Токарка по металлу хобби
Обновлено: 29.05.2024

Работа программиста имеет один существенный недостаток: как правило, мы не можем потрогать результат своего труда. Можем наслаждаться красотой кода, восторгаться оригинальностью алгоритма, но пощупать программу, увы, никак. Меня этот нюанс профессии всегда расстраивал. Чтобы как-то компенсировать виртуальность результата в основной сфере деятельности, несколько лет назад я завел себе вполне материальное хобби — столярничество. По началу все шло хорошо, но очень скоро стали сказываться профессиональные болезни любого программиста — лень и перфекционизм. Особенно, добивал тот факт, что когда нужно сделать 10 одинаковых деталей я не мог качественно сделать одну и скопировать ее еще 9 раз. В общем, вы поняли, через некоторое время в мастерской появился ЧПУ. Этот рассказ о двухлетнем опыте владения этим чудом техники.
Муки выбора
Приняв решение обзавестись CNC-станком я встал перед дилеммой: купить готовый или собрать самодельный. Мне нужен был агрегат приличных размеров, т.к. в планах было использовать его в мебельных делах. Но, с другой стороны, я был сильно ограничен в выборе двумя вещами: бюджетом и размером мастерской (в моем распоряжении было 9 квадратных метров, уже изрядно заставленных). После тщательных измерений стало понятно, что девайс больше чем метр в длину поставить будет проблематично. Соответственно, нужно искать вариант с размером стола метр на 50 — 60 сантиметров.
Вот основные параметры выбора:
- Размер стола 1000х500
- Хорошая жесткость стола и портала
- Реечная передача по осям X и Y
Почитав тематические форумы мне стало понятно, что не имея опыта работы с металлом в обозримом будущем нормальный станок сделать не получится, а в многолетний проект с неясным результатом влазить тоже не хотелось.
Оставалось купить готовый. Искать что-то дешевое в Китае показалось не логичным — доставка 80-100 килограммов железа обещало вылететь в копеечку. Несколько месяцев мониторил авито, но там продавали либо промышленные станки большого размера, либо не очень качественные маленькие самоделки.
Поизучав московский рынок производителей ЧПУ, более-менее в моем бюджете я нашел 3 компании (описываю события двухлетней давности, сейчас ситуация может быть другая). Чтобы не расстраивать НЛО, не буду приводить их названия. Станок с подходящими характеристиками нашелся у одного из этих 3 производителей. На тематических форумах отзывы об этом производителе были не самые лестные, но откровенно ругательных было тоже немного. Основной посыл отзывов был «Комплектующие — Китай, сервис хреновый, но за эту цену ничего лучшего нет». К слову, «эта цена» роутера со шпинделем была в районе 115k вечно деревянных…
Покупка
Цена кусалась и я уже не был уверен хочу ли этих жертв. Но помог случай: совершенно неожиданно со мной расплатились по одному старому проекту на котором я уже давно поставил крест. Сумма примерно соответствовала стоимости станка. Это был знак свыше, в тот же день сделал заказ и перечислил 50% стоимости на счет производителя.
Спустя месяц поехал забирать свой девайс. Компания располагалась на территории какого-то завода. Похоже, спрос на ЧПУ в Москве хороший: помимо моего станка в коридоре стояло еще с десяток готовых станков поменьше.
Первый запуск и первый облом
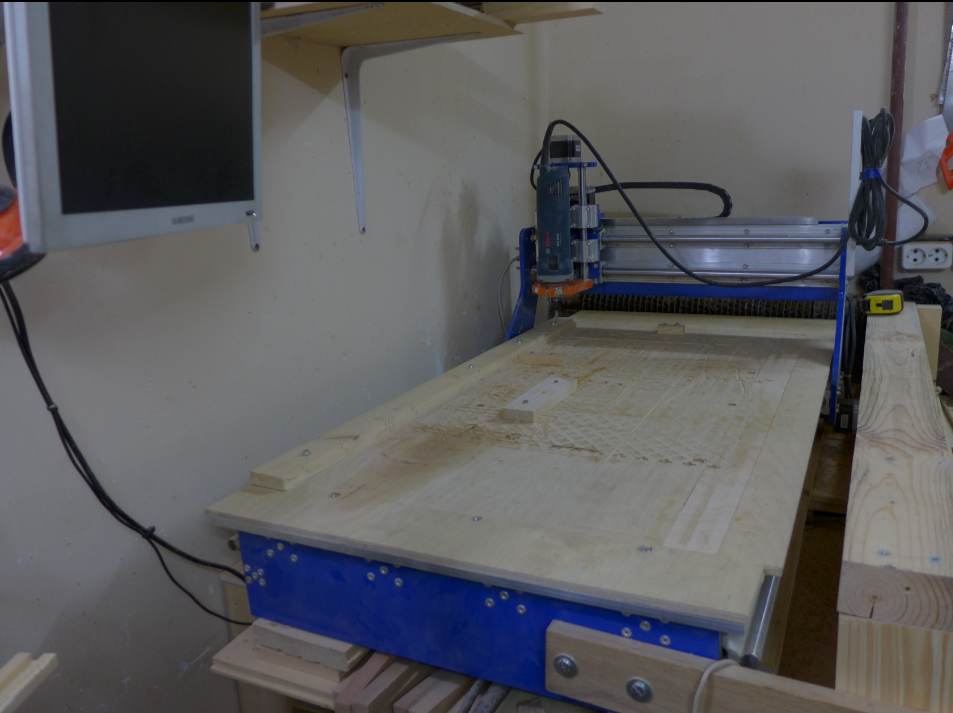
Вот оно будущее, уже рядом! Нажимаю Reset и пытаюсь клавишами курсора подвигать каретку. Тут случился первый облом: по осям Y и Z все работает прекрасно, но с X серьезные проблемы. Дело в том, что в моем станке на оси X два шаговых двигателя (по одному на правой и левой направляющей) и при попытке перемещения крутился один из них, а второй мертво стоял на месте. Таким образом, родной конфиг, который прилагался к станку не работал в среде CNC Linux.
Следующие несколько часов прошли в изучении форумов и курении доков. Но максимум чего удалось добиться, чтобы задвигались оба шаговика, но делали они это нехотя и с разной скоростью. По не характерному звуку и по тому как дергается портал, в какой-то момент, я понял, что такими темпами я скоро сломаю, к чертям, эту дорогущую железку и усилием воли прекратил эксперименты с CNC Linux.
Mach3
На следующих выходных продолжил попытки запустить станок. На этот раз четко следовал инструкции изготовителя. Установил Microsoft Windows for Legacy PCs, отключил почти все службы, выключил скринсэйвер и энергосбережение. Поставил Mach3. Загрузил конфиг. И случилось чудо, станок заработал.
Второй облом
Неприятность случилась примерно через пару недель после удачного запуска. Я оставил станок включенным в режиме ожидания, а сам отошел на пару минут. По возвращению меня ждал неприятный сюрприз, станок вел себя как Шварценеггер-Терминатор когда его Кристанна Локен заразила нано-роботами. Портал хаотично дергался в конвульсиях. Я быстро обесточил девайс. Через пару минут включил. Все было тихо, но минут через 5 нано-роботы вернулись.
Настроение скатилось куда-то под плинтус. Я живо себе представил путешествие через всю Москву в сервисный центр. Да и просто вытащить 70 килограммовый кусок железа из тесного подвала то еще удовольствие.
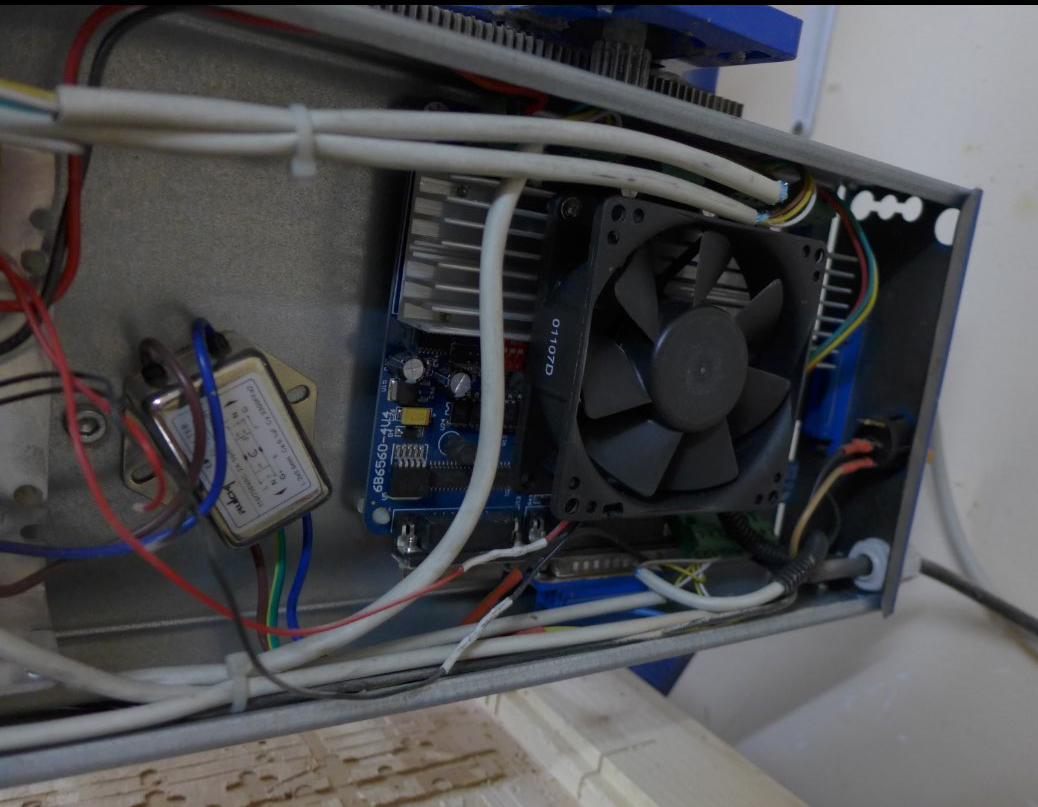
Для очистки совести я решил заглянуть в китайские потроха. В моем ЧПУ вся электроника смонтирована на задней стенке портала. Вскрыть коробку оказалось не сложным. Под крышкой расположено 2 блока — блок питания и блок управления. Последний сразу вызвал подозрение. Точнее, не сам блок, а то что было на нем. На нем было 2 очень подозрительных вентилятора. При подаче питания не включился ни один! Вскрытие одного из них меня слегка шокировало. Такое впечатление, что китайцы отлили его из одного куска г пластика, включая подшипники и провода.
Оба вентилятора были отправлены в помойку (к сожалению, я тогда не сфотографировал) их место занял один большой куллер от компьютерного блока питания.
Для лучшего охлаждения в задней крышке я насверлил дырок:
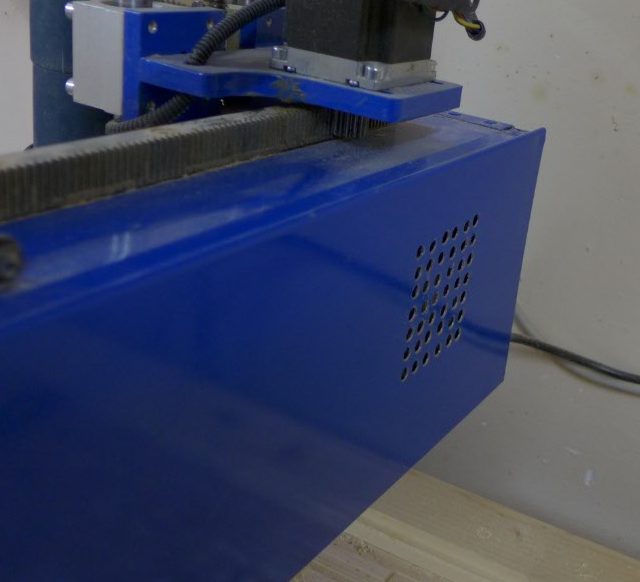
С тех пор, вот уже два с лишним года, электроника станка никаких проблем не доставляет. Риторический вопрос: почему это нельзя было учесть на производстве? Цена вопроса — 100 рублей. Не думаю, что я единственный кто столкнулся с такой проблемой…
Компьютер
Отдельно хочу рассказать об управляющем компьютере. Как уже писал выше, изначально, я подключил станок к старенькому Pentium4. Сейчас уже не вспомню на каком он был чипсете,
для своего времени это была неплохая машинка. С первых же дней начали наблюдаться небольшие проблемы. Как правило, они заключались в единичных пропусках шагов. Еще очень раздражало то, что «0» по оси Z медленно но верно «уплывал». Особенно это было заметно при большом количестве повторений. Например, когда я делал экраны на батареи мне нужно было в листе фанеры проделать несколько сотен фигурных отверстий. Где-то на середине работы «0» по Z у меня «ушел» вниз на сантиметр, насквозь просверлив жертвенный стол.
В тот момент я грешил на контроллер станка, как-никак, пока я не поменял родные куллеры он у меня пару раз серьезно перегревался. Но, через некоторое время, я обратил внимание на закономерность. Иногда, при включении компьютера наблюдался такой эффект: при запуске любого приложения в Windows сначала гас экран на пару секунд, после этого приложение запускалось. Если такой эффект имел место быть, то и станок работал как хотел — пропускал шаги, терял «0». Для исправления ситуации достаточно было перегрузить компьютер. Если после рестарта этого эффекта не наблюдалось, все работало как надо.
Разбираться с этим не было ни времени ни желания. Я просто перегружал комп если мигал экран при запуске Mach3. Так продолжалось длительное время. Но с какого-то момента я стал понимать, что с компьютером что-то происходит. По-началу, было достаточно одной перезагрузки при старте. Но со временем, для запуска системы в нормальном режиме, приходилось делать по 5-6 рестартов. Ну и в довершении всего стала «слетать» клавиатура. Лечилась выниманием/вставлением usb-разъема. В общем, пришло понимание того, что компьютеру пора на свалку.
Решил больше не экспериментировать и купить то, что рекомендует производитель. А производитель настоятельно советовал найти что-то на старом Intel Atom. Задача представлялась мне элементарной. Дерзкий план заключался в том, чтобы поехать на Горбушку и за 20 минут купить за 2 копейки то, что мне нужно. Энтузиазм быстро улетучился столкнувшись с суровой реальностью. Я облазил весь Горбушкин двор, все найденные там комиссионки, найти atom с lpt не получилось.
Далее был Avito. Я обзвонил c десяток продавцов, у кого в объявлении был intel atom, результат тот-же: как только узнавали, что мне нужен atom с lpt, разговор заканчивался. Но, кто ищет тот найдет, после долгих мытарств я, наконец, нашел благодетеля, у которого была новая(!) плата на Atom D2700 с LPT, да еще за смешные 2500р.
После замены компьютера наступил, наконец, праздник: станок заработал как часы, шаги не пропускаются, «0» стоит как прибитый. С тех пор, мой ЧПУ стал приносить исключительно положительные эмоции.
На этом заканчиваю первую часть. Вторая будет целиком посвящена механике. Про то, как мне удалось приспособить обычный ЧПУ-роутер для решения не характерных для него задач. Обещаю, будет интересно.
Токарка по металлу хобби
для тех, кто ищет курсы:
Войти в аккаунт
Если вы организация, проводящая курсы, то регистрация происходит по этой ссылке.
Уроки токарного дела для начинающих: бесплатные видео для самостоятельного обучения
Токарное дело представляет собой целую науку, складывающуюся из материалов, инструментов, стандартных навыков, секретов и опыта станочника. Обучение включает в себя сопромат, резку, материаловедение, черчение, изучение таблиц, свойств металлов, практические занятия под присмотром учителя.

В самостоятельных токарных экспериментах помогают учебники и видео уроки более опытных коллег с советами и разбором ошибок.
Устройство станка
На первом этапе ремесло кажется дремучим лесом, где приходится пробираться сквозь дебри терминов, методов, техник. В реальности все проще – понадобится систематизировать теорию и научиться обращаться с оборудованием. Начать следует с азов – понять принцип работы станка. Вне зависимости от размера, модели и назначения (дерево, металл), станки имеют схожую конструкцию, разобраться в которой поможет автор урока. Он четко, ясно и по существу объяснит устройство, покажет наглядно расположение деталей, разъяснит их назначение и функции.
Основы работы станочника
Получение идеального результата напрямую зависит от умения взаимодействовать с рабочим оборудованием. Соблюдение техники безопасности и грамотные манипуляции позволяют быстрее освоить мастерство без негативных последствий. Виктор Леонтьев предлагает изучить азы взаимодействия с токарным станком. В урок вошли следующие темы: допусковой контроль, управление подачей (ручное, механическое, смешанное), задней бабкой, резцедержателем, салазками, шпинделем. Рассмотрены непредвиденные ситуации: самопроизвольная остановка, вырывание из зажимных приспособлений детали, наматывание стружки, появление запаха плавящиеся изоляции, несвойственных шумов. В завершении говорится о правильном положении станочника, помогающем избежать травм.
Разбор ошибок
Ведущий ролика, токарь со стажем и хороший преподаватель, умеющий четко донести до слушателя нужную информацию. Он разберет ошибки, свойственные начинающим, научит грамотно использовать возможности оборудования, объяснит, зачем производить расточку кулачков после приобретения станка б/у, коснется правил центровки, торцовки, и многих других нюансов, приобретаемых с годами практики. В качестве материала он берет реальные примеры, разъясняя в чем кроются проблемы, свойственные начинающим.
Виды резцов
Режущим инструментом, выполняющим различные функции, являются резцы. Они классифицируются по технологическому назначению. Обзор основных видов предлагает в своем видеоролике Дмитрий. Он кратко пройдется по основным – их названия и предназначение следует выучить в первую очередь. Дмитрий покажет, как выглядят и для чего применяются следующие виды: проходные (обточка цилиндрических и конических элементов), расточные (расточка отверстий), отрезные (отрезание заготовок), фасонные (обработка сферических элементов). Дополнительно зрители узнают какие инструменты можно сделать самостоятельно, а какие придется покупать.
Резцы и резьба
Полезные таблицы из справочника
Владимир Алимов приводит наиболее полезные таблицы из книги «Справочник молодого токаря», авторство которого принадлежит Зайцеву Б.Г., Завгородневу П.И, Шевченко А.С. В ролик вошли следующие таблицы: обозначение отклонений размеров числами, размеры конусов Морзе, припуски на черновое и чистовое обтачивание валов из проката, формула с расчетами для усеченного конуса, диаметры отверстий и стержней под нарезание различных видов резьб с крупным и мелким шагом, тангенсы углов от 0 до 90 градусов, вес квадратной, шестигранной, круглой стали, перевод тысячных долей дюйма в миллиметры. Таблицы удобно переписывать, поставив на паузу, легко сделать скриншоты на память.
Твердые сплавы
Для поклонников строгой академической подачи информации видеоуроки Виктора Леонтьева станут настоящим подарком. На этом занятии он поговорит о твердых сплавах (вольфрамовых, титановольфрамовых, титанотанталовольфрамовых), областях их применения, инструментальных керметах, минералокерамических режущих материалах. Параллельно приводится наглядная демонстрация в мастерской. Виктор талантливый преподаватель, записавший и выложивший на свой YouTube-канал огромное количество лекций, незаменимых для начинающих и полезных опытным практикам.
Инструментальные стали
Мастер поговорит о разновидностях инструментальных сталей, упомянет металлы и сплавы, легирующие элементы. В ролике разбираются особенности углеродистого и быстрорежущего (плюс маркировка) варианта, способ (по искрообразованию в процессе шлифования) определения принадлежности образца к той или иной марке. В завершение приводятся примеры определения. Теоретическая часть подкрепляется наглядной демонстрацией, объяснения отличаются четкостью и лаконичностью, содержат максимальное количество полезных сведений.
Деревообработка
Придавать нужную форму и размеры можно разным материалам. Промышленная революция привела к повышенному спросу на металлические элементы, но начинало ремесло берет с обработки древесины. Приспособления для облегчения труда времен Петра Первого до сих пор находятся в коллекции Эрмитажа. Ведущий канала «Древо» увлекается именно этим почти забытым направлением – вытачивает функциональные красивые деревянные вещи. В мастер-классе он предлагает желающим осилить простые методы формирования поверхности заготовки. Блогер покажет, как правильно установить подручник, произвести первичную подготовку, сделать вогнутую поверхность, «волну», плавный сход на углубление, рекомендует потренировать движение «елочка» (представляет собой подрезку-срезку), научит выравнивать сколы.
Шаровидные и яйцевидные изделия
Василий – специалист по деревообработке и создатель обучающего видеоблога, где показывает желающим освоить ремесло принципы и тонкости работ. В этом уроке из двух сосновых брусочков он сформирует несколькими способами шаровидные и яйцевидные формы, поясняя зрителям нюансы, сравнивая результат после применения мейселя и рейера. Дополнительно показывается как производилась заточка инструмента, в каком направлении осуществляется срез, на каких оборотах работает станок, как сформировать округлую и заостренную часть яйца.
Огромная скорость вращения, высокое напряжение, отлетающая стружка – все это создает высокую степень риска. Профессионалы и любители, во избежание серьезных травм, обязаны соблюдать технику безопасности и не только относительно состояния оборудования. Одежду и обувь лучше приобрести специальную, проследить, чтобы она была целой, прилегающей к телу, без свисающих частей, закрывающей все тело, не сковывающей движений. Парням с длинными волосами придется позаботиться, чтобы они были убраны под головной убор или собраны на затылке.
"Токарный станок" из подручных материалов.

Привет всем рукастым и головастым, а также сочувствующим)
Любой мастер знает, что инструмента много не бывает. Каждый новый экземпляр не только расширяет возможности, но и в большинстве случаев экономит время и нервы)
Таким желанием, в моём случае, было решение вопроса токарных работ. В процессе создания чего-либо большая часть времени уходит на поиски нужных деталей. Какая-то незначительная фиговина может очень здорово тормознуть всё дело. Казалось бы что может быть проще: отдал токарю чертёж- забрал готовую деталь и за работу… НО! Скорость исполнения при этом снижается в разы и зависит от занятости мастера, его места базирования и прочих нюансов.
Выход один- заиметь собственный станочек и закрыть вопрос раз и навсегда.
Вариантов два.
Первый- оторваться по-богатому и прикупить полноценный станок.
Самый оптимальный вариант но и самый затратный, а с учётом нынешнего курса, практически нереальный.
Второе решение- покупка приспособы для дрели.

За скромную сумму, получаем возможность с помощью обычной сверлилки провернуть ряд операций по токарке, шлифовке и резке.
Тут тоже пара вариантов.
Первый: купить кондовую Вещь "родом из СССР" и как говорится получить удовольствие. Но увы. Найти такой экземпляр ни на рынке, не по объявлению неполучилось( Видать находчивые моделисты всё разобрали)
Второй вариант: из прессованых китайских отходов замешанных на канцелярском клее, даже не рассматривался. Нужен инструмент, а не рулетка: "сломается/не сломается".
Ну что, опять "кружок очумелые ручки"? Совершенно верно. У дураков всегда так. Они себе работу на пустом месте найдут)) Поехали…
Для начала ищем в запасах подходящую железяку для зажимной обоймы. Кусок трубы был, но очень хилой толщины. Зато нашёлся волговский шкив. По размерам подошёл идеально.

Режем шкив пополам, из листа металла толщиной 4 мм. нарезаем и привариваем "уши". Затем зажимаем в тисках обе половинки и сверлим отверстия под стяжки. Дальше вставляем в отверстие болты и закручиваем гайки. Гайки прихватываем сваркой. Обойма готова.

По раме расписывать особо нечего. Сварено всё из профильной трубы 20х40. На раме закреплён светильник. Его крепление сделано из деталей реечного стеклоподъёмника от Волги.

Из него же сделан упор под резцы. Конструкция следующая. Платформа с направляющими пазами (рейки от стеклоподъёмника), по которой перемещается каретка с упором. В нужном положении каретка фиксируется барашковой гайкой. Думаю по фотографиям станет ясно.

Две рейки, брусок металла (ширина- по размеру пазов, высота- по высоте основания), две пластины с вырезом под брусок(металл 2 мм. и напильник в помощь), пара втулок(труба подходящего диаметра) и пара полосок металла для жёсткости (обрезки от деталей оконных конструкций) . Сфоткал всё перед сборкой, чтобы был ясен принцип.

Сам порядок сборки прост. К бруску, привариваем одну из пластин заподлицо. Затем вставляем всё в паз верхней рейки и с обратной стороны привариваем к бруску вторую пластину. Проверяем ход каретки. Если всё работает чётко, без заеданий, просверливаем в задней части обе пластин, отверстие диаметром 6 мм. Со стороны нижней пластины вставляем болт и фиксируем его головку сваркой. Сверху, будет накручиваться барашек (ним мы будем фиксировать каретку в нужном положении. Затем ставим втулки, нижнюю рейку и стягиваем всё болтами. Подгоняем нижнюю рейку относительно верхней, что бы ход каретки был без заеданий, а нижняя часть бруска не доходила до нижней кромки рейки где-то в пределах 1мм. (зазор выводится подгонкой высоты втулок и делается для того, что бы нижняя часть бруска при перемещении не касалась рабочей поверхности стола). Закончив с подгонкой, вставляем между двумя рейками, с обеих сторон, полосу и окончательно свариваем всё. Получается вот такая штукенция.

Понимаю, что описание тяжеловато, но если присмотреться к фото, всё станет понятно. На самом деле, ничего сложного. И если словить все миллиметры, то работает как часики. Остаётся приварить к передней части каретки отрезок профильной трубы в которую будут вставляться упоры для резцов. В качестве основания, взял профиль 30х30 мм., для упоров 25х25 мм. Фикратор упора простейший. На высоте 2/3 от низа основной трубы, просверливаем отверсте 7 мм. к нему приваиваем гайку на 6 мм. В него вкручивается болт-барашек и фиксирует упор.

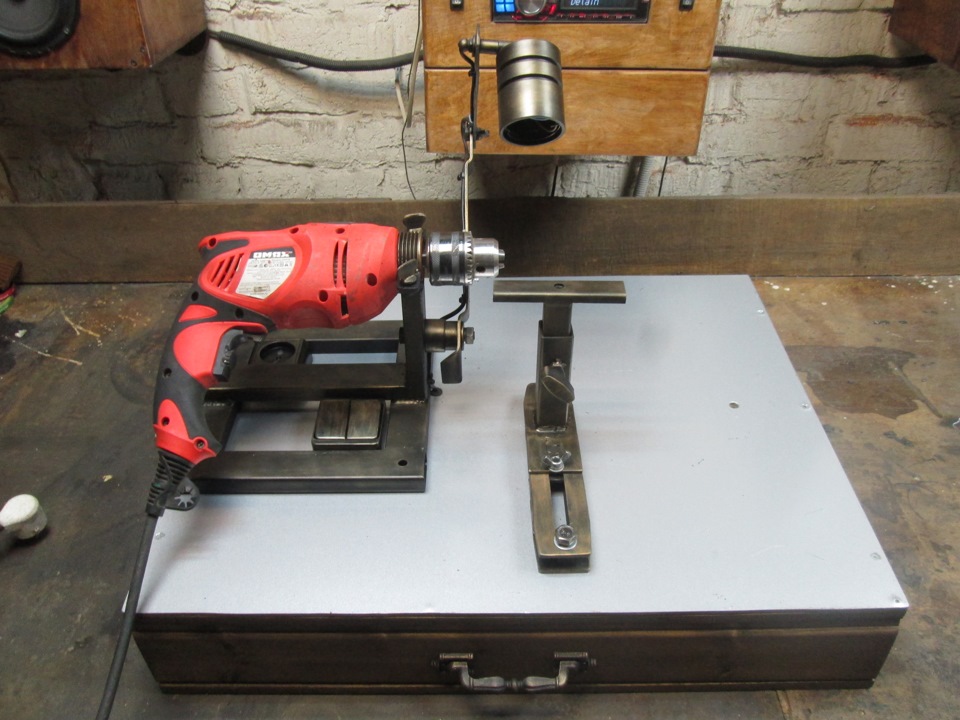
Теперь берём все железяки и топаем на примерку.

В качестве основания, взял фанеру толщиной 12 мм. Крепление рамы под дрель- на саморезах. Снизу предусмотрен выдвижной ящик под резцы и оснастку. Чтобы он ничего не цеплял, крепление платформы каретки сделано на закладных пластинах.
В качестве крепежа напилил пластины толщиной 6мм., просверлил три отверстия. В центральном нарезал резьбу под болты, через два крайних пластина крепится к столу саморезами.

Теперь фрезеруем паз в нужном месте и крепим пластину.

Крепление платформы для упоров сделано поворотным. Угол фиксированый- 90°. Ниже, на фото, всё видно. Для поворота, необходимо выкрутить болт в задней части платформы. Перевести её в нужное положение и зафиксировать. После пробных "заездов", сделал вывод о необходимости замены болта на "барашек". Тырканье с гаечным ключом напрягает.
После всей подгонки красим железо и ставим на место.
Столешницу планировал оставить как есть, но практичность победила. Сверху закреплён лист алюкобонда. Вещь вечная и в плане уборки удобней.
По части электрики.
Напряжение подводится с помощью шнура от компа. Ответный разъём взял от блока питания.

Дрель подключается к розетке. Питание на неё, подаётся с помощью клавишного выключателя. Фиксируем кнопку на дрели в включённом положении, а дальше работаем выключателем. И удобно и кнопка дрели дольше проживёт. Вторая клавиша выключателя, работает на подсветку.

Поводка снизу, сделана по принципу крепления закладных пластин. Фрезернул дорожки, уложил провода, зафиксировал их термоклеем и всё это дело закрыл пластиком.
Дополнительно сделан второй упор под резцы. Он шире основного. С его помощью удобно делать круглые заготовки. Но он выполняет ещё одну функцию.
В верхней части просверлил отверстия и нарезал резьбу. Теперь берём кусок текстолита, просверливаем отверстия и получаем столик для шлифовки.
С помощью насадки для шлифовальных дисков, теперь можно быстро и удобно подводить кромки заготовок.

Ну вот в принципе и весь рассказ. Кто осилил весь этот бред- молодец) Ну а кто не выдержал, не обижайтесь. Я не писатель… у меня работа другая)
Ну и на посошок, самое интересное. Испытания! Ради чего всё делалось.
В будующих работах, без этой машинки что-либо сделать просто нереально. Нет. В принципе конечно реально, но это очень тяжело. Так что, получившийся станочек здорово будет экономить время, нервы и деньги.
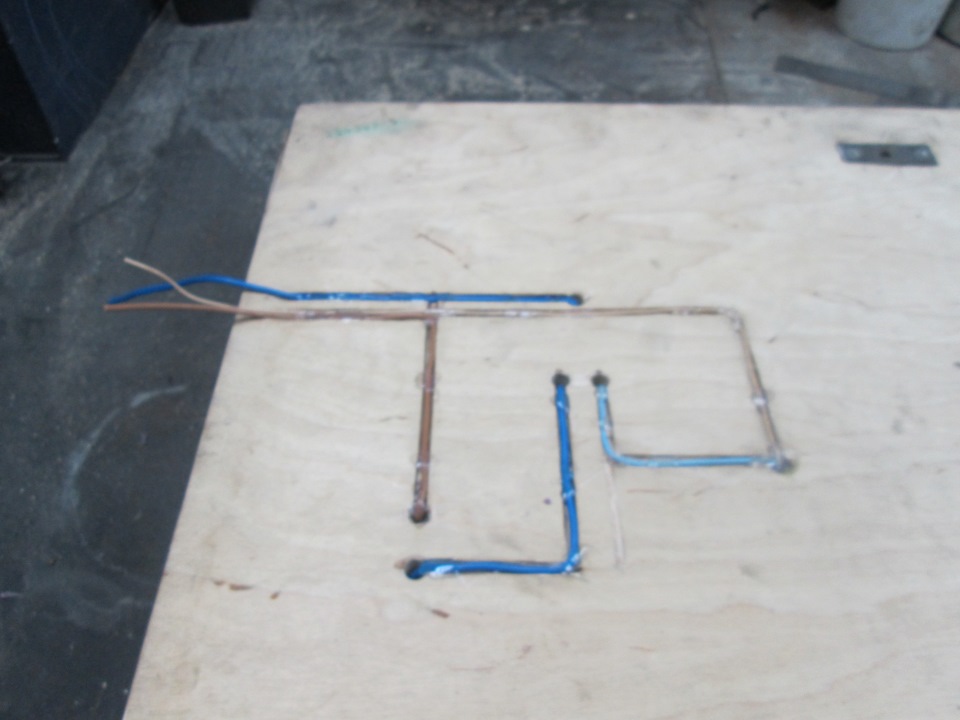
К примеру, сколько вы потратите времени, что бы из этого:

сделать вот это:

да ещё таких размеров)
Лично у меня, ушло около сорока минут, с учётом смены оснастки и обдумыванием формы)
В дальнейших работах будут использоваться ещё более мелкие детали. Вроде таких клёпочек.

Теперь сделать их, не проблема.
Вобщем, можно сказать, что испытания прошли успешно. Новый станочек занял своё место и готов к работе.

Между ним и стеной оставлено место под очередное творение. Но об этом позже.
Так что, до встречи)
Настольный хоббийный станок из металлолома.
Идея создания своего токарного станка вынашивалась давно. Первый вариант самодельной точилки я уже выкладывал. Конструкция в целом удалась и долгое время только радовала своей работой. Однако, при всех своих плюсах имелись и минусы. Обработка деталей больше 16 мм. в диаметре, превращалась в своеобразный кружок "очумелые ручки". Проточка круглой детали диаметром 40 мм. делалась примерно так: час готовим конструкцию переходников, минут десять точим деталь. Такая же история с диаметрами меньше 3 мм. В один прекрасный день всё это порядком надоело и было принято решение о постройке полноценного станка.
В утверждённом техзадании были прописаны условия. Делаем станок для изготовления деталей из цветных металлов для своих работ, с минимальным бюджетом и с максимальным использованием "подножных материалов". Максимальная длина не больше метра. Не сказать что с местом напряг, но и городить конструкцию на полстола желания не было. Впрочем как и необходимости.
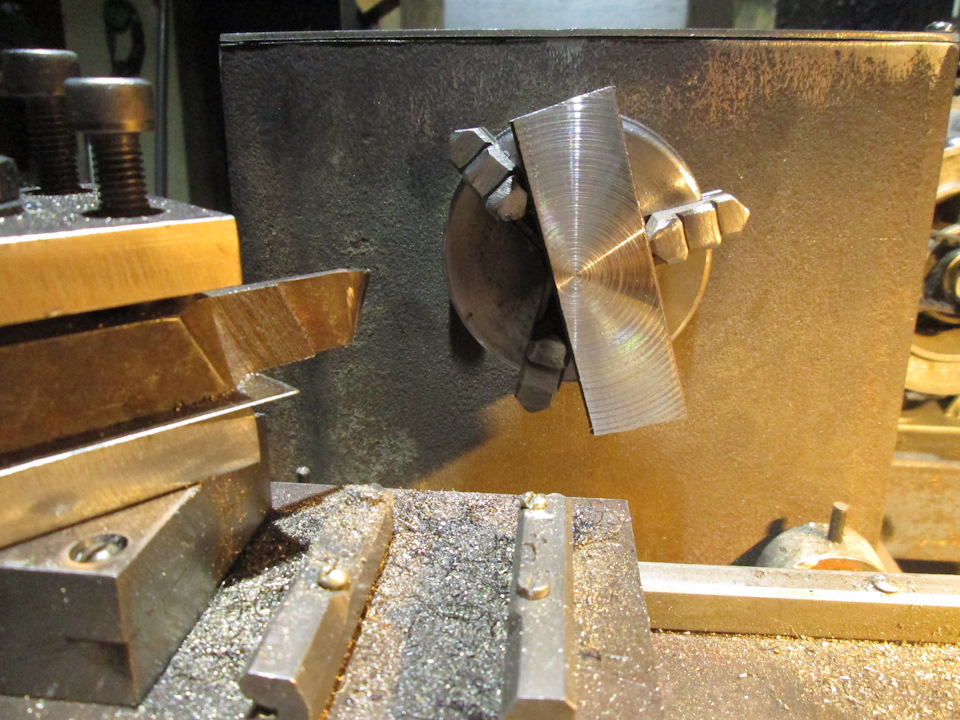
Началось всё с покупки патрона. Одна из двух деталей, которую пришлось купить. Заказывал на китайщине лишь по причине безумных цен у местных барыг. В итоге патрон с валом, обошёлся "казне" всего 2500 рублей.
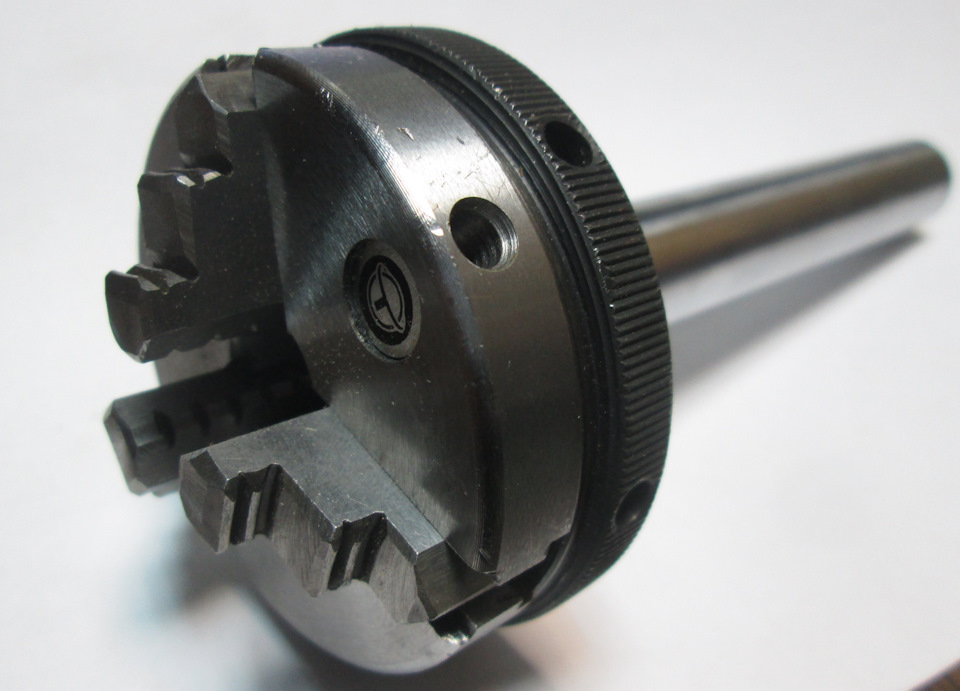
Патрон оказался достаточно приличного качества. Единственный минус- глухой вал. Так что проточить тот же пруток зажав его целиком не получится. Неудобно, но не слишком критично.
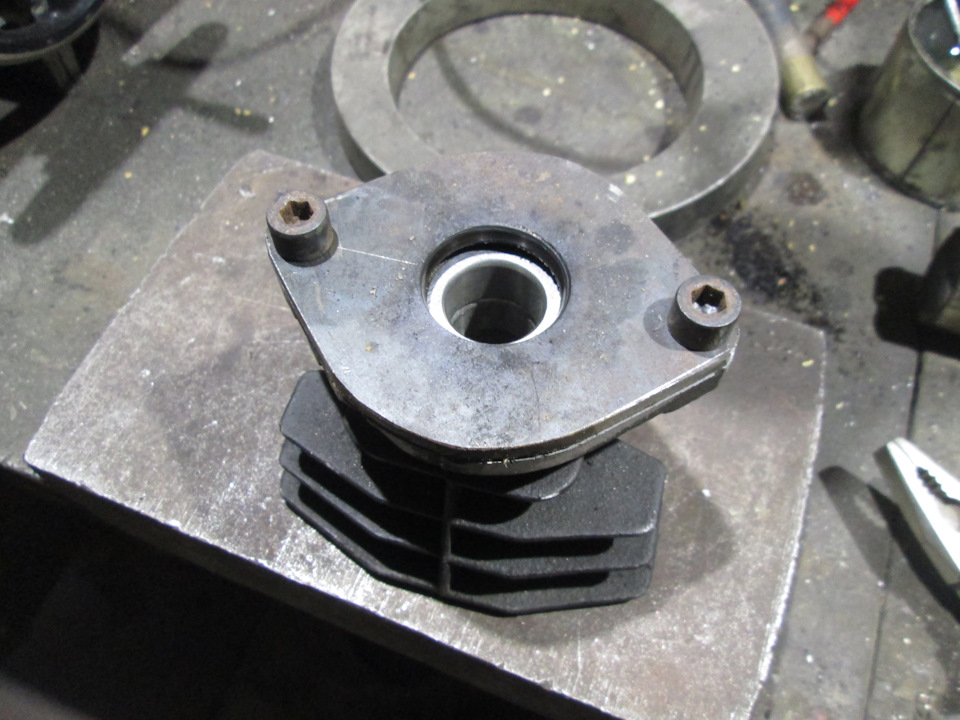
Следующая проблема возникла с передней бабкой. В теории, планировалось заказать корпус подшипников у токаря. И вот тут начались проблемы… Найденные частники отказались помочь в решении задачи, а фирмы заломили не хилый ценник на минимальный заказ у их величеств. Немного поматерившись на горе-бизнесменов, решил начать разработки собственных запасов. И надо сказать чуть не сел в лужу… Достаточно богатые залежи металлолома оказались абсолютно бестолковыми. Ни одна труба и узел не захотели приютить 204-е подшипники по внешнему диаметру. Отчаянью не было предела, но чудо всё же случилось! На самом дне, самого дальнего ящика нашлось такое чудо)

Подаренный кем-то, сто лет назад, цилиндр от компрессора. Размеры оказались просто идеальными! Внутрь были запрессованы 4 подшипника и добавлена одна шайба толщиной 1.5 мм. В передней части упор подшипников в корпус бабки, с обратной стороны была вырезана заглушка толщиной 3 мм.
Дальнейшие действия, к сожалению зафиксированы не полностью, поэтому часть конструкции покажу в процессе, а какие то моменты уже на готовом станке. В разгар конструирования все мысли были заняты придумыванием и устранением косяков))
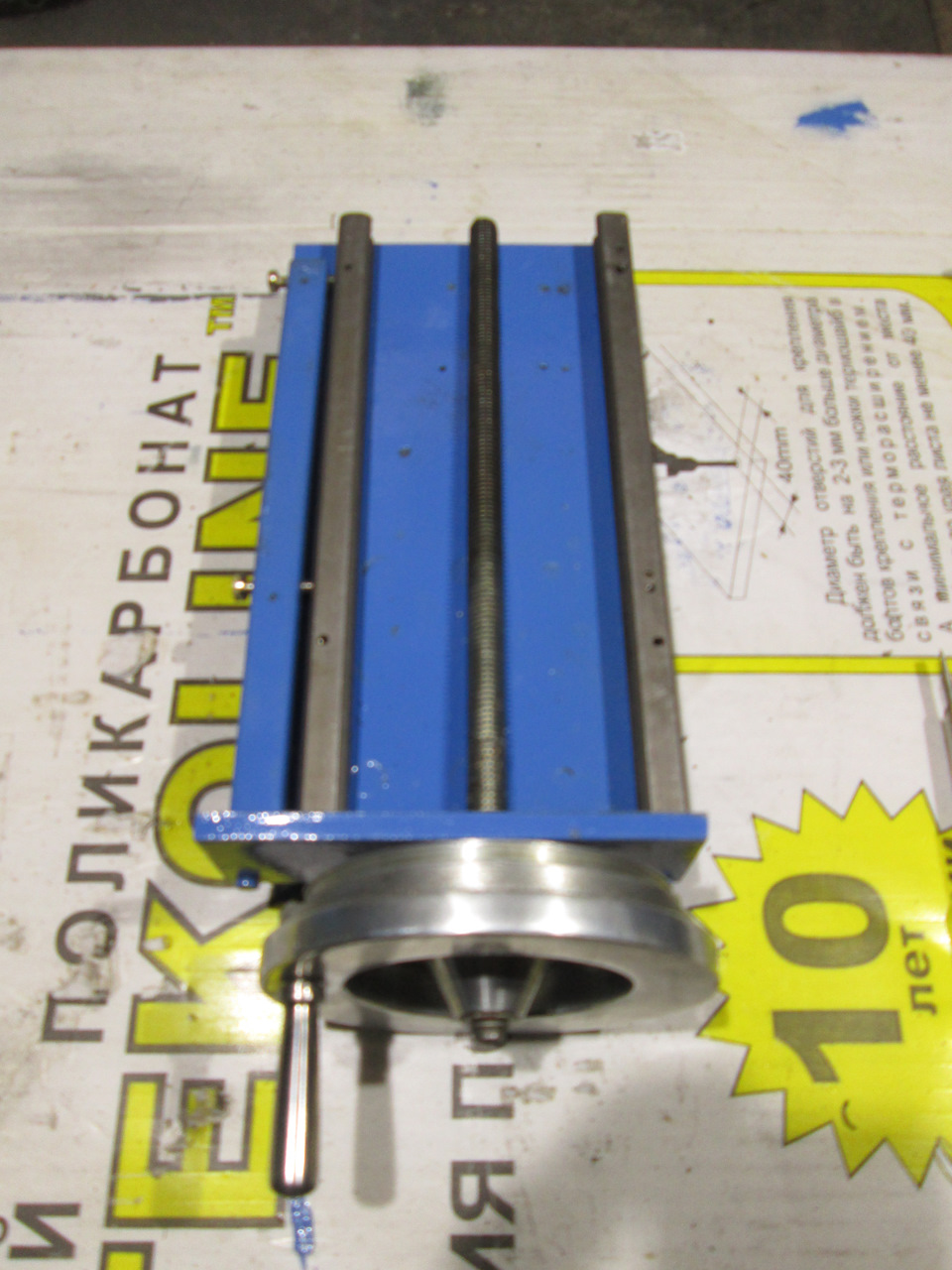
За основу продольной подачи, была взята вот такая кракозябра. Откудова сей механизм, так и не удалось узнать. Ко мне он попал путём обмена на пару старых домкратов)
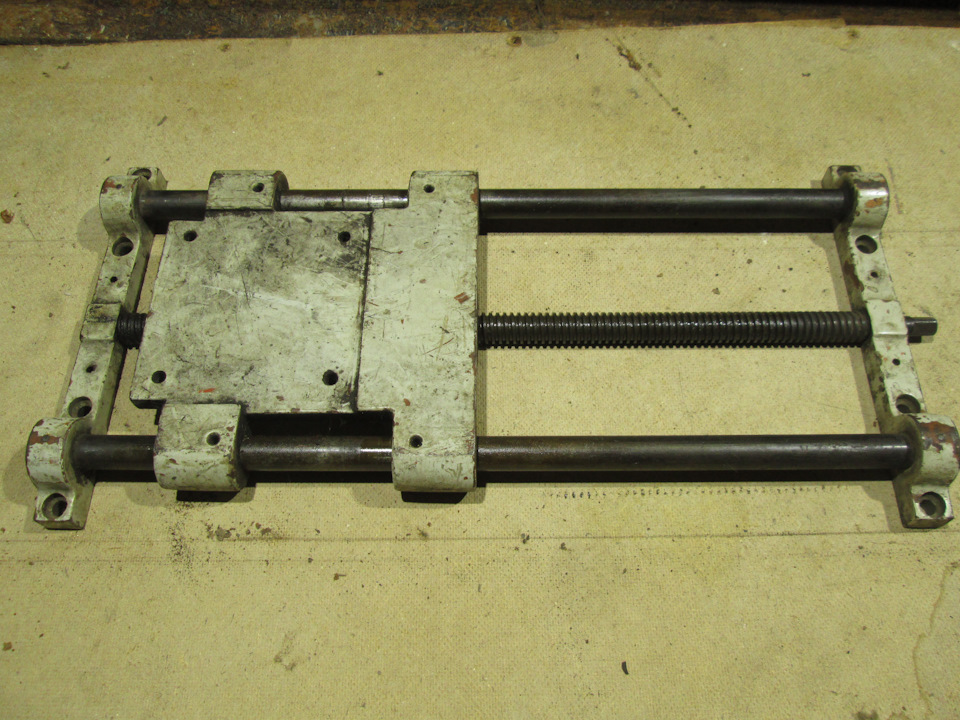
Штуковина полностью чугунная. Платформа толщиной 15 мм. перемещается очень чётко без заеданий и люфтов. Из минусов- недостаточная жёсткость самих направляющих и слишком большая ширина платформы. В итоге хирургического вмешательства, ширина платформы была уменьшена на 5 см. После окончательной сборки и пробного "заезда", та же участь постигла и направляющие с ходовым винтом. В угоду увеличения жёсткости, их пришлось укоротить на 15 см.
Далее была возведена конструкция поперечной подачи.
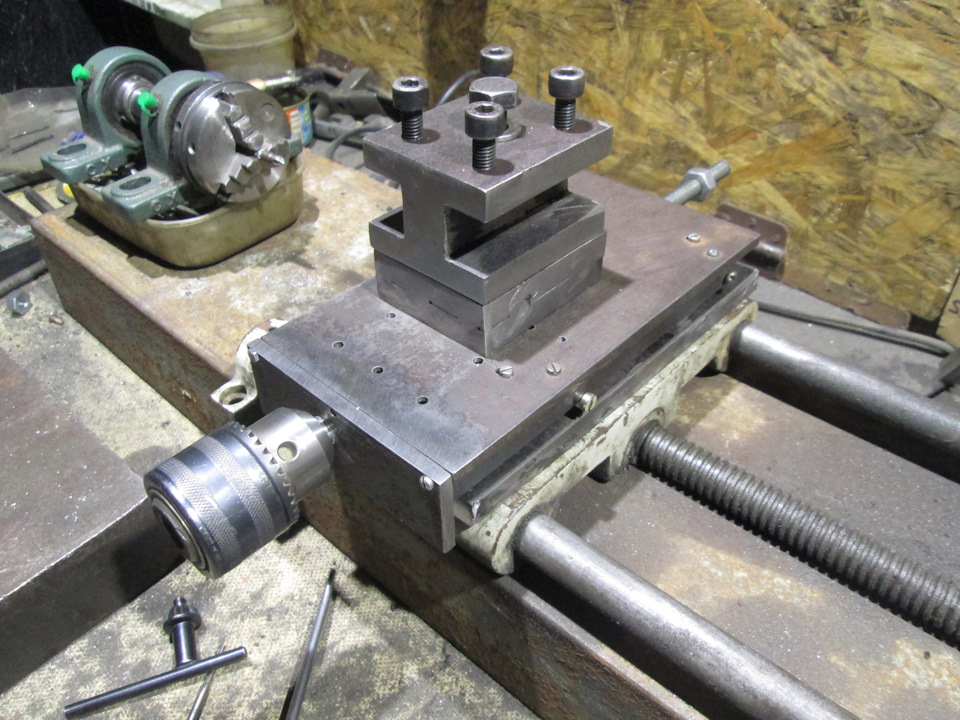
Все детали резались из листов толщиной 6 и 12 мм. Центральная часть резцедержателя из квадрата 20х20 мм. Черновых фоток конструкции направляющих не получилось, поэтому чуть ниже покажу уже готовый узел.
В качестве станины, был взят швеллер шириной 120 мм. Два куска сварены вместе. Чуть позже, по тому же принципу были сварены ножки. Корпус передней бабки из двух швеллеров шириной 200 мм. Маховичок поперечной подачи из шкива старого магнитофона. Для продольной подачи, от швейной машинки. Уж очень хотелось немного ретро))
Чтобы свести к минимуму деформации металла от сварки, 90 процентов деталей собрано на резьбовом соединении. На весь станок ушло всего три электрода.
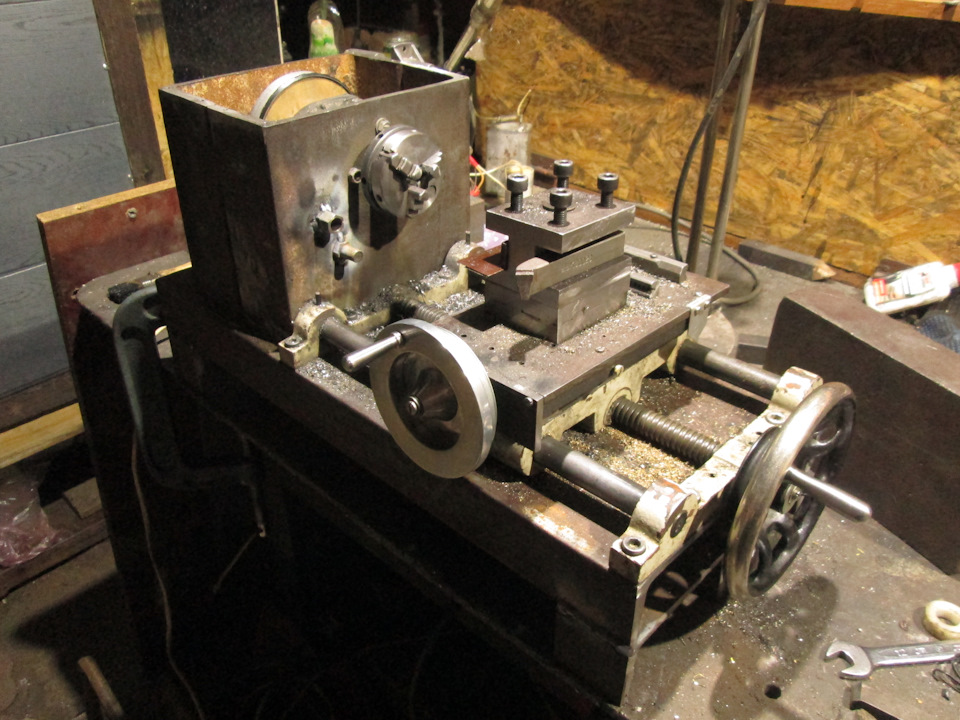
В результате недели танцев с бубном, получилась такая вот конструкция.
Привод вала пока что реализован по временной схеме. Запуск "плавильного цеха" что-то затянулся, а подходящей заготовки для шкива не нашлось. Поэтому всё собиралось в прямом смысле из "палок".
Сначала из фанеры 16 мм. были вырезаны два кругляша на три миллиметра больше, нужного размера. Запас взят для чистовой обработки.
Затем пером 20 мм. в них были просверлены отверстия под вал. Чтобы шкив садился плотно, с кромок пера, болгаркой, была снята пара десяток. В итоге шкив сел на вал достаточно плотно даже без дополнительной затяжки. После этого, обе заготовки промазываются ПВА, прессуются на вал и стягиваются вместе. Пока всё сохнет, для обточки собирается такая конструкция.
В качестве вала соединяющего дрель с патроном- пружина от дивана) С ней, над положением дрели относительно патрона можно не заморачиваться.
После того, как заготовки склеились, шкив обтачивается под нужный размер.
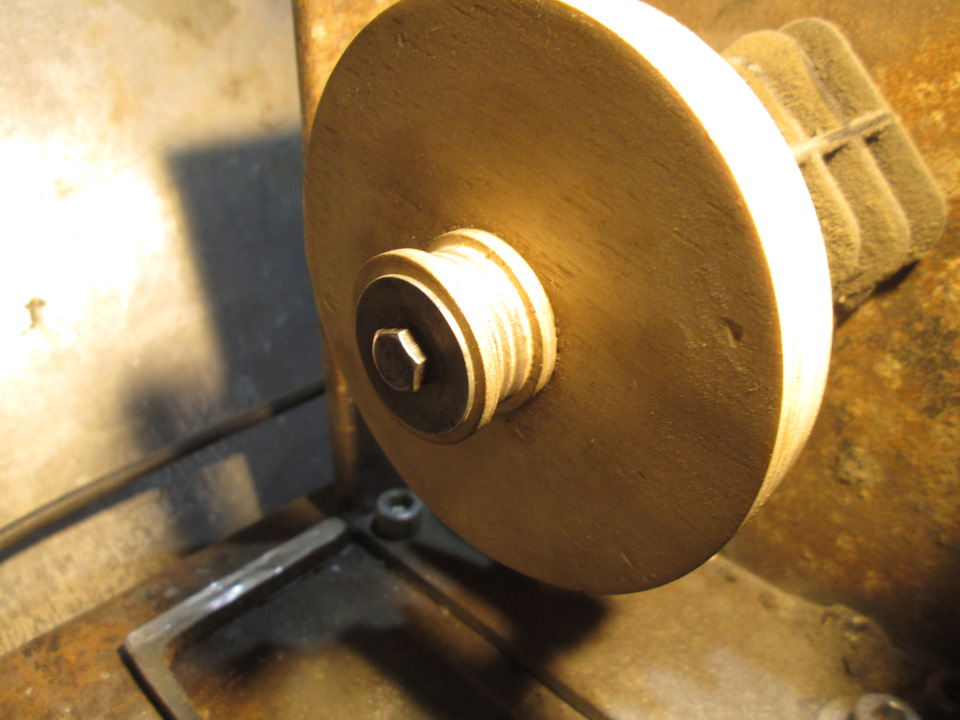
Маленький диаметр под ремень, про большой чуть ниже. По поводу количества скоростей заморачиваться не стал. Привод временный. Тот двигатель, что был в наличии, довольно слабенький и после находки более подходящего, будет заменён. Вот к нему то и будет отлит полноценный шкив с выбором скоростей. А пока что выдаваемой мощности и оборотов вполне хватит для проточки цветмета. Ремень взят от привода бетономешалки.
После сборки привода, прошло испытание чернового варианта станка. Были выточены ручки на маховички подачи и все необходимые втулки и переходники. Осмелев в конце, решился на более жёсткий эксперимент и попробовал проточить полку у кусочка двадцати миллиметрового квадрата… вроде получилось)
После испытаний, пришло время нудного удаления ржавчины и покраски. Изначально хотел задуть всё в классический зелёный, но найдя в загашнике остатки голубой краски, решил внести немного красок в обыденность)

Ну и долгожданная сборка.
При кажущейся массивности передней бабки, объём её оказался забит основательно. Состоит она из двух половинок. На одной закреплён корпус подшипников, на другой собрана вся электрика. В качестве выключателя питания использовал проверенный клавишный выключатель, уж очень привык я к нему) Свет и двигатель включаются отдельно.
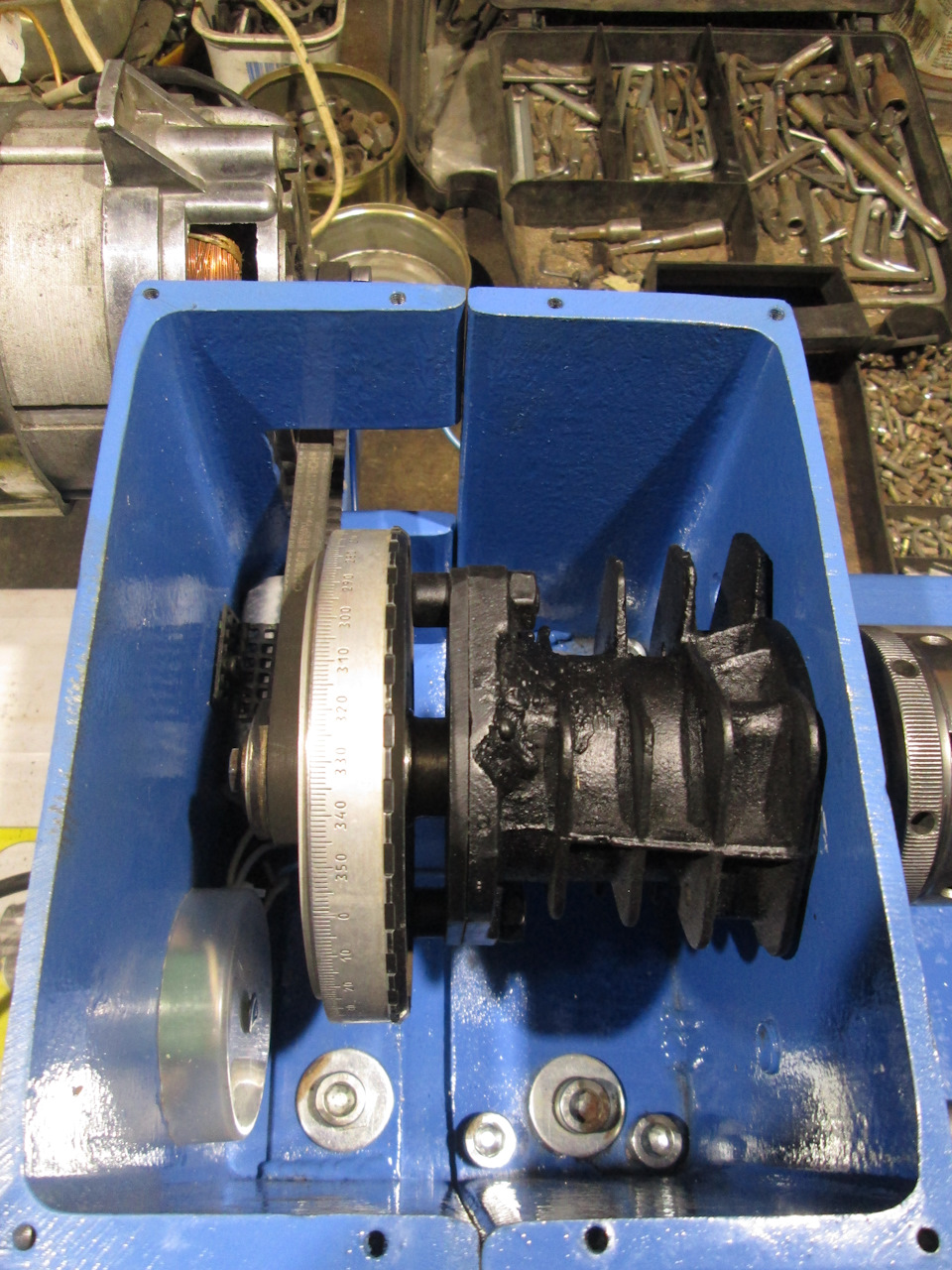

Сверху, корпус закрывается крышкой на винтах. В самой, крышке окошко для делительного диска (для этого то и был сделан большой диск на шкиве). Сам диск над поверхностью не выступает, но для безопасности всё же закрыл его прозрачным пластиком от старого фонаря. Шкала взята от подаренного когда то знакомыми строителями, старого нивелира. В итоге получилась довольно удобная в использовании приспособа.

В паре с "делилкой" был сделан простенький тормоз для патрона. На самом башмаке сделана острая насечка, так что патрон фиксируется даже при слабом нажатии на рычаг. Конструкция спорная, но на первое время пойдёт. в дальнейшем придумаю что-нибудь более продвинутое.
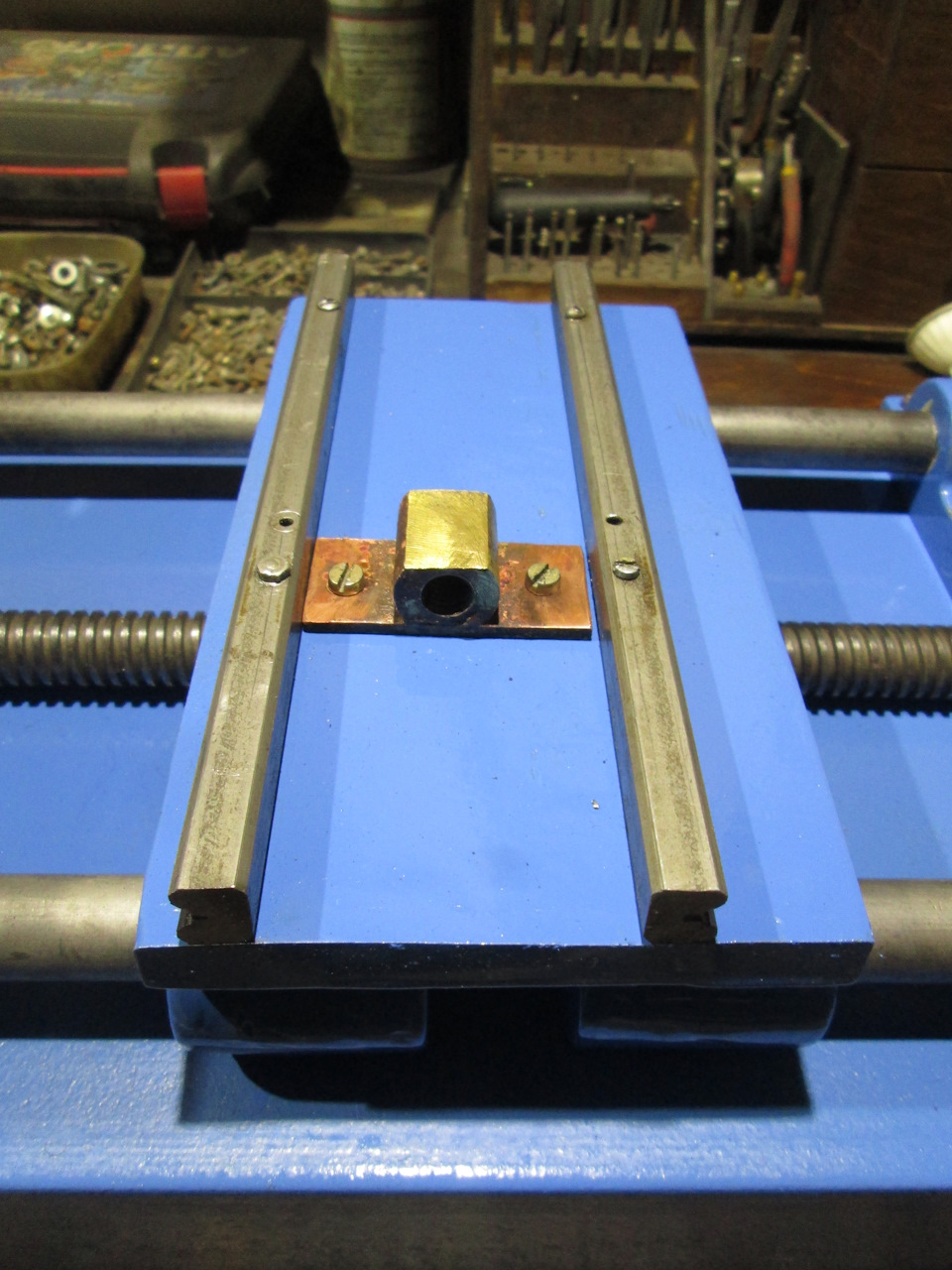
С продольной подачей всё понятно. Поперечная же, сделана по типу ласточкиного хвоста. В основе- пара рельс от печатной машинки. В своё время удалось урвать на Авито неисправную "Ятрань" всего за 500 рублей. Покупалась она для изготовления клейм, теперь вот и рельсы сгодились. Соединяются они следующим образом.
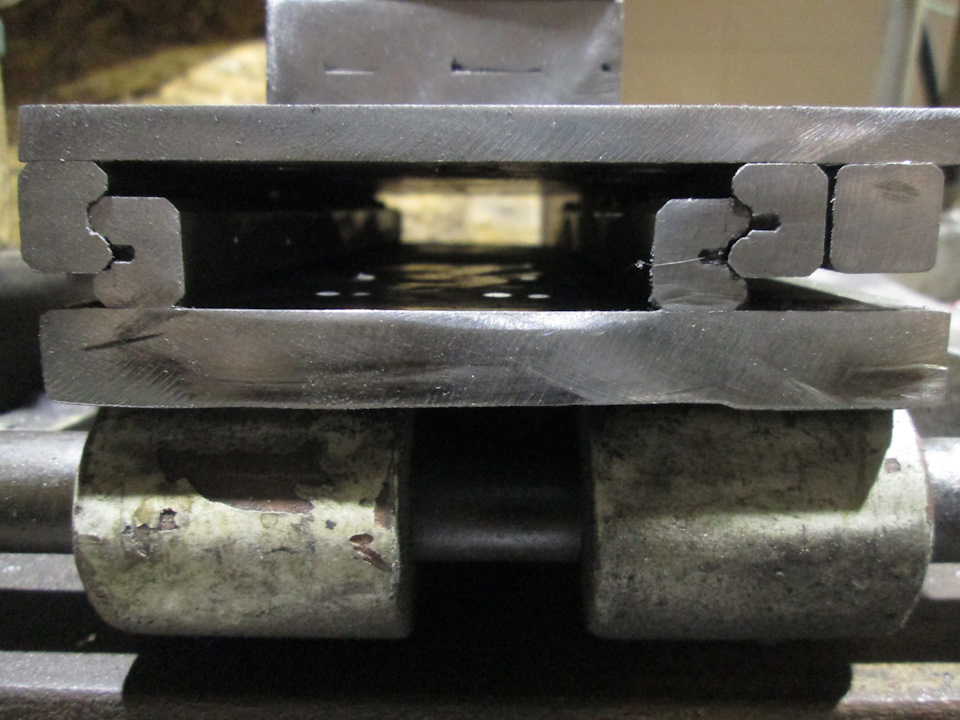
Одна из верхняя рельса подвижная для регулировки люфта. Сам регулятор из квадрата 10 мм. в нём просверлена пара отверстий, нарезана резьба и ввёрнуты винты М4.
Ходовой винт из шпильки 10 мм. Изначально планировал вворачивать её в удлинённую гайку, но после сборки узла получился офигенный продольный люфт. Проблему решил просто. Из латунного бруска была вырезана заготовка в которой засверлил отверстие и нарезал резьбу. После этого всё пришло в норму.
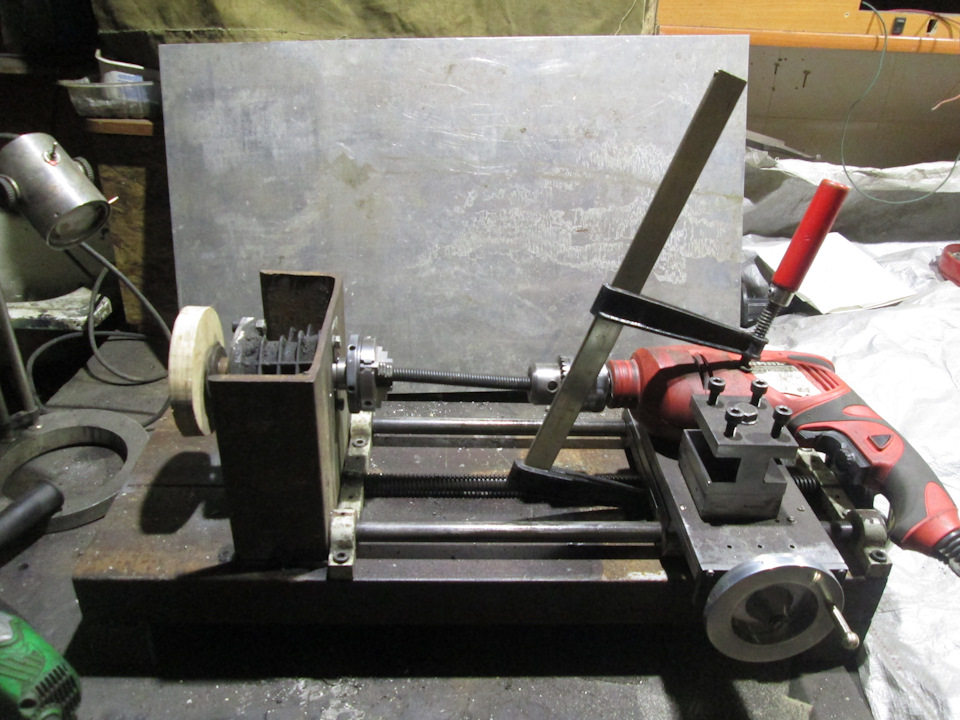
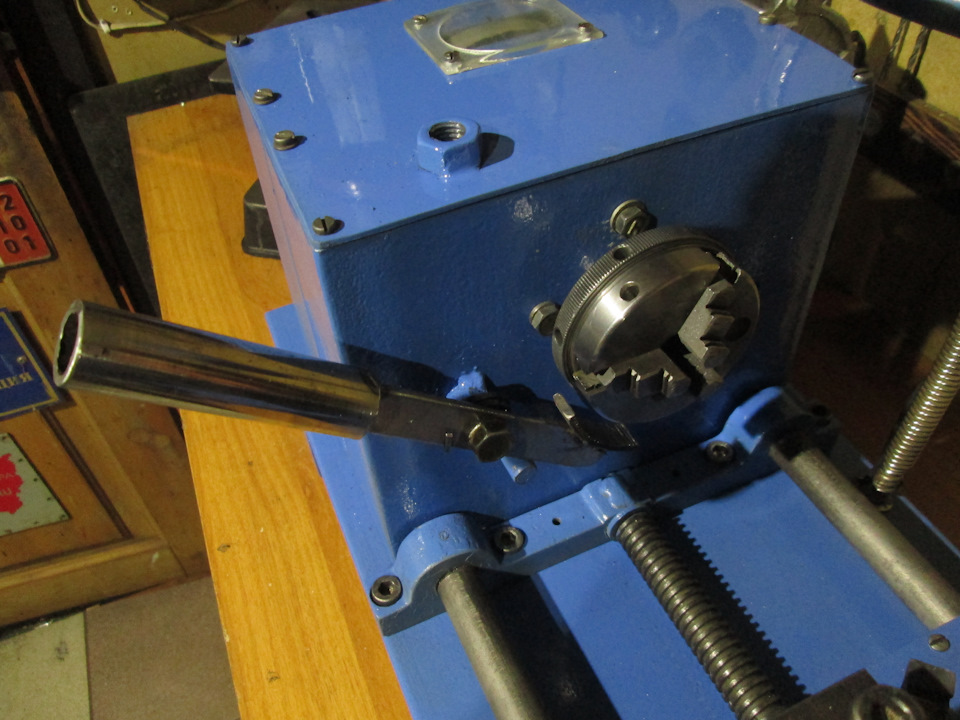
Вот впрочем и все премудрости. Первые ходовые испытания прошли успешно, ну а надёжность конструкции покажет время. Пока что осталось решить вопрос с задней бабкой и набором оснастки, приспособ для работы. Пока что сделана стойка для лупы (штука полезная, для работы с мелочёвкой)
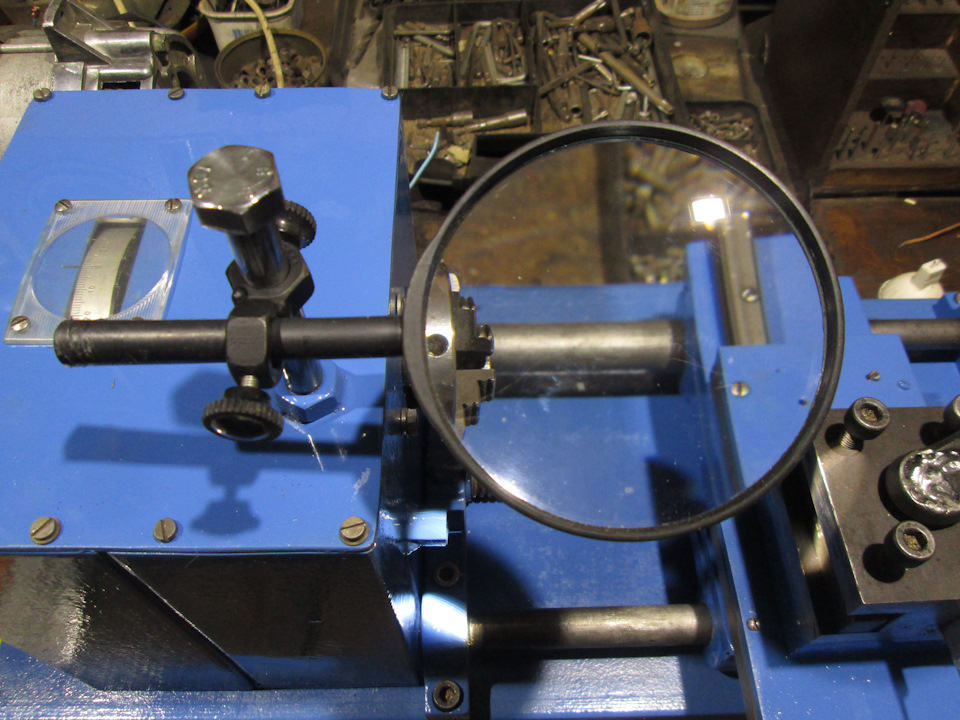
и зажим для гравёра. Штука на данный момент необходимая в работе (без неё тяжеловато).
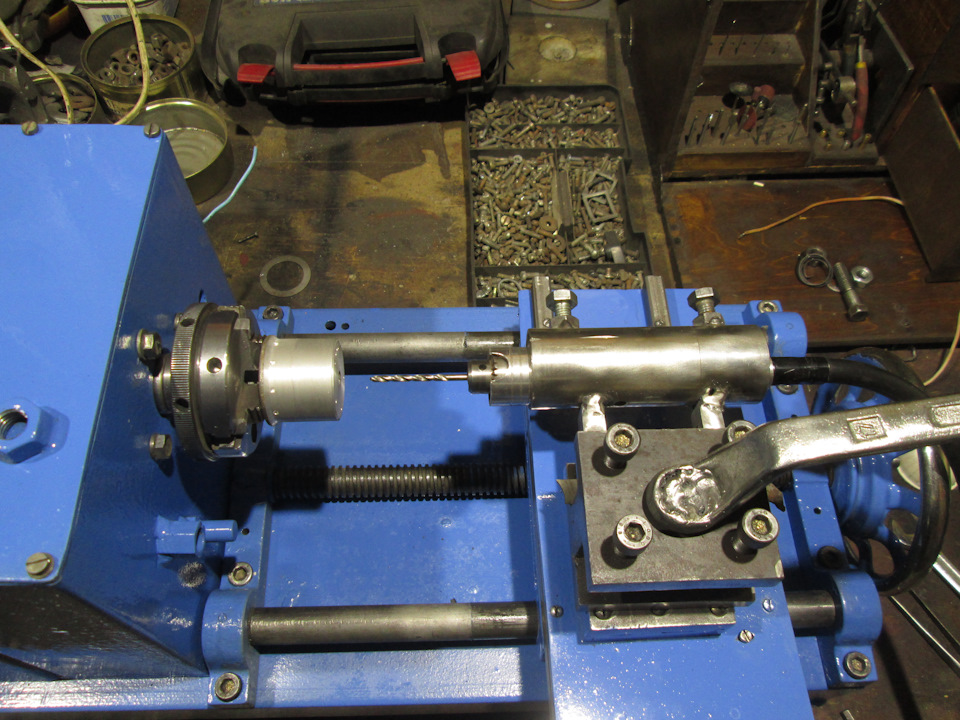
Ну и наконец финальное фото на рабочем месте.

Очередной станочек, очередная маленькая победа. И очередное доказательство, что всё возможно, стоит лишь захотеть) Бюджет всех работ в итоге, составил 3000 рублей, что очень даже немного для хоббийного станка. Остаётся дополнить его частью необходимых деталей. Но это чуть позже, а пока до встречи!
ЧПУ в хоббийной мастерской (часть 1)
Читайте также: