Токарный станок по металлу 1п611
Обновлено: 17.05.2024
Токарный станок модели 1П611 отличается надежностью и точностью обработки. Управление простое, доступное новичкам.
Небольшой размер оборудования позволяет устанавливать его в любых помещениях, включая гаражи и мастерские на даче.

Краткие сведения о производителе
Команда конструкторов Одесского станкостроительного завода разработала новый токарно-винторезный станок. От аналогов он отличался высокой точностью обработки. В 1968 году модель 1П611 была запущена в производство.
Проектно-конструкторская документация была передана на Саратовский станкостроительный завод. Станки выпускались одновременно и отличались фактически только табличкой на передней бабке. На ней указывалось название завода-производителя.
После 1995 года станкостроительные заводы в Одессе были приватизированы, производство сократилось. В настоящее время работает только часть цехов. В них делают прессы для изготовления кирпича, выпускают деревообрабатывающие станки.
Саратовский завод продолжает выпускать токарные станки и другое металлообрабатывающее оборудование высокой точности под маркой Samat. Простые модели с ручным управлением ушли в прошлое. Теперь на СВСЗ – Средневолжском заводе, производят станки с ЧПУ, автоматизированные линии.
Назначение и область применения
Токарно-винторезный станок 1П611 проектировался для работы в помещениях, не имеющих под оборудованием прочных залитых фундаментов. Его используют в многоэтажных производственных помещениях, устанавливают в передвижных мастерских, включая пароходы. Конструкция станины гасит вибрацию. Технологическая точность не зависит от положения оборудования. Станок стабильно работает при крене пола.

Справка. Модель токарно-винторезного станка 1П611 выпускается в разных климатических вариантах: тропики, север, стандартный.
Назначение 1П611 – изготовление мелких серий и единичных деталей из стали, чугуна, цветных металлов и их сплавов. На станке производится обдирка заготовок и чистовая обработка деталей с высокой точностью и чистотой.
Обработка поверхностей
На станке производится обработка резанием цилиндрических и конических поверхностей, обработка торцов и нарезка резьбы. Используются резцы и многолезвийный инструмент:
- резцы;
- сверла;
- зенкера;
- метчики и плашки.
При необходимости упрочнить поверхность и придать ей высокий класс чистоты, возможна обкатка роликом, зачистка напильником и наждачной бумагой. Для выполнения этих операций используют простые приспособления.
Нарезание резьбы
На гитаре устанавливается нужное передаточное число для нарезки резьбы. Каждый набор шестерен соответствует определенному шагу. Форма нити обеспечивается заточкой резца по шаблону.

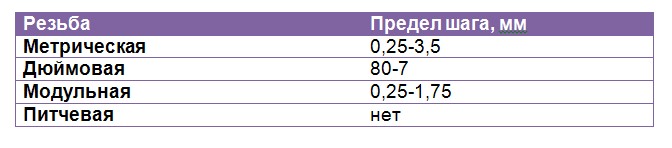
На модели 1П611 нарезаются резьбы:
- метрические;
- модульные;
- дюймовые.
Трубные – конические, выполняются с помощью специального инструмента.
Резьбы с диаметром до 24 мм, расположенные от торца, нарезаются многолезвийным слесарным инструментом:
- метчик для внутренней поверхности, детали типа гайка;
- плашка для наружной резьбы: болты, шпильки.
Для их нарезки инструмент крепится на задней бабке.
На участках, где невозможно использовать слесарный инструмент, резьба нарезается резцом. Для вывода инструмента в чертеже предусматривают канавку.
Резец отводится вручную. От токаря требуется высокая квалификация для выполнения операции: одновременно вращается ручка салазок, и выключаются обороты и подача рычагом на фартуке.

Сверление
На токарно-винторезном станке 1П611 сверление производится в оси вращения детали в торце со стороны задней бабки.
- Сверло вставляется в конус пиноли.
- Инструмент подводится к детали. Задняя бабка фиксируется неподвижно.
- Включаются обратные обороты.
- Вращением ручки пиноль перемещается, сверло врезается в деталь.
При обработке тонких длинных валов для жесткости ставится люнет. Сверловка больших отверстий может проходить в 2 этапа: сначала сверло меньшего диаметра, затем требуемого.
Отрезка
На модели 1П611 нет поперечной механической подачи резца. Салазки перемещаются вручную, ручкой. Резец выставляется режущей кромкой точно по оси детали. Включается вращение шпинделя и подводится режущий инструмент. Отрезка прямым резцом производится на обратных оборотах.
Развертывание отверстий
Отверстия разворачиваются в коротких деталях большого диаметра, типа шайб, колец, после сверловки.
- Резец крепится в резцедержателе стеблем вдоль оси детали.
- Включается вращение.
- Движением суппорта вдоль направляющих обрабатывается деталь.
Тонкие детали обрабатываются на ручном ходу. На механической подаче большая вероятность не успеть остановить суппорт и инструмент врежется в кулачки.
Зенкерование
Длинные заготовки типа вал зажимаются одним концом в кулачках. Со стороны задней бабки ставится люнет, для предотвращения биения. В пиноль устанавливается зенкер. Он врезается центр торца при вращении на заданную глубину. Конфигурация – тип, отверстия под центровку, задается формой зенкера.
Конструкция токарно-винторезного станка
На станине неподвижно закреплены:
- передняя бабка;
- коробка подач;
- гитара;
- электродвигатели.
По направляющим перемещается суппорт с резцедержателем и фартуком. Справа стоит задняя бабка.
Передняя бабка
Передняя бабка – самый сложный и массивный узел токарного станка 1П611. Она расположена на станине слева, выше линии направляющих.

В нее вмонтировано несколько узлов:
- шпиндель с подшипниками;
- привод подачи;
- переборные шестерни;
- механизм управления.
Упорные и радиальные подшипники принимают на себя нагрузки на шпиндель и делают вращение равномерным. Снаружи передней бабки, в рабочей зоне, на шпиндель крепится патрон с кулачками для фиксации детали.
Гитара
Без гитары станок может работать, но резьбы нарезать не получится. Набором шестерен с определенным количеством зубьев, регулируется шаг – перемещение резца за определенный размер за один оборот шпинделя – детали.

Приклон гитары поворачивается, изменяя межцентровое расстояние между шестернями. Это обеспечивает качественное зубчатое зацепление колес с разным количеством зубьев. В рабочем положении конец приклона зажимается болтом.
Суппорт
Подвижный узел суппорт перемещает режущий инструмент по направляющим вдоль станка. На нем установлены:
- фартук с механизмом управления подачи;
- салазки с резцедержателем.

Через фартук проходят ходовой винт и вал. Внутри стоят зубчатые муфты. Перемещение режущего инструмента перпендикулярно оси станка осуществляется движением, резцедержателя по поперечным направляющим в верхней части салазок.
Задняя бабка
Стоящая справа на направляющих задняя бабка используется для выполнения операций:
- фиксации в центрах длинных деталей;
- сверловки;
- зенкерования;
- нарезки внутренней резьбы метчиком.
Горизонтальное смещение пиноли с центром, позволяет точить конусные валы с малым углом. Корпус перемещается 2 винтами, расположенными у основания узла.

Задняя бабка стоит на направляющих станины и перемещается по ним. Фиксируется прижимными планками, расположенными снизу. Пиноль с инструментом приводится в движение ручкой, выступающей справа из корпуса. Рычаг в верхней части впереди корпуса зажимает пиноль в рабочем положении.
Электрооборудование
Устройство электрической схемы станка 1П611 позволяет приводу, системе охлаждения и освещения включаться и работать независимо.
Электродвигатель привода
Приводной асинхронный электродвигатель имеет мощность 1,7 кВт, скорость вращения 3000 об/мин. Он установлен внизу, внутри левой стойки станины и через клиноременную передачу передает вращение на вал привода.

Электронасос охлаждения
Электронасос СОЖ мощностью 0,12 кВт располагается на правой стойке. Там же на передней стороне корпуса находятся кнопки его запуска и остановки. Включается система охлаждения независимо от работы привода станка.
Переключатель управления
Вводным выключателем подается и отключается напряжение силовых и управляющих цепей. Переключатель запускает шпиндельную бабку и задает направление:
- вращение шпинделя прямое или обратное;
- отключение вращения патрона и торможение.
Отключение вращения и срабатывание тормоза происходит при возврате рукоятки в нейтральное положение.
Местное освещение
Лампочка местного освещения установлена сзади на корпусе суппорта и движется синхронно с инструментом. Светильник представляет собой плафон на гибкой стойке. Он работает от постоянного тока 36 В.
Тормозное сопротивление
Торможение двигателя происходит за счет включения обратного тока и сопротивления при нажатии на кнопку «Стоп».
Пусковая и защитная аппаратура
На передней панели правой станины расположен входной выключатель. Ниже него кнопки включения освещения и охлаждения.
На левой стойке ниже передней бабки изменяется направление и скорость вращения шпинделя.
Для защиты рабочего от поражения током и предупреждения аварийных ситуаций, электросхема станка, кроме заземления имеет:
- предохранители от коротких замыканий;
- тепловые реле от перегрузок;
- магнитный пускатель.
Вся защитная аппаратура указана в электрической схеме оборудования.
Принцип работы
С двигателя через ременную передачу вращение передается на перебор. Зубчатая муфта соединена с шестерней на шпинделе. Она вращает его и патрон с зажатой в кулачках деталью со скоростью 33,5–3000 об/мин.
Ведущий вал, получающий обороты от коробки подач, проходит ниже направляющих через фартук. В нем зубчатые муфты превращают вращательное движение в поступательное. Вместе с суппортом перемещается режущий инструмент вдоль детали.
Общий вид


Габариты и масса
Размеры станка по крайним выступающим точкам 1510×700×1360 мм.

Расположение основных частей
Над станиной расположена передняя и задняя бабка, между ними перемещается суппорт с фартуком внизу.
Кинематическая схема

Электрическая принципиальная схема

Технические характеристики
Модель 1П611 – прецизионный токарно-винторезный станок. Он предназначен для обработки резанием металлических заготовок и изготовления деталей сложной конфигурации с высокой точностью.

Основные параметры
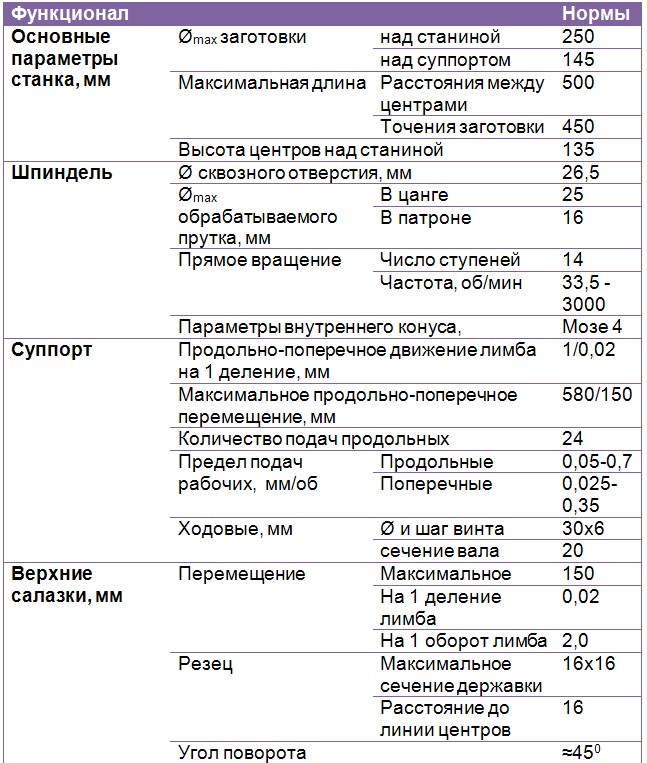
Максимальные размеры обрабатываемых на станке деталей:
- длина заготовки 500 мм;
- длина рабочего хода резца 450 мм;
- диаметр над станиной 250 мм;
- диаметр над суппортом 145 мм.
Класс точности обработки резанием П.
Шпиндель. Детали при обработке фиксируются в патроне и цанге. Размеры шпинделя:
- внутренний конус Морзе 4;
- число ступеней вращения 14;
- частота вращений 33,5–3000 об/мин;
- диаметр отверстия 26,5 мм;
- диаметр обрабатываемого прутка 25 мм.
При обработке прокатной заготовки в цанге, ее максимальный диаметр меньше – 16 мм.
Суппорт. Суппорт не имеет быстрых продольных и поперечных передач. Питчевые резьбы на станке не нарезаются. Характеристики узла:
- максимальное продольное перемещение 580 мм;
- диаметр ходового вала 20 мм;
- ходовой винт диаметр и шаг – 30×6 мм;
- число ступеней подач – 24.
Метрические резьбы нарезаются с шагом 0,25 – 3,5 мм.
Верхние салазки. Салазки перемещаются максимально на 150 мм. Угол поворота до 45⁰. Резец устанавливается с державкой до 16 мм.
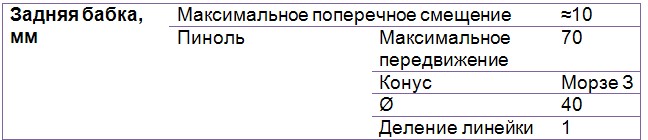
Задняя бабка. Конус пиноли задней бабки Морзе 3 с диаметром 40 мм. Она перемещается максимально на 70 мм. Наибольшее горизонтальное смещение верхней части корпуса относительно оси вращения шпинделя 10 мм с каждую сторону.
Электрооборудование. На станке 1П611 установлены 2 независимых двигателя: приводной и СОЖ.
Габариты и масса. Чистый вес станка 560 кг. Габариты 1510×700×1360 мм.
Документация
В комплект поставки станка входит паспорт. В нем содержится:
- руководство по эксплуатации;
- комплектация приспособлениями, инструментом;
- схема монтажа;
- электрическая принципиальная схема;
- кинематическая схема;
- чертежи сборочные всех узлов;
- график замены смазки.
В руководстве имеется отдельный раздел по технике безопасности.
Паспорт токарного станка можно бесплатно скачать по ссылке — Паспорт токарного станка 1П611.
Аналоги
Одновременно с моделью 1П611 на Ижевском станкостроительном заводе выпускался аналогичный станок 1И611. Саратовский завод производил токарное оборудование 1616, 1В616, 16Б16.
Возможность модернизации
Станок 1П611 предназначен для мелкосерийного производства. При необходимости его можно модернизировать, установить в автоматическую линию, перевести на управление через компьютер.
Токарно-винторезные станки 1П611 реставрируются умельцами и безотказно работают в гаражах и ремонтных мастерских. Их точности хватает для изготовления запчастей на автомобили и другую технику.
Токарно-винторезный станок 1П611
Станок токарно-винторезный 1П611 — универсальный и используется для изготовления деталей круглой формы с применением центров или в патроне. На деталях получают различные виды резьб (метрические, трубные, круглые). Станок 1П611 при обработке деталей обеспечивает повышенный класс точности.

Токарный станок 1П611
Токарный станок 1П611 серийно изготавливают на Одесском станкозаводе с 1968 года.
Обозначение модели 1П611 классифицируется ЭНИМС как оборудование:
- относящееся к токарной группе (1);
- обеспечивающее повышенную точность (п);
- входящее в подгруппу токарно-винторезных (6);
- с высотой центров (11).
Использование токарного станка 1П611
Назначение станка 1П611:
- осуществление токарных работ;
- нарезка резьбы;
- отрезка заготовок.
Его используют для обработки заготовок:
- с применением кулачковых и цанговых патронов, центров;
- диапазон оборотов шпинделя и подач, обеспечиваемых суппортом, позволяет проводить обработку деталей с повышенным качеством и нужной шероховатостью поверхности;
- с проведением фрезерных и шлифовальных работ при наличии соответствующих приспособлений и наладок.

Внешний вид станка 1П611
Образование необходимых размеров деталей на станке происходит за счет процессов резания. Для этого используют инструмент, обеспечивающий обработку заготовок различной степени готовности. Заготовки могут быть получены разными методами (например, штамповкой) и механическая обработка позволяет получить деталь высокой точности.
При токарной обработке используют лезвийный инструмент (резцы, сверла, развертки). Обработка ведётся в патроне или в центрах. На станке заготовка вращается, а инструмент перемещается относительно неё. Припуск на заготовке срезается, обеспечивая нужные размеры детали. Это задается подбором нужных величин подачи, глубины и скорости резания.
Заготовка закрепляется в патроне, вращаемым шпинделем. А он вращается при помощи ременной передачи от электродвигателя. Величина подачи зависит от скорости перемещения суппорта с закрепленным инструментом.
Состав оборудования
Устройство станка включает узлы, которые:
- не изменяют своё местоположение;
- перемещаются для обеспечения рабочих движений инструмента.
Первая группа узлов обеспечивает жесткое их расположение и задает направление для передвижения инструмента относительно заготовки. Вторая группа узлов производит образование заданной формы детали, с одновременным осуществлением управления станком.
К первой группе относят:
- станину, которая служит основанием станка, местом для расположения неподвижных и подвижных частей;
- тумбу, с размещёнными в ней электродвигателем и коробкой скоростей;
- переднюю бабку, включающую коробку подач, гитару и шпиндель.
Ко второй группе относятся:
- суппорт с резцедержателем для закрепления инструмента;
- фартук;
- задняя бабка.
Подвижные узлы передвигаются по призматическим направляющим станины. Перемещение суппорта производится ходовым винтом. Передвижение инструмента, зафиксированного в задней бабке, осуществляют пинолью.
Назначение неподвижных узлов
Станина обеспечивает жесткость и долговременную работу оборудования. Это цельнолитая деталь, поверхности которой обработаны для обеспечения установки и крепления узлов станка. Суппорт и заднюю бабку устанавливают на направляющие, используемые для их перемещения.
Передняя бабка размещена слева на станине. В ней расположен шпиндель, устройство для регулировки и включения подач, гитара. Смена набора шестерен в гитаре позволяет обеспечить получение нужной резьбы.
Передняя бабка Станина
Шпиндель передаёт заготовке главное движение — вращение. Для этого на шпиндель устанавливают патрон, который закрепляет заготовку при помощи перемещающихся кулачков. Вместо патрона используют цанговые патроны и центра.
Назначение подвижных узлов
Суппорт с резцедержателем предназначен для установки и закрепления различного инструмента. В резцедержателе крепят до 4 различных резцов. Его разворачивают на любой угол для получения конусной поверхности. Снизу суппорта крепят фартук. В нём расположены шестерни и гайки, приводящие в движение суппорт. На фартуке имеются органы управления суппортом.
Задняя бабка обеспечивает установку режущего инструмента и центров. Она устанавливается на направляющие станины и закрепляется в рабочем положении посредством прижима с эксцентриком. Корпус задней бабки смещается перпендикулярно оси центров для получения конусной поверхности на детали.
Задняя бабка Суппорт
Смазка трущихся деталей токарного станка 1П611 производится маслом, подаваемым к ним насосом, а также с использованием смазочных шариковых масленок (для смазки подшипников используется солидол).
Основные размеры оборудования
Они указаны в ГОСТ 440-57 (не действует).
К таким размерам относят (мм):
- диаметр заготовки, устанавливаемый над:
- станиной – 250;
- суппортом – 145;
- продольное – 580;
- поперечное – 150;
- мощность:
- двигателя – 1,7 квт;
- насоса СОЖ – 120 Вт.
- число об/мин – до 3000.
Вес оборудования 560 кг.
Документация к оборудованию
Паспорт на станок 1П611 является руководством по эксплуатации не только для рабочего, но и для тех, кто будет его обслуживать и ремонтировать. Это технический документ, который прикладывается изготовителем к поставляемому оборудованию.
Обзор разделов, приведенных в паспорте:
- назначение и возможные области применения;
- описание конструкции;
- технические характеристики;
- транспортировка и распаковка;
- подготовка фундамента с проведением монтажа и установки;
- обеспечение рабочего состояния станка, наладка и его запуск с соблюдением техники безопасности;
- инструкция по эксплуатации;
- спецификации:
- всех узлов оборудования;
- управляющих органов;
- зубчатых и червячных колес;
- шестерён для настройки при нарезании резьб;
- шариковых и роликовых подшипников;
- принадлежностей;
- электрооборудования;
- гидравлических устройств (клапаны, золотники и др.);
![Кинематическая схема станка]()
Кинематическая схема станка
Паспорт используют рабочие, технологи, механики и энергетики. Электрослесари используют электросхему оборудования для ремонта. Требования к эксплуатационной документации сейчас регламентируются ГОСТ 2.601-2013.
![Электрическая схема станка]()
Электрическая схема станка
При наладке станка и приспособлений обеспечивают правильность:
- установки и закрепления инструмента, заготовок;
- расположения трубопроводов системы подвода СОЖ.
Токарный станок 1П611: описание, характеристики, обзор функций
Для изготовления деталей округлой формы путем центрования либо с использованием патрона требуются аппараты повышенной точности. Токарный станок 1П611 позволяет формировать на металле резьбу любого вида. Он, являясь универсальным устройством, применяется в кустарном производстве и промышленности со второй половины прошлого столетия.
![1П611 Станок токарно-винторезный]()
Назначение и обзор функций
Технические характеристики делают доступным применение данного механизма для получистовых либо чистовых работ при обработке изделий из цветного и черного металла.
1. Размер 1510x700x1350 см с массой 560 кг, что разрешает вопрос его установки практически в любом помещении.
2. При мощности 1,7кВт диапазон частот вращения шпинделя составляет 33,5-3000 оборотов за минуту. Это дает устройству одинаковые возможности при токарной обработке внутренних или наружных поверхностей болванок, а также их зенкеровании, сверлении, других аналогичных операциях.
3. Однако возможности 1П611 значительно сокращают технические параметры высоты и сечения деталей, которые можно обрабатывать над станиной или суппортом, а также максимально допустимая длина болванок.
4. Токарь может задействовать полный функционал аппарата:
- при работе в цанговом либо кулачковом патронах;
- шлифовании заготовок в патроне с центрами;
- для производства фрезерных работ.
Численность подач с оборотами гарантирует качественную обработку поверхностей ступенчатого или криволинейного профиля разной сложности.
5. Агрегат практически безотказен, не вызывает проблем при токарных работах. Для поддержания повышенных показателей точности заявленных паспортными характеристиками, необходимо регулярно проводить профилактику устройства следя за его техническим состоянием.
6. Основные блоки выполнены аналогично большинству токарно-винторезных механизмов. Износостойкость с прочими параметрами соответствуют ГОСТ18097.93 и ГОСТ8.82 П.
Собираясь купить токарный аппарат данного типа б/у, стоит учесть, что сборка и выпуск модели происходил на нескольких заводах. Производители имели право модифицировать изделие, внося для улучшения параметров изменения допускаемые ГОСТом. Поэтому данные приводимые в технологических таблицах являются усредненными и требуют уточнения.
Технические параметры станка
Выбирая токарно-винторезный станок данного типа надо обратить внимание на следующие данные
Значение Описание Способ определения Ømax болванки Расстояние, допускаемое между обрабатываемой деталью и горизонтально расположенной плоскостью станины не должно превышать 0,04 от сечения заготовки Для вычисления нужно наибольшее расстояние между центрама увеличить в 2 раза Величина максимальной длины Указывается при перечислении характеристик агрегата Если б/у механизм не имеет нужного документа, то измерение можно самостоятельно выполнить. Для этого заднюю бабку надо сдвинуть до предела вправо, но стоит учесть, что узел должен находиться на направляющих, не свешиваясь Кроме того обязательно учитываются: данные о частоте вращений устройства для закрепления заготовки в патроне с размерами его центров, наибольшей высоте устанавливаемого режущего устройства, вес станины со всеми узлами без электрооборудования.
1. Данный токарный станок требует монтажа 2 электрических двигателей:
- первого для приведения в действие основных механизмов;
- второй предназначен только для насоса охладителя.
2. У электроустройств независимые друг от друга пусковые переключатели с отдельными механизмами защиты.
3. Мощность электрических движков напрямую зависит от выполняемых функций:
- число об/мин 3000;
- главный привод 1,5 (1,7) кВт;
- насос охладительной системы 120 Вт.
4. Для защиты от короткого замыкания система имеет тепловые реле с магнитными пускателями.
В соответствии с правилами безопасности, применяемыми относительно всех электроустановок, токарный аппарат при монтаже требует обязательного заземления.
Технологические нюансы аппарата
1П611 относится к станкам повышенной точности с фиксированной высотой центров. Он, согласно классификации ЭНИМС, используется при нарезке резьбы или точения заготовок.
![Виды]()
- При наличии дополнительных инструментов с соответствующей настройкой данный агрегат можно приобрести для использования при фрезеровании либо шлифовке.
- Основные параметры оборудования перечисляются в ГОСТ440.57, который к настоящему периоду времени считается недействительным.
![Технические параметры 1П611]()
![Задняя бабка станка]()
Для точения используется стандартный инструментарий.
- Все типы креплений для выполнения точения сфокусированы в патроне и центрах.
- При работе происходит перемещение инструментов относительно вращающейся болванки.
- В состав токарно-винторезного станка 1П611 входят как движущиеся части, меняющие свое месторасположение относительно основания, так и жестко фиксированные блоки.
Заготовка на станке токарно-винторезном 1П61 крепится в цанговые патроны или центры. При этом в держателе может устанавливаться до 4 резцов.
При изготовлении конусных деталей допускается разворот задействованных в работе элементов под любым градусом.
Смазка деталей токарно-винторезного станка выполняется в основном с использованием маслопроводящей системы со специальным насосом. Однако определенные части требуют применения шариковых масленок.
Основным документом, который нужно изучить перед тем, как купить токарный аппарат, является его технический паспорт. В нем кроме описания конструкции и технических характеристик должны быть указаны:
- условия транспортировки, хранения и эксплуатации;
- требования по устройству фундамента, монтажу;
- рекомендации наладки и запуска оборудования;
- различные чертежи соединений, схемы смазки.
Наряду с инструкциями в документацию обязательно входят спецификации на все элементы оборудования, регламентированные в ГОСТ 2.601.2013.
Токарно-винторезный станок 1И611П
Полное название станка звучит следующим образом «Универсальный высокоточный токарно-винторезный станок 1И611П». Станок относится к патриархам машиностроения. Токарный станок ИЖ 1И611П разработал и выпустил Ижевский станкостроительный завод «ИжмашСтанко» еще в 1960 году. Эта модель станка относится к одной из самых популярных еще со времен СССР. Но, невзирая на то, что прошло уже больше полвека станок 1И611П и в настоящее время применяется на многих предприятиях и выполняет работы по металлу различной сложности.
![Токарный станок ИЖ 1И611]()
Токарный станок ИЖ 1И611
Предназначение станка
Токарный станок по металлу 1И611П разработан для выполнения работ по обработке металлов. Его назначение предусматривает работу с любыми видами металлов. Особенно его часто используют на предприятиях мелкого производства. Он может обрабатывать металлические детали с высокой точностью. Компактная конструкция станка позволяет устанавливать его в помещениях расположенных в высотных зданиях. Станок имеет вес всего 1120 кг, поэтому он нашел применение в оснащении как автомобильных, так и железнодорожных передвижных мастерских.
Токарный станок ИЖ 1И611П и его технические характеристики обеспечивают выполнение следующих работ:
- все виды токарных и фрезерных работ;
- шлифование изделий из различных материалов;
- работы с использованием концевого инструмента, который закрепляется в сверлильном патроне.
Устройство станка позволяет работать с заготовками, имеющими цилиндрическую или коническую форму. Его возможности позволяют нарезать метрические, дюймовые и модульные резьбы.
Внешний вид станка 1И611 Таблички станка
Устройство станка – основные узлы и механизмы
Паспорт и схема станка предусматривает следующие важные узлы и механизмы.
Станина
Станина является основным базовым узлом и служит основанием для установки на ней отдельных узлов и механизмов. Для станков 1И611П паспорт и технология регламентирует изготовление станины из хромоникелевого чугуна. На станине установлены направляющие, две из которых имеют призматические, а две плоские формы. Они закаляются высокочастотными токами и тщательно отшлифовываются. Сама станина монтируется на монолитной трубе. В передней части расположена полка, которая служит защитой ходового винта от попадания на него эмульсии и стружки. Во внутренней части станины расположен электродвигатель и редуктор главного хода, а также механизмы систем охлаждения и смазки. В тумбе станины размещена емкость для сбора смазочно-охлаждающей жидкости. В правой части станины смонтирована панель, на которой расположены аппараты электрического управления.
Передняя бабка.
Она предназначена для закрепления и поддержания заготовок при их обработках. Кинематическая схема станка состоит из перебора, клиновых ремней и зубчатой муфты. Внутри передней бабки располагается коробка скоростей, управление которой осуществляется рукоятками, смонтированными на ее внешней стороне. Этими рукоятками осуществляется регулировка числа оборотов шпиндельного узла.
На корпусе бабки прикреплена табличка, на которой нанесена схема положений рукоятки выбора скорости. Шпиндель 1И611П вращается в корпусе бабки. Для вращения шпинделя применяются подшипники шпинделя 1И611П. Подшипники шпинделя 1И611П могут применяться как качения, так и скольжения. На конце шпинделя закреплен патрон. С целью предотвращения преждевременного износа, подшипники шпинделя 1И611П периодически должны осматриваться и очищаться от старой смазки. Их промывают, просушивают и заполняют свежей смазкой. Промывают подшипники бензином.
Передаточный момент на шпиндель передается клиноременной передачей состоящей из четырех ремней. Шпиндель может вращаться с 12 окружными скоростями. Вращение передается от приемного шкива и зубчатой муфты.
![Кинематическая схема станка 1И611]()
Кинематическая схема станка 1И611
На станке ИЖ 1И611П задняя бабка предназначена для фиксации длинных деталей, если их необходимо располагать в обрабатывающем центре. В станке 1И611П задняя бабка служит также для того, чтобы на ней крепить различные инструменты и приспособления, такие как метчики, развертки, плашки, сверла и другие зенкерные инструменты. Если на станке 1И611П схема предусматривает всегда одинаковую по конструкции переднюю бабку, то задняя бабка, обычно имеет несколько модификаций. Конструкции их могут предусматривать обычные или встроенные вращающие центры. Например, вращающими центрами может комплектоваться токарный станок ИЖ 1И611П, технические характеристики которого позволяют скоростную обработку деталей. Для таких станков применяется несколько другая кинематическая схема.
![Задняя бабка станка 1И611]()
Задняя бабка станка 1И611
Шпиндель
Шпиндель представляет собой полый вал, отверстие которого имеет коническую форму. Шпиндельный узел считается главным узлом станка, так как все основные механизмы необходимы для того, чтобы работал шпиндель. Он предназначен для закрепления в нем различных инструментов. Паспорт станка и инструкция по эксплуатации дает полный перечень применяемого инструмента и приспособлений, которые могут закрепиться в шпинделе данной модели станка. Шпиндель имеет резьбу, посредством которой на нем закрепляется планшайба.
Обработка металлов на станке возможна только при условии надежной работы шпинделя. Очень важно, чтобы подшипники шпинделя 1И611П не имели люфта и слабины. В обратном случае это может привести к тому, что резцедержатель 1И611П и инструмент, закрепленный в нем, будет дрожать, а это приведет к нарушению точности обработки.
Суппорт и фартук
Суппорт – это устройство, служащее для закрепления и перемещения различного инструмента и приспособлений, применяемых при обработке деталей. Конструкция суппорта позволяет перемещать инструмент в любом направлении. Продольное перемещение обеспечивает каретка, а поперечное — салазки. Все эти детали установлены на суппорте. На суппорте также расположен резцедержатель 1И611П, который перемещается вместе с ним. Режущий инструмент помещается в резцедержку и закрепляется сверху болтами. Резцедержатель 1И611П имеет форму цилиндра. Для установки инструмента в резцедержатель 1И611П предусмотрена боковая прорезь.
Нижнюю часть суппорта токарного станка ИЖ 1И611П занимает устройство фартука. Фартук связан с ходовым винтом и валом и обеспечивает поступательное движение суппорта. С помощью винта происходит продольное перемещение каретки суппорта. Ходовой вал придает суппорту поступательное движение при других видах обработки деталей.
На наружной стороне фартука размещена панель управления подачами. С помощью фартука осуществляются продольная и поперечная подача суппорта.
Движение суппорта может осуществляться в ручном режиме или автоматическом, коробкой передач. В фартуке размещены муфты, обеспечивающие подачу суппорта, как в прямом, так и в реверсном направлении. Для предотвращения одновременного включения винта и ходового вала, предусматривается блокировочное устройство. В фартуке смонтирован и механизм, защищающий коробку передач от перегрузок.
Коробка подач
Коробка подач является промежуточным узлом между гитарой станка и его ходовым винтом и валом. Именно ею передается крутящий момент на винт и вал. Гитара размещена в левой торцевой части коробки подач. Эти все механизмы предназначены для изменения шага при нарезании резьбы. Настройки механизма содержит руководство по эксплуатации станка (паспорт). Изменение шага подач осуществляется вручную, механическим переключателем. Рабочие положения переключателя приведены в таблице, которая размещена на наружной части станка.
![Коробка подач станка]()
Коробка подач станка
Коробка скоростей
С помощью коробки скоростей происходит регулировка вращения шпинделя. Она является связующим узлом для передачи вращения от двигателя главного хода к шпинделю. Коробка расположена во внутренней части передней бабки. Передача движения может происходить с разными вращающими моментами. Паспорт станка предусматривает трехступенчатое изменение скорости шпинделя. Для управления вращательным движением шпинделя на станке предусмотрена фрикционная муфта. Для такого управления предусмотрены две рукоятки, одна рабочая, другая ее дублирует. С помощью этих рукояток шпиндель можно запустить, остановить или сменить направление его вращения.
Электрическая схема станка
Электрическая схема станка приведена в руководстве по эксплуатации (паспорт). Жизнедеятельность станка обеспечивается тремя асинхронными электрическими двигателями: один двигатель приводит в движение главные механизмы, связанные с прямым назначением станка, а два других двигателя обеспечивают работу системы смазки и охлаждения.
![Электрическая схема станка 1И611]()
Электрическая схема станка 1И611
Для работы основного привода применяется одно напряжение сети, которое согласовывается с заказчиком в процессе заказа станка. Что же касается вспомогательных электрических узлов, то их питание осуществляется следующими классами напряжений: для местного освещения применяется 36 В; для цепей управления 127 В, а для цепей торможения 60 В.
Электросхема предусматривает защиту электродвигателей от технологических нарушений, в частности от перегрузки и КЗ. На станках ранних моделей защита двигателей от КЗ осуществляется предохранителями, а на новых моделях – автоматическими выключателями с встроенными электронными блоками защиты.
От перегрузок электрические двигатели защищаются тепловыми реле, реагирующими на повышение тока статорной цепи.
Читайте также: