Токарный станок по металлу а 616
Обновлено: 21.09.2024
Применение токарного станка 1А616, технические характеристики. Подробные схемы, функциональные возможносты. Правила эксплуатации и техника безопасности.
- Функциональные возможности станка 1А616
- Основная комплектация и технические характеристики оборудования
- Органы управления
- Коробка скоростей станка
- Передняя бабка
- Фартук
- Суппорт токарно-винторезного станка
- Задняя бабка токарного станка
- Кинематическая схема
- Электрическая система станка
- Правила эксплуатации 1А616
- Первый пуск токарного агрегата 1А616
- Ход впуска и металлорезание
- Обслуживание и уход
- Техника безопасности при работе со станком
Широко применяемый в промышленном производстве токарный станок 1А616 выпускается со времен СССР и до сих пор пользуется определенным спросом у специалистов. Большинство известных моделей токарных станков типа 1А616 предназначаются для обработки небольших заготовок.
Функциональные возможности станка 1А616
Функционал данного оборудования представлен перечисленными ниже операциями:
- обтачивание поверхностей деталей произвольной формы (включая их торцевание);
- точечное сверление;
- вырезка канавок различной глубины;
- развертывание стандартных отверстий;
- подготовка резьбы посредством резца или метчика;
- формирование сетчатых рифлений.
Наличие большого числа всевозможных функций превращает токарно-револьверные станки в универсальные механизмы, к числу достоинств которых относят и их низкую стоимость.

Основная комплектация и технические характеристики оборудования
В комплект станков марки 1А616 входят образцы резцов твердосплавных, по необходимости применяемых для нарезки резьбы. Помимо этого в нем имеется специальный набор быстрорежущего инструмента.
Станок располагает следующими рабочими характеристиками:
- Предельная длина заготовок, подлежащих обработке – 71 см.
- Диапазон выполняемого на станке обтачивания – 66 см.
- Предельный размер устанавливаемых болванок, закрепляемых сверху суппорта – 18 см, а непосредственно над станиной – 32 см.
- Диаметр рабочего вала под шпиндель – 3,5 см.
- Масса станины с навесным оборудованием – 1,5 тонны.Резьбовой конец вала шпинделя имеет тип «6К».
И, наконец, габариты станочного корпуса в классическом исполнении составляют 2,1х1,22х1,2 метра.
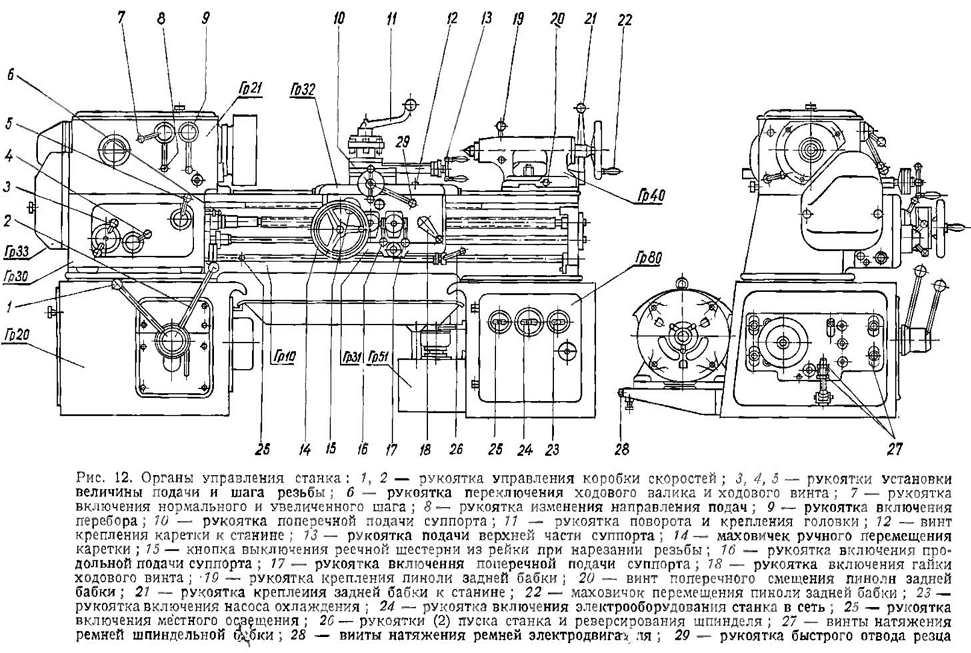
Органы управления
Смещение суппорта станка осуществляется по винтовой оси в ручном режиме (его максимальная величина достигает 195-ти мм). Для продольного перемещения используется специальный вал, обеспечивающий максимальный сдвиг в 670 миллиметров. Параметры подач практически одинаковы; они выбираются оператором в границах от 0,065 до 0,91 об/мин.

Допускается заменять входящие в механизм шестерни на их прецизионные аналоги, что гарантирует получение сверхточной резьбы. Для подготовки стандартной нарезки менять скорость подача нет необходимости. При работе в прецизионном режиме ходовой винт включается напрямую.
Коробка скоростей станка
Специфика устройства 1А616 допускает переключение оборотов рабочего вала в большом диапазоне вращающих моментов. С этой целью в его составе предусмотрена 12-ти скоростная коробка передач (КП), благодаря которой точность нарезания резьбы заметно повышается.
Этот узел устанавливается во внутренней полости оборудования и закрепляется таким образом, чтобы его можно было смещать по вертикали.
Обратите внимание: Подвижное крепление коробки позволяет регулировать натяжение передаточных ремней.
Для управления КП на станине имеются две рукоятки, перемещаемые влево и вправо. Одна из них рассчитана на 4 положения, а другая – на три.

Передняя бабка
Этот узел располагается спереди станины и приводится во вращение от 12-ти скоростной коробки передач посредством ременного привода. Особенности устройства передающей момент вращения муфты позволяют увеличить число режимов обработки с 12-ти до 24-х. А так как 3 позиции уже предусмотрены в переборном устройстве – всего главный узел может работать с 21-ой вращательной скоростью.
Дополнительная информация: Переключение с механизма перебора на муфту и обратно осуществляется посредством специальной рукояти.
Передняя часть конусообразной шейки вала фиксируется в двурядном подшипнике качения, местоположение которого можно регулировать. Другой ее конец закрепляется в неподвижном однорядном подшипнике скольжения. Помимо этого, в узел встраивается шариковая опора, принимающая продольную нагрузку от вала.

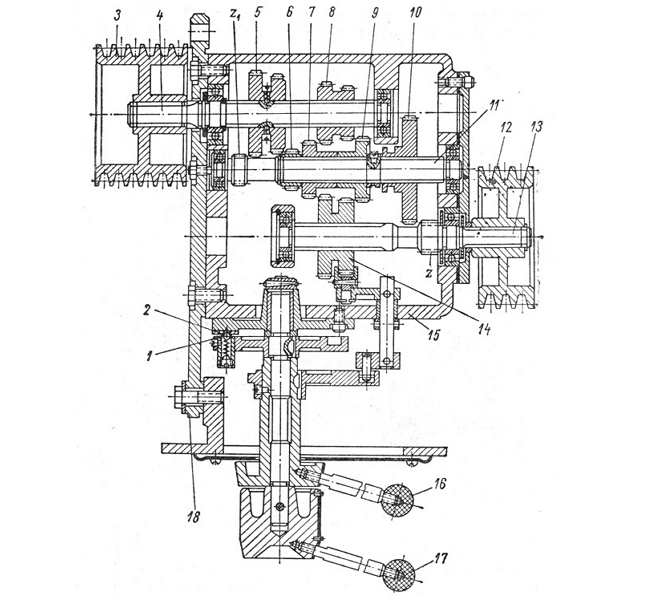
Фартук
В изделии модели 1А616 закрытая конструкция фартука предельно упрощена. В его состав входят механизмы, обеспечивающие движение суппорта в двух направлениях. Оно осуществляется посредством 2-х рукояток, каждая из которых ответственна за свое направление. Их запуск осуществляется круговым движением на себя, а остановка – таким же смещением, но только от себя.

Суппорт токарно-винторезного станка
Движение подачи суппорта передается ему от приводного шпиндельного узла. Его конструкция предусматривает не только продольное, но и поперечное смещение.
При этом за движение продольного резания ответственны ременные передачи, а также уже рассмотренная ранее 12-ступенчатая коробка передач.

Задняя бабка токарного станка
Основное назначение заднего узла – надежно поддерживать при обработке негабаритные заготовки, обеспечивая их статическую и динамическую центровку. Кроме того, с его помощью осуществляется фиксация режущего инструмента. Сам узел крепится к направляющим станины посредством болтового сочленения, управляемого специальной рукояткой.

Кинематическая схема
Рассматриваемая схема позволяет представить расположение всех рабочих узлов агрегата и входящих в их состав механизмов. Для ознакомления с ней достаточно заглянуть в паспорт изделия.
Изучив кинематику станка 1А616 (рисунок ниже), любой оператор станка без труда разберется со всеми тонкостями его функционирования. Кроме того, благодаря этим знаниям удается использовать все возможности механизма и при необходимости совершенствовать свое мастерство.

Электрическая система станка
Электрическая схема содержит такие обязательные элементы, как:
- вставки предохранительные (три штуки);
- выключатели различного назначения;
- коммутирующие элементы (реле и контакторы);
- осветительные приборы;
- выпрямители и понижающие преобразователи.
Помимо этого в нее входят электродвигатель основного привода (380 Вольт, 4 кВт), а также движок насоса, обеспечивающего охлаждающей жидкостью зону резки. Более подробно ознакомиться с ней можно на рисунке ниже.

Правила эксплуатации 1А616
Для освоения техники эксплуатации станка потребуется разобраться с такими категориями как его первый пуск, а также приемы обработки металлов, обслуживание и уход.
Первый пуск токарного агрегата 1А616
Особое внимание запуску агрегата в работу объясняется невозможностью предусмотреть осложнения в его функционировании после поступления со сборочного конвейера или длительной консервации. Указанная процедура включает в себя следующие обязательные операции:
- расконсервирование станка;
- заливка охлаждающего реагента и масла;
- визуальный осмотр элементов конструкции и электропроводки на предмет их целостности.
По завершении подготовительных действий можно будет запускать станок в работу.

Ход впуска и металлорезание
Приводимый в движение от электродвигателя шпиндель станка выполняет функцию держателя лишь в ситуации, когда требуется нарезать резьбу длиной не более 6-ти мм. При необходимости большего резьбового смещения придется воспользоваться функцией перебора и повышенного сдвига. С этой целью потребуется организовать одновременное смещение ведущего вала и обрабатываемого изделия.
Этого удается добиться за счет раздельных двигательных приводов, опосредованных следующими передаточными узлами:
- Суппортом с4-мя рабочими позициями.
- 12-ти ступенчатой КП.
- Уже рассмотренной ранее ременной передачей.
Все вместе взятое, действуя одновременно, обеспечивает достижение требуемой синхронизации движений.
Обслуживание и уход
Обслуживание и уход за станком предполагают регулярное выполнение следующих обязательных операций:
- контроль рабочего уровня масла в агрегате и доливка его при необходимости;
- периодическая протирка открытых металлических частей от масляных подтеков и налета ржавчины;
- проведение профилактических мероприятий согласно утвержденным графикам обслуживания.
Лишь при условии выполнения этих пунктов удастся обеспечить бесперебойную работу оборудования.

Техника безопасности при работе со станком
Соблюдение техники безопасности при работе с агрегатом 1А616 сводится к выполнению следующих требований:
- Во время работы станка не допускается касаться рукоятей, располагающихся на КП и задней бабке.
- В процессе обработки деталей обязательно применение экранной (защитной) сетки.
- При работе с центрированными изделиями с хомутами необходимо использовать специальный патрон, оснащенный защитным ободом.
И, наконец, согласно инструкции по эксплуатации, дверцы станка должны быть плотно прикрыты во время процесса обработки заготовок.
Надежная классика токарного дела — токарно-винторезный станок 1А616
Токарная обработка металла — востребованная область работы с металлом.
Без специалистов и станков, изготавливающих мелкие детали с почти ювелирной точностью сложно представить себе машиностроение, металлообработку и множество других, созависимых отраслей.

Краткая история серии
Для обработки металлов на протяжении вот уже сотен лет используют токарные станки. Первая универсальная машина данного типа была выпущена уже в конце XVIII столетия и с каждым годом его возможности и конструкция улучшались для удобства использования.
В 1957 году СВСЗ г. Самара (Средневолжский станкостроительный завод), основанный в 1876 году выпустил один из лучших универсальных токарно-винторезных станков, 1А616. Он стал достойной заменой своего предшественника — станка 1616, которому на тот момент было 8 лет (год выпуска — 1949).
На сегодняшний день агрегат снят с производства и заменен на более современные, но тем не менее используется на многих предприятиях, а также теми, кто решил заниматься токарной обработкой на дому.
Назначение и область применения токарно-винторезного станка по металлу
Станок предназначен для токарной работы над металлом и металлическими заготовками. Обработка представляет собой срезание всего лишнего слой за слоем до придания необходимой для использования формы, размера и других требуемых характеристик.
Для обработки в машине используются быстрорежущие, такие как Р18, Р6М5 и твердосплавные (ВК, ТК, ТТК) инструменты.
Основные виды работ, которые можно проводить на токарном станке серии 1А616:
- точение наружных цилиндрических и конических поверхностей, торцов;
- обтачивание конических фасонных поверхностей;
- нарезание метрической, модульной, дюймовой и питчевых резьбы резцом;
- нарезание метрической, дюймовой резьбы метчиком и плашкой;
- накатывание сетчатых рифлений поверхности;
- прорезания канавок и отрезку;
- сверления, зенкерования и развертывание отверстий.
Возможность обработки деталей-тел вращения:
- валы;
- кольца;
- втулки;
- муфты;
- гайки;
- зубчатые колеса.
Обработка происходит посредством вращения заготовки относительно режущего инструмента
Основные разновидности и расшифровка модификаций
1А616 — базовая модель данной серии
- 1 — токарный станок.
- А — усовершенствованный.
- 6 — тип токарного станка (токарно-винторезный).
- 16 -высота центров станка (165 мм в данном случае).
1А616К
- 1 — токарный станок.
- А — усовершенствованный.
- 6 — тип токарного станка (токарно-винторезный).
- 16 -высота центров станка (165 мм в данном случае).
- К — конструкция станка модернизирована (здесь: добавлена автоматическая коробка скоростей).
1А616С
- 1 — токарный станок.
- А — усовершенствованный.
- 6 — тип токарного станка (токарно-винторезный).
- 16 -высота центров станка (165 мм в данном случае).
- С — особо точный.
1А616П
- 1 — токарный станок;
- А — усовершенствованный;
- 6 — тип токарного станка (токарно-винторезный);
- 16 — высота центров станка (165 мм в данном случае);
- п — повышенной точности.
1А616Ф3
- 1 — токарный станок.
- А — усовершенствованный.
- 6 — тип токарного станка (токарно-винторезный).
- 16 — высота центров станка (165 мм в данном случае).
- Ф3 — с числовым программным управлением (ЧПУ).
Справка: все разновидности мало чем отличаются по общим характеристикам. Основные отличия указаны в цифробуквенном индексе моделей.
Так как в различных местах установки машины могут использоваться различное напряжение, станки поделены на группы по этому признаку:
- 220V для работы дома.
- 380V для массового производства (заводы, фабрики и т.п), считается стандартным.
- 500V изготавливаются на заказ при необходимости.
Технические характеристики
Приведенные в техническом паспорте параметры помогают определить, то ли это устройство, которое необходимо вам для работы. Предлагаем рассмотреть приведенную информацию.


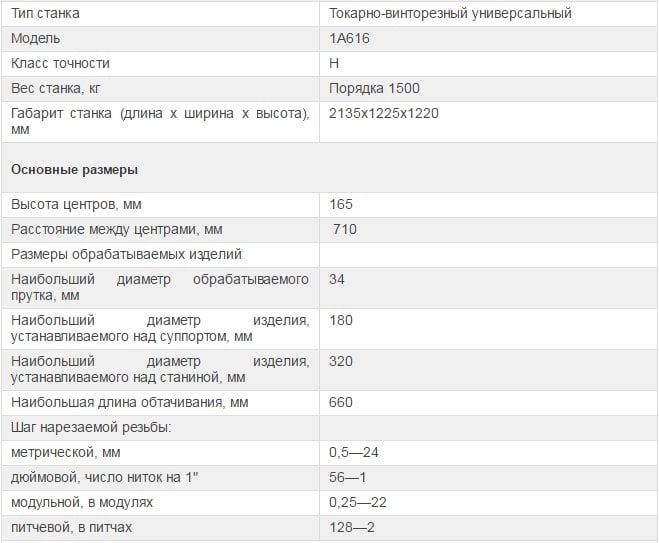
Основные параметры
- Тип — токарно-винторезный, универсальный.
- Серия — 1А616.
- Точность — Н (нормальная).
- Высота центров — 165 мм.
- Расстояние между центрами — 710 мм.
Шпиндель
Вал для закрепления заготовки в зажимном патроне:
- Пределы скоростей (прямые и обратные вращения) 9–1800 оборотов в минуту (при необходимости можно заказать с быстротой от 11 до 2240 оборотов в минуту).
- Диаметр отверстия 35 мм.
- Внутренний конус Морзе N5.
- Действует торможение шпинделя и блокировка рукояток.
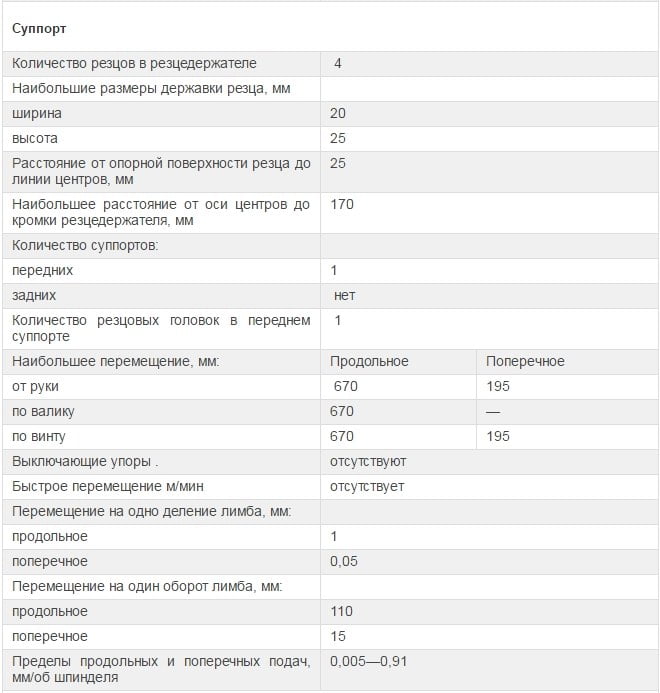
Суппорт и подачи
Суппорт (поддержка) — подвижный элемент, узел для закрепления режущих инструментов или заготовок:
- Резцедержатель — 4 резца.
- Державка резца (наибольшие размеры 20х25).
- От опорной поверхности до линии центров 25 мм.
- От оси центров до кромки резцедержателя 170 мм.
- Один передний суппорт с одной резцовой головкой.

- Продольное max 670 мм (одинаковые показатели от руки, по валику и по винту).
- Поперечное max 195 мм (от руки и по винту, по валику нет такой возможности).
На одно деление лимба:
На 1 оборот лимба:
Подачи — перемещение режущего элемента или заготовки за один оборот или рабочий ход:
В станках данной серии установлены пределы продольной и поперечной подачи в пределах 0.065 — 0.91 мм/оборот шпинделя.
Резцовые салазки
Один из элементов суппорта. На нем закреплен держатель для резцов. Его можно перемещать вручную вдоль поворотной части суппорта.
- Максимальный угол поворота 90°.
- Деление шкалы, цена 1°.
- Максимальное перемещение 120 мм.
- Одно деление лимба, цена 0,05 мм.
- Один оборот лимба провоцирует перемещение на 3 мм.
Задняя и передняя бабка
Задняя бабка — узел, который помогает в поддержке изготавливаемой детали. Также в ней можно закрепить инструмент для внешней обработки изделия. При тяжелых условиях работы есть возможность закрепления конструкции с помощью затяжных болта и гайки.
- Конус внутренний Морзе 4.
- Пиноль максимально перемещается на 120 мм.
- Одно деление шкалы перемещения пиноли = 1 мм.
- Поперечное смещение 10 мм (вперед и назад).

Передняя бабка — механизм, который двигается, получая импульс от коробки скоростей посредством ремней и разгруженного приемного шкива. Благодаря ему есть возможность:
- увеличить восьмикратно передачу движения между подачей и шпинделем при нарезании резьбы;
- нарезать правые и левые резьбы.
Электрооборудование
В станке действуют — электродвигатель главного движения:
- Мощность 4 квт.
- 1450 оборотов при частоте 50 Hz.
- Мощность 0,125 кВт.
- Обороты 2800 при частоте 50 Hz.
Габариты и масса
- Вес станка составляет 1500 кг.
- Размеры 2135/1225/1220 мм.
Общая конструкция и принцип работы
- Сатина.
- Коробка передач.
- Бабка деталей (возвратный механизм, звено увеличения шага, переборное устройство).
- Коробка подач.
- Фартук.
- Суппорт.
- Гитара сменных шестерен.
- Задняя бабка.
- Система охлаждения + поддон для охлаждающей жидкости и металлической стружки.
- Электрооборудование (размещено во встроенном шкафу).
Система управления — рукоятки управления регулируют:
- скорость;
- величину подачи и шага резьбы (нормальный и увеличенный);
- изменение направления подач;
- включение/выключение перебора;
- поперечную подачу суппорта, подачу верхней части этого элемента; включение поперечной и продольной его подачи;
- поворот и крепление резцовой головки;
- включение гайки ходового винта;
- крепление пиноли задней бабки, ее удержание на станине;
- пуск станка с реверсирования шпинделя.
- крепление резных салазок к станине;
- поперечное смещение задней бабки;
- натяжения ремней электродвигателей.
- к сети;
- лампы для местного освещения;
- охлаждающей системы.
- перемещения задней бабки;
- ручного перемещения каретки;
- кнопка выключения реечного колеса (при нарезке резьбы).
Качественная обработка обеспечивается правильным закреплением всех деталей агрегата, это создает необходимое давление на металл.
Принцип работы токарного станка несложный: заранее настроенное перемещение резца и вращение заготовки дает возможность качественной обработки и придания нужной формы.
Фото и описание устройства


Общий вид — чертеж

Расположение органов управления


Кинематическая схема

Шпиндельная бабка

Устройство переключения скоростей и подач

Суппорт

Задняя бабка

Схема электрическая принципиальная

Инструкция по первому запуску и эксплуатации
Для корректной работы станка в первую очередь необходима его правильная транспортировка, иначе можно повредить его сложный механизм.
Распаковку нужно проводить максимально бережно, чтобы не повредить станок. Сначала снимается верхний щит ящика, после чего — боковые.
Необходимо следовать рекомендациям, которые указал производитель.
- Перевозка агрегата проводится в специальном ящике. Между станиной и тумбой прокладывают две трубы диаметром 5 см. Канат проходит через крайнее окно станины и подводится под трубы. При этом рекомендуется заднюю бабку и каретку закрепить в крайне правом положении во избежание повреждений.
- Машина устанавливается на бетонную подушку высотой 15 см и укрепляется опорой под подмоторным кронштейном.
- От устойчивости установки зависит точность ее работы
- Перед первым запуском открытые детали протираются обезжиривающей жидкости для удаления антикоррозийного покрытия;
- Необходимо провести тщательную заливку масла согласно схеме;
- Залить, при необходимости, охлаждающую жидкость в соответствующий бачок.
- К работе допускаются только специалисты, изучившие технический паспорт и инструкцию к станку.
- Рукоятки должны находиться в фиксированном положении.
Правила эксплуатации и ухода
При работе с этим устройством, как и с какой-либо другой машиной, работающей с высокими скоростями вращения предметов, необходимо придерживаться основных правил техники безопасности.
- При наладке или очистке аппарата рукоятка включения должна находиться в нейтральном положении.
- Скорости запрещено переключать на полном ходу.
- Нужно использовать защитный экран.
- Во время работы задняя бабка должна быть надежно закреплена соответствующей рукояткой и надежно затянута болтом.
- Необходимо проверять, надежно ли затянуты гайки.
- Без кожуха окружения шестерен гитары работа запрещена.
- Перед тем, как открыть тумбу с электроприборами агрегат необходимо отключить из сети.
- При работе все дверцы должны быть плотно закрыты, а станок надежно заземлен.
- Протирание открытых деталей конструкции.
- Внимательно следить за уровнем масла и других необходимых жидкостей.
- Регулярно проводить профилактику.
Паспорт
- Тип станка — токарно-винторезный
- Серия 1А616.
- Завод-изготовитель — Средневолжский станкозавод.
- Класс точности — Н.
- Вес — примерно 1500 кг.
- Габариты — 2135/1225/1220(длинна/высота/ширина).
Полную версию паспорта можно бесплатно скачать по ссылке — Паспорт станка 1А616
Современные аналоги
Так как прогресс не останавливается, полностью аналогичных станков сегодня не выпускают. У вас есть возможность приобрести новейшее оборудование, улучшенное и модифицированное под современные нужды производства.
Например, ТМ «Тайфун», ТМ«Optimum», ТМ «SAMAT», предлагает широкий ассортимент современных токарно-винторезных станков.
Токарно винторезный станок по металлу 1а616
Конструкцию токарно-винторезного станка 1А616 разработали еще 70 лет назад.
Первая его модель была выпущена в Самаре на Средневолжском станкостроительном заводе, основанного в 70-х годах позапрошлого столетия. Но и по сей день металлообрабатывающий станок 1А616 широко используют на территории постсоветского пространства.
Такую любовь и популярность он заслужил за то, что на нем можно производить выточку заготовок широкой номенклатуры и довольно небольших размеров.
Описание станка
Маркировка 1А616 — это непросто набор букв и чисел. Оно имеет точное обозначение, а именно:
- 1 — номер группы токарных станков, согласно классификации ЭНИМС (экспериментального научного исследовательского института металлорежущих станков);
- А — первое поколение станка;
- 6 — подгруппа станков. По классификации ЭНИМС 6 — токарно-винторезные станки;
- 16 — обозначение говорит о расстоянии центров от станины, в нашем случае 16 — 165 мм.
Такой станок можно встретить не только в крупных цехах, выпускающих серийную продукцию, но и на индивидуальных производствах. С помощью универсальных станков 1А616 выполняют множество различных операций:
- огранка как внешних, так и внутренних конический и цилиндрических поверхностей различной сложности и конфигурации;
- точение торцов заготовок;
- сверление;
- развертывание и зенкерование различных отверстий;
- рифление поверхностей сетчатой матрицей;
- нанесение различных видов резьбы резцом, метчиком и плашкой;
- обработка фасонных конических изделий.
Подвергать обработке на таком токарно-винторезном станке можно заготовки, произведенные из различных материалов. Любые операции допускается осуществлять, как насадками из твердых сплавов, так и приспособлениями из металлов инструментальных быстрорежущих.
Паспорт токарный станок 1а616
Согласно данным в паспорте, прилагаемом к токарному станку этой модификации, он имеет следующие общие технические характеристики.
Благодаря подобной конструкции, суппорт металлообрабатывающего оборудования может перемещаться по следующим направлениям:
- поперек по винтовой передаче. В движение механизм можно привести только вручную. При этом величина преодолеваемого расстояния не превышает 195 мм;
- передвижение суппорта вдоль обеспечивается как винтовой, так и валиковой передачей. Максимальное расстояние, на которое может перемещаться суппорт в этом направлении составляет не больше 670 мм.
Паспорт суппорта 1а616
Конструктив металлообрабатывающего станка делает возможным осуществление своевременной и быстрой замены зубчатых передач на специализированные конструктивные элементы. Эта незаменимая функция позволяет нарезать резьбу очень высокой точности и с маленьким шагом.
При выполнении резьбы высокой точности возможно включение ходового винта агрегата напрямую, а коробки передач в обход. Такое действие также предусмотрено конструктивными и техническими данными самого токарного оборудования.
В случае нанесения обычной резьбы метрического, дюймового или модульного типа проделывать вышеописанную операцию замены конструктивных рабочих элементов не требуется.
Инструкция по эксплуатации
16а16 станок токарно-винторезный:схема
Насколько точно будет работать станок зависит от того правильно ли произвели его установку. Агрегат должен основательно закрепляться специальными болтами к фундаменту или бетонной подушке высотой не менее 150 мм. При этом проверка станка должна происходить по ГОСТу 42 — 56.
Первый пуск токарного станка в работу не менее важен, чем процесс его установки и правки. Пуск также считается первоначальным, если оборудование продолжительное время простаивало и не обслуживалось. Во избежание поломок, отнеситесь к первоначальному запуску с особой тщательностью и ответственностью. Процесс подготовки первоначально пуска представляет собой последовательный процесс.
Этап 1. Тщательно отчистите коррозионный налет, если таковой имеется на открытии и других незащищенных узлах.
Этап 2. Необходимо проверить наличие масла и при необходимости добавить его.
Этап 3. Если планируется производство токарных работ с охлаждением, то в специальный бак необходимо добавить специальную охлаждающую жидкость.
Этап 4. Проверьте целостность электрических проводов и надежность их соединения.
Этап 5. После успешного прохождения вышеперечисленных шагов можно включать станок и производить токарные работы.
Общий процесс работы станка 1А616 можно разграничить на следующие ключевые моменты.
Этап 1. Заготовку необходимо надежно зафиксировать между центрами патрона или в нем самом.
Этап 2. Выбранные модификации резцов также тщательно закрепляются в специальном фиксаторе, расположенном на суппорте оборудования. В держателе одновременно должно быть установлено не больше четырех приспособлений для нанесения резьбы.
Этап 3. Инструменты необходимые для нарезки внутренней резьбы, сверления и расточки закрепляются в пиноле задней бабки.
Этап 4. Теперь важно правильно настроить необходимую частоту вращения шпинделя. Его коррекция производится специальными переключателями, размещающимися на коробке передач.
Этап 5. Ходовой элемент приходит в работу нажатием на пусковую кнопку, находящейся на коробке передач.
Этап 6. Для получения различных шагов резьбы производится соответствующая корректировка на рукоятках коробки передач и путем замены шестерней.
Этап 7. При включении узла, отвечающего за увеличение резьбового шага нужно резко повернуть вправо рычаг реверса подачи.
Этап 8. Рукоять передней бабки должна быть установлена в таком положении, которое будет соответствовать отметке «Нормальный».
Электрооборудование
Сам станок имеет два трехфазных двигателя, работающих при постоянном электропитании:
- главный привод оснащен двигателем мощностью 4 кВт;
- электронасос, направляющий жидкость для охлаждения к нарезающим элементам. Он имеет мощность 0,12 кВт.
Станки, предназначавшиеся для работы на промышленных предприятиях, выпускались только функционирующие при рабочем напряжении 380 В. По особому заказу собиралось токарное оборудование, которое работало только при повышенном напряжении в 500 В. Найти сегодня подобный экземпляр довольно сложно.
Небольшими партиями производились станки со способностью работать от обычного потребительского напряжения, а именно 220 В.
Конструктив станка подобной модели не предусматривает наличие двигателя, обеспечивающего быстрый ход рабочего процесса оборудования. Плавное, но при этом быстрое торможение работы шпинделя обеспечивается тем, что в работе применяется постоянный ток. Что примечательно, при остановке работы сам электродвигатель не нагревается.
На картинке представлена электрическая схема станка.
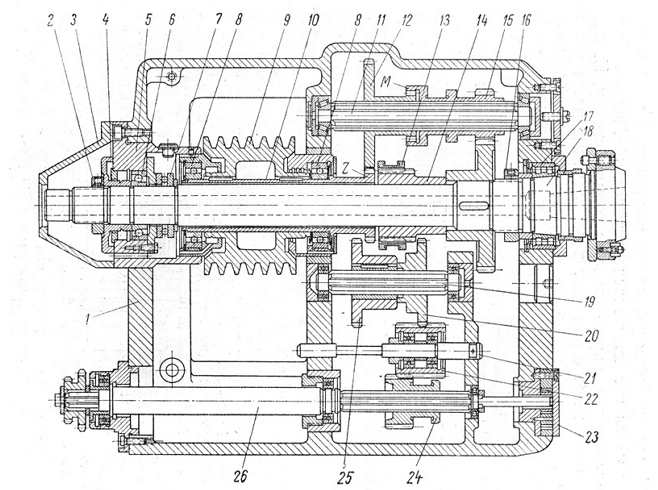
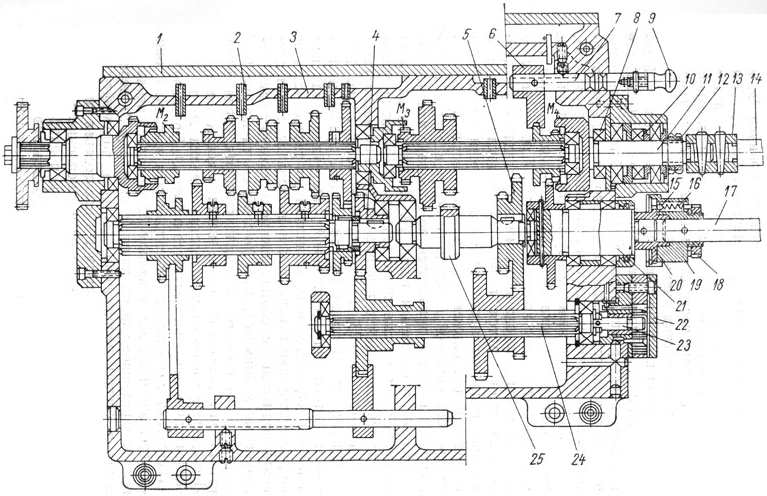
Конструкция коробки передач

На станке 1А616 применена трехвальная 12-ступенчатая коробка скоростей
Коробка передач подобной модели станка, состоит из:
- трех валов в тандеме с тремя подшипниками;
- трех одиночных шестерен, которые составляют две подвижные шестерни.
Эти составляющие детали передают вращательные движения с различными параметрами шпинделю, через вал и зубчатые передачи. Но если требуется задать большую частоту вращения шпинделю, то он с помощью кулачковой муфты подключается непосредственно к валу.
Управление подобной моделью токарного оборудования требует совершения определенной последовательности механических операций, производимых только вручную.
Этап 1. Держатель резцов поворачивается и устанавливается в необходимое положение только вручную.
Этап 2. Изменение положения задней бабки.
Этап 3. Корректировка суппорта при установке и принятии необходимого положения.
Регулировка и ремонт шпинделя
В процессе работы довольно часто возникают неполадки, связанные с выходом из строя шпинделя. Но все проблемы решаемы и не так уж сложны.
Регулировка зазоров подшипников
Корректировка радиального зазора происходит в несколько шагов.
Этап 1. Подтяните гайкой внутреннее кольцо.
Этап 2. Закрепите положение стопором.
Этап 3. Чтобы удостовериться в правильной настройке воспользуйтесь специальным индикатором. Если вы сделали все правильно, то отклонение стрелки на нем не будет превышать 0,01 мм. При этом сам шпиндель должен свободно прокручиваться.
Процесс настройки осевого зазора шпинделя также несложен и разбит на несколько ключевых моментов.
Этап 1. Необходимо обязательно снять защитный колпак.
Этап 2. На передний центр нужно производить давление пинолью до того момента, пока гайка не будет касаться втулки. При этом затягивать гайку крайне не рекомендуется.
Регулировка и замена ремней коробки скоростей на шпинделе
Для корректировки ремней коробки передач необходимо:
- отвинтить крепежные винты;
- гайками отрегулировать ремни;
- после получения желаемого результата винты закрепить на место.
Процесс замены ремней на шпинделе не представляет сложности.
Этап 1. Убирают защитный колпак, фланец, гайку, винты и трубки, доставляющие масло.
Этап 2. В имеющиеся винтовые отверстия закрепляют винты М12, так чтобы из передней бабки вышла букса.
Этап 3. В получившееся отверстие вставляют ремни на шов.
Этап 4. После на место устанавливается букса и все остальные запчасти.
Видео
Чтобы более детально представить работу токарного станка 1А616 ознакомьтесь с приложенным видеоматериалом.
Правильно покупаем б/у токарный станок
Модели таких металлообрабатывающих станков давно перестали выпускаться. Сейчас в производство запущено оборудование, управление которого полностью автоматизировано. Но купить такие агрегаты даже при сильном желании многим не представляется возможности, так как цена на них просто заоблачная.
А вот купить б/у токарный станок 1А616 через Авито или другой специализированный сайт — осуществимая реальность.
Вопрос состоит в другом — как правильно выбрать работоспособное оборудование и при этом не переплатить?
В области купли-продажи металлообрабатывающих станков существует два источника сбыта:
- частные владельцы, хранящие станок чаще в разобранном или неподключенном виде у себя в гараже;
- фирмы, специализирующиеся на продаже, настройке и ремонте подобного оборудования.
Рассмотрим все достоинства и недостатки этих вариантов приобретения оборудования.
Станок, предположительно рабочий, купленный у местного «умельца» подлежит самостоятельной транспортировке, сборке и настройке.
Что при неверном проведении грозит фатальным исходом. Но и это еще не все. Кто знает, в каких условиях содержался станок, проводилось ли плановое ТО и своевременный ремонт? Если да, то такой станок несомненно стоит приобрести, ну а если нет, то срок службы вашей покупки навряд ли будет продолжительным.
Тут как в лотерее. Что касается цены, то договориться с «мелким дилером» проще, да и изначально стоимость будет ниже, чем у фирм, занимающихся подобными станками профессионально.
Кстати о них. На таких предприятиях, даже небольших, работают профессионалы своего дела, которые не только грамотно ухаживают за оборудованием, но и помогут установить и настроить приобретенный агрегат.
Цены на подобное оборудование будет примерно на 20% выше чем у простого продавца, но они в любом случае вполовину меньше стоимости новой токарной установки.
Если повезет, то можно найти специалистов, модернизирующих металлообрабатывающее оборудование. Плюсов таких агрегатов масса:
- большая работоспособность, чем у простого рабочего станка для токарных работ б/у;
- даются небольшие гарантии качества;
- улучшаются технические характеристики. Но не больше тех показателей, которым они соответствовали при выпуске с конвейера завода — изготовителя;
- увеличивается срок службы агрегата.
В среднем токарный станок модели 1А616 возможно купить в рабочем состоянии за 30 000 без затрат на грузоперевозки. Если имеются какие-либо поломки, то цена снижается вдвое.
Отзывы о станке
Эта модель станка отличается доступным принципом управления. После нескольких проведенных операций становится вполне понятно, как работает агрегат и как им эффективно управлять. Хотя у новичков в этой области без инструкции и опыта наставника могут возникнуть небольшие затруднения.
Есть сложности с подбором комплектующих в связи с приобретением станка в разобранном состоянии или с поломкой. Но подобную проблему решают покупкой на разборах недостающих деталей, хотя и найти их не так просто.
Пользователи также отмечают и отрицательные моменты в процессе использования подобного станка. Первое и самое важное — возраст оборудования. Некоторым моделям около 50 лет. В связи с этим возникают поломки и разлады в системе управления. Опытные токари выделяют, что если за станком регулярно и добросовестно ухаживали, то и по сей день он работает без перебоев и не создает больших проблем при наладке и ремонте.
Токарно-винторезный станок 1А616: характеристики, устройство, паспорт
Токарный станок 1А616 имеет давнюю историю: выпускать его начали еще в середине 50-х годов прошлого века. Выпуском данного станка, который многие специалисты узнают даже по фото, занимался Средневолжский станкостроительный завод. Эту модель и сегодня можно встретить на многих производственных предприятиях

Токарно-винторезный станок 1А616
Характеристики станка
Токарно-винторезный станок 1А616, конструкцию которого разработали более 60-ти лет назад, преимущественно используется для обработки заготовок, отличающихся небольшими габаритными размерами. Среди технических характеристик станка можно выделить следующие:
- максимальная длина выполняемого обтачивания — 660 мм;
- максимальная длина обрабатываемой заготовки — 710 мм;
- максимальный диаметр заготовки, располагаемой над суппортом — 180 мм, размещенной над станиной — 320 мм;
- масса оборудования — 1500 кг;
- диаметр сквозного отверстия, выполненного в шпинделе — 35 мм;
- резьбовой конец шпинделя выполнен в соответствии с ГОСТ 12593-72 и относится к типу 6К;
- прямое, а также обратное вращение шпинделя может осуществляться в интервале 9–1800 об/мин, регулировка данного параметра может выполняться по 21 ступеням;
- габаритные размеры оборудования — 2135х1225х1220 мм.
Более подробно все технические характеристики токарного станка 1А616 представлены ниже в формате таблиц:
Общие характеристики и основные размеры Характеристики суппорта Характеристики резцовых салазок, шпинделя, задней бабки Характеристики электродвигателя, ремней, подшипников шпинделя, муфт
В поперечном направлении суппорт токарного станка перемещается по винту вручную, предельная величина такого перемещения составляет 195 мм. Продольное перемещение суппорта обеспечивается винтом или валиком, его максимальное значение может составлять 670 мм. Характеристики рабочих подач 1А616 при этом одинаковы и могут выбираться в пределах от 0,065 до 0,91 об/мин.
Технические свойства 1А616 позволяют выполнять оперативную замену зубчатых передач в его коробке подач на сменные прецизионные элементы, что дает возможность осуществлять с его помощью нарезание резьбы, отличающейся повышенной точностью. При этом если на данном токарном станке необходимо нарезать обычные типы дюймовой, модульной и метрической резьбы, то выполнять такую замену не требуется. При нарезании резьбы повышенной точности следует ходовой винт оборудования включать напрямую, в обход коробки подач. Конструкция 1А616 допускает такую возможность.
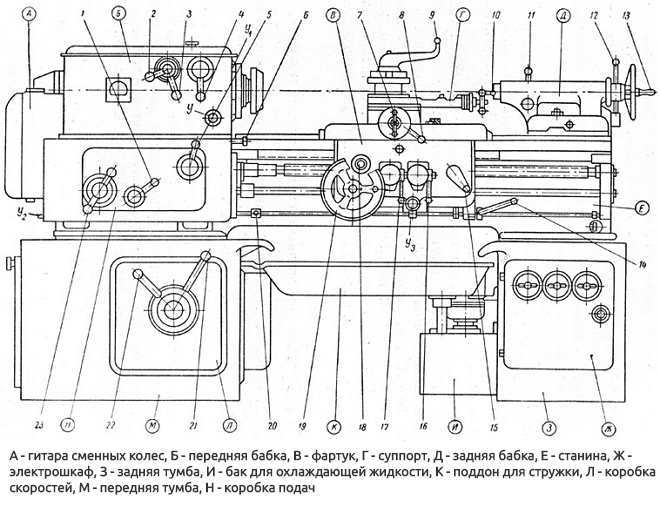
Основные узлы станка 1А616
Даже без использования сменных зубчатых колес на токарно-винторезном станке данной модели допустимо нарезать высокоточную резьбу со следующими характеристиками:
- питчевую — с шагом 2–128 питч;
- модульную, шаг которой находится в пределах 0,25–5,5 мм;
- дюймовую — с шагом 1–56 ниток на дюйм;
- метрическую — с шагом 0,5–24 мм.
Обрабатываемые детали можно фиксировать в обычном патроне токарного станка или использовать для этого пневматические и гидравлические зажимные устройства.
Конструкция и принцип работы
В конструкции 1А616 можно выделить следующие основные узлы:
- тумбы — передняя и задняя;
- задняя бабка;
- передняя бабка, где находится несколько механизмов: реверсивное устройство, звено, отвечающее за повышение шага, переборный механизм;
- блок, состоящий из сменных колес;
- шкаф, в котором размещена электрическая система;
- фартук, в котором находится механизм подач;
- несущая станина;
- коробка подач;
- система, отвечающая за охлаждение режущего инструмента;
- коробка переключения скоростей;
- поддон, где собирается стружка и отработанная охлаждающая жидкость.
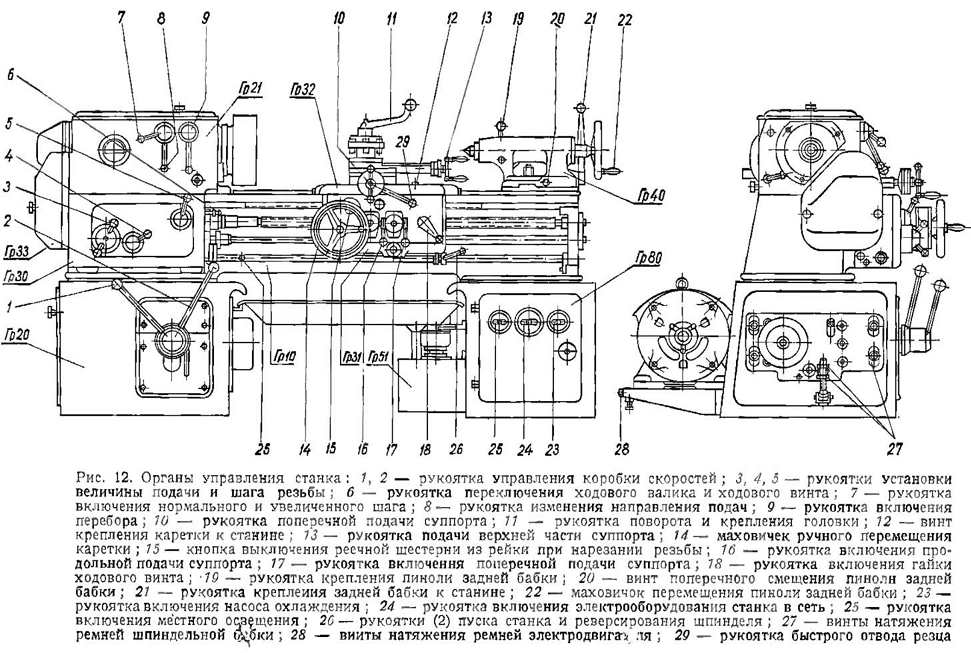
Органы управления станка 1А616 (нажмите, чтобы увеличить)
Принцип работы данной модели токарного станка можно представить в виде следующей схемы.
- Заготовку, которую необходимо обработать, фиксируют в патроне станка или между его центрами.
- Резцы закрепляются в резцедержателе, размещенном на суппорте агрегата. Одновременно в таком резцедержателе можно закрепить до 4 резцов.
- Если в заготовке необходимо выполнить сверление, расточку отверстий или нарезание внутренней резьбы, то соответствующий инструмент закрепляют в пиноли задней бабки.
- Обработка на 1А616, как и на токарно-винторезных станках других моделей, обеспечивается за счет комбинирования двух движений: поступательного перемещения режущего инструмента и вращения детали. Благодаря сочетанию таких движений на станке можно выполнять обработку деталей цилиндрической, конической и фасонной конфигурации, винтовых поверхностей, торцов заготовки.
Передача вращения на шпиндель устройства и, соответственно, на обрабатываемую заготовку осуществляется при помощи ременного шкива, установленного между его опорами. Можно менять приводной клиновой ремень, если в этом возникла необходимость, не снимая шпиндель, что обеспечивает специальное устройство его задней опоры. В конструкции токарного станка этой модели реализован принцип раздельной передачи движения на его суппорт, который может перемещаться за счет ходового винта или ходового валика. В обмотку двигателя оборудования подключен статор постоянного тока, что позволяет обеспечить эффективное торможение привода агрегата.
Передняя бабка 1А616
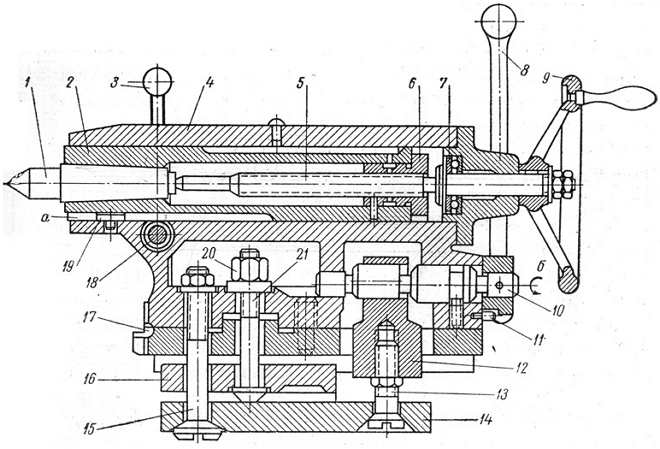
Задняя бабка 1А616
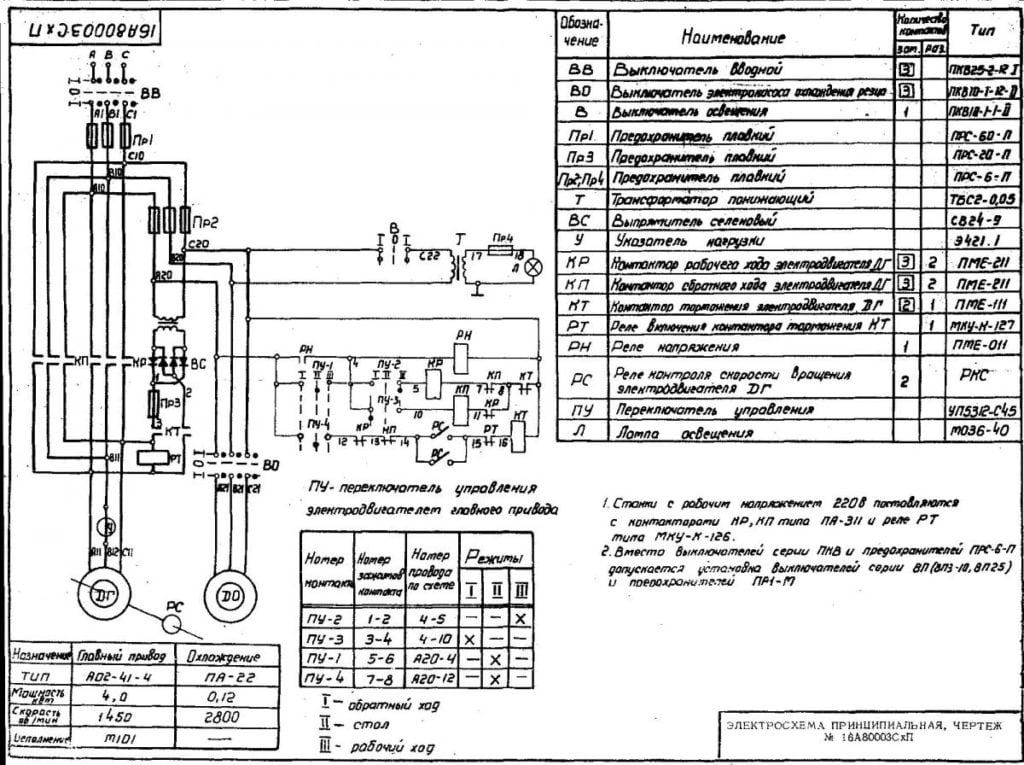
Электросхема токарного станка данной модели включает в себя следующие элементы:
- три предохранителя плавкого типа;
- выключатель, устанавливаемый на вводе;
- лампу для освещения рабочей зоны;
- реле напряжения;
- выключатель для лампы освещения;
- контакторы, управляющие остановкой двигателя, включением его рабочего и обратного хода;
- выключатель, обеспечивающий поступление напряжения на насос, подающий охлаждающую жидкость;
- реле, отвечающее за контроль скорости вращения двигателя;
- реле, отвечающее за управление контактором остановки двигателя;
- понижающий трансформатор;
- переключатель управления станком;
- указатель уровня нагрузки;
- выпрямитель селенового типа.
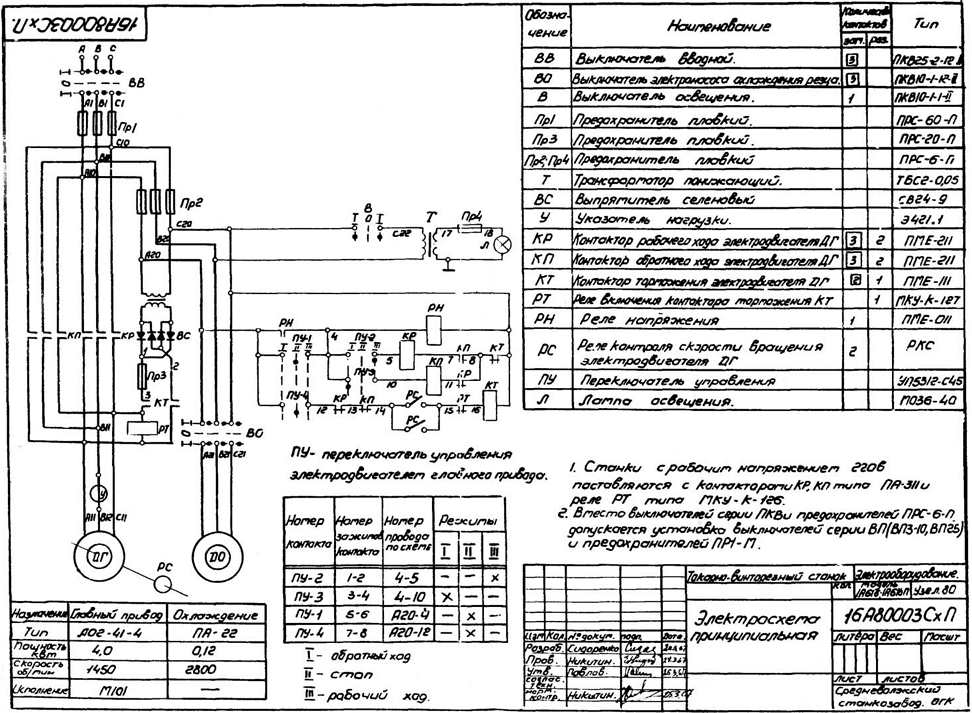
Электрическая принципиальная схема станка 1А616 (нажмите, чтобы увеличить)
На станке установлено два электродвигателя, каждый из которых решает свою задачу:
- трехфазный электродвигатель ПА22 мощностью 0,12 кВт, со скоростью вращения 2800 об/мин, работающий от напряжения 220/380 В, — приводит в действие насос, подающий охлаждающую жидкость в зону резания;
- трехфазный электродвигатель А02-41-4 мощностью 4 кВт, со скоростью вращения 1430 об/мин, работающий от напряжения 220/380 В, — используется в качестве главного привода станка.
Для оснащения промышленных предприятий используются токарные станки, работающие от напряжения 380 В, а для эксплуатации в домашней мастерской оптимальными являются модели, работающие от электрической сети с напряжением 220 В. Кроме того, по специальному заказу могут выпускаться модификации токарного станка, работающего от электрической сети с напряжением 500 В.
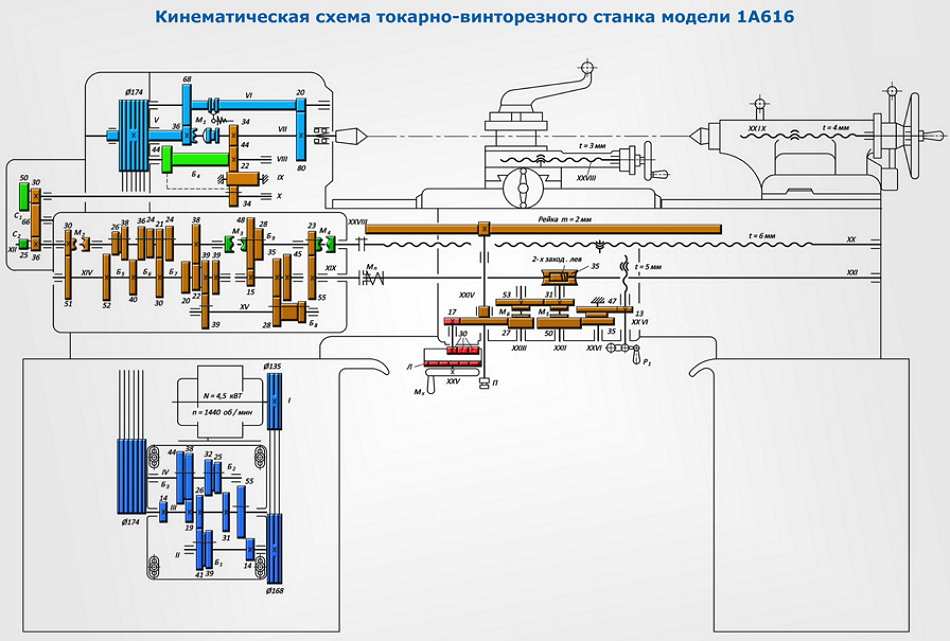
Кинематическая схема станка 1А616 (нажмите, чтобы увеличить)
Питание на лампу освещения, которая работает от напряжения 36В, поступает от понижающего трансформатора, присутствующего в электросхеме станка. Особенностью данного токарного станка является то, что в его конструкции нет двигателя, отвечающего за быстрый ход его суппорта. Быстрая и одновременно плавная остановка двигателя, при которой он не нагревается, обеспечивается за счет использования постоянного тока.
Обеспечение движения подачи и резания
Движение подачи, которое совершает суппорт токарного станка, сообщается ему от шпиндельного узла. Фактически коробка подач станка данной модели может обеспечить 48 скоростей, но по причине того, что некоторые из этих скоростей совпадают, в паспорте устройства их указано всего 22. Для того чтобы сообщить суппорту продольное перемещение, необходимо задействовать зубчатую муфту, а за поперечную подачу данного узла отвечает ходовой винт агрегата.
Коробка подач 1А616 (нажмите, чтобы увеличить)
В том случае, если на обрабатываемой детали необходимо нарезать резьбу, шаг которой не превышает 6 мм, суппорт связывается со шпинделем станка напрямую. Если необходимо нарезать резьбу с большим шагом, то для связи суппорта и шпинделя включается перебор, и используется промежуточное звено увеличения шага.
Главным движением в данном токарном станке, как и в устройствах других моделей, является движение резания, которое совершают шпиндель и закрепленная в нем заготовка из металла. От этого движения, как уже говорилось выше, приводится в действие и суппорт станка, который может перемещаться в продольном и поперечном направлениях. Основными элементами привода, отвечающего за движение резания, выступают:
- две клиноременные передачи;
- 12-ступенчатая коробка скоростей.
Коробка скоростей 1А616
Коробка скоростей токарного станка состоит из трех валов, установленных в узлы с подшипниками, трех подвижных блоков, каждый из которых состоит из двух шестерен, одиночной подвижной шестерни. За счет введения в зацепление шестерен с разными параметрами шпинделю станка сообщаются различные скорости вращения. Вращение от коробки скоростей передается полому валу, а далее, через ряд зубчатых передач — шпинделю станка. В том случае, если шпинделю необходимо придать большие скорости вращения, он напрямую соединяется с полым валом, для чего задействуется специальная кулачковая муфта.
Для управления токарным станком, которое, по отзывам даже начинающих специалистов, не представляет большой сложности, необходимо совершать и ряд ручных операций. К ним относятся:
- поворот резцедержателя и его установка в требуемое положение;
- передвижение задней бабки, в которой размещается пиноль станка;
- установка суппорта в требуемое положение.
Фартук 1А616 (нажмите, чтобы увеличить)
Паспорт 1А616 и руководство по электрооборудованию
Технические возможности станка данной модели позволяют использовать его как при производстве изделий крупными сериями, так и при изготовлении единичных деталей. Оснащаться такой токарно-винторезный станок может инструментом, изготовленным из быстрорежущих сталей, а также резцами с твердосплавными пластинами. На станке, оснащенном подобным инструментом, можно не только выполнять различные операции по токарной обработке, но и нарезать резьбу: метрическую, питчевую, дюймовую.
Станок токарно-винторезный 1А616
В середине прошлого века отмечается всплеск разработок моделей металлорежущего оборудования отечественного производства. Эта тенденция направлена на импорт замещение данной категории продукции. Дефицит составляла категория токарных станков. На это сделали упор конструкторские бюро, и появился токарно винторезный станок 1А616.

Классификация оборудования
Для облегчения ориентации в большом количестве агрегатов разного предназначения разработана десятичная система. Она позволяет по аббревиатуре названия определять выполняемые устройством операции. Если оборудование стандартное расшифровать название не составит труда.
Выполняемые операций и использующиеся режущие инструменты, определяют девять групп станков. Первая цифра в названии определяет группу, в нашем случае (1) говорит о принадлежности к токарной. Вторая цифра говорит о типе механизма, если (6), то токарные и лобовые. Последние цифры, указывает технические характеристики, высоту центров в см, (а) говорит о том, что в станке улучшены параметры, по сравнению с первым выпуском. У токарно винторезного станка 1А616 технические характеристики претерпели изменения на основании эксплуатационных данных.
Агрегаты данной группы делятся:
- легкие, используются в приборостроении и инструментальном производстве;
- средние, основа группы, использование приспособлений, автоматизация процессов;
- тяжелые, обработка крупногабаритных деталей.
Среди них выделяются:
- универсальные, способные выполнять большое количество процессов;
- специализированные, предназначены для узкого круга операций.
Все узлы выше рассмотренных механизмов имеют одинаковое назначение и название. Их устройство можно понять, изучив паспорт изделия. В нем вы получите обзор необходимой информации.
Не изучив инструкции и руководства, которые прилагаются к оборудованию, токарь не допускается к работе.
Описание 1А616
Токарный станок 1А616 1952 г технический паспорт, которого мог порадовать любого производственника. На тот момент технические характеристики винторезного механизма были одними из лучших. Производителем модели на тот момент являлся Станкостроительный завод в городе Самаре. Несмотря на то, что эта модель выпускается на протяжении нескольких десятилетий, токарный станок 1А616 пользуется популярностью.
Проводимые на нем операции по металлу отличаются высокой точностью. В механизме происходит движение резания, деталь, подвергаемая обработке, вращается со шпинделем. Суппорт перемещается с резцом, который определяет движение подач, а его движение с резьбовым резцом образуют винтовую поверхность. Кроме того осуществляются движения, выполняемые вручную. Это поворот резцедержателя, перемещение пиноли, корпуса, суппорта.
Возможны два варианта расположения детали, которая обрабатывается:
Резцедержатель, по своей конструкции, позволяет устанавливать четыре инструмента. Режущие инструменты, обрабатывающие отверстия, располагаются в пиноли. Допускается обработка поверхностей, имеющих разную форму. Это происходит благодаря движению вращения детали, и перемещению резца. Полное представление об операциях, которые выполняет токарный станок 1А616, дает инструкция по эксплуатации.
Токарный станок 1А616 Внешний вид станка 1А616
Назначение и применение
Разработан агрегат шестьдесят лет назад, и изначально предназначался для обработки небольших деталей. Этот момент определяет отверстие в шпинделе, и необходимая длина обработки, ограниченная расположением задней бабки. К основным параметрам относятся нижеприведенные моменты:
- Станок модели 1А616 имеет показатель длины протачивания 660 мм. Ходовой винт передвигает режущий инструмент без перебазирования заготовки для прохода по указанной длине. Рассматриваемое устройство разрешает устанавливать заготовки, длина которых 710 мм, и обтачивать их.
- Диаметр заготовки может составлять 180 мм, вылет над станиной 320 мм.
- В паспорте указан вес агрегата 1500 кг.
- Вращения шпинделя допускается в диапазоне начиная от 9 об/мин, и заканчивая 1 800. Скорость резания устанавливаться в зависимости от разработанного проекта.
- Устройство токарного станка 1А616 включает коробку скоростей, способную осуществлять регулировку вращения шпинделя по 21 передаче. Коробка скоростей механизма собрана из зубчатых колес. Гитара сменных шестерен, позволяет делать переналадку оборудования. Зубчатые колеса изготавливают из высококачественных металлов, способных противостоять большим нагрузкам. Регулировку скорости происходит посредством рычагов, все они расположены с правой стороны. Работоспособность обеспечивается надежной системой смазки.
За длительный срок выпуска технический потенциал токарного станка не изменился, конструкция имеет всю туже кинематическую схему и электрическую схему, хотя недочеты постоянно учитывались.
Нарезание резьбы
Это основная операция выполняемая данным механизмом. Кинематическая схема коробки скоростей определяет возможность проведения работы по смене зубчатых колес. Это делается в случае резьбы с повышенной точностью. На место зубчатой передачи вставляют прецизионные элементы, они поставляются в дополнительном комплекте. Нарезая резьбу повышенной точности, используют ходовой винт, при этом агрегат работает с отключенной коробкой.
Инструкция по эксплуатации предусматривает нарезание резьбы без переналадки кинематики:
- Дюймовую.
- Модульную.
- Питчевую.
- Метрическую.
Назначение токарно винторезного станка 1А616 стандартное: обработка тел вращения с центральным расположением оси, с возможностью фиксации длинных заготовок при помощи бабки и последующее выполнение нарезания резьбы. Описание к станку указывает на то, что он похож на модели из токарной группы.
Конструктивные особенности
У токарного станка 1А616 имеется раздельный привод движения резания. Кроме того, шкив привода расположен между опорами, и благодаря их конструкции, можно менять ремни, не разбирая шпиндель.
Чтобы выполнять торможение привода, к статорной обмотке подводится ток постоянного напряжения.
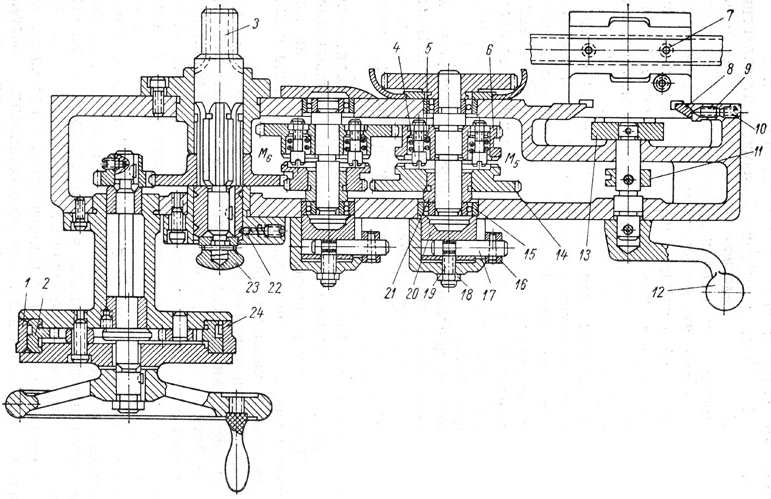
Ниже приводится схема станка:

Схема станка 1А616
Делая обзор токарно винторезного станка 1А616, отметим следующие части:
- Опоры, представляющие собой тумбы заднюю (З) и переднюю (М).
- Задний конец длинной заготовки фиксирует бабка задняя (Д), которая снижает вибрации и повышает точность обработки. Установить в ней можно различные центра, которые должны соответствовать принятым стандартам.
- Передняя бабка 1А616(Б) представлена несколькими узлами: кинематический механизм, переборный, звено, которое отвечает за изменение шага. Отсек передней бабки имеет отделение, при открытии которого можно провести ремонт, изменить кинематический механизм и провести другие работы. Для перенастройки кинематического механизма, расположенного в передней бабке, изучается чертеж. Схемы, подробные чертежи и характеристики кинематического устройства указаны в паспорте.
- Несущая станина (Е) агрегата, которая объединяет переднюю бабку и задний механизм крепления заготовки. Она поглощает вибрацию, исходящую от коробок скоростей и суппорта.
- Электрический шкаф (Ж). Электрическая схема сложная, изучить ее можно по технической документации.
- Резцедержатель фиксирует резец, и устанавливается на суппорте (Г). Продольный или поперечный, внутренний механический прямой проход требует прочного крепления режущего инструмента. Обрабатываются цилиндрические и конические поверхности.
- Фартук (В) – устройство с подающим механизмом режущего инструмента агрегата.
- Электросхема дает возможность установки нескольких электрических двигателей.
- Коробка скоростей токарного станка 1А616 (Л). Рассматривая характеристики современных коробок скоростей отметим, что они работают намного тише и без толчков. При производстве современных коробок используется износостойкий металл.
- Коробка (Н) подач также представлена сложным механизмом, от надежности работы которого зависит качество обработки. От точности, с которой работает коробка, зависит и качество точения.
- Система смазки и жидкости охлаждения (И). Эксплуатация токарного станка по металлу 1А616 предусматривает возникновение трения в различных механизмах, что становится причиной износа. Система смазки увеличивает срок эксплуатации коробок скоростей. Кинематический чертеж определяет наличие большого количества подшипников, работа которых без смазки не возможна. Охлаждающая жидкость позволяет проводить обработку с более высокими показателями. Смазка в системе представлена специальным маслом, которое не может попадать в зону резания.
- Все части механизма объединены поддоном (К), на нем собирается стружка с обрабатываемой детали и жидкость охлаждающая резец.
Система смазки токарного станка 1А616 должна постоянно контролироваться обслуживающим персоналом. Отсутствие в системе необходимого количества масла приведет к поломке механизма.
Руководство по эксплуатации дает полное представление об устройстве системы смазки, и как ее правильно проводить.
Большую роль в надежности и работоспособности агрегата играет коробка скоростей. Удачная инженерная разработка отдельного узла позволила механизму в целом длительное время занимать ведущие позиции.
В ней использовалась трехвальная схема, позволяющая делать 12 переключений. Промежуточный и приводной валы изготовлены цельными с шестернями. Управление переключением передач выполняется ручками, вынесенными на панель управления. Смазка коробки происходит при запуске двигателя. Шестерни вращаются, и разбрызгивают масло по всей внутренней поверхности коробки.

Коробка скоростей станка 1А616
Электрическая схема токарного станка 1А616 дает возможность функционирования всех цепей с напряжением 380 В, однако при домашнем использовании оборудование сможет работать с 220 В. Специализированный заказ оговаривал выпуск агрегатов, работающих с 500 В.
На станке устанавливают два трехфазных двигателя. Один из них, мощностью 4 кВт, используется для работы главного привода, а второй подает охлаждающую жидкость. С помощью специального устройства запитывается 36 вольтовая лампа, используемая для освещения рабочего места.

Электрическая схема станка 1А616
Всю выше перечисленную информацию содержит руководство по эксплуатации токарного станка 1А616. Также отметим размещение основной информации о токарном станке модели 1А616 на его передней части.
Хотя модель давно не выпускается, качественная сборка и удачная компоновка, позволяет использовать ее в настоящее время. Однако при покупке б/у станка нужно обращать внимание на его состояние, потому что приобретение запчастей проблематично.
Читайте также: