластин из низкоуглеродистой стали в вертикальном и горизонтальном положениях
ТЕСТСварка стыковым и угловым швом пластин из низкоуглеродистой стали в вертикальном и горизонтальном положенияхМДК 02.02. Технология газовой сваркиПМ.02. Сварка и резка деталей из различных ста.
ТЕСТ Сварка угловым швом пластин из низкоуглеродистой стали в нижнем положении
ТЕСТ Сварка угловым швом пластин из низкоуглеродистой стали в нижнем положенииМДК 02.02. Технология газовой сваркиПМ.02. Сварка и резка деталей из различных сталей, цветных металлов и их сп.
ТЕСТ Сварка поворотных труб из низкоуглеродистой стали при горизонтальном и вертикальном положениях оси трубы
ТЕСТСварка поворотных труб из низкоуглеродистой стали при горизонтальном и вертикальном положениях оси трубыМДК 02.02. Технология газовой сваркиПМ.02. Сварка и резка деталей из различных сталей.
МАСТЕР-КЛАСС «Наплавка валиков на пластину из низкоуглеродистой стали»
МАСТЕР-КЛАСС«Наплавка валиков на пластину из низкоуглеродистой стали»ПМ.02. Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях.
ТЕСТ Присадочные и флюсующие материалы для сварки низкоуглеродистых сталей
ТЕСТ Присадочные и флюсующие материалы для сварки низкоуглеродистых сталейМДК 02.02. Технология газовой сваркиПМ.02. Сварка и резка деталей из различных сталей, цветных металлов и их сплаво.

Многослойная наплавка валиков на плоскую поверхность заготовки из конструкционной стали в нижнем положении
Данная методическая разработка направлена на развитие интереса к избранной профессии, формирование профессиональных навыков обучающихся многослойной наплавке валиков на плоскую поверхность заготовки и.
Наплавка валиков на плоскую поверхность заготовки из конструкционной стали
Методическая разработка на тему Наплавка валиков на плоскую поверхность заготовки из конструкционной стали.
ТЕСТ «Наплавка на плоскую поверхность детали из низкоуглеродистой стали»
а) твердым соприкосновением электрода с поверхностью заготовки;
2. Что необходимо предпринять, если при возбуждении сварочной дуги электрод прилип к поверхности заготовки?
3. При наплавке валика электрод должен быть наклонен от вертикали в направлении наплавки на:
4. Для получения валика правильной формы длина дуги должна быть:
5. Слишком длинная дуга приводит:
6. Слишком короткая дуга приводит:
7. Как влияет скорость перемещения электрода вдоль валика на размеры наплавленного валика?
8. Ширина валика, в зависимости от диаметра электрода, изменяется следующим образом:
9. Заварка кратера производится следующим образом:
10. При зажигании дуги электрод должен быть наклонен от горизонтали в направлении наплавки на:
Список использованной литературы
1. Галушкина В.Н. Технология производства сварных конструкций: учебник для нач. проф. образования. – М.: Издательский центр «Академия», 2012;
2. Овчинников В.В. Технология ручной дуговой и плазменной сварки и резки металлов: учебник для нач. проф. образования. – М.: Издательский центр «Академия», 2010;
3. Маслов В.И. Сварочные работы6 Учеб. для нач. проф. образования – М.: Издательский центр «Академия», 2009;
4. Овчинников В.В. Оборудование, техника и технология сварки и резки металлов: учебник – М.: КНОРУС, 2010;
5. Куликов О.Н. Охрана труда при производстве сварочных работ: учеб. пособие для нач. проф. образования – М.: Издательский центр «Академия», 2006;
6. Виноградов В.С. Электрическая дуговая сварка: учебник для нач. проф. образования – М.: Издательский центр «Академия», 2010.

Курс профессиональной переподготовки
Руководство электронной службой архивов, библиотек и информационно-библиотечных центров

Безопасность технологических процессов и производств

Курс повышения квалификации
Основы издания детских книг в рамках проектной деятельности в школе

«Одаренные дети: кто они? Проблема одаренности. Методы её диагностики»
Краткое описание документа:
«Наплавка на плоскую поверхность детали из низкоуглеродистой стали»
МДК 02.01. Оборудование, техника и технология электросварки
ПМ.02. Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях
по профессии 150709.02 Сварщик (электросварочные и газосварочные работы).
Тестирование в педагогике выполняет три основные взаимосвязанные функции: диагностическую , обучающую и воспитательную :
· Диагностическая функция заключается в выявлении уровня знаний, умений, навыков учащегося. Это основная и самая очевидная функция тестирования. По объективности, широте и скорости диагностирования, тестирование превосходит все остальные формы педагогического контроля.
· Обучающая функция тестирования состоит в мотивировании учащегося к активизации работы по усвоению учебного материала. Для усиления обучающей функции тестирования могут быть использованы дополнительные меры стимулирования студентов, такие как: раздача преподавателем примерного перечня вопросов для самостоятельной подготовки, наличие в самом тесте наводящих вопросов и подсказок, совместный разбор результатов теста.
· Воспитательная функция проявляется в периодичности и неизбежности тестового контроля. Это дисциплинирует, организует и направляет деятельность учащихся, помогает выявить и устранить пробелы в знаниях, формирует стремление развить свои способности .
ТЕСТЫ ДЛЯ ПРОМЕЖУТОЧНОГО КОНТРОЛЯ по ПМ. 03.НАПЛАВКА ДЕФЕКТОВ ДЕТАЛЕЙ И УЗЛОВ МАШИН, МЕХАНИЗМОВ КОНСТРУКЦИЙ И ОТЛИВОК ПОД МЕХАНИЧЕСКУЮ ОБРАБОТКУ И ПРОБНОЕ ДАВЛЕНИЕ программы подготовки квалифицированных рабочих, служащих СПО по профессии 15.01.05 Сварщик (электросварочные и газосварочные работы)
Министерство образования и науки Пермского края
ГБПОУ Уральский химико-технологический колледж
ТЕСТЫ ДЛЯ ПРОМЕЖУТОЧНОГО КОНТРОЛЯ
ПМ. 03.НАПЛАВКА ДЕФЕКТОВ ДЕТАЛЕЙ И УЗЛОВ МАШИН,
МЕХАНИЗМОВ КОНСТРУКЦИЙ И ОТЛИВОК ПОД МЕХАНИЧЕСКУЮ ОБРАБОТКУ И ПРОБНОЕ ДАВЛЕНИЕ
программы подготовки квалифицированных рабочих, служащихСПО по профессии
15.01.05 Сварщик (электросварочные и газосварочные работы
Цель: выявить качество и уровень усвоения изученного материала.
Инструкция: вам предлагается тест, состоящий из 13 тестовых заданий (за каждый правильный ответ вы получаете по одному баллу), и 4 заданий практического характера (№14 -
3б.; №15-3б.; №16-8б.; №17-4б.). На выполнения работы отводится 80 минут. Будьте внимательны и аккуратны при выполнении задания. Желаю успеха!
Выберите только один правильный ответ
1.При автоматической дуговой наплавке под слоем флюса ленточными электродами сварочный автомат снабжают
А) дополнительным источником питания
Б) специальной приставкой для подачи ленты
В) шлакоудаляющим скребком
2. Минимальное проплавление основного металла при наплавке достигается путем
А) наклона электрода в сторону, обратную ходу наплавки
Б) наклона электрода в сторону хода наплавки
В) удержания электрода строго под углом 90
3. В случае плоских поверхностей различают два основных вида наплавки – широких, полученных увеличенными поперечными движениями электрода относительно направления прохода и использование узких валиков с перекрытием друг друга на 0,3-0,4 их ширины и второй -
А) укладка узких и широких валиков поочередно
Б) укладка широких валиков на некотором расстоянии один от другого
В) укладка узких валиков на некотором расстоянии один от другого
4. При многослойной наплавке колебательные движения электродом совершаются в виде полумесяца для
А) прогрева сварочной ванны
Б) быстрого расплавления основного металла
В) для быстрого расплавления электрода
5. Сормайт относится
А) к литым сплавам
Б) к порошковым материалам
В) к зернистым материалам
6.Когда невозможны или затруднены подача флюса или удаление шлаковой корки, то применяют наплавку
Б) в защитных газах
7.При выполнении работ по наплавке, необходимость предварительного подогрева определяется содержанием в стали
А) углерода и его эквивалента
Б) хрома и его эквивалента
В) марганца и его эквивалента
8.Наплавка цилиндрической поверхности выполняется тремя способами - валиками вдоль образующей цилиндра и
А) точечной наплавкой
Б) по винтовой линии валиками
В) по замкнутым окружностям
9.Основные достоинства плазменной наплавки - это
А) возможность наплавки тонких слоев
Б) высокая производительность
В) малая глубина проплавления основного металла при высокой прочности сцепления
10.Наплавка твердых сплавов как на вновь изготовляемые, так и на изношенные детали может быть произведена
А) ручным способом
Б) с помощью полуавтоматов
В) с помощью автоматов
Найдите соответствие
11.Найдите соответствие очередности операции при смене сгоревшего электрода во время наплавки валиков в нижнем положении сварочного шва названию операции
А) Зажечь сварочную дугу за кратером
Б) Переместить электрод перед кратером не прекращая его горения
В) Продолжить сварку
Г) Зачистить сварочный шов от шлака
Вставьте пропущенные слова
12. Легирование наплавленного металла происходит через состав стержня электрода и его
13. Различают два вида плазменной наплавки: технология наплавки струей и …
Выполните задания
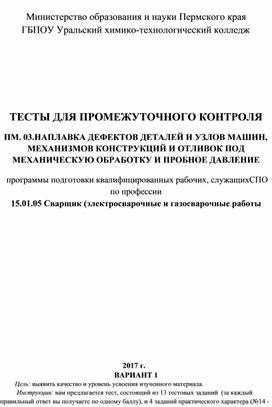
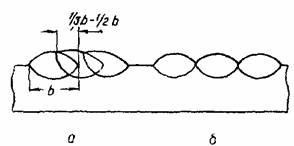
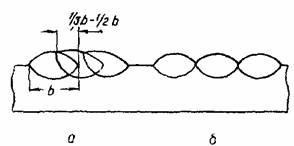
14. Проведите сравнительный анализ наплавки на рисунках а и б.
15. Сделайте анализ и описание процесса установки заплат при замене обечаек, вварке заплат и вставок (рис. а, б, в)
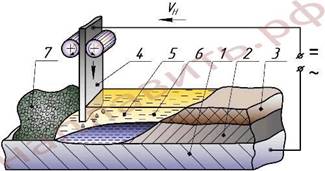
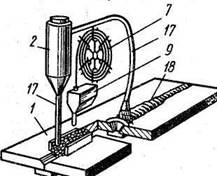
16. Опишите способ наплавки и дайте характеристику каждой позиции, показанной на рисунке
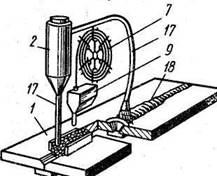
17. Проведите сравнительный анализ газовой наплавки способа А и способа Б. Назовите в каких случаях используется каждый из способов и почему
Рис. А Рис.БРис. Б
ВАРИАНТ 2
Выберите только один правильный ответ
1. Наиболее распространенным и рациональным способом наплавки литых сплавов (стеллитов, сормайта) является наплавка
А) плавящимся электродом
Б) ацетилено-кислородным пламенем
В) ацетиленовым пламенем
2. Наплавка деталей из стали осуществляется, как правило,
А) постоянным током обратной полярности в нижнем положении
Б) переменным током обратной полярности в нижнем положении
В) постоянным током прямой полярности в нижнем положении
3. Наплавка металлорежущего инструмента и штампов производится общей толщиной 26мм, и выполняется
В) 4 и более слоѐв
4.При многослойной наплавке 2 слой наплавляем А) перпендикулярно первому слою
Б) под углом 45 к первому слою
В) аналогично первому
5.Для наплавки больших поверхностей различными износостойкими сплавами, а также сплавами с особыми свойствами применяют
А) электрошлаковую наплавку металла
Б) дуговую наплавку
В) плазменную наплавку
6.При электрошлаковой наплавке для оплавления основного и присадочного металла служит
Б) периодически повторяющийся электрический разряд
В) шлаковая ванна
7. На углеродистую или низколегированную сталь, по возможности, необходимо произвести местную термическую обработку наплавки в случае
А) большой площади наплавки (например, более 1000 см 2 )
Б) несовместимости наплавляемого слоя и основного металла
В) несовместимости электродного покрытия и наплавляемого металла
8. Наплавка цилиндрической поверхности выполняется тремя способами - по винтовой линии валиками и
Б) валиками вдоль образующей цилиндра
9. К основным недостаткам плазменной наплавки относятся
А) относительно невысокая производительность
Б) необходимость в сложном оборудовании
В) малая глубина проплавления основного металла при высокой прочности
10.Наплавка в защитных газах может производится в
А) углекислом газе
Найдите соответствие
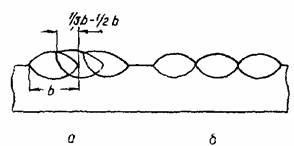
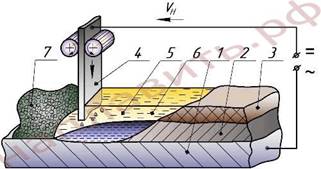
11. Показана схема установки для автоматической сварки и наплавки под слоем флюса плоской поверхности. Найдите соответствие номера позиции названию элемента установки
Название элемента установки
А) кассета с электродной проволокой
Б) бункер с флюсом
В) шлаковая корка
Вставьте пропущенные слова
12. Для наплавки больших поверхностей – прокатных валков, зубьев ковшей экскаваторов большой емкости, крупномодульных зубьев шестерен и звездочек рекомендуется наплавка …..
13. Газовую наплавку проводят путем расплавления пруткового или порошкового наплавочного материала в газокислородном пламени …..
Выполните задания
15. Сделайте анализ и описание процесса установки заплат при замене обечаек, вварке
заплат и вставок (рис. а, б, в)
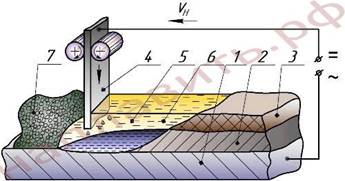
Рис. А Рис. Б
ВАРИАНТ 3
1. При автоматической наплавке ленточными электродами глубина проплавления основного металла
В) остается неизменной
2. В случае плоских поверхностей различают два основных вида наплавки – широких, полученных увеличенными поперечными движениями электрода относительно направления прохода и использование узких валиков с перекрытием друг друга на
А) 0,1-0,2 их ширины
Б) 0,3-0,4 их ширины
В) 0,5-0,6 их ширины
3. Ширина сварочного шва при многослойной наплавке равна
А) 3-4 диаметрам электрода
Б) 2-3 диаметрам электрода
В) 1-2 диаметрам электрода
4. При наплавке валиков в вертикальном положении сварочного шва силу тока
А) увеличиваем на 10-15%
Б) уменьшаем на 10-15%
В) оставляем постоянной
5.К основным достоинствам плазменной наплавки относится малая глубина проплавления основного металла при
А) постоянной прочности сцепления
Б) низкой прочности сцепления
В) высокой прочности сцепления
6. Наплавку в защитных газах проводят обычно А) на постоянном токе обратной полярности
Б) на переменном токе обратной полярности
В) на постоянном токе прямой полярности
7. Шейки валов малых диаметров и значительной длины рекомендуется наплавлять по способу
А) валики накладываются вдоль оси (продольная наплавка)
Б) валики накладываются по окружности (круговая наплавка)
В) валики накладываются по спирали
8. цилиндрической поверхности выполняется тремя способами - по замкнутым окружностям и
В) валиками вдоль образующей цилиндра
9. электрической дугой угольным электродом твердых сплавов выполняется с применением
А) литых твердых сплавов
Б) порошковых твердых сплавов
В) жидких твердых сплавов
10. Из защитных газов при плазменной наплавке применяют смеси аргона с гелием,
В) углекислый газ
Показана схема установки для автоматической сварки и наплавки под слоем флюса плоской поверхности. Найдите соответствие номера позиции названию элемента установки
А) подающий механизм
Б) наплавляемая (свариваемая) деталь
В) кассета с электродной проволокой
Г) бункер с флюсом
12. наплавке тел вращения, для уменьшения коробления детали наплавляемые валики накладываются последовательно на диаметрально ……. сторонах детали.
13. Наплавку рекомендуется проводить, сочетая перемещение электрода в направлении наплавки с поперечным …
Тест задание для проверки знаний сварщиков
Тестовые задания По профессии «Электросварщик ручной сварки» 2 вариант
Тестовые задания По профессии «Электросварщик ручной сварки» 2 вариант
На чем проверяется величина сварочного тока а) на вспомогательной пластине б) на поверхности собранных пластин в) на плите стола сварщика
1. На чем проверяется величина сварочного тока
а) на вспомогательной пластине
б) на поверхности собранных пластин
в) на плите стола сварщика
а) на вспомогательной пластине

а) на вспомогательной пластине
При сварке углового соединения в нижнем положении дуга возбуждается а) на горизонтальной пластине б) на вертикальной пластине в) на вершине угла сборки
2. При сварке углового соединения в нижнем положении дуга возбуждается
а) на горизонтальной пластине
б) на вертикальной пластине
в) на вершине угла сборки
а) на горизонтальной пластине
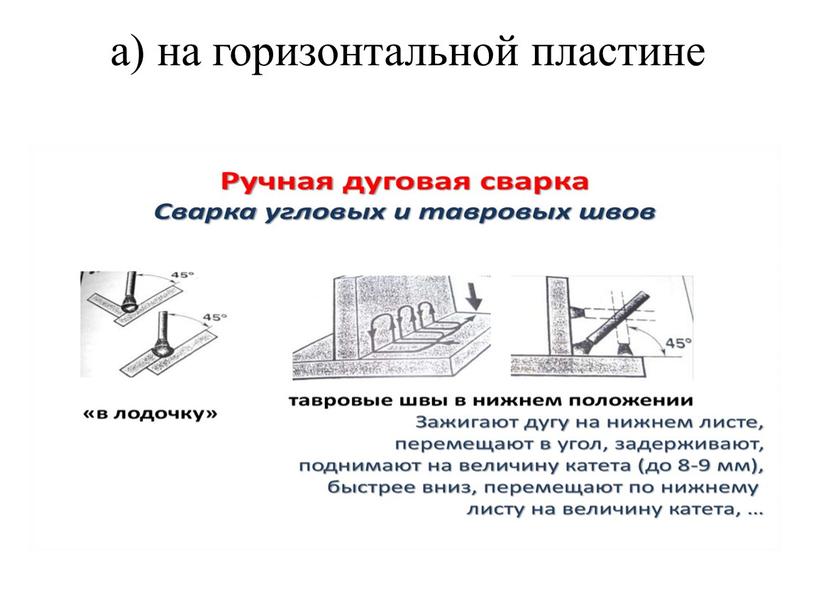
а) на горизонтальной пластине
Для сварки в положении «в лодочку» электроды устанавливаются а) вертикально плоскости с наклоном 15-30 градусов в сторону направления сварки б) под углом 45 градусов к…
3. Для сварки в положении «в лодочку» электроды устанавливаются
а) вертикально плоскости с наклоном 15-30 градусов в сторону направления сварки
б) под углом 45 градусов к вертикальной плоскости и с наклоном в 15-30 градусов в сторону направления сварки
в) в вертикальной плоскости с наклоном в 15-3- градусов в сторону вертикального положения сварки
б) под углом 45 градусов к вертикальной плоскости и с наклоном в 15-30 градусов в сторону направления сварки

б) под углом 45 градусов к вертикальной плоскости и с наклоном в 15-30 градусов в сторону направления сварки
При сварке угловым узким швом: а) необходимо делать поперечные колебания б) не надо делать поперечные колебания в) необходимо увеличить длину дуги
4. При сварке угловым узким швом:
а) необходимо делать поперечные колебания
б) не надо делать поперечные колебания
в) необходимо увеличить длину дуги
в) необходимо увеличить длину дуги
в) необходимо увеличить длину дуги
Возбуждение сварочной дуги производится: а) твердым соприкосновением электрода с поверхностью заготовки б) резким толчком заготовки электродом в) постукивание или легким касанием электрода по заготовке
5. Возбуждение сварочной дуги производится:
а) твердым соприкосновением электрода с поверхностью заготовки
б) резким толчком заготовки электродом
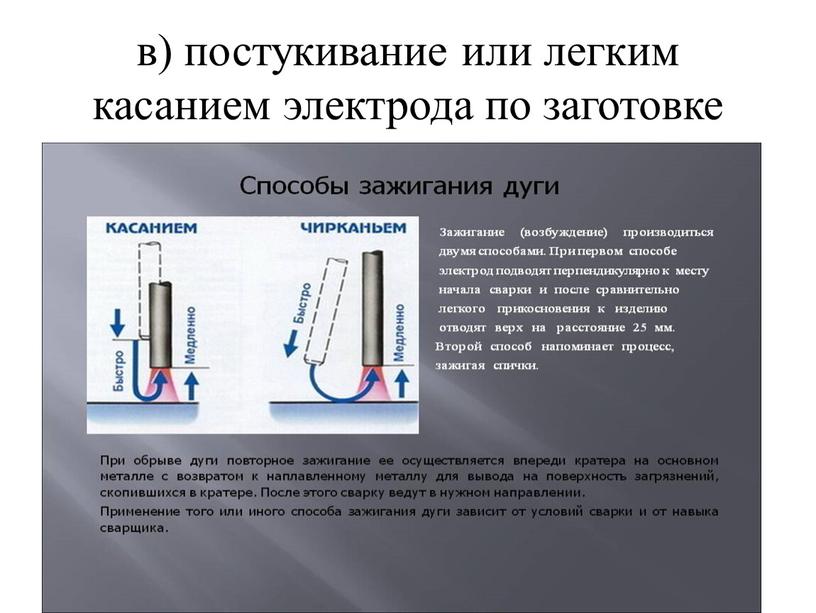
в) постукивание или легким касанием электрода по заготовке
в) постукивание или легким касанием электрода по заготовке
в) постукивание или легким касанием электрода по заготовке
Что необходимо предпринять, если при возбуждении сварочной дуги электрод прилип к поверхности заготовки
6. Что необходимо предпринять, если при возбуждении сварочной дуги электрод прилип к поверхности заготовки.
а) Необходимо немедленно отломить электрод от поверхности заготовки, покачивая в разные стороны
б) необходимо выключить источник питания сварочной дуги, освободить электрод из электродержателя, покачивая в разные стороны, отломить его от поверхности заготовки
в) необходимо отломить электрод от поверхности заготовки, с помощью молотка
Необходимо немедленно отломить электрод от поверхности заготовки, покачивая в разные стороны
а) Необходимо немедленно отломить электрод от поверхности заготовки, покачивая в разные стороны
Если электрод прилип, самое главное не тяните его на себя. Нужно резко наклонить электрод с держаком из стороны в сторону, как-бы быстро покачать. Если это не помогло, значит электрод примёрз серьёзно. Быстро отключайте держак от электрода, пусть чуть остынет и его легко отломить от металла.
При наплавке валика электрод должен быть наклонен от вертикали в направлении наплавки на: а) 10-15 градусов б) 15-30 градусов в) 20-25 градусов
7. При наплавке валика электрод должен быть наклонен от вертикали в направлении наплавки на:
Тест по МДК 05.01 "Техника и технология газовой сварки (наплавки)"

Марка флюса выбирается в зависимости от марки свариваемого …..
6. Выберете основные параметры режима газовой сварки.
а) диаметр проволоки
б) сила сварочного тока
Контрольный срез по МДК 05.01 ФИО _____________
Выбрать правильный ответ:
1. Цвет пламени, имеющий большую температуру:
2. Может ли быть оставлен прожог в сварном шве?
в) Не имеет значения
3. Зачистка металла под сварку производится:
а) только механическим способом;
б) механическим способом с предварительным нагревом пламенем сильно загрязненных поверхностей;
в) оба варианта используются.
4. Какой газ содержится в избытке в окислительном пламени?
5. Вставьте пропущенное слово:
Марка присадочной проволоки для газовой сварки выбирается в зависимости от марки свариваемого …..
ж) природный газ
7. Соотнесите:
Цвет окраски баллона
4. Темно - Зеленый
Е. Прочие горючие газы
8. Установить правильную последовательность проверки горелки на газонепроницаемость:
1. мундштук опустить в воду
присоединить кислородные шланги попеременно к ниппелям кислорода и ацетилена
проверить наличие пузырьков в воде
в) мощность пламени
г) номер наконечника
е) скорость сварки
ж) расход присадочного материала
з) род и полярность тока
Окраска рукавов (шлангов)
Назначение рукавов
А. Для подачи кислорода
Б. Для подачи жидкого горючего
В. Для подачи ацетилена
Установить правильную последовательность зажигания пламени:
открыть вентиль подачи кислорода
открыть вентиль подачи ацетилена
отрегулировать пламя до нормального
При правом способе сварки поперечные движения производят:
а) только горелкой
б) только проволокой
в) горелкой и проволокой
2. К какому дефекту сварного шва может привести
большое притупление кромок?
б) превышение проплава.
в) непровар корня.
3. Для удаления ржавчины с поверхности металла лучше использовать пламя:
а) с избытком кислорода;
в) с избытком ацетилена.
4. Какой газ содержится в избытке в науглероживающем пламени?
Вставьте пропущенное слово:
Форму разделки кромок выбирают в зависимости от …… свариваемого металла.
6. Укажите цвета окраски баллонов для хранения газов, Контрольный срез по МДК 05.01 ФИО _____________
Выбрать правильный ответ:
При левом способе сварки поперечные движения производят:
Что способствует возникновению непровара корня?
а) Малая мощность пламени.
б) Большая скорость сварки.
3. Под сварку зачищают:
а) только кромки;
б) кромки и 10—20 мм наружной поверхности;
в) кромки и 10—20 мм двух поверхностей.
4. Каким образом регулируют тепловую мощность пламени?
а) подбором наконечника горелки
б) изменением положения ацетиленового вентиля
в) изменением положения кислородного вентиля
5. Вставьте пропущенное слово:
Угол наклона мундштука горелки определяется в зависимости от … свариваемого металла
а) Обратный клапан
б) Запорный вентиль
в) Предохранительный затвор
г) Газовый редуктор
7. Установить соответствие между цветом баллона и цветом надписи на баллоне:
Читайте также: