Токарный станок по металлу 1е604 технические характеристики
Обновлено: 05.10.2024

Сведения о производителе токарного настольного станка 1Е604
Токарно-винторезный станок 1Е604 (1603) выпускался предприятием Кироваканский завод прецизионных станков г. Кировокан (сегодня г. Ванадзор), Армения.
Станки, выпускаемые Кироваканским заводом прецизионных станков
1Е604 (1603) токарно-винторезный станок повышенной точности. Назначение, область применения
Токарно-винторезный станок повышенной точности 1Е604 предназначен для выполнения различных токарных работ в центрах, в цанге, в патроне, для нарезания метрических, модульных и дюймовых резьб.
Токарный станок 1Е604 является универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ.
Технические характеристики токарно-винторезного станка 1Е604
Изготовитель - Кироваканский завод прецизионных станков г. Кировокан (сегодня г. Ванадзор), Армения.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной - Ø 200, мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над верхней частью суппорта - Ø 100 мм
- Высота центров - 100 мм
Шпиндель токарно-винторезного станка 1Е604
- Конец шпинделя - резбовой М45
- Конец шпинделя - конус морзе №3
- Диаметр стандартного патрона - Ø 130 мм
- Диаметр отверстия в шпинделе - Ø 20 мм
- Наибольший диаметр обрабатываемого прутка - Ø 19 мм
- Пределы чисел оборотов шпинделя в минуту (без ступ) - 56..3150 об/мин
1Е604 Габаритные размеры рабочего пространства токарно-винторезного станка

Габаритные размеры рабочего пространства станка 1Е604
1Е604 Общий вид токарно-винторезного станка

Фото токарно-винторезного станка 1Е604


1Е604 Расположение составных частей токарно-винторезного станка

Расположение составных частей токарного станка 1Е604
Спецификация составных частей токарно-винторезного станка 1Е604
- Тумба - 03-13
- Станина - 03-10Е
- Передняя бабка - 031-20Е
- Гитара - 031-25Е
- Коробка подач - 03-30
- Суппорт - 031-50Е
- Фартук - 03-40
- Задняя бабка - 03-60Е
- Вариатор - 03-16
- Смазочный агрегат - 03-70
1Е604 Расположение органов управления токарно-винторезным станком

Расположение органов управления токарным станком 1Е604
Спецификация органов управления токарно-винторезным станком 1Е604
- Маховик изменения числа оборотов шпинделя
- Рукоятка изменения величины подач (рукоятка А)
- Рукоятка звена увеличения подач (рукоятка Б)
- Маховик зажима цанги
- Рукоятка перебора
- Кнопка прямого включения ходового винта и левой резьбы
- Рукоятка перемещения верхней каретки
- Рукоятка зажима пиноли
- Рукоятка зажима бабки
- Маховик перемещения пиноли
- Рукоятка включения и выключения маточной гайки
- Рукоятка включения муфты продольной подачи
- Выключатель привода приспособлений
- Выключатель освещения
- Кнопки автоматического выключателя
- Рукоятка ручного поперечного перемещения суппорта
- Маховик ручного продольного перемещения суппорта
- Рукоятка изменения вращения шпинделя и торможения
1Е604 Схема кинематическая токарно-винторезного станка

Кинематическая схема токарного станка 1Е604
Конструкция токарно-винторезного станка 1Е604
Тумба
Тумба литая, чугунная, монолитной конструкции. На поперечной стенке левой части тумбы при помощи шпилек крепится вариатор. На корпусе вариатора устанавливается натяжное устройство ременной передачи .
На передней стенке левой части тумбы размещен маховик управления числами оборотов вариатора.
Справа на стенке тумбы размещена рукоятка для пуска, реверса и торможения шпинделя.
В правой части тумбы расположена панель электроаппаратуры. На правом торце тумбы размещен пульт управления, штепсель привода приспособлений, а также ниша с полками для инструмента. К передней стенке левой части тумбы изнутри крепится смазочный агрегат.
Станина
Станина устанавливается и крепится на тумбе станка. Направляющие станины выполнены в виде одной призмы и плоскости для суппорта и одной призмы и плоскости для задней бабки.
Слева на станине установлена передняя бабка, слева спереди к обработанной плоскости станины крепится коробка подач.
Справа спереди крепится кронштейн для опор ходового винта, ходового валика и тяги выключения муфты фартука.
Под передней призмой станины укреплена рейка продольного перемещения суппорта.
Передняя бабка токарно-винторезного станка 1Е604

Развертка передней бабки токарного станка 1Е604
На рис. 7 представлена развертка передней бабки и гитары.
Передняя бабка устанавливается и закрепляется слева сверху на станке. Вращение шпинделя 2 передается от шкива 7 либо непосредственно через муфту 6 с внутренними зубьями, либо через перебор. Перебор и муфта управляются одной рукояткой. В передней опоре шпинделя установлены два радиально—упорных шарикоподшипника, воспринимающих радиальные и осевые нагрузки. Регулировка зазора производится кольцами 3 и 4. Фиксация шпинделя осуществляется гайкой 5. В задней опоре шпинделя установлен радиальный шарикоподшипник. Приемный шкив 7 разгружен и расположен между опорами шпинделя. Привод подачи осуществляется от шестерни I, сидящей на конце шпинделя.
Опоры шпинделя смазываются и охлаждаются маслом, поступающим от смазочного агрегат. Для контроля поступления смазки на передней стенке бабки установлен маслоуказатель.
Механизм передней бабки смазывается разбрызгиванием.
Гитара
Гитара передает вращение от передней бабки к коробке подач. Она состоит из алюминиевого корпуса 8, прикрепленного к передней бабке, кронштейна 10, крышки II и сменных шестерен.
Кронштейн гитары поворачивается на фланце коробки подач и закрепляется в нужном положении винтом 12. В пазу кронштейна закрепляется ось 9 сменных шестерен.
Смазка гитары осуществляется от смазочного агрегата.
Коробка подач токарно-винторезного станка 1Е604

Чертеж коробки подач токарного станка 1Е604
Коробка подач обеспечивает регулирование величин продольных подач в пределах 0,01-0,3 мм/об двумя настройками гитары. При первой настройке возможно получение восьми подач от 0,01 до 0,10, при второй от 0,025 до 0,3 мм/об. При второй настройке, при необходимости, возможно получение шести шагов наиболее употребляемых метрических резьб (0,25; 0,5; 0,75; 1,0; 1,5; 2,0).
Для нарезания точных резьб имеется возможность прямого соединения ходового винта при помощи кулачковой шестерни I (рис. 8). Управление коробкой подач осуществляется рукоятками, расположенными на передней стенке коробки.
Реверсивный механизм для получения левой резьбы в виде цилиндрического трензеля 2 помещен в коробке подач. Управление осуществляется кнопкой, расположенной на правом торце коробки.
Подшипники и механизм коробки смазываются маслом, сливающимся из передней бабки.
Суппорт токарно-винторезного станка 1Е604

Чертеж суппорта токарного станка 1Е604
Продольные салазки суппорта 10 (рис. 9) перемещаются по призматической и плоской направляющим станины. Сверху по направляющим продольных салазок перемещаются при помощи винта 6 поперечные салазки 2, сзади сверху на поперечных салазках выполнены Т-образные пазы для установки заднего резцедержателя. Сверху на поперечных салазках установлены поворотные салазки 3 с верхней кареткой 8. Резцедержатель 4 установлен на верхней каретке, которая перемещается винтом 9.
Смазка направляющих суппорта осуществляется при помощи плунжерного насоса.
Фартук токарно-винторезного станка 1Е604

Чертеж фартука токарного станка 1Е604
Фартук
Фартук сообщает суппорту продольное перемещение. При нарезании резьбы движение передается ходовым винтом и маточной гайкой 4 (рис. 10), а при проточке — реечной передачей 6. Вращение реечной шестерне от ходового винта передается перегрузочным механизмом 10 и промежуточными шестернями.
Вариатор токарно-винторезного станка 1Е604

Чертеж вариатора токарного станка 1Е604
Привод вращения шпинделя выполнен в виде бесступенчатого вариатора с широким клиновым ремнем 1(рис. II). Верхний шкив 2 - управляемый, нижний 3 - подпружиненный. Натяжение ремня осуществляется натяжным роликом. Изменение чисел оборотов шпинделя осуществляется поворотом маховика 8 с лимбом 9. Регулировка крайних положений дисков осуществляется винтами 5, которые контрятся гайками 4.
Корпус вариатора крепится к левой поперечной стенке тумбы. К корпусу вариатора прикреплен электродвигатель.
Задняя бабка
Задняя бабка устанавливается на плоскую и призматическую направляющие станины и прижимается к ним при помощи эксцентрикового зажима.
Корпус задней бабки для обточки конусов может перемещаться в поперечном направлении (+6 мм) по нижней плите двумя винтами. Пи-ноль задней бабки перемещается от маховика при помощи винтовой пары и может фиксироваться в требуемом положении рукояткой.
Для смазки бабки установлены шариковые масленки.

Чертеж шпинделя токарного станка 1Е604
1Е604 Схема электрическая токарно-винторезного станка

Электрическая схема токарного станка 1Е604
Описание работы электросхемы
Нажатием на кнопку автоматического выключателя А подается напряжение, при этом загорается сигнальная лампочка ЛС. Нажатием педали барабанного переключателя ПР вниз или вверх включается магнитный пускатель К, и осуществляется пуск электродвигателя главного привода ДГ соответственно вперед или назад. Возвращением педали в среднее положение магнитный пускатель отключается, и происходит остановка электродвигателя.
Электродвигатель приспособления ДП включается поворотом пакетного выключателя ВП на панели электрооборудования.
1Е604 Станок токарно-винторезный повышенной точности
схемы, описание, характеристики















1Д601 Станок токарный настольный
схемы, описание, характеристики

Сведения о производителе токарного настольного станка 1Д601
Производителем настольного токарного станка 1Д601 является Кироваканский завод прецизионных станков г. Кировокан (сегодня г. Ванадзор), Армения.
Основным назначением станка было обучение токарному делу в школах, профтехучилищах, техникумах, широко используются в лабораториях, учебных и ремонтных мастерских.
В настоящее время выпуск станков прекращен.
1Д601 Настольный токарный станок. Назначение, область применения
Настольный токарный станок 1Д601 предназначается для различных токарных работ по дереву, пластмассам и металлу, выполняемых в патроне и в центрах.
Область применениятокарного станка 1Д601 - школьные и походные мастерские технические училища, лаборатории, а также в домашних условиях для любителей токарного дела и конструкторов-моделистов, что поможет использовать время досуга для развития трудовых навыков и изобретательности.
Настольный токарный станок 1Д601 позволяет производить следующие виды работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Сверление и ряд других работ
Шпиндель станка 1д601 получает 3 скорости вращения от асинхронного электродвигателя через 3-х ступенчатый шкив.
Передний конец шпинделя имеет резьбу М27х3 для установки промежуточного фланца с токарным патроном
Основные характеристики токарного станка 1д601
Производитель: Кироваканский завод прецизионных станков, г. Кировокан (сегодня г. Ванадзор).
Токарный станок 1Д601 производился в 1971-1976 по ГОСТ 7599-72.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной - Ø 125 мм;
- Наибольший диаметр точения заготовки типа Вал над верхней частью суппорта - Ø 75 мм;
- Расстояние между центрами - 180 мм;
- Наибольшая длина обтачивания при одной установке суппорта - 55 мм;
- Питающая сеть - 220 В;
- Электродвигатель привода шпинделя - однофазный АВЕ-071-4; 0,180 кВт; 1400 об/мин;
- Вес станка - 30 кг.
Передняя бабка и шпиндель токарного станка 1д601
- Конец шпинделя резьбовой - М27х3 мм
- Стандартный диаметр токарного трехкулачкового патрона - Ø 80 мм
- Диаметр сквозного отверстия в шпинделе - Ø 10,2 мм;
- Наибольший диаметр обрабатываемого прутка - Ø 10 мм;
- Внутренний (инструментальный) конус шпинделя - Морзе 2;
- Обороты шпинделя - 700, 1400, 2800 об/мин;
- Передняя опора шпинделя - радиальные шарикоподшипники № 46205 2 шт;
- Задняя опора шпинделя - радиальный шарикоподшипник № 205 1 шт;
- Смазка подшипников - густая смазка ЦИАТИМ-201 ГОСТ 6257;
- Торможение шпинделя - нет;
1Д601 Общий вид токарного станка

Фото токарного настольного станка 1д601




1Д601 Конструкция токарного станка

Конструкция токарного настольного станка 1д601
Станина токарного станка 1Д601
Станина (дет. 0111) представляет собой отливку с призматическими направляющими. В левой части станины имеются два отверстия для крепления передней бабки, а в нижней плоскости 2 отверстия M10 для крепления станка к столу Т-образный паз в станине служит для закрепления задней бабки в нужном положении
Призматические направляющие станины обеспечивают совпадение оси шпинделя передней бабки с осью пиноли задней бабки. Вертикальная направляющая (место I) служит для установки суппорта.
Передняя бабка (узел 02—00) крепится на направляющих станины при помощи 2-х шпилек и гаек (дет. 21 и 19). В качестве передней опоры шпинделя применены два радиальных упорных шарикоподшипника № 46205. Задняя опора представляет собой радиальный шарикоподшипник № 205. Сборка деталей передней бабки производится в корпусе (дет. 0211) и затягивается гайкой (дет 0216).
Передняя бабка токарного станка 1Д601
С 2-х сторон корпус закрывается крышками (дет. 0217 и 0218) с уплотнительными кольцами (дет. 0219 и 0220) и прокладками (дет. 0222), предотвращающими утекания смазывающего масла из корпуса.
3-х ступенчатый шкив (дет. 0212) установлен консольно на конце шпинделя и передает вращение шпинделю от электродвигателя через синтетический плоский ремень. Передний внутренний конус шпинделя под центр выполнен конусом Морзе КМ2, а задний конус для оправки заточного устройства — под углом 40° с посадочным диаметром 10А.
На передний конец шпинделя надевается шайба патрона (дет. 0751) по резьбе шпинделя М27 х 3 до упора в буртик шпинделя и стопорится 3-мя винтами (дет. 22). Шпиндель передней бабки имеет сквозное отверстие Ø 10,2, что дает возможность обрабатывать прутки диаметром до 10 мм.
Разборку передней бабки в случае необходимости следует начинать с отвинчивания гайки (дет 0216) по часовой стрелке, если смотреть со стороны шкива. Резьба гайки левая. Далее снимается шкив и выпрессовывается шпиндель. Сборку следует производить по рис. 1.
Суппорт токарного станка 1Д601
Суппорт крестовый (узел 05—00) устанавливается и крепится при помощи болта и гайки (дет 0345 и 0354) на станине станка. Перемещение нижних и верхних салазок суппорта (дет. 0311 и 0313) производится с помощью ходовых винтов (дет 0339 и 0340) и бронзовых гаек (дет 0351 и 0353) по направляющим оснований (дет. 0312 и 0314) типа ласточкин хвост.
Резьба продольного и поперечного ходовых винтов М6 х 1 дает возможность на сравнительно малом диаметре лимбов получить цену деления 0,05 мм.
На верхних салазках (дет. 0311) имеются Т-образные пазы для крепления резцедержателя. Для обработки конусных поверхностей необходимо поворотную часть суппорта установить на нужный угол. Для этого следует ослабить сухарики (дет 0338) поворотом эксцентриков (дет 0335) и повернуть верхнее основание на угол совмещением риски верхнего основания с риской шкалы на нижних салазках и снова затянуть сухарики эксцентриками. Цена деления шкалы нижних салазок 4°.
При установке суппорта на станине необходимо упереть планку суппорта (дет. 0315) в узкий прилив станины (место 1 на станине) и затем затянуть гайку (дет. 0354). Этим обеспечивается параллельность продольного и перпендикулярность поперечного перемещений относительно оси шпинделя. Планку (дет. 0315) можно переставлять, ослабив рукояткой (дет. 0343) крепление планки. Этим обеспечивается возможность обработки на станке разных диаметров.
Задняя бабка токарного станка 1Д601
Задняя бабка служит для обработки деталей в центрах, упором при обработке длинных деталей в патроне и сверления отверстий с помощью сверлильного патрона и сверл.
Пиноль задней бабки (дет. 0421) перемещается винтом М6 Х 1 (дет. 0422) от маховичка (дет. 0426) Конус пиноли выполнен кону сом Морзе КМ 1 под центр и оправку для сверлильного патрона.
Для зажима пиноли передней части корпуса (дет. 0411) имеется разрез с зажимной рукояткой (дет 0343) Закрепление задней бабки на станине станка в нужном положении производится с помощью сухарика (дет 0432) и эксцентрика с рукояткой (дет 0429). Пружина (дет. 4) под сухариком служит для выталкивания сухарика во время перестановки задней бабки.
Стол и привод токарного станка 1Д601
Станок устанавливается на стол и крепится двумя шпильками, шайбами и гайками (дет. 10, 9 и 8). Для привода шпинделя применяется однофазный электродвигатель марки ABE—071—4 мощностью 180 Вт оборотами 1400 об/мин. Электродвигатель, на валу которого закреплен 3-х ступенчатый шкив (дет. 0813).
Натяжение ремня осуществляется перестановкой двигателя. При этом нужно ослабить гайки, натянуть ремень и снова затянуть гайки. Перебрасыванием ремня с одной ступени шкивов на другую можно получить на шпинделе три скорости 700, 1400 и 2800 об/мин.
Токарный станок по металлу 1е604 технические характеристики




станок токарный настольный 1е604 - технологически приспособлен для обтачивания точением. Защитный экран патрона с концевым выключателем.
Главное преимущество токарного станка: Наличие металлических шестерней обладающих высоким ресурсом и повышенной износостойкостью, а наличие клиновидного ремня позволит избежать повреждения двигателя при превышении нагрузки на шпиндель.
На станке установлено электронное бесступенчатое управление числом оборотов шпинделя. Данные о количестве оборотов шпинделя отображаются на цифровом дисплее на корпусе станка
Шпонка на креплении лимба поперечной подачи гарантирует отсутсвие непроизвольного поворота маховика и минимазацию риска изменения размера детали в процессе ее обработки.
Рекордная в своем классе ширина чугунной станины - 100 мм, что значительно увеличивает жесткость работы станка и положительно влияет на точность обработки.
Направляющие станка прошли процедуру шабрения, что существенно повышает точность обработки на токарном станке.
Наличие 6 тавотниц на суппорте токарного станка, позволяет оперативно обслуживать и смазывать суппорт, избежать износа направляющих и довльствоваться комфортной работой и плавным перемещением рукоятки.
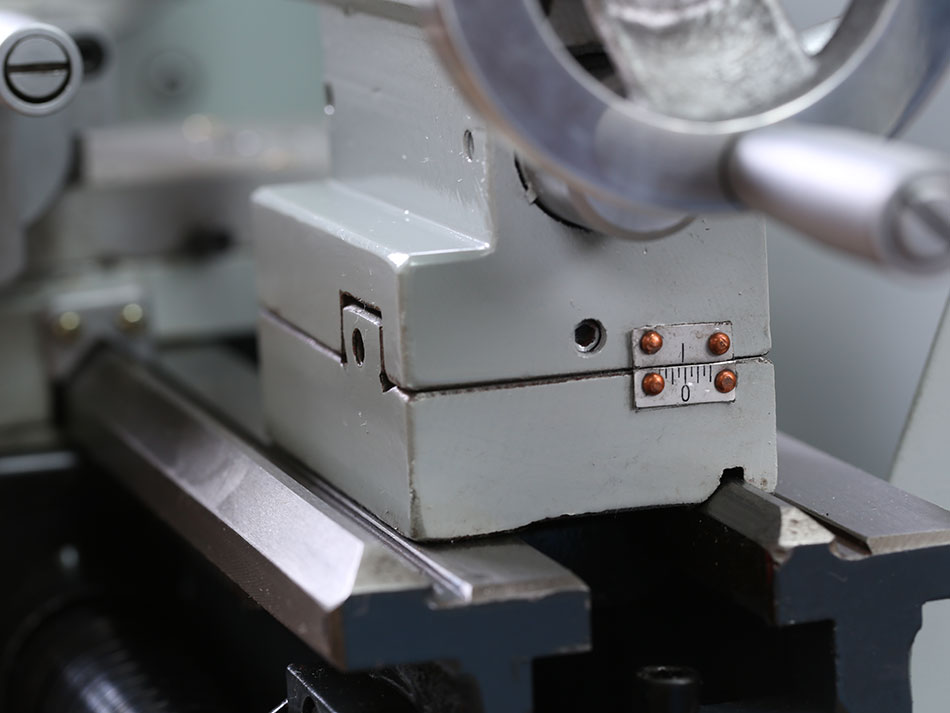
Наличие шкалы для определения угла поворота резцедержателя.
Функционал точения конуса с поворотом каретки верхнего суппорта.
В стандартной комплектации поставлеяется быстрозажимной трехкулачковый патрон 100мм, с тавотницей на торцевой поверхности которая позволяет оперативно смазывать кулачки в труднодоступных местах.
Телескопическая защита ходового винта от стружки эффективно защищает ходовой винт от износа.
Лимб поперечной подачи – 0,05 мм
Лимб тонкой продольной подачи 0.02 мм
Лимб продольной подачи 0.25 мм
Для ослабления задней бабки с целью установки глубины сверления и закрепления длинных заготовок в центрах станок оснащен быстрозажимным рычагом.
Вылет пиноли задней бабки 60 мм, шкала до 50 мм.
На шпиндельной бабке станка изображены таблицы:
- 1. Таблица расположения зубчатых колес гитары
- 2. Таблица порядка выбора нарезания метрических резьб
- 3. Таблица дюймовых резьб
Технические характеристики
| Электропитание: | |
| Metal Master MML 1830V | |
| Двигатель | Коллекторный постоянного тока 600 Вт 220 В ~50гц |
| Станочные данные: | |
| Высота центров [мм] | 90 |
| Диаметр патрона [мм] | 100 |
| Максимальный диаметр обработки [мм] | 180 |
| Расстояние между центрами [мм] | 300 |
| Ширина станины [мм] | 100 |
| 1 скорость. Число оборотов шпинделя [об\мин] | 150 - 1500 |
| 2 скорость. Число оборотов шпинделя [об\мин] | 300 - 2500 |
| Внутренний конус шпинделя | MK 3 |
| Диаметр сквозного отверстия трехкулачкового токарного патрона [мм] | 21 |
| Перемещение верхней салазки суппорта [мм] | 75 |
| Перемещение поперечной салазки суппорта [мм] | 85 |
| Внутренний конус пиноли задней бабки [мм] | МК 2 |
| Перемещение пиноли задней бабки [мм] | 60 |
| Автоматическая продольная подача [мм/об] | 0,1-0,2 |
| Диапазон нарезаемых метрических резьб [мм/об] | 0,5 - 3 |
| Диапазон нарезаемых дюймовых резьб [ниток/дюйм] | 8 - 44 |
| Разница высот опорной поверхности резцедержателя и линии центров [мм] | 10 |
| Максимальное сечение державки резца [мм] | 10 |
| Габаритные размеры: | |
| Габаритные размеры, [мм] | 830 х 395 х 355 |
| Полная масса станка нетто, [кг] | 65 кг |
| Полная масса станка брутто, [кг] | 80 кг |
| Смазочные материалы: | |
| Кислотно-смолонесодержащее моторное масло (Mobil-oil, Fina и другие) | |
| Мы рекомендуем оружейное масло. | |
Нормы точности настольных токарно-винторезных станков:
| Измеряемая величина | Схема измерения | Предельное значение |
| Радиальное и торцевое биение шпинделя | А: 0,009 мм В: 0,01 мм | |
| Радиальное биение присоединительной поверхности шпинделя | 0,009 мм | |
| Радиальное биение оправки, установленной во внутренний конус шпинделя | А: 0,015 мм В: 0,03 мм | |
| Параллельность пиноли задней бабки | А: 0,025 / 50 мм В: 0,015 / 50 мм | |
| Биение оправки, установленной в центрах шпинделя и задней бабки | А: 0,03 мм В: 0,03 мм | |
| Параллельность шпинделя | А: 0,03 / 250 мм В: 0,03 / 250 мм | |
| Параллельность перемещения верхней каретки суппорта оси шпинделя | 0,04 / 75 мм | |
| Радиальное биение токарного патрона | 0,04 мм | |
| Радиальное биение измерительной оправки. закрепленной в токарном патроне: |
Видео станок токарный настольный 1е604 аналог
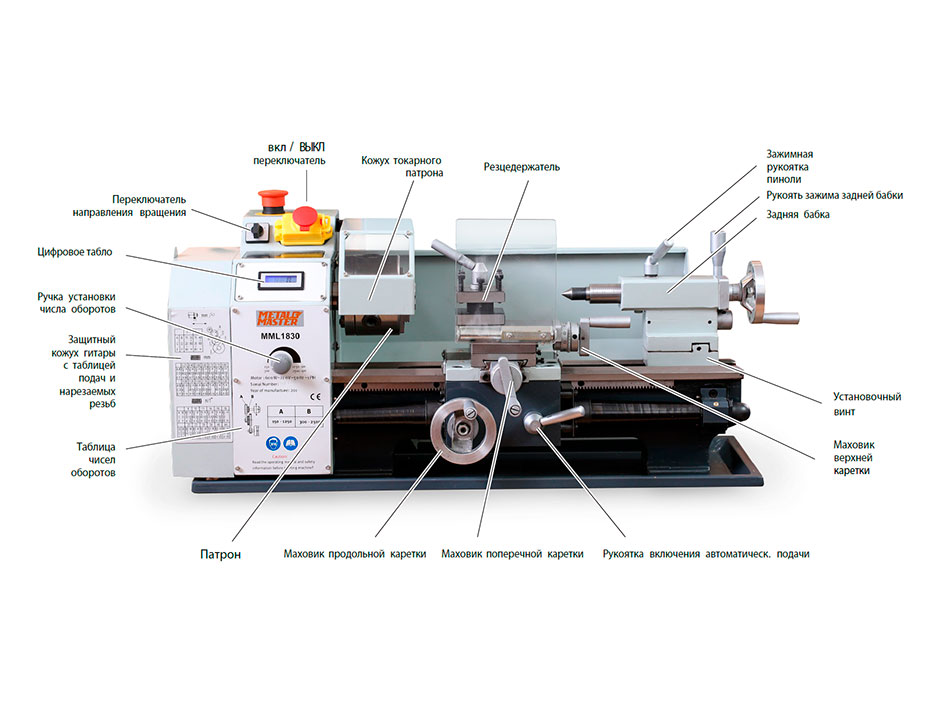
Токарный станок по металлу Metal Master MML 1830V
Подготовка к работе настольного токарного станка Metal Master MML
Проверка твердости направляющих станины токарного станка Metal Master MML 1830V
Как пользоваться таблицей токарного станка Metal Master MML 1830V
Видео о компании Metal Master
Экскурсия по заводу Metal Master в Китае
Презентация компании Metal Master на выставке металлобработка
Презентация компании Metal Master на выставке мосбилд
Сюжет о компании Metal Master на телеканале Russia Today
Как мы делаем ручные листогибы Metal Master LBM
Спасибо! Ваша заявка отправлена, мы перезвоним Вам в рабочее время.
ООО "МЕТАЛМАСТЕР РУС"
Юридический адрес: 302040, ОБЛАСТЬ ОРЛОВСКАЯ, ГОРОД ОРЁЛ, МОСКОВСКОЕ ШОССЕ 137/5Г, ОФИС 58
Технические характеристики и стоимость товара могут отличаться. Уточняйте наличие, стоимость и характеристики на момент покупки и оплаты.
Вся информация на сайте о товарах носит справочный характер и не является публичной офертой в соответствии с пунктом 2 статьи 437 ГК РФ.
станок настольный токарный 1е604 - создан для изготвления металлических и не металлических заготовок резанием. Идеальный станок для работы на дому.
Видео станок настольный токарный 1е604 аналог
Читайте также: