Токарный станок по металлу 16б20п
Обновлено: 08.05.2024
Даже с появлением новых методов формования деталей (литье по сгораемым моделям, лазерная и плазменная резка и пр.) обработка металлов резанием остается актуальной. Ее преимущество – универсальность получения изделий разной формы. Это плоские и объемные тела, фигуры вращения, изготавливаемые на строгальных, фрезерных, токарных станках и других металлорежущих агрегатах. Их используют в промышленности, при сервисе и ремонте транспорта (автомобилей, судов, строительных и дорожных машин).
Часто выгоднее полноразмерный станок, требующий места под установку и серьезного подхода к обслуживанию. Эти неудобства – ничто в сравнении с его возможностями и точностью, более высокой, чем у настольного либо уменьшенного исполнения. Такой агрегат допустимо применять для:
- Единичного или мелкосерийного выпуска деталей.
- Инструментального и ремонтного производства.
- Только получистовой или чистовой отделки.
СОВЕТ: перед выбором модели изучите рекомендации опытных специалистов и отзывы на специализированных форумах.
Предпочтительнее всего новое оборудование или станки после полноценного восстановительного ремонта.

Сведения о производителе токарно-винторезного станка 16Б20п
Производитель универсальных токарных станков 16Б20п — Московский станкостроительный им. А.И. Ефремова, основанный в 1857 году.
Первые универсальные токарно-винторезные станки с коробкой скоростей впервые в СССР начали выпускаться на Московском станкостроительном им. А.И. Ефремова в 1932 году и получили наименование ДИП-200, ДИП-300, ДИП-400, ДИП-500 ( ДИП
— Догнать И Перегнать), где 200, 300, 400, 500 — высота центров над станиной.
По мере совершенствования конструкции станков завод выпускал все более современные модели — 1А62, 1К62, 16К20, МК6056.
Станки, выпускаемые Московским станкостроительным заводом Красный пролетарий, КП
- 1А62
— станок токарно-винторезный универсальный, Ø 400 - 1К62
— станок токарно-винторезный универсальный, Ø 400 - 1К62Б
— станок токарно-винторезный повышенной точности универсальный, Ø 400 - 1К282
— станок токарный восьмишпиндельный вертикальный, Ø 250 - 1К620
— станок токарно-винторезный универсальный с вариатором, Ø 400 - 1К625
— станок токарно-винторезный облегченный с повышенной линией центров, Ø 500 - 16А20Ф3
— станок токарный с ЧПУ, Ø 400 - 16Б20П
— станок токарно-винторезный повышенной точности, Ø 400 - 16К20
— станок токарно-винторезный универсальный Ø 400 - 16К20ВФ1
— станок токарно-винторезный универсальный высокой точности с УЦИ, Ø 400 - 16К20М
— станок токарно-винторезный механизированный, Ø 400 - 16К20П
— станок токарно-винторезный повышенной точности, Ø 400 - 16К20ПФ1
— станок токарно-винторезный повышенной точностии с УЦИ, Ø 400 - 16К20Ф3
— станок токарный с ЧПУ, Ø 400 - 16К20Ф3С32
— станок токарный с ЧПУ, Ø 400 - 16К20Т1
— станок токарный с оперативным управлением, Ø 500 - 16К25
— станок токарно-винторезный облегченный с повышенной линией центров, Ø 500 - 162
— станок токарно-винторезный универсальный, Ø 420 - 1622
— станок токарно-винторезный универсальный, Ø 120 - 1730
— станок токарный многорезцовый копировальный полуатомат, Ø 410 - ДИП-40 (1Д64)
— станок токарно-винторезный универсальный, Ø 800 - ДИП-50 (1Д65)
— станок токарно-винторезный универсальный, Ø 1000 - ДИП-200
— станок токарно-винторезный универсальный, Ø 400 - ДИП-300
— станок токарно-винторезный универсальный, Ø 630 - ДИП-400
— станок токарно-винторезный универсальный, Ø 800 - ДИП-500
— станок токарно-винторезный универсальный, Ø 1000 - МК6046, МК6047, МК6048
— станок токарно-винторезный универсальный, Ø 500 - МК6056, МК6057, МК6058
— станок токарно-винторезный универсальный, Ø 500 - МК-3002
— станок токарный настольный, Ø 220
Схема электрическая принципиальная токарно-винторезного станка 16К20П.
Схема электрическая принципиальная универсального токарно винторезного станка 16К20П приведена на следующем рисунке:

Другой вариант схемы электрической принципиальной токарно винторезного станка 16К20П приведена на следующем рисунке:

Расположение органов управления токарно-винторезным станком 16Б20П

Расположение органов управления токарно-винторезным станком 16Б20п

Перечень органов управления токарно-винторезного станка 16Б20П
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки нормального и увеличенного шага и деления на многозаходные резьбы
- Рукоятка установки правой или левой резьбы
- Рукоятка выбора типа резьбы и вида работы (нарезание резьбы или подача)
- Рукоятка установки величины подачи или резьбы
- Рукоятка установки величины подачи или резьбы
- Маховичок ручного продольного перемещения каретки суппорта
- Рукоятка включения и выключения гайки ходового винта
- Маховичок зажима лимба продольной подачи
- Кнопка вывода реечной шестерни из зацепления при нарезании резьб
- Рукоятка поперечного перемещения суппорта
- Кнопка включения механического перемещения верхнего суппорта (резцовых салазок)
- Рукоятка зажима от проворота ходового винта для перемещения верхнего суппорта (резцовых салазок)
- Рукоятка подачи верхнего суппорта (резцовых салазок)
- Рукоятка поворота, индексации и зажима резцовой головки
- Рукоятка включения, останова и реверса шпинделя
- Мнемоническая рукоятка суппортной группы
- Кнопка ускоренного перемещения фартука и суппорта
- Рукоятка зажима пиноли задней бабки
- Рукоятка зажима задней бабки на направляющих станины
- Маховичок перемещения пиноли задней бабки
- Кнопка включения ходового винта напрямую
- Выключатель сети питания
- Кнопка включения электродвигателя на I скорость
- Кнопка включения электродвигателя на II скорость
- Кнопочная станция пуска и останова главного электродвигателя
- Выключатель подачи и резьбы
- Выключатель насоса СОЖ
- Амперметр главного электродвигателя
- Стоп станка
- Толчок
- Левая рукоятка включения, останова и реверса шпинделя
Перечень составных частей токарно-винторезного станка 16Б20П
- Станина РМЦ 1400 мм — 16Б20П-010
- Станина РМЦ 1000 мм — 16Б20П-011
- Станина РМЦ 710 мм — 16Б20П-012
- Ножка левая — 16Б20П-013
- Ножка правая — 16Б20П-014
- Шпиндельная бабка — 16Б20П-020 (опоры подшипников «Гамет»)
- Коробка скоростей — 16Б20П-024
- Задняя бабка — 16Б20П-030
- Суппорт с механической подачей — 16Б20П-040
- Суппорт без механической подачи — 16Б20П-044 (только для станка с РМЦ 1400 мм)
- Резцедержатель — 16Б20П-043
- Каретка с механической подачей — 16Б20П-050
- Каретка без механической подачи — 16Б20П-051 (только для станка с РМЦ 1400 мм)
- Фартук — 16Б20П-060
- Коробка подач — 16Б20П-070
- Коробка передач — 16Б20П-080
- Таблица настройки сменных шестерен (гитары) — 16Б20П-081
- Патрон поводковый — 16Б20П-090
- Фланец переходной к трех-кулачковому патрону Ø250 мм — 16Б20П-095
- Инструмент
- Привод быстрого хода
- Ходовой винт РМЦ 1400 мм — 16Б20П-152
- Ходовой винт РМЦ 1000 мм — 16Б20П-153
- Ходовой винт РМЦ 710 мм — 16Б20П-154
- Шкивы главного привода — 16Б20П-160 (только для станка с РМЦ 710 и 1400, Nшп = 16..1600)
- Шкивы главного привода — 16Б20П-161 (только для станка с РМЦ 1400, Nшп = 12,5..1250)
- Шкивы главного привода — 16Б20П-162 (только для станка с Nшп = 20..2000)
- Шкивы главного привода — 16Б20П-163 (только для станка с РМЦ 1000, с Nшп = 16..1600)
- Электрооборудование — 16Б20П-180
- Таблица чисел оборотов и подач — 16Б20П-225 (для станка с Nшп = 16..1600)
- Таблица чисел оборотов и подач — 16Б20П-226 (для станка с РМЦ 1400, Nшп = 12,5..1250)
- Таблица чисел оборотов и подач — 16Б20П-227 (для станка с Nшп = 20..2000)
- Смазка централизованная — 16Б20П-240
- Охлаждение — 16Б20П-250
- Охлаждение — 16Б20П-261
- Лимбы и механизм отключения рукоятки переднего винта — 16Б20П-52
- Левая рукоятка управления шпинделем — 16Б20П-071
Схема кинематическая токарно-винторезного станка 16Б20П

Кинематическая схема токарно-винторезного станка 16Б20п

Кинематическая схема приведена для понимания связей и взаимодействия основных элементов станка. На выносках проставлены числа зубьев (г) шестерен (звездочкой обозначено число заходов червяка).
Цифрой I обозначен суппорт с механическим перемещением резцовых салазок
Движение на шпиндель передается в следующей последовательности:
- Двухскоростной электродвигатель 695 / 1400 об/мин. Скорость электродвигателя выбирается кнопками
- Плоскоременная передача на коробку скоростей
- Коробка скоростей на 6 чисел оборотов
- Плоскоременная передача на шпиндельную бабку
Конструктивная схема
В паспорте токарно-винторезного станка 16б20п-061 описана его конструкции. Станина станка для жесткости выполнена коробчатой формы и смонтирована на основании. На станине имеются шлифованные направляющие, подвергнутые закалке. В особой полости основания скапливается стружка. Здесь же – открытая емкость под СОЖ.
Прецизионные подшипники, на которые опирается шпиндель станка, не регулируются. На выходном конце шпинделя есть фланец с закрепленным 3-х кулачковым патроном.
На суппорте есть шкалы с визирами. Они облегчают визуальный контроль перемещения салазок в процессе резания. Резцедержатель надежно фиксирует четыре резца.
Фартук укомплектован конечными упорами с выключателями для уверенного останова механизма подачи суппорта. В наличии есть другие блокировки, ограждения зоны резания, гарантирующие безопасную эксплуатацию станка.
При использовании токарного станка 16б20п важно контролировать его состояние – общее и основных конструктивных элементов. Это сильно влияет на точность выполняемых операций и качество поверхности деталей. Особого внимания требуют направляющие суппорта и станины.
Электрическая схема
Электрическая схема токарного станка 16б20п-070 необходима для корректного подключения питания при пуске оборудования, его эксплуатации и ремонта.

Описание конструкции токарно-винторезного станка 16Б20П
Станина
Станина станка литая, в нише правого торца установлен электродвигатель ускоренных ходов. Станина установлена на две пустотелые тумбы. В левой размещен электродвигатель главного привода, в правой — размещен электронасос охлаждения с эмульсионным баком и электронасос смазки с баком.
Передняя (шпиндельная) бабка токарно-винторезного станка 16Б20П
Регулировка положения оси шпинделя относительно направляющих станины производится установочными винтами.
В шпиндельной бабке размещены:
- Звено увеличения шага с передаточным отношением 1:1, 1:4, 1:16
- Шпиндельный узел
- Зубчатый механизм для нарезания правых и левых резьб
Шпиндельный узел смонтирован на специальных конусно-роликовых подшипниках типа «Гамет» (Gamet Bearings — Английская фирма изготовитель прецизионных подшипников для оборудования).
Коробка скоростей на 6 чисел оборотов шпинделя вынесена из шиндельной бабки и крепится внутри левой тумбы станка.
В коробке скоростей находится:
- Зубчатый механизм (редуктор)
- Пусковая и тормозная электромагнитные муфты
- Механизм селективного управления коробкой

Механизм главного дижения токарно-винторезного станка 16Б20п

Коробка подач
Коробка подач монтируется в левой части станины.
Механизм коробки подач со сменными шестернями гитары дают возможность нарезать весь основной ряд резьб, предусмотренный ГОСТом.
С помощью звена увеличения шага можно получить резьбы с шагом увеличенным в 4 и 16 раз
При специальной настройке гитары нарезаются мелкие резьбы с шагом от 0,2 мм.
Выбор подачи производится тремя рукоятками, смонтированными на коробке.
- Левой рукояткой (6) выбирается резьба из основного ряда
- Правая рукоятка (7) перемещает зубчатые колеса множительного механизма
- Средняя рукоятка (5) выбирает тип резьб и работ
В правой части коробки вмонтирована обгонная муфта для получения ускоренных перемещений каретки и суппорта.

Механизм подач токарно-винторезного станка 16Б20п

Настройка станка 16Б20п для нарезания резьб (таблица резьб)

Фартук
Фартук снабжен четырьмя мелкозубчатыми муфтами, которые обеспечивают прямой и обратный ход каретки и суппорта в прямом и обратном направлениях
Управление перемещениями каретки и нижней части суппорта производится мнемонической рукояткой.
При работе по упорам или случайных перегрузках предохранительное устройство фартука, непосредственно воздействуюя на механизм управления, переводит мелкозубчатые муфты в нейтральное положение.
Шариковое блокировочное устройство исключает одновременное включение маточной гайки и продольного и поперечного перемещений.
Суппорт
Суппорт крестовой конструкции имеет ручное и механическое продольное перемещение по направляющим станины (каретка) и поперечное — по направляющим каретки.
Верхний суппорт с резцедержкой также имеет механическое перемещение для обточки коротких конусов (длина образующей конуса не более 140 мм.
16Б20П Станок токарно-винторезный, 1984 г
Порядок и критерии определения победителя торгов: Право приобретения имущества должника принадлежит участнику торгов по продаже имущества должника посредством публичного предложения, который представил в установленный срок заявку на участие в торгах, содержащую предложение о цене имущества должника, которая не ниже начальной цены продажи имущества должника, установленной для определенного периода проведения торгов, при отсутствии предложений других участников торгов по продаже имущества должника посредством публичного предложения. В случае, если несколько участников торгов по продаже имущества должника посредством публичного предложения представили в установленный срок заявки, содержащие различные предложения о цене имущества должника, но не ниже начальной цены продажи имущества должника, установленной для определенного периода проведения торгов, право приобретения имущества должника принадлежит участнику торгов, предложившему максимальную цену за это имущество. В случае, если несколько участников торгов по продаже имущества должника посредством публичного предложения представили в установленный срок заявки, содержащие равные предложения о цене имущества должника, но не ниже начальной цены продажи имущества должника, установленной для определенного периода проведения торгов, право приобретения имущества должника принадлежит участнику торгов, который первым представил в установленный срок заявку на участие в торгах по продаже имущества должника посредством публичного предложения.
Сроки уплаты покупной цены по итогам проведения торгов: Победитель торгов (или лицо, которому в случае отказа победителя от заключения договора будет направлено предложение о заключении договора) обязан полностью оплатить приобретаемое Имущество в срок не позднее 30 дней со дня подписания договора, перечислив денежные средства на банковский счет должника по следующим реквизитам: р/с:40702810232130007100, ЗАО «ГРАНИТ-КАРЕЛИЯ», ИНН:7825681748,КПП:470401001, ФИЛИАЛ «САНКТ-ПЕТЕРБУРГСКИЙ» АО «АЛЬФА-БАНК», БИК: 044030786, Кор. счёт: 30101810600000000786. В сумму оплаты засчитывается внесенный для участия в торгах задаток за исключением случаев, когда задаток по основаниям, предусмотренным Законом о банкротстве и настоящим Положением, возвращен участнику торгов, которому направлено предложение о заключении договора. Вывоз, погрузка, транспортировка имущества осуществляется силами и за счет покупателя и не возмещается продавцом.
Технические характеристики токарного станка 16Б20П
* указана цена восстановленного станка, (т.к. эти модели станков больше не производятся)
Коробка подач 16Б20П.070 унифицированная
схемы, описание, характеристики

Сведения о производителе коробки подач 16Б20П.070.000
Производитель коробки подач модели 16Б20П.070.000 - Гомельский завод станочных узлов ГЗСУ, основанный в 1961 году.
Коробка подач 16Б20П.070.000 была разработана на заводе Московский станкостроительный завод "Красный пролетарий" им. А.И. Ефремова в 1965 году для токарно-винторезного станка 16Б20П. Конструкция коробки подач оказалась удачной и без особой переделки используется в новых разработках.
В дальнейшем, серийное производство коробки подач и фартука было передано на Гомельский завод станочных узлов ГЗСУ.
Продукция Гомельского завода станочных узлов ГЗСУ
Унифицированная коробка подач 16Б20П.070.000СБ для токарно-винторезного станка. Назначение, область применения
Коробка подач 16Б20П.070 разработана в 1965 году для токарно-винторезного станка повышенной точности 16Б20П, который стал переходной моделью между 1к62 и 16К20. Коробка подач 16Б20П.070 и фартук 16Б20п.061 этого станка стали стандартом для всех последующих моделей этой серии.
Принцип работы и особенности конструкции станка коробки подач 16Б20П.070
Коробка подач 16Б20П.070 выполнена как самостоятельный узел и размещена слева на передней стенке станины под шпиндельной бабкой.
Движение от шпиндельной бабки через сменные шестерни коробки передач (гитары) передается механизму коробки подач. Механизм коробки подач дает возможность нарезать все виды резьбы и обеспечивает подачи для обработки деталей методами обычного, скоростного и силового резания.
Механизм коробки подач 16Б20П.070 в сочетании со звеном увеличения шага и набором сменных шестерен коробки передач позволяет получить 24 продольные и 24 поперечные подачи.
Для нарезания резьбы повышенной точности в коробке подач предусмотрено положение, при котором ходовой винт включается, минуя механизм коробки подач.
Для осуществления быстрых перемещений каретки и суппорта в коробке подач смонтирована муфта свободного хода (обгонная муфта), которая при включении электродвигателя быстрых перемещений автоматически отключает ходовой вал от механизма коробки подач, т.е. позволяет ходовому валу вращаться значительно быстрее чем выходной вал коробки подач.
С целью повышения коэффициента полезного действия станка и увеличения долговечности все валы коробки подач установлены на подшипниках качения.
При ремонте станка особое внимание следует обратить на правильность монтажа механизма переключения зубчатых колес, смонтированного на плите, которая крепится к корпусу коробки подач. Во избежание нарушения порядка сцепления зубчатых колес коробки подач при сборке совместить риски, нанесенные на шестернях.
Унифицированная коробка подач 16Б20П.070 входит в состав многих моделей токарно-винторезных станков.
Коробка подач предназначена для изменения передаточного отношения при передаче вращения от входного вала к ходовому винту или ходовому валу токарно-винторезных станков с диаметром обработки над станиной до 500 мм.
Коробка подач 16Б20П.070 унифицирована и является типовой конструкцией закрытой коробки с передвижными блоками. Коробка подач состоит из основной коробки с валами XII; XIII и XIV с муфтами МФ2; МФ3; MФ4, множительного механизма с валами XV; XVI; XVII и механизма передачи вращения на ходовой винт XXI или ходовой вал XXII. При нарезании резьб вращение передается с вала XII на вал XXII.
В коробках подач токарно-винторезных станков подачи расположены не по геометрическому ряду и настройку станка на необходимую подачу производят по таблицам, расположенным на панели передней бабки.
В случае нарезания точных резьб вращение может быть передано от гитары сменных колес непосредственно на ходовой винт с шагом t = 12 мм через валы XII, XVII, XVIII, XXI при включенных зубчатых муфтах МФ3 и МФ5, минуя механизм коробки подач.
Конструкция коробки подач 16Б20П.070 токарно-винторезного станка
Связь шпинделя и суппорта станка для обеспечения оптимального режима резания осуществляется с помощью механизма подач, состоящего из реверсирующего устройства (трензеля) и гитары, которые осуществляют изменение направления и скорости перемещения суппорта.
Коробка подач закреплена на станине ниже шпиндельной (передней) бабки и имеет несколько валов, на которых установлены подвижные блоки зубчатых колес и переключаемые зубчатые муфты. В правом положении муфты получает вращение ходовой винт, а в левом ее положении (как показано на рисунке) через муфту обгона вращается ходовой вал.
Регулировка коробки подач станка
При ремонте станка особое внимание следует обратить на правильность монтажа механизма переключения зубчатых колес, смонтированного на плите 38, которая крепится к корпусу 3, коробки подач. Во избежание нарушения порядка сцепления зубчатых колес коробки подач при сборке нужно совместить риски, нанесенные на шестернях 51 и 52.
Модификации коробок подач для токарно-винторезных станков типа 16К20
- 16Б20П.070 - Базовая модель коробки подач (16 ступеней)
- 16Б20П.061 - Базовая модель фартука
- 077 - Коробка подач (18 ступеней) для токарных станков типа 16Б20П позволяет нарезать резьбу 11 и 19 ниток на дюйм
- 067 - Фартук с встроенным приводом ускоренного переремещения для токарных станков типа 16К20.
Модификации коробок подач для токарно-винторезных станков типа 16Б16, ИТ-1М
- 16Б16П.070 - Базовая модель коробки подач (16 ступеней
- 16Б16П.062 - Базовая модель фартука
Основные технические характеристики коробки подач 16Б20П.070
- Расстояние между осями ходового винта и ходового вала - 63+0,05 мм
- Число ступеней чисел оборотов ходовой винта коробки 16Б20П.070 - 16
- Число ступеней чисел оборотов ходовой винта коробки 077.0000.000 - 18
- Число ступеней чисел оборотов ходового вала - 16
- Передаточное отношение коробок передач для подач - 0,0283..0,3963
- Передаточное отношение коробок передач для метрических резьб - 0,1..1,4.
- Передаточное отношение коробок передач для дюймовых резьб - 0,0906..1,270.
- Максимально допустимый крутящий момент на втулке ходового винта - 50 Нм (5 кг*м)
- Максимально допустимый крутящий момент на втулке ходового вала - 20 Нм (2 кг*м)
- Габаритные размеры, не более - длина 760 мм, ширина - 215 мм, высота - 290 мм
- Масса (нетто/брутто), не более - 73/93 кг
Коробка подач 077.0000.000 для станков типа 16К20
Коробка подач 077 предназначена для изменения передаточного отношения при передаче вращения от входного вала коробки подач к ходовому винту или ходовому валу токарно-винторезных станков.
С помощью коробки подач осуществляются необходимые для эффективной и производительной работы относительные перемещения режущего инструмента и заготовки, обеспечивающие получение деталей нужной конфигурации с требуемыми точностью и чистотой обработанной поверхности.
Коробка подач позволяет нарезать метрические и дюймовые резьбы, а также резьбы 11 и 19 ниток на дюйм переключением отдельной рукоятки без смены шестерен гитары.
Климатическое исполнение коробки подач УХЛ4 и 04 (для тропического кли-мата) по ГОСТ 15150.
Допустимо применение коробки подач для станков с допустимым крутящим моментом:
- а) на муфте ходового винта, Нм (кГм) – 50 (5);
- б) на муфте ходового вала, Нм (кГм) – 20 (2).
Основные технические характеристики коробки подач 077.0000.000
Модели станков на которых установлены коробки подач 16Б20П.070 и 077.0000.000
Алма-Атинский станкостроительный завод им. 20-летия Октября:
Ереванский станкостроительный завод им. Дзержинского: 16Л20, 16Л20К
16Б20П Станок токарно-винторезный повышенной точности универсальный
паспорт, руководство, схемы, описание, характеристики

Первые универсальные токарно-винторезные станки с коробкой скоростей впервые в СССР начали выпускаться на Московском станкостроительном заводе "Красный пролетарий" им. А.И. Ефремова в 1932 году и получили наименование ДИП-200, ДИП-300, ДИП-400, ДИП-500 ( ДИП - Догнать И Перегнать), где 200, 300, 400, 500 - высота центров над станиной.
По мере совершенствования конструкции станков завод выпускал все более современные модели - 1А62, 1К62, 16К20, МК6056.
16Б20П Станок токарно-винторезный повышенной точности универсальный. Назначение и область применения
Токарно-винторезный станок повышенной точности 16Б20П разработан в 1965 году. Станок 16Б20П спроектирован на базе модели 1К62 и был заменен более совершенной моделью 16К20. Станок 16Б20П выпускался недолго и стал переходной моделью между двумя сериями станков: 1к62 и 16к20. Многие технические решения, впервые внедренные на этой модели, применяются по сей день в современных токарно-винторезных универсальных станках, например, коробка подач 16Б20П.070.000, фартук 16Б20П.061.000 стали стандартом для всех последующих моделей этой серии.
Токарно-винторезный станок 16Б20П предназначен для выполнения различных токарных работ и нарезания метрической, модульной, дюймовой и питчевой резьб. Обрабатываемые детали устанавливаются в центрах или патроне.
Принцип работы и особенности конструкции станка 16Б20П
Жесткая коробчатой формы станина станка 16Б20П с калеными шлифованными направляющими установлена на монолитном основании, одновременно служащим стружкосборником и резервуаром для охлаждающей жидкости.
Шпиндель с фланцевым передним концом смонтирован в прецизионных подшипниках качения, не требующих регулировки в процессе эксплуатации.
Выходной вал шпиндельной бабки через сменные зубчатые колеса соединен с коробкой подач, обеспечивающей перемещение суппорта в широком диапазоне подач от ходового вала при точении и от ходового винта при нарезании резьб. Для нарезания резьб предусмотрено непосредственное соединение ходового винта с входным валом коробки подач.
На суппорте имеются масштабные линейки с визирами для удобства определения величины перемещения резцовых и поперечных салазок в процессе работы. Новая конструкция резцедержателя улучшает стабильность фиксации.
Фартук станка снабжен оригинальным механизмом выключения подачи суппорта, обеспечивающим высокую точность останова на жестком упоре. Комплекс ограждающих и блокировочных устройств гарантирует безопасность работы на станке.
Наиболее целесообразно использовать станок в инструментальных и ремонтных службах в условиях мелкосерийного и единичного производства на чистовых и получистовых работах.
Класс точности станка П. При чистовой обработке деталей из конструкционных сталей шероховатость обработанной поверхности V6б.
Отклонение от цилиндричности 7 мкм, конусности 20 мкм на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм — 16 мкм.
Особо нужно учесть, что станок модели 16Б20П является моделью повышенной точности, и во избежание потери точности не следует использовать его для черновой обработки.
История серии токарно-винторезных станков от ДИП-200 → 1а62 → 1к62 → 16к20 → МК6056
В 1930 году на Московском станкостроительном заводе "Красный пролетарий" было принято решение о разработке нового станка токарного, стандартного, сокращенно ТС. Несколько позже его переименовали в ДИП-200 – Догоним И Перегоним, по главному лозунгу первой пятилетки, где 200 - высота центров над станиной. В качестве прототипа был избран токарно-винторезный станок немецкой фирмы VDF. В апреле 1932 года началась подготовка выпуска первой партии станков ДИП-200.
25 апреля 1932 года был собран и опробован первый советский универсальный токарно-винторезный станок с коробкой скоростей - ДИП-200. К концу 1932 года было выпущено 25 ДИПов.
В 1934 году осваивается выпуск станков ДИП-300, ДИП-400, ДИП-500. Впоследствии производство этих станков было передано на Рязанский станкостроительный завод. Производство станка ДИП-500 было, также, передано на Коломенский завод тяжелых станков КЗТС.
В 1937 году в ЭНИМС был разработан типаж (номенклатура типов и размеров) станков и принята единая система условных обозначений станков. По новой системе обозначений первый ДИП-200 стал называться 1Д62. Но абревиатура ДИП-200 сохранилась и по сей день - для обозначения токарного станка с высотой центров над станиной равной или близкой 200 мм.
В 1940 году завод выпустил станок 162К (26А) - один из вариантов ДИП-200.
В 1945 году завод переходит на выпуск модернизированного станка ДИП-200 (ДИП-20М, 1д62м).
В 1948 году завод переходит на выпуск станка 1А62.
В 1949-1953 году без остановки производства осуществлен переход на поточное производство токарного станка 1А62. Также в разные годы выпускались: 1620, 1Б62, 1м620, 1622.
В 1954 году был изготовлен опытный образец станка 1К62, серийное производство которого было запущено в 1956 году.
В 1956 году завод перешёл на крупносерийный выпуск нового станка 1К62. За последующие 18 лет, в течение которых они изготавливались, было выпущено 202 тысячи таких станков.
Выпускались модификации, изготовленные на базе токарно-винторезного станка 1к62: 1к625, 1к620, 1к62Б повышенной точности и др.
В 1965 году завод выпустил токарно-винторезный станок повышенной точности 16Б20П, который стал переходной моделью между 1к62 и 16к20. Коробка подач 16Б20П.070.000 и фартук 16Б20П.061.000 этого станка стали стандартом для всех последующих моделей этой серии.
В 1971 году была изготовлена опытная партия станков 16К20, в 1972 году на Лейпцигской ярмарке станок 16К20 был удостоен золотой медали.
В 1972—1973 проводилась реконструкция завода в связи с выпуском новой модели станка 16К20. Осваивается серийное производство этих станков. К концу года с конвейера сходит до 1000 таких станков в месяц. На экспорт отправляется около 10 процентов.
На основе базовой модели токарно-винторезного станка 16К20 было изготовлено множество модификаций, в том числе: 16К25, 16К20М, 16К20П, 16К20В, 16К20Г, 16К20К, 16К20Ф1, 16К20ПФ1, 16К20ВФ1 и др.
В 1988 году производство станка модели 16к20 прекращено. На смену ему пришли токарно-винторезные станки серии МК: МК6046, МК6047, МК6048, МК6056, МК6057, МК6758.
Габариты рабочего пространства токарного станка 16Б20П. Эскиз суппорта
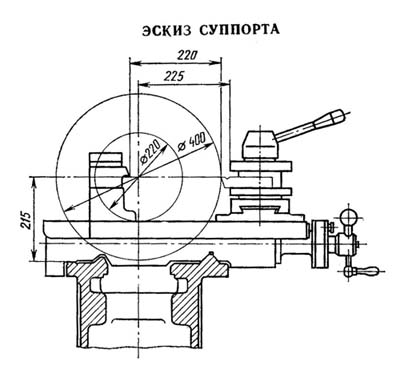
Габарит рабочего пространства токарного станка 16Б20п
Чертеж шпинделя токарно-винторезного станка 16Б20П.

Чертеж шпинделя токарно-винторезного станка 16Б20п
Общий вид токарно-винторезного станка 16Б20П

Фото токарно-винторезного станка 16Б20п

- Станина РМЦ 1400 мм - 16Б20П-010
- Станина РМЦ 1000 мм - 16Б20П-011
- Станина РМЦ 710 мм - 16Б20П-012
- Ножка левая - 16Б20П-013
- Ножка правая - 16Б20П-014
- Шпиндельная бабка - 16Б20П-020 (опоры подшипников "Гамет")
- Коробка скоростей - 16Б20П-024
- Задняя бабка - 16Б20П-030
- Суппорт с механической подачей - 16Б20П-040
- Суппорт без механической подачи - 16Б20П-044 (только для станка с РМЦ 1400 мм)
- Резцедержатель - 16Б20П-043
- Каретка с механической подачей - 16Б20П-050
- Каретка без механической подачи - 16Б20П-051 (только для станка с РМЦ 1400 мм)
- Фартук - 16Б20П-060
- Коробка подач - 16Б20П-070
- Коробка передач - 16Б20П-080
- Таблица настройки сменных шестерен (гитары) - 16Б20П-081
- Патрон поводковый - 16Б20П-090
- Фланец переходной к трех-кулачковому патрону Ø250 мм - 16Б20П-095
- Инструмент
- Привод быстрого хода
- Ходовой винт РМЦ 1400 мм - 16Б20П-152
- Ходовой винт РМЦ 1000 мм - 16Б20П-153
- Ходовой винт РМЦ 710 мм - 16Б20П-154
- Шкивы главного привода - 16Б20П-160 (только для станка с РМЦ 710 и 1400, Nшп = 16..1600)
- Шкивы главного привода - 16Б20П-161 (только для станка с РМЦ 1400, Nшп = 12,5..1250)
- Шкивы главного привода - 16Б20П-162 (только для станка с Nшп = 20..2000)
- Шкивы главного привода - 16Б20П-163 (только для станка с РМЦ 1000, с Nшп = 16..1600)
- Электрооборудование - 16Б20П-180
- Таблица чисел оборотов и подач - 16Б20П-225 (для станка с Nшп = 16..1600)
- Таблица чисел оборотов и подач - 16Б20П-226 (для станка с РМЦ 1400, Nшп = 12,5..1250)
- Таблица чисел оборотов и подач - 16Б20П-227 (для станка с Nшп = 20..2000)
- Смазка централизованная - 16Б20П-240
- Охлаждение - 16Б20П-250
- Охлаждение - 16Б20П-261
- Лимбы и механизм отключения рукоятки переднего винта - 16Б20П-52
- Левая рукоятка управления шпинделем - 16Б20П-071

Станина станка литая, в нише правого торца установлен электродвигатель ускоренных ходов. Станина установлена на две пустотелые тумбы. В левой размещен электродвигатель главного привода, в правой - размещен электронасос охлаждения с эмульсионным баком и электронасос смазки с баком.
Шпиндельный узел смонтирован на специальных конусно-роликовых подшипниках типа "Гамет" (Gamet Bearings - Английская фирма изготовитель прецизионных подшипников для оборудования).



Суппорт крестовой конструкции имеет ручное и механическое продольное перемещение по направляющим станины (каретка) и поперечное - по направляющим каретки.
Схема электрическая принципиальная токарного станка 16Б20П

Электрическая схема токарно-винторезного станка 16Б20п










Читайте также: