Токарный станок по металлу 16б05п
Обновлено: 04.10.2024

Сведения о производителе токарно-винторезного станка ОТ-5
Производителями токарно-винторезного станка ОТ-5 были Одесский станкостроительный завод и Кироваканский завод прецизионных станков г. Кировокан - Ванадзор.
В настоящее время выпуск станков прекращен.
Станки, выпускаемые Одесским станкостроительным заводом (ОСЗ) и Опытно-механическим заводом (ОМЗ)
ОТ-5 (ОТ5) токарно-винторезный станок облегченный повышенной точности. Назначение, область применения
Облегченный токарный станок ОТ-5 спроектирован на базе токарного станка 16Б05П и может применяться в передвижных ремонтных мастерских.
Токарный станок ОТ-5 предназначен для выполнения различных токарных работ высокой точности, выполняемых в центрах, цанге, патроне и планшайбе, а также для нарезания метрических, дюймовых и модульных резьб.
Станок ОТ-5 обеспечивает качество обрабатываемой поверхности и точность работы (точность размеров, геометрических форм) высокого класса.
Станок предназначен для использования в климатических условиях — У.4.1. по ГОСТ 15150—69
Основные конструктивные особенности
- Установка вариатора на специальной плите, не имеющей контакта с тумбой, а также независимая подвеска фартука станка обеспечивают снижение уровня вибрации при обработке и повышают качество обрабатываемой поверхности.
- Коробка подач обеспечивает возможность нарезания большого количества метрических, модульных резьб и получения широкого диапазона продольных и поперечных подач без смены шестерен гитары. Шпиндель установлен в оригинальных радиальных и упорных гидростатических подшипниках, что в сочетании с жесткой конструкцией станка позволяет производить уникальную по точности токарную обработку.
В автоматическую линию не встраивается.
Класс точности П по ГОСТ 8—82Е.
Разработчик — Одесское СКБ специальных станков.
ОТ-5 Габаритные размеры рабочего пространства токарно-винторезного станка
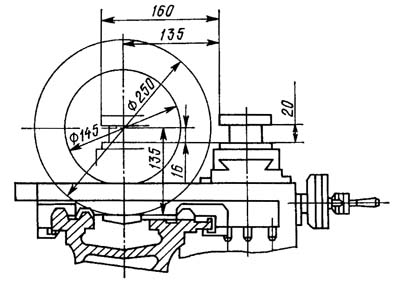
Габаритные размеры рабочего пространства станка ОТ-5
ОТ-5 Посадочные и присоединительные базы токарно-винторезного станка

Передний конец шпинделя токарно-винторезного станка ОТ-5
ОТ-5 Общий вид токарно-винторезного станка

Фото токарно-винторезного станка ОТ-5

ОТ-5 Расположение составных частей токарно-винторезного станка

Расположение составных частей токарного станка ОТ-5
Перечень основных узлов токарного станка ОТ-5
- Станина - 16Б05П.111.000
- Тумба - ОТ-5.121.000
- Бабка передняя - ОТ-5.221.000
- Гитара - 16Б05П.311.000
- Коробка подач - 16Б05П.321.000
- Вариатор - 16Б05П.211.000
- Переключатель - ОТ-5.821.000
- Рама - ОТ-5.131.000
- Агрегат смазочный - 16Б04П.411.000
- Фартук - 16Б04П.331.000
- Суппорт - 16Б05П.341.000
- Бабка задняя - ОТ-5.231.000
- Охлаждение - ОТ-5.511.000
- Ограждение - ОТ-5.611.000
- Электрооборудование - ОТ-5.811.000
ОТ-5 Расположение органов управления токарно-винторезным станком

Расположение органов управления токарным станком ОТ-5
Перечень органов управления токарно-винторезным станком ОТ-5
- 1. Рукоятка перебора скоростей
- 2. Рукоятка звена увеличения шага резьбы
- 3. Рукоятка реверса привода подачи
- 6. Рукоятка переключения подач и резьб
- 7. Рукоятка переключения подач и резьб
- 8. Рукоятка включения ходового винта или ходового валика
- 9. Рукоятка переключения подач и резьб
- 10. Рукоятка переключения подач и резьб
- 11. Рукоятка переключения скоростей вариатора
- 13. Маховичок изменения чисел оборотов шпинделя
- 14. Рукоятка управления вращением шпинделя
- 21. Выключатель охлаждения
- 23. Вводной автомат
- 25. Рукоятка включения предохранительного устройства фартука
- 26. Маховичок настройки величины тягового усилия
- 28. Рукоятка включения маточной гайки
- 29. Кнопка переключения продольной и поперечной подачи суппорта
- 31. Маховичок перемещения пиноли задней бабки
- 32. Рукоятка зажима задней бабки
- 33. Рукоятка перемещения верхней каретки
- 34. Рукоятка зажима пиноли задней бабки
- 36. Выключатель освещения
- 37. Рукоятка зажима резцедержателя
- 38. Рукоятка ручного поперечного перемещения
- 39. Маховичок ручного продольного перемещения
- 40. Кнопка включения маховичка и лимба продольной подачи
ОТ-5 Кинематическая схема токарно-винторезного станка

Кинематическая схема токарно-винторезного станка ОТ-5
Кинематическая схема станка позволяет осуществлять следующие операции:
- главное движение — вращение шпинделя
- движение подачи — перемещение резца
- вращение насоса смазки
ОТ-5 Вариатор токарно-винторезного станка
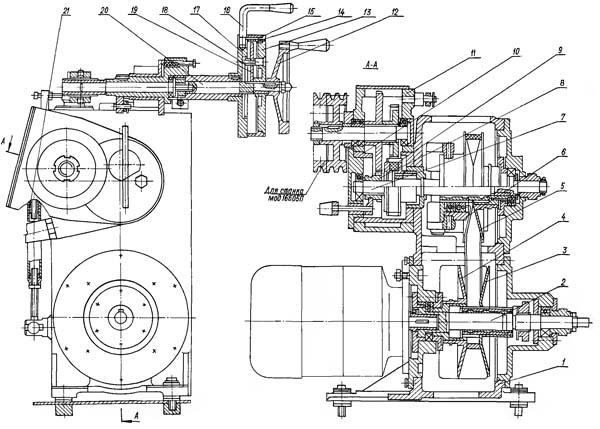
Вариатор токарно-винторезного станка от-5
Вариатор (бесступенчатая коробка скоростей)
Вариатор состоит из собственно вариатора и двухступенчатой коробки скоростей (коробки переключения диапазонов).
Первый (ведущий) вал 2 вариатора приводится во вращение фланцевым электродвигателем через зубчатую полумуфту. Вторая половина муфты выполнена заодно с валом 2, на котором установлены неподвижный (в осевом направлении) диск 4 и подпружиненный скользящий диск 3, образующие ведущий шкив вариатора. От этого шкива вращение посредством широкого клинового ремня передается валу 7 через ведомый шкив вариатора, состоящий из неподвижного диска 5 и управляемого скользящего диска 6.
Кроме ведомого шкива, на валу 7 расположены зубчатые колеса 8 и 9. Зубчатое колесо 9 снабжено наружным и внутренним зубчатым венцом полумуфтой. Зубчатое колесо 8, перемещаясь по шлицам вдоль вала 7, переключает диапазоны скоростей выходного вала вариатора. На этом валу посажен ведущий шкив клиноременной передачи, связывающей вариатор с передней бабкой. Для натяжения передачи корпус 11 коробки скоростей вариатора может поворачиваться на стакане 10, закрепленном на корпусе 1 вариатора. Поворот корпуса 11 производится при помощи стяжной гайки 21, после чего корпус закрепляется винтами на стакане 10.
Механизм управления вариатором и коробкой скоростей расположен сверху на корпусе вариатора. Маховичок 12 управляет перемещением скользящего диска 6, рукоятка 16 служит для переключения шестерен в коробке скоростей. Планетарная передача 20—19—18—17 связывает маховичок 12 с диском 13, на котором установлено кольцо 14 с лимбом 15. На лимбе нанесены две шкалы скорости вращения шпинделя, одна — для прямого включения шпинделя, вторая — для включения шпинделя через перебор.
Для отсчета показаний шкал служат две пары указательных штрихов, нанесенных на прозрачном щитке, расположенном над лимбом. При переключении скоростей вариатора щиток перемещается вместе с рукояткой 16. Для отсчета следует пользоваться той парой указательных штрихов, которая в данный момент находится в верхнем положении.
ОТ-5 Шпиндельная бабка токарно-винторезного станка

Шпиндельная бабка токарно-винторезного станка ОТ-5
В корпусе передней бабки собраны:
- шпиндель
- перебор
- привод резьб и подач с трензелем
- механизм управления
Приемный шкив 8 передней бабки установлен на втулке 11, соосной со шпинделем 4. Слева от шкива расположена муфта 10 прямого включения шпинделя, справа — зубчатые колеса перебора 2, 6, 7,11.
Шпиндель станка вращается в прецизионных подшипниках качения.
В передней опоре шпинделя установлены роликовый двухрядный подшипник и два шариковых радиально-упорных, в задней — шариковый радиальный подшипник.
Задняя опора шпинделя и левая опора втулки 11 шкива 8 расположены в стакане 9. При замене приводных ремней этот стакан нужно снимать.
Передаточное отношение перебора передней бабки равно 1/8 Управление перебором 6, 7 и муфтой 10 прямого включения осуществляется одной рукояткой. Рядом с шестерней перебора 11 на шпинделе 4 расположено зубчатое колесо 3 привода резьб и подач. Зубчатое колесо 1, расположенное на первом валу 12 привода резьб и подач, может соединяться либо с зубчатым колесом перебора 11, либо с зубчатым колесом 3, сидящим на шпинделе. Это дает возможность при включенном переборе получить увеличение шага резьб
Изменение направления подачи или нарезаемой резьбы осуществляется трензелем, состоящим из двойного зубчатого колеса 13, скользящего зубчатого колеса 15 и паразитного колеса 16. Колеса 15 посажено на шлицы выходного вала 14, на конец которого надевается одно из сменных колес гитары.
Рукоятки управления механизмами передней бабки расположены на передней стенке бабки. Спереди к корпусу бабки 5 прикреплен литой кожух, в котором установлены кнопки управления главным электродвигателем.
Смазка механизмов передней бабки — централизованная, от смазочного агрегата.
Регулировка шпиндельных подшипников в станке ОТ5

Схема расположения подшипников токарно-винторезного станка от-5
Подшипники шпинделя токарно-винторезного станка от-5
Шпиндель станка от-5 смонтирован на 4-х подшипниках:
Регулировка шпиндельных подшипников

Для регулирования радиального зазора двухрядного роликового подшипника передней опоры шпинделя необходимо:
- Утопить упорный винт 7 (рис. 26).
- Освободить от крепления и сдвинуть вправо фланец 5.
- Сдвинуть вправо предохранительное кольцо 6
- Снять два полукольца 4.
- Шлифовать полукольца 4 на размер, определяемый по формуле:
А = В - δ мм,
В — толщина снятых полуколец 4 до шлифовки, мм;
δ — величина необходимого смещения внутреннего кольца подшипника δ относительно посадочной шейки шпинделя 8.
Величина смещения δ определяется по формуле:
δ = 15(Δо — Δ + 0,01) мм,,
Δо -начальный радиальный зазор (до регулировки), мм; Δ — требуемый радиальный зазор подшипника, мм.
Токарно-винторезные станки мод. от-5 поставляются с радиальным зазором Δ = 0,003 до 0,005 мм.
- Установить полукольца 4.
- Вернуть в прежнее положение предохранительное кольцо 6 и стопорный винт 7.
- Гайкой 2 сместить в осевом направлении до упора внутреннее кольцо подшипника 3 относительно посадочной шейки шпинделя 8.
- Гайку 2 после выбора зазора стопорить винтами 1
- Установить и закрепить фланец 5.
- Проверить действительно полученный радиальный зазор.В случае необходимости повторить регулировку. Все размеры следует измерять с точностью до 0,001 мм.
Технические характеристики подшипника № 3182111
Подшипник 3182111 - это двухрядный роликовый радиальный подшипник, с короткими цилиндрическими роликами, с безбортовым наружным кольцом (вследствие чего комплект тел качения на сепараторе способен перемещаться и создавать «плавающую» опору), с коническим посадочным отверстием (1:12), канавкой и отверстиями для внесения смазочного материала. Основное место эксплуатации таких подшипников — станки различного применения, узлы где действуют высокие радиальные нагрузки и скорости. Этот типоразмер, как и большинство роликоподшипников этой серии производится в настоящее время только высокоточным.
Подшипник всегда производили на московском заводе ГПЗ-1,но в настоящее время, к сожалению, с производства он снят и купить напрямую его можно только в фирмах, которые занимаются продажей подшипников с хранения, неликвидов, бывших в употреблении, чищенных. Можно найти изделия 2, 4, 5 и 6 классов точности. Обозначение справа от номера чаще всего — Л (латунный сепаратор, старое). Цена подшипников сильно зависит от их класса точности и сохранности, от 300 до 2300 рублей.
Импортные подшипники этого типоразмера имеют обозначение NN3011K (наличие буквы К в номере обязательно, так как она указывает на коническую посадку). В Россию поставляется продукция разной ценовой категории: наиболее дорогие и надежные — FAG, SKF, KOYO, IBC, подешевле — NACHI и NSK. Еще более дешевый вариант — продукция восточно-европейских производителей — ZKL и FLT, которая чаще всего реализуется неликвидного качества, иногда даже уже бывшая в употреблении. Ориентировочная цена наиболее качественных и дорогих подшипников этого типа составляет около 275 евро.
Размеры и характеристики подшипника 3182111 (NN3011K)
- Внутренний диаметр (d): – 55 мм;
- Наружный диаметр (D): – 90 мм;
- Ширина (H): – 26 мм;
- Масса: – 0,623 кг;
- Размеры ролика: — 8х8 мм;
- Количество роликов: — 44 шт;
- Грузоподъемность динамическая: — 70,5 кН;
- Грузоподъемность статическая: — 97,5 кН;
- Максимальная номинальная частота вращения: — 11000 об/мин.
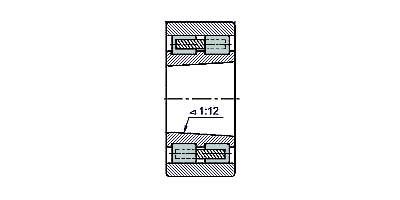
Схема подшипника 3182111 (NN3011K) токарного станка от-5

Фото подшипника 3182111
Технические характеристики подшипника № 46111
Подшипник 46111 - это шариковый радиально-упорный однорядный подшипник. Тип воспринимаемой нагрузки — комбинированная радиально-осевая. Для жесткой фиксации валов станков, от которых требуется высокая точность обработки деталей, устанавливаются попарно. В этом случае и подшипники подбираются высоких степеней точности (Т или 2 и 4). Подшипник неразъемный. Угол контакта составляет 26° (у серии 36000 этот угол составляет 12°.
Производится данный тип на саратовском 3 ГПЗ (ОАО «СПЗ»), входящем в Европейскую Подшипниковую Корпорацию. Осуществляется выпуск следующих модификаций: 6-46111Е5 , 4-46111Е5, 6-46111Л, 4-46111Л, Т-46111Л. Для установки в узлы с меньше ответственностью подойдут подшипники, произведенные на самарском заводе СПЗ-4 по 6-му классу точности (стоят они значительно дешевле саратовских).
Международное обозначение для данного типа — 7011A.
Размеры и характеристики подшипника 46111 (7011A):
- Внутренний диаметр (d): – 55 мм;
- Наружный диаметр (D): – 90 мм;
- Ширина (высота) (Н): – 18 мм;
- Масса: – 0,444 кг;
- Диаметр шарика: – 10,319 мм;
- Количество шариков в подшипнике: – 18 шт.;
- Диаметр борта наружного кольца: – 79,6 мм;
- Диаметр борта внутреннего кольца: – 67,2 мм;
- Грузоподъемность динамическая: – 32,6 кН;
- Грузоподъемность статическая: – 21,1 кН;
- Номинальная частота вращения: – 10000 об/мин.

Схема подшипника 46111 (7011A) токарного станка от-5
ОТ-5 Коробка подач токарно-винторезного станка

Коробка подач токарно-винторезного станка ОТ-5
Коробка подач станка (рис. 12) в сочетании с гитарой позволяет устанавливать требуемые передаточные отношения для нарезания резьб с различным шагом и получения различных продольных и поперечных подач.
В коробке подач имеются следующие механизмы:
- Механизм основного ряда (зубчатые колеса 3, 4, 1, 2, 5, 8, 6, 7)
- Механизм множительный (зубчатые колеса 9, 10, 19, 15, 16, 17, 18)
- Механизм смещения ряда (зубчатые колеса 21, 22, 3, 4)
- Механизм переключения передачи движения на ходовой валик или на ходовой винт (полумуфта 14)
- Механизм прямого включения ходового винта (полумуфты 12, 14, 18, 20)
- Механизм переключения (на рисунке не показаны)
Механизм основного ряда дает возможность получить четыре передаточных отношения, пропорциональные четырем шагам метрических или модульных резьб.
Умножая эти передаточные отношения на передаточные отношения множительного механизма (1/4, 1/2, 1, 2) и на передаточные отношения механизма смещения ряда (1,1 1/4), можно нарезать метрические и модульные резьбы при постоянной настройке гитары.
Механизмы переключения расположены на плите под крышкой коробки подач. Рукоятки переключения находятся на крышке спереди.
Технические характеристики, описание универсального токарно-винторезного станка 16Б05П
Описание токарного станка 16Б05П узнаете его характеристики и параметры по паспорту данного токарно-винторезного станка.
Также в этой статье будет подробное описание конструкции и основных узлов, несколько видео продемонстрирует выполнение различных операций на нем.

Общий вид
Токарный станок 16Б05П – это высокоточная техника, использовался на предприятиях приборостроительной отрасли, инструментальных, заводах, которые изготавливали продукцию точного машиностроения. С минимальными допусками и превосходным качеством 16Б05П способен выполнять практически любые токарные функции.



Информация о производителе
Токарный станок 16Б05П настольного типа производился на станкостроительных предприятиях в городах: Одесса, Кировокан (Армения). Станок начал производиться в 1972 году.
Технические характеристики
Токарный станок 16Б05П соответствует классу точности категории «П». Агрегат состоит из блоков:
На этом агрегате можно обрабатывать изделия длиной до полуметра; При этом диаметр над станиной не должен превышать 25,5 см, а над суппортом – 14,6 см. Резец закрепляется в специальный блок (его высота 2,2 см). В паспорте к агрегату прилагаются:
- Фото.
- Подробная инструкция.
- Схемы.

Суппорт может подаваться в любых направлениях (общее число 28). Самое возможное перемещение суппорта 16.2 см (поперечное).
- салазки резца могут поворачиваться на угол 45°;
- перемещение возможно на расстояние 11 см.
Назначение и область применения
Универсальный станок 16Б05П выполняет работы:
- Обработку деталей в виде конической и цилиндрической формы.
- Рихтование торцов.
- Нарезание любой резьбы.
- Операции по сверлению и отрезанию.
Базовые ТТХ токарно-винторезного агрегата:
- диаметр детали над станиной — 252 мм;
- максимальный диаметр точения детали над суппортом – 146 мм;
- между двумя центрами максимальное расстояние 500 мм;
- мощность электрической сливой установки – 1,6 кВт (1400 об/мин);
- шпиндель имеет четыре диапазона скоростей вращения во всех направлениях (до 3000 об/мин.).
Оригинальность конструкции: вариатор ставится на плите, которая не контактирует с тумбой, подвеска фартука эффективно уменьшает вибрацию, что положительно сказывается на точности в работе.
Блок подач позволяет нарезать значительное количество метрической (и модульной) резьбы, получать широкий диапазон продольных и поперечных подач, при этом не требуется менять шестерни гитары. Уникальная компоновка шпинделя дает возможность создавать невероятно точную обработку деталей. Точность соответствует ГОСТу П-8–82 Е.
Габаритные размеры
Габариты: 1510x725x1360 мм

Посадочные и присоединительные базы

Расположение составных частей

- Станина.
- Тумба.
- Вариатор.
- Бабка передняя.
- Гитара.
- Коробка подач.
- Фартук.
- Суппорт.
- Вентиляция.
- Заградительное устройство.
- Экран.
- Устройство гидростатики. (насос).
- Гидравлическое соединение.
- Бабка задняя.
- Блок электропитания.
- Выключатель.
- Управляющий элемент.
Расположение органов управления токарно-винторезным станком


Кинематическая схема

Кинематическая схема дает возможность совершать:
- Вращательную работу шпинделя.
- Движение режущего элемента.
- Вращательные движения насоса, подающего смазку.
Вариатор
Вариатор имеет коробку подач, она обладает диапазонами из вариативного блока. Движок передает вращательный импульс валу через полумуфту с помощью шкива. Вторая часть муфты соединяется с диском. В самом вариаторе есть два диска:
- Колесико (зубчатое), регулирует скорость вращения вала, движется вдоль вала по шлицам.
- Второе колесо имеет внешний и внутренний венец.
- Выходной вал соединяет клиноременную передачу и бабку станка с вариатором.
- Фиксирующая гайка.
- Стан обеспечивает натяжение ремня.

Весь блок работает под управлением специального устройства, оно базируется на вариаторе и состоит:
- Планетарная передача.
- Маховик.
- Кольцо с лимбом.
- Рычаг.
- Перемещающийся диск.
Лимб имеет маркировку, к которой реализуется функционирование шпинделя, а также обработка агрегата при его запуске.
Шпиндельная бабка
В блоке бабки есть управляющий элемент. На втулке ставится шкив, она соосная по отношению к шпинделю. В одной стороны от шкива располагаются колеса перебора, с другой стороны, муфта, она обеспечивает включение шпинделя напрямую.
Сам шпиндель расположен в стакане, если требуется устанавливать новый шкив, стакан демонтируется. Подшипники качения (вид — прецизионный) обеспечивают шпиндель хорошими рабочими характеристиками.

Смазка бабки реализуется с помощью специального элемента. Корпус шпиндельного блока снабжен кнопками запуска силовой установки. Вектор резьбы меняется с использованием трензеля.
Коробка подач
Агрегат 16Б05П имеет гитару и КП, два блока позволяют токарю определиться: какие выбрать передаточные отношения. Коробка состоит из элементов:
- Переключения и смещение главного ряда.
- Активацию ходового винта.
- Передачи на ходовой винт.
- Активацию непосредственно на ходовой винт.

Механизм, отвечающий за переключение, базируется на плите, переключать можно с помощью рычагов на крышке.
Электрическая Схема

Инструкция по эксплуатации, паспорт
Начиная работу, следует ознакомиться с инструкцией. Токарный станок предназначен для обработки металлических различных деталей токарным способом с высокой точностью. Необходимо следовать всем предписаниями, которые есть в данной инструкции. В случае, нарушения правил изготовитель не несет ответственности за повреждения и неполадки.
Паспорт станка можно бесплатно скачать по ссылке — Паспорт токарного станка 16Б05П.
Инструкция предназначена для токарей и специалистов по наладке оборудования. Информация с максимальной полнотой освещает принцип работы агрегата, оказывает действенную помощь в его эффективном использовании.
Уникальный по конструкции токарно-винторезный прецизионный станок 16Б16КП
Впервые на токарно-винторезном оборудовании автоматическая коробка скоростей была установлена на модели 16Б16КП. Прецизионный станок предназначен для чистовой токарной обработки металлических деталей.

Краткие сведения о производителе
В Самаре напротив городского парка был пустырь, на котором механик Готхард Бенке в 1876 году начал строить литейный завод. Первое время на предприятии производили чугунное и медное литье, занимались ремонтом пароходов и другой техники.
После включения в состав металлообрабатывающих мастерских, завод стал называться Механическим. Через 3 года был выпущен первый токарно-винторезный станок.
В 1937 году окончательно определили специализацию саратовского завода. Он полностью перешел на выпуск станков. В 1948 году были запущены автоматические линии и организовано поточное производство. С 1951 года продукция саратовского станкостроительного завода стала выпускать металлорежущее оборудование на экспорт.
Токарно-винторезный станок 16Б16КП начали производить серийно с 1970 года. Его несколько раз модифицировали и создали модели 16Б16А, 16Б16КА. Большинство оборудования до сих пор находится в рабочем состоянии.
В настоящее время на СВСЗ выпускают различные модели токарных станков с ЧПУ и автоматические линии под маркой Samat.
Назначение и область применения токарно-винторезного станка
Токарный прецизионный станок 16Б16КП предназначен для чистовой – финишной обработки деталей круглой формы:
- чистовая обработка цилиндрических и конических поверхностей;
- подрезка;
- обработка торцов;
- нарезка метрической и дюймовой резьбы резцом и плашкой;
- точение питчевых резьб;
- сверление в оси со стороны задней бабки;
- расточка.
Высокая точность регулировки шага позволяет нарезать многозаходные резьбы на винтах. Инструмент стремительно выводится из рабочей зоны, не задевая соседнюю поверхность, благодаря механизму быстрого отвода резцедержателя.
Модель станка 16Б16КП выпускается в тропическом варианте – работа в условиях высоких температур и влажности.
Конструкция
Модель 16Б16КП была создана на базе выпускавшихся ранее токарного станка 1А616 и 16Б16. Ее положительные характеристики основаны на конструкционных особенностях токарного станка:
- автоматическая коробка передач;
- плавная регулировка скорости резания;
- высокая точность обработки – прецизионный;
- в передней бабке установлено 2 перебора;
- резцедержатель четырехпозиционный с механизмом быстрого отвода;
- автоматический выбор оптимального режима резания благодаря наличию электрического привода на тиристорах.
Справка. Эргономика станка – удобство работы, была значительно улучшена. Токарь управлял всеми операциями, совершая минимум движений.
Передняя бабка:
Справа над станиной расположен самый сложный узел станка – передняя бабка. В ней размещаются узлы:
- коробка скоростей;
- коробка передач;
- шпиндельный узел;
- система смазки разбрызгиванием.
Масло одновременно смазывает и охлаждает шестерни, смывает с них грязь и металлическую пыль.
Гитара:
Шестерни, расположенные на концах вала и винта, находятся внутри корпуса передней бабки и закрыты крышкой. Приводятся в движение клиноременной передачей. Набор шестерен зависит от типа нарезаемой резьбы.
Суппорт:
Суппорт перемещается вдоль станка по направляющим станины. Имеет механические режимы движения: рабочий и ускоренный холостой. На фартуке расположены рукоятки механического передвижения и ручного подвода инструмента.
Салазки с резцедержателем движутся по направляющим в продольном и поперечном направлении. Одновременное включение подач в 2 перпендикулярных осях блокируется устройством на ручке управления.
Задняя бабка:
Находится справа на станине. К направляющим крепится прижимными планками и винтами. Внутри корпуса, в одной оси со шпинделем, установлена пиноль. Она перемещается вручную маховиком, расположенным сзади, и зажимается с помощью ручки.
Конус пиноли Морзе №2. В нем закрепляют:
- центра;
- сверла;
- зенкера;
- метчик для нарезки внутренней резьбы.
Передвигается задняя бабка по направляющим вручную. Фиксируется на месте планками, расположенными снизу. Они приводятся в рабочее состояние рычагом.
Во время наладки пиноль регулировочными винтами выставляется соосно шпинделю. Допустимое смещение составляет менее 0,01 мм.
Фартук:
Через фартук проходят ходовой вал станка и винт. Кулачковые муфты с коническими шестернями превращают крутящий момент в поступательное движение: прямой, обратный ход суппорта и каретки.
На фартуке находятся ручки управления суппортом, салазками, переключения режимов резания. Величина смещения инструмента относительно детали отсчитывается по делениям лимба и нониуса с точностью до 0,1 мм.
Запускается движения суппорта и салазок вперед и назад джойстиком. Его узел оборудован устройством блокировки одновременного включения рабочего хода в разных направлениях. При нажатии на кнопку в его рукоятке, включается быстрый ход.
По бокам фартука, над направляющей, установлены концевые выключатели. Дойдя до крайней точки, они срабатывают и останавливают суппорт.
Коробка подач:
Точный шаг при нарезании резьбы обеспечивает ходовой винт. Его вращение, связанное определенным соотношением с оборотами детали, обеспечивает коробка подач. Она расположена сзади и возвышается над передней бабкой.
Коробка передач:
Коробка передач расположена в нижней части передней бабки, под шпиндельным узлом. Она передает крутящий момент на приводной вал коробки подач.
Коробка скоростей:
Автоматическая коробка скоростей находится в задней части передней бабки. Она вращает шпиндель. Наличие в ней двух переборов: 1:4 и 1:16 увеличивает выбор числа оборотов обрабатываемой детали.
Принцип работы:
При нажатии кнопки «Пуск» включаются двигателя. Через кулачковые муфты крутящий момент передается на ведущий вал коробки передач. Он приводит в движение ходовой винт через коробку подач.
Через автоматическую коробку скоростей, передающую вращение с выходного вала коробки передач, приводится в движение шпиндель. Скорость его вращения регулируется ручкой на передней бабке. Она, в свою очередь, переключает шестерни переборов.
Кулачковые муфты, установленные в фартуке, передают суппорту движение. Одновременно с ним перемещается резцедержатель с инструментом.
Внешний вид модели 16Б16КП отличается от большинства токарных станков выступающей над задней бабкой автоматической коробкой скоростей и эргономичным расположением рычагов и кнопок управления.





Габариты
Размеры станка по крайним точкам 2525×1110×1505 мм.

Расположение основных частей
На станине слева находятся основные узлы: передняя бабка, коробки скоростей и передач, панели управления на корпусе. Двигатели установлены позади и внизу полой стойки. Суппорт с резцедержателем перемещается по направляющим. На его фартуке кнопки пуска, торможения и переключения режимов работы.
Расположение органов управления
На передней плоскости автоматической коробки скоростей находятся рукоятки:
- поворота резцовой головки;
- подачи суппорта – поперечной;
- управления АКП;
- включения насоса СОЖ;
- пуска электрооборудования.
Там же установлены сигнальная лампа и указатель нагрузки.


На передней бабке имеются таблички с настройкой режимов резания и расшифровкой символических значков. Здесь же рукоятки для установки и регулировки режимов резания, скорости вращения шпинделя и подачи инструмента.
С фартука управляется ход каретки, перемещение суппорта. Здесь же кнопка пуска реверсивного шпинделя.

Электрическая принципиальная схема
Модель 16Б16КП имеет 3 электрические двигателя:
- главный, подключен к приводу;
- отвечающий за перемещение салазок;
- приводящий в работу насосы СОЖ.

Первые два работают согласованно. Система блокировки не допускает одновременно включения поперечной и продольной подачи. Система смазки и охлаждения включается одновременно со станком и работает независимо от основных узлов.
Коробка скоростей
Расположенная позади шпиндельного узла, автоматическая коробка скоростей станка 16Б16КП имеет 7 электромагнитных муфт.
Через зубчатый ремень получает движение от коробки скоростей. Имеет 2 перебора.

Суппорт
На суппорте установлен четырехпозиционный резцедержатель, перемещающийся от механического привода вдоль и поперек направляющих.

Задняя бабка
задняя бабка используется для фиксации длинных деталей типа вал и сверления вдоль оси. при обработке коротких заготовок может сниматься со станины.

Токарно-винторезный станок 16Б16КП прецизионного типа, высокой точности обработки. Имеет автоматическую коробку скоростей.


Основные параметры:
Модель станка 16Б16КП имеет 3 модификации, отличающиеся длиной станины. Параметры базовой модели:
- максимальная длина обрабатываемой заготовки 750 мм;
- диаметр над станиной 320 мм;
- над суппортом 180 мм;
- ход резца от оси вращения детали 185 мм.
При работе используют резцы с размером стебля 25 мм.
Шпиндель:
Благодаря наличию 2 переборов, скорость движения регулируется от 20 до 2000 об/мин, число ступеней 24. Диаметр отверстия 46 мм.
Направление вращения вперед и назад имеет одинаковые показатели.
Суппорт и подачи:
Механическое и ручное перемещение вперед и назад вдоль и поперек оси вращения детали.
Резцовые салазки:
Имеют четырехпозиционный резцедержатель. Перемещаются по перпендикулярным осям механической подачей и вручную.
Максимальное расстояние от кулачков патрона 750 мм. Конус пиноли Морзе2. Максимальный ход 120 мм. Регулируется относительно оси детали с точностью до 0,01 мм.
Электрооборудование:
2 электродвигателя работают синхронно, приводят в работу основные узлы. Мощность 5, 7,5 кВт. Третий включает насосы системы смазки и охлаждения.
Габариты и масса:
Масса модели 16Б16КП 2270 кг при габаритах 2525×1110×1505 мм (длина, высота, ширина).
Техника безопасности при работе
Конечные выключатели и установленные в механизме станка блокирующие устройства предохраняют оборудование от поломки и станочника от травмирования. На суппорте установлен прозрачный щиток, закрывающий зону реза от разлетающейся стружки.

К работе на станке допускаются рабочие, прошедшие обучение и получившие квалификацию. Они должны быть в специальной одежде, головном уборе и надевать очки, защищающие глаза.
Документация, паспорт
На станок производителем выдается технический паспорт. В нем указаны:
- производитель;
- дата изготовления;
- основные характеристики оборудования;
- сроки профилактических и капитальных ремонтов;
- комплектация.
К паспорту прилагаются чертеж устройства станка и все его схемы.
Паспорт станка вы можете бесплатно скачать по ссылке — Паспорт токарного станка 16Б16КП
Аналоги
Модель 16Б16КП была создана на базе уже выпускаемых ранее станков 16Б16 и 16Б16П. аналогичные характеристики имеет модель 16Б16А.
Особенности модификации 16Б16КА
Станок предназначен для чистовой обработки деталей. Отличается от модели 16Б16КП меньшим диаметром обрабатываемой детали – 320 мм, имеет класс точности А. Использование проката в качестве заготовок исключается. Длина агрегата меньше – 2270 мм и вес 2150 кг.
Возможности модернизации
На модель 16Б16КП устанавливают панель удаленного управления. Уже работающее оборудование легко перестраивается под управление с ЧПУ и работает в автоматических линиях.
Токарно-винторезные станки 16Б16КП, выпущенные в 1970–1980 годах прочные и надежные. Их успешно эксплуатируют на предприятиях с мелкосерийным выпуском продукции, в ремонтных мастерских.
Токарный станок 16Б05П – работа с повышенной точностью
Станок 16Б05П, разработанный специалистами станкостроительного комбината Одессы в качестве агрегата повышенной точности, выпускался в советское время на Одесском и Кировоканском заводах.
1 Основные технические и эксплуатационные характеристики станка
Токарное оборудование 16Б05П поставлялось в основном на промышленные предприятия инструментальной, радиотехнической и приборостроительной области. Также данный агрегат применялся на комбинатах точного машиностроения.
Он позволяет осуществлять на высоком уровне точности любые токарные операции в цанге, центрах, планшайбе и патроне, нарезать резьбы (дюймовые, метрические, модульные), гарантируя достойное качество всех работ.

По классу точности токарный станок причислен к агрегатам категории "П". Паспорт говорит, что интеграция описываемого оборудования в состав поточных автоматических линий конструктивно не предусмотрена. Станок состоит из станины, гитары, суппорта, вариатора, тумбы, электрооборудования, бабок (задняя и передняя), смазочного механизма, тумбы, двух систем охлаждения, фартука, коробки подач.
Станок дает возможность обрабатывать изделия длиной до 50 см при условии, что их диаметр над станиной не превышает 25 см (над суппортом – 14,5 см). Резец агрегата монтируется в специальный держатель высотой 2 см, при этом наибольшая высота непосредственно рабочего инструмента, установленного в держатель, не превышает 1,6 см.

Паспорт станка содержит схемы, фото отдельных его компонентов и многие другие характеристики, а также важные параметры, которые требуется знать для безопасной и эффективной эксплуатации токарного оборудования. В частности это:
- число подач суппорта – 28 в любом из предусмотренных направлений;
- наибольшее перемещение суппорта – 16 см (поперечное направление);
- поворотный угол салазок режущего инструмента – 45°;
- максимальное передвижение резцовых салазок – 11 см.
2 Краткое описание конструкции вариатора
Этот механизм станка 16Б05П включает в себя коробку, которая позволяет переключать диапазоны и непосредственно из вариативного устройства. В последнем имеется ведущий вал. Он начинает двигаться тогда, когда через полумуфту зубчатого типа фланцевый двигатель передает на него требуемое вращение.
При этом сблокированная с валом вторая часть муфты подключена к скользящему подпружиненному и неподвижному дискам. Вся эта конструкция представляет собой ведущий шкив рассматриваемого механизма, от которого клиновый ремень передает вращение валу. В устройстве вариатора также имеется ведомый шкив. В нем установлено два диска – скользящий управляющий и неподвижный.

Кроме того, паспорт агрегата описывает и иные конструктивные элементы вариатора:
- колесо (зубчатое), необходимое для выбора скорости вала (выходного): оно совершает движение вдоль вала по шлицам;
- еще одно колесо с зубчатым внутренним и внешним венцом;
- выходной вал: на нем находится шкив, который посредством клиноременной передачи соединяет переднюю бабку станка с вариатором;
- стяжная гайка, поворачивающая корпус устройства с целью его фиксации на стакане при помощи винтов.
Сам стакан необходим для осуществления натяжения выбранной передачи.
Вся описанная система управляется и регулируется специальным механизмом, размещенным на корпусе вариатора. В него входит планетарная передача, маховичок, кольцо, снабженное лимбом, рукоятка и скользящий диск. На указанном лимбе имеются шкалы, по которым контролируется работа шпинделя через перебор и функционирование устройства при прямом его запуске.

Над лимбом располагается щиток (выполнен прозрачным) с четырьмя штрихами-указателями. Именно с их помощью можно производить отсчет показаний шкал. Прозрачный щиток вращается одновременно с рукояткой, предназначенной для выбора скорости вариаторного приспособления.
3 Коробка подач и шпиндельная бабка токарного оборудования
Станок 16Б05П располагает гитарой и коробкой подач (КП). Эти два узла дают возможность оператору выбирать при нарезании резьбы нужные ему передаточные отношения. Паспорт установки говорит о следующих механизмах КП:
- переключения;
- смещения ряда;
- основного ряда;
- включения напрямую ходового винта;
- передачи на ходовой винт либо валик (при помощи полумуфты) вращения;
- множительный.
Переключающий механизм размещается под крышкой КП непосредственно на плите агрегата. Его управление производится при помощи рукояток на крышке. Устройство основного ряда позволяет выбирать одно из четырех передаточных отношений, которые прямо пропорциональны такому же количеству шагов модульных либо метрических резьб. Перемножая отношения механизмов смещения, основного ряда и множительного устройства, на станке получается нарезать при фиксированной настройке гитары модульные и метрические резьбы.

Теперь рассмотрим характеристики и особенности передней бабки описываемого токарного оборудования (ее также нередко называют шпиндельной). В ее корпусе имеется специальное устройство управления, перебор, шпиндель, привод подач и резьб, оснащенный трензелем.
На отдельной втулке монтируется шкив бабки (приемная по своей функциональности). Эта втулка по отношению к шпинделю соосная. С одной стороны от приемного шкива размещены колеса перебора, с другой – муфта, которая позволяет производить включение шпинделя напрямую.
Шпиндель находится в стакане, который приходится демонтировать в тех случаях, когда наладчик или ремонтник выполняет установку новых приводных ремней на станок. Вращение шпинделя происходит в подшипниках качения (тип – прецизионный), также предусмотрено наличие радиального, радиально-упорного и двухрядного роликового подшипника. Все они обеспечивают высокие эксплуатационные характеристики агрегата.

Шпиндельная бабка смазывается от смазочного механизма, управляется рычагами, которые вынесены на ее лицевую стенку. На корпусе шпиндельного узла, также находятся и кнопки запуска основного двигателя станка (они помещены в литой кожух). Направление резьбы либо подачи можно изменить при помощи трензеля.



Где купить и на что смотреть при выборе
Так как станок был снят с производства, купить его можно теперь только из резервации какого-нибудь предприятия, либо с рук у частных лиц. В любом случае при покупке данного оборудования б/у для домашней мастерской следует выполнить ряд следующих мер:
- Проверить исправность станка на месте у текущего владельца.
- Оценить состояние деталей.
- При покупке рекомендуется перебрать все детали, чтобы еще раз посмотреть и провести оценку их состояния.
Купить такое оборудование на Авито можно в районе 20 000-40 000 рублей. И чаще всего его берут для личного пользования, для мелких токарных мастерских или же для обеспечения нужд автосервиса.

16Б05П Станок токарно-винторезный повышенной точности

Характеристики
| Класс точности | П |
| Наибольший диаметр заготовки над станиной, мм | 250 |
| Наибольший диаметр заготовки над суппортом, мм | 145 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 500 |
| Высота центров над плоскими направляющими станины, мм | 135 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 135 |
| Высота резца, установленного в резцедержателе, мм | 16 |
| Наибольшая высота держателя резца, мм | 20 |
| Диаметр отверстия в шпинделе, мм | 26,5 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 25 |
| Наибольший диаметр прутка, проходящий через отверстие в цанге, мм | 16 |
| Центр шпинделя по ГОСТ 13214-67 | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | 4К |
| Число ступеней частот прямого вращения шпинделя | б/с регулирование |
| Частота прямого вращения шпинделя, об/мин | 35..3500, 30..3000 |
| Торможение шпинделя | есть |
| Наибольшее поперечное перемещение суппорта, мм | 160 |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,02 |
| Количество подач суппорта продольных | 28 |
| Количество подач суппорта поперечных | 28 |
| Пределы подач суппорта продольных, мм/об | 0,02..0,35 |
| Пределы подач суппорта поперечных, мм/об | 0,01..0,175 |
| Шаги нарезаемых метрических резьб, мм | 0,2..28 |
| Шаги нарезаемых модульных резьб, мод | 0,1..14 |
| Шаги нарезаемых дюймовых резьб, ниток на дюйм | 5..96 |
| Наибольшее перемещение верхних (резцовых) салазок, мм | 110 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,02 |
| Наибольший угол поворота резцовых салазок, град | ±45° |
| Конус Морзе задней бабки | Морзе 3 |
| Наибольшее перемещение пиноли, мм | 85 |
| Перемещение пиноли на одно деление лимба, мм | 0,02 |
| Электродвигатель главного привода, кВт | 1,5 |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,12 |
| Габариты станка (длина ширина высота), мм | 1510 х 725 х 1360 |
| Масса станка, кг | 705 |
Описание
Комплектация
Аналоги
Задать вопрос
Данные станки сняты с производства,но мы обязательно подберем для вас аналоги!
Производителями токарно-винторезного станка 16Б05П были Одесский станкостроительный завод и Кироваканский завод прецизионных станков г. Кировокан (сегодня г. Ванадзор), Армения.
16Б05П токарно-винторезный станок повышенной точности. Назначение, область применения:
Станок изготовлен по ТУ2-024-5079-78, ГОСТ 12-2-009.80, ГОСТ 7599-82. Разработчик — Одесское СКБ специальных станков.
Предназначен для выполнения различных токарных работ высокой точности, выполняемых в центрах, цанге, патроне и планшайбе, а также для нарезания метрических, дюймовых и модульных резьб.
Станок обеспечивает качество обрабатываемой поверхности и точность работы (точность размеров, геометрических форм) высокого класса.
Применяется на предприятиях приборостроительной, радиотехнической, инструментальной промышленности и точного машиностроения.
Вы можете задать любой интересующий Вас вопрос по товару или работе нашей компании.
Наши квалифицированные специалисты обязательно Вам помогут.
Чипгуру

- Станина.
- Тумба.
- Вариатор.
- Бабка передняя.
- Гитара.
- Коробка подач.
- Фартук.
- Суппорт.
- Вентиляция.
- Заградительное устройство.
- Экран.
- Устройство гидростатики.
- СОЖ (насос).
- Гидравлическое соединение.
- Бабка задняя.
- Блок электропитания.
- Выключатель.
- Управляющий элемент.

Конструктивная схема
В паспорте токарно-винторезного станка 16б20п-061 описана его конструкции. Станина станка для жесткости выполнена коробчатой формы и смонтирована на основании. На станине имеются шлифованные направляющие, подвергнутые закалке. В особой полости основания скапливается стружка. Здесь же – открытая емкость под СОЖ.
Прецизионные подшипники, на которые опирается шпиндель станка, не регулируются. На выходном конце шпинделя есть фланец с закрепленным 3-х кулачковым патроном.
На суппорте есть шкалы с визирами. Они облегчают визуальный контроль перемещения салазок в процессе резания. Резцедержатель надежно фиксирует четыре резца.
Фартук укомплектован конечными упорами с выключателями для уверенного останова механизма подачи суппорта. В наличии есть другие блокировки, ограждения зоны резания, гарантирующие безопасную эксплуатацию станка.
При использовании токарного станка 16б20п важно контролировать его состояние – общее и основных конструктивных элементов. Это сильно влияет на точность выполняемых операций и качество поверхности деталей. Особого внимания требуют направляющие суппорта и станины.
Электрическая схема
Электрическая схема токарного станка 16б20п-070 необходима для корректного подключения питания при пуске оборудования, его эксплуатации и ремонта.



Читайте также: