Токарный станок по металлу иж 1и611п
Обновлено: 16.05.2024
Токарный станок ИЖ 1И611П: предназначение, сфера применения. Конструктивные особенности оборудования и технические характеристики. Правила использования.
- Предназначение станка
- Эксплуатационные характеристики
- Устройство станка – основные узлы и механизмы
- Станина
- Передняя бабка
- Задняя бабка
- Шпиндель
- Суппорт и фартук
- Коробка подач
- Коробка скоростей
- Электрическая схема станка
- Особенности дополнительных деталей
- Как работать со станком
Токарный станок модели ИЖ 1И611П относится к классу оборудования высокой точности. С помощью устройства можно провести работы различного профиля, так как функционирует оно при помощи центра и патронов.
Предназначение станка
ИЖ 1И611П относится к профессиональному оборудованию. Хоть он был произведен в середине прошлого века до сих на многих предприятиях успешно пользуются этой техникой. С его помощью проводят работы по металлу:
- фрезерные;
- токарные;
- шлифовочные.
Выполняются действия не только в центрах, и на патронах. Последние могут быть цанговые или кулачковые — принципиальной разницы нет.

Также возможно шлифование внутри предметов при помощи инструмента, который укрепляется в патроне.
Винторезный станок справляется с изделиями различных форм. Его используют для работы с вариантами конусной формы, цилиндрической. Резьба нарезается модульная, метрическая или дюймовая — завит от требуемых характеристик. Особенности:
- жесткость головки резьбы определяется фиксаций по принципу отсутствия зазора;
- коробка передач удобна, так как не меняются шестерни для изготовления резьбы;
- охлаждающая жидкость увеличивает срок службы оборудования;
- есть профессиональная система отвода стружки;
- есть возможность выбрать в предыдущем ходе оборудования то, с какой скоростью шпиндель будет вращаться в следуем шаге — это упрощает работу специалиста;
- есть специальное устройство, защищающее от перегрев коробку передач;
- узел шпинделя не нуждается в плановой разборке и сборке;
- верньер, которые есть отнюдь не в каждой технике, позволяет суппорту перемещаться с высокой точностью;
- винт, при помощи которого происходит выполнение резьбы, автоматически периодически смазывается, что улучшает характеристики;
- удобство управления станком из-за особым образом установленной рукоятки управления.
Станок ИЖ можно устанавливать в удобном на производстве месте. В конструкции нет узлов, которые нужно дополнительно обслуживать в процессе использования, например, переставлять шпинделя для провидения резьбы или смазывать узлы при работе. Это дает возможность установить громоздкий прибор около стенки.

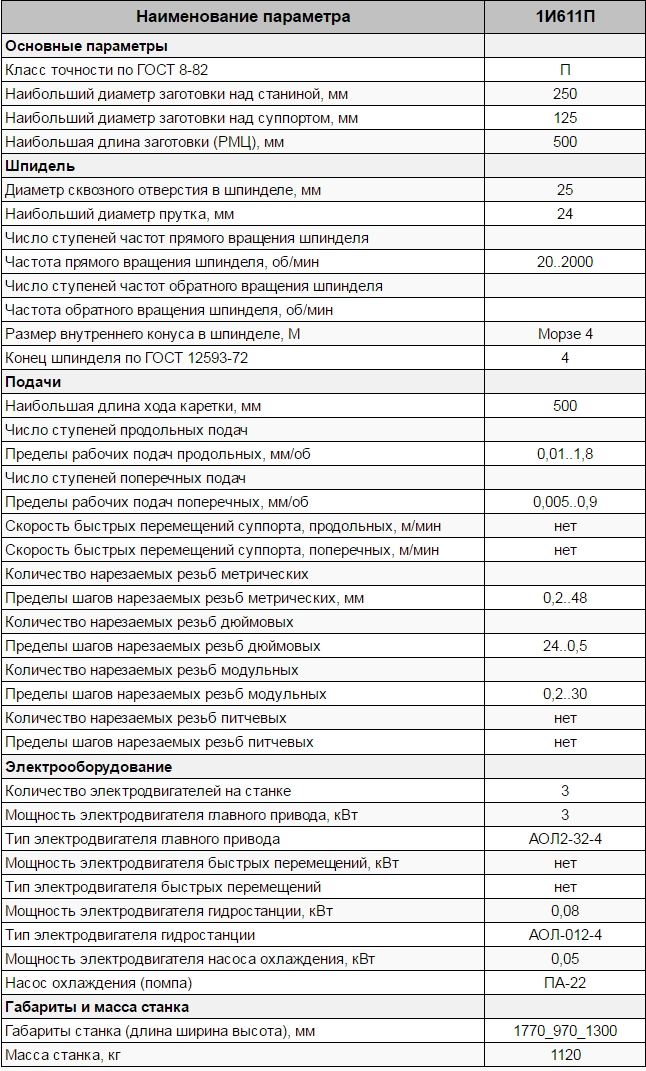
Эксплуатационные характеристики
В паспорте оборудования указываются все сферы применения и эксплуатационные характеристики устройства. В частности, допустимо использовать 1И611П для обработки деталей до 12,5 сантиметров под суппортом и до 25 сантиметров под станиной. Число вращений конститутивного узла устройство минимальное 10 и достигает 2 тысяч оборотов с минуту. Конус — категория Морзе 5, что следует учитывать при выборе изделий и способе обработки. Минимальная длина в паспорте не прописывается, но можно сказать, что она составляет 1-2 сантиметра. Максимально возможная длина агрегата — до полуметра. Основные характеристики устройства:
- диаметр шпинделя — 25 миллиметров;
- диаметр прутка — 24 миллиметра;
- конец шпинделя по государственному образцу — 4;
- максимальный ход — 50 сантиметров (этим объясняется максимально возможная длина обрабатываемого изделия);
- диапазон подача продольных от 0,01 до 1,8;
- диапазон подачи поперечных от 0,005 до 0,9;
- число электрических двигателей — три;
- мощность — 3 кВт;
- гидравлическая мощность — 0,08 кВт;
- мощность охлаждения — 0,05 кВт.
Масса рассматриваемой модели станка составляет 1120 килограмм. Он относится к используемым на производственных мощностях. Не требуется дополнительного оборудования для установки — все есть в комплексе. Габариты составляют 1770 на 970 на 1300 миллиметров.

Устройство станка – основные узлы и механизмы
Составные элементы станка обуславливают его высокие технические характеристики и расширенную сферу применения. Винторезная модель обладает рядом своих преимуществ из-за использования качественных и профессиональных деталей.
Станина
Станина в станке ИЖ неподвижная. Ее разборка не требуется, так как конструкция не предусматривает переключения режимов, проведение смазки во время работы. Станина противоударная, собрана из качественного, толстого и прочного металла. Она защищает от получения электрического удара сотрудника.
Передняя бабка
В центре передней бабки есть шкив на гильзе. Он заставляет вращаться узел, который соединяется с редуктором ремнями. В результате работы узла получится 12 скоростей вращения плюс столько же через перебор.
В передней бабке установлен механизм, который позволяют увеличивать шаг резьбы. Есть трензель, необходимый для передачи вращения на коробку передач. Передняя бабка с блокировочным механизмом.

Задняя бабка
Задняя бабка в модели станка относится в округленному типу. Пинол отвечает за плавность хода. Устройство обеспечивает характерный плавный переход и поддержание во время действия режущего инструментария.

Шпиндель
Размер входа равен 2,5 сантиметрам, в то время как прутка отличается в меньшей сторону на 1 мм. Частота вращения минимальная от 20, максимальная до 2 тысяч оборотов в минуту. По ГОСТу конец — 4, размер внутреннего конуса — 4 М.
Суппорт и фартук
Узел рассматриваемой модели станка, на котором сверху расположен суппорт, имеет относительно небольшие размеры в сравнении в другими видами оборудования. Внутри есть механизм, отвечающий за трансформацию вращательного движения ходового вала и ходового винта.

Коробка подач
Длина хода каретки — 50 сантиметров. Предел продольной подачи — до 1,8, поперечной — до 0,9. Отличительной особенностью является отсутствие скорости быстрых перемещений суппорта (обеих). Отметим, что пределы производимых резьб (в миллиметрах):
- метрических — 0,2 — 48;
- дюймовых — 24 — 0,5;
- модульных — 0,2 — 30.

Коробка скоростей
Редуктор из четырех осей с шестернями. При помощи фланцев он соединяется с двигателем. Натяжение ремней регулируется тумбами.
Электрическая схема станка
За подачу энергии отвечают три двигателя. Они функционируют от сети трех фаз. Обязательно наличие характерного выключателя.
- ВО — локальное освещение;
- КТ — притормаживание электродвигателя.

Особенности дополнительных деталей
На левом торце есть деталь гитара. Менять шестерни не нужно. Достаточно изначально установить сменные, которые работают без использования КП.
Есть электродвигатели гидростанции с мощностью 0,08 кВт. Они отвечают ха охлаждение устройства во время работы.
Как работать со станком
Внимание стоит обратить на технику безопасности. Изначально включается насос, а уже потом после смазывания деталей происходит включение электрической сети. Невыполнение этого правила грозит замыканием и небезопасно для специалиста.
Время работы не указано в паспорте. Станок относится к профессиональный виду, потому может работать бесперебойно несколько часов. Главное следить за тем, чтоб происходила смазка деталей.
1И611П — универсальное оборудование для промышленных целей. Но встречается оно в домашних мастерских. Выбирая устройство внимательно проверяйте его технические характеристики на практике самостоятельно.
Подробный обзор токарно-винторезного станка ИЖ 1И611П: технические характеристики
В данной статье рассматриваются преимущества и недостатки универсального высокоточного токарно-винторезного станка 1И611П Станок выпускался с 1964 года.
Станок 1И611П по своим параметрам и сейчас обеспечивает качество деталей. Отличается от других станков токарной группы своей надежностью, точностью и отличными эксплуатационными показателями. Они не так производительны и удобны, как современные, на них невозможно нарезать питчевую резьбу, но ценятся среди старых мастеров.

Сведения о производителе Ижмаш
Производителем является Ижевский машиностроительный завод. Строительство начато горным инженером А. Ф. Дерябиным 10 июня 1807 года. Рядом с большим количеством железоделательных станков, которые поставляли качественное железо. Основная продукция завода с начала девятнадцатого века по настоящее время – оружие. Мушкеты потом винтовки, карабины, пистолеты и средства ухода за ними.
В настоящее время Ижевский машиностроительный завод – головное предприятие концерна «Калашников». Является крупнейшим производителем стрелкового оружия военного, спортивного и гражданского направления. Были отдельные производства:
- Мотоциклетное;
- Автомобильное;
- Станкостроительное;
- Инструментальное;
- Артиллерийского вооружения.
В настоящее время завод выпускает много современной высокотехнологичной продукцией военного назначения: БПЛА, боевые роботы, управляемые ракеты.
Токарно-винторезный станок
Универсальный высокоточный токарно-винторезный станок 1И611П сменил своего предшественника токарный станок ИЖ-250 в начале шестидесятых годов и был заменен на станок 250ИТВМ различных модификаций.

Производство станков на оружейном заводе сказалось на качестве оборудования. Применение качественных сталей, высокоточного оборудования для производства, передовых технологий для изготовления деталей и узлов сделало эту марку надежной, точной и востребованной единицей инструментальной группы.
Назначение и сфера применения
Станок предназначен для выполнения чистовых и получистовых работ в единичном или мелкосерийном производстве. В изготовлении деталей из цветных и черных металлов можно
использовать кулачковые патроны, цанговых зажимы и центра. Сравнительно небольшой вес и низкий уровень электропотребления позволяет эксплуатировать в ПАРМ, на корабле, в многоэтажном здании.
Эксплуатационные характеристики и преимущества
Эксплуатационные характеристики устройства позволяют выполнять обработку деталей диаметром:
- над станиной до 250 мм;
- над суппортом до 125 мм;
- наибольшая длина заготовки, которую можно обрабатывать — 500 мм;
- скорость вращения шпинделя изменяется от 20 до 2000 об/мин.;
- диапазон подач продольных от 0,01 до 1,8;
- диапазон подач поперечных от 0,005 до 0,9;
- число электродвигателей – три;
- мощность – три кВт.

Конструктивные особенности станка позволяет выполнять:
- Токарные работы: точение; нарезание резьбы метрической, модульной и дюймовой; изготовления конусных деталей.
- Фрезерные (с использованием четырехкулачкового патрона, фрезерного приспособления на суппорте).
- Шлифовальных (внутренняя обработка в патроне и центрах).
- Обработка концевыми приспособлениями, смонтированными в патроне для сверления.
Габаритные размеры и масса оборудования
Масса станка 1120 кг. Габаритные размеры: 1770 мм х 970 мм х 1300 мм;
Конструктивные особенности
Станок имеет следующие особенности конструкции:
- Фиксация резцовой головки, но без зазора (обеспечивается жесткость и точность).
- В наличии контейнер с емкостью для охлаждающей жидкостью и шкаф с электрооборудованием.
- Система отвода и сбора стружки.
- Преселекторное управление (предварительный выбор скорости вращения шпинделя для следующего этапа обработки).
- Фартук с защитой от перегрузок и жестким упором при точении.
- Верньерный механизм для точной поперечной подачи.
- На поперечной каретке суппорта механизм для выполнения фрезерных работ.
- Суппорт управляется одной рукояткой по мнемоническому принципу.
- Отсутствие элементов управления с тыльной стороны (можно ставить у стены).
- Сделана из хромоникелевого чугуна с двумя плоскими и двумя призматическими направляющими, которые закалены токами высокой частоты и отшлифованы. Станина закреплена на монолитной трубе. Тут же полка, защищающая ходовой винт от стружки и эмульсии. Внутри станины расположены:
- Электродвигатель главного привода.
- Редуктор изменения скоростей вращения шпинделя.
- Механизмы системы подачи смазки и охлаждающей жидкости.
- Емкость для эмульсии.
- Панель с электрооборудованием.

Передняя и задняя бабка
В передней бабке расположены:
- шпиндельный узел, соединенный с редуктором четырьмя клиновыми ремнями;
- зубчатая муфта, передающая на шпиндель двенадцать скоростей вращения;
- перебор — передает еще двенадцать с помощью специальной рукоятки;
- блокировочный механизм (исключает одновременное включение муфты и перебора);
- устройство изменение шага нарезаемой резьбы;
- трензель, передающий вращение на гитару и далее на коробку передач.
Задняя бабка жестко поджимает длинные детали и повышает точность работы. На этом станке она может смещаться на 10 мм в обе стороны по отношениям к центрам.
Изготовлена в закрытом виде. Служит для подачи движения на суппорт для нарезания метрической резьбы с шагом 0.2–48 миллиметров без добавочных шестерен.

Представляет из себя редуктор из четырех осей с шестернями. При помощи фланцев соединяется с двигателем. Натяжение регулируется тумбами.
Редуктор
Отвечает за частоту вращения шпиндельного узла. Приводится в движение главным электродвигателем, соединенным с ним через фланцы. Редуктор можно перемещать по плоским направляющим для регулирования натяжения ремней. Изменение скоростей производит преселективный механизм, управляемый соответствующим маховиком.

Суппорт — это механизм для крепления и перемещения инструмента и приспособлений для обработки деталей. Конструкция обеспечивает движение резцедержателя, установленного в верхней части, в любом направлении. Продольное движение обеспечивает каретка, а поперечное – салазки.
Фартук размещен в нижней части суппорта. Устройство ответственно за продольную и поперечную подачу суппорта. Движение возможно в ручном и автоматическом режиме. В фартуке размещены:
- четыре муфты — управляют направлением подач;
- ходовой вал — производит поступательное движение суппорта;
- ходовой винт перемещает каретку в продольном направлении;
- панель управления подачами;
- Блокировочное устройство делающего невозможным одновременное включения винта и ходового вала;
- Механизм защиты от перегрузок.
Шпиндель – полый вал с коническим отверстием. Жестко закреплен на подшипниках в передней бабке. Имеет внутренний конус Морзе для крепления инструмента (например: цанговых зажимов). Снаружи резьба для крепления планшайбы с патроном.
Важно качественное закрепление подшипников шпинделя.

Схема электрическая
Электрическая схема содержит в себе:
- Главный привод – трехфазный асинхронный двигатель мощностью 3 кВт.
- Двигатель привода механизма подачи смазки.
- Двигатель насоса подачи охлаждающей жидкости.
- Трансформатора, выдающего напряжение 36 В для лампы освещения, 60 В для системы торможения и 127 В для цепей управления.
- Устройства защиты и тепловые реле.

Особенности дополнительных деталей
Некоторые узлы сконструированы не так как в других станках токарной группы.
В передней бабке:
- шкив установлен по центру;
- шпиндельный узел имеет двадцать скоростей оборотов;
- гитара для расширения видов нарезки резьбы;
- трензель с приспособлениями для повышения размера шага.
Задняя бабка надежно поджимает длинную заготовку. Может сдвигаться на 1 см обе стороны от центра. Расширяет диапазон видов обработки деталей. Конусная линейка на суппорте дает возможность обработки конусных деталей.
Кинематическая схема

Как работать с оборудованием, паспорт
Конструкция станка предусматривает включение механизма смазки перед включением главного двигателя. Станок относится к профессиональному виду. Время работы в паспорте не указано. Главное, следить за наличием достаточного количества смазывающей жидкости в емкости.
Паспорт станка можно бесплатно скачать по ссылке — Паспорт токарного станка 1И611П
Обслуживание и ремонт
Обслуживание заключается в поддержании уровня масла в системе смазки и периодической очистки от стружки магнитов на спускных пробках масляного бачка и редуктора.
- Смазка в передней бабке производится индивидуальным шестеренчатым насосом. Емкость масляного бачка – восемь литров.
- Смазка суппорта и фартука производится плунжерным насосом, установленным в нижней части фартука.
- Смазка механизмов редуктора и коробки подач осуществляется разбрызгиванием масла, налитого в корпус каждого узла.
- Общее количество масло необходимого для станка – 11 литров. При техническом осмотре следят за наличием масла через глазки указателей масла.
- Запрещается попадание масло или эмульсии на электрооборудование.
- Подшипники двигателей осматриваются не реже двух раз в год.
В случае выключения станка системами защиты, включать его повторно можно, только когда будет установлена причина отключения.
Техника безопасности
Техника безопасности при работе на токарном станке едина для всего металлообрабатывающего оборудования.

Аналоги
ИЖ -250 выпускался до начала выпуска 1И611П. Его конструкция сильно отличалась от последовавшего за ним расположение элементов управления. По назначению применения и размерам заготовок не отличался.
Маленький труженик токарно-винторезный станок 1П611 легкий и безотказный: назначение, характеристики, устройство
Токарный станок модели 1П611 отличается надежностью и точностью обработки. Управление простое, доступное новичкам.
Небольшой размер оборудования позволяет устанавливать его в любых помещениях, включая гаражи и мастерские на даче.

Краткие сведения о производителе
Команда конструкторов Одесского станкостроительного завода разработала новый токарно-винторезный станок. От аналогов он отличался высокой точностью обработки. В 1968 году модель 1П611 была запущена в производство.
Проектно-конструкторская документация была передана на Саратовский станкостроительный завод. Станки выпускались одновременно и отличались фактически только табличкой на передней бабке. На ней указывалось название завода-производителя.
После 1995 года станкостроительные заводы в Одессе были приватизированы, производство сократилось. В настоящее время работает только часть цехов. В них делают прессы для изготовления кирпича, выпускают деревообрабатывающие станки.
Саратовский завод продолжает выпускать токарные станки и другое металлообрабатывающее оборудование высокой точности под маркой Samat. Простые модели с ручным управлением ушли в прошлое. Теперь на СВСЗ – Средневолжском заводе, производят станки с ЧПУ, автоматизированные линии.
Назначение и область применения
Токарно-винторезный станок 1П611 проектировался для работы в помещениях, не имеющих под оборудованием прочных залитых фундаментов. Его используют в многоэтажных производственных помещениях, устанавливают в передвижных мастерских, включая пароходы. Конструкция станины гасит вибрацию. Технологическая точность не зависит от положения оборудования. Станок стабильно работает при крене пола.

Справка. Модель токарно-винторезного станка 1П611 выпускается в разных климатических вариантах: тропики, север, стандартный.
Назначение 1П611 – изготовление мелких серий и единичных деталей из стали, чугуна, цветных металлов и их сплавов. На станке производится обдирка заготовок и чистовая обработка деталей с высокой точностью и чистотой.
Обработка поверхностей
На станке производится обработка резанием цилиндрических и конических поверхностей, обработка торцов и нарезка резьбы. Используются резцы и многолезвийный инструмент:
- резцы;
- сверла;
- зенкера;
- метчики и плашки.
При необходимости упрочнить поверхность и придать ей высокий класс чистоты, возможна обкатка роликом, зачистка напильником и наждачной бумагой. Для выполнения этих операций используют простые приспособления.
Нарезание резьбы
На гитаре устанавливается нужное передаточное число для нарезки резьбы. Каждый набор шестерен соответствует определенному шагу. Форма нити обеспечивается заточкой резца по шаблону.

На модели 1П611 нарезаются резьбы:
- метрические;
- модульные;
- дюймовые.
Трубные – конические, выполняются с помощью специального инструмента.
Резьбы с диаметром до 24 мм, расположенные от торца, нарезаются многолезвийным слесарным инструментом:
- метчик для внутренней поверхности, детали типа гайка;
- плашка для наружной резьбы: болты, шпильки.
Для их нарезки инструмент крепится на задней бабке.
На участках, где невозможно использовать слесарный инструмент, резьба нарезается резцом. Для вывода инструмента в чертеже предусматривают канавку.
Резец отводится вручную. От токаря требуется высокая квалификация для выполнения операции: одновременно вращается ручка салазок, и выключаются обороты и подача рычагом на фартуке.

Сверление
На токарно-винторезном станке 1П611 сверление производится в оси вращения детали в торце со стороны задней бабки.
- Сверло вставляется в конус пиноли.
- Инструмент подводится к детали. Задняя бабка фиксируется неподвижно.
- Включаются обратные обороты.
- Вращением ручки пиноль перемещается, сверло врезается в деталь.
При обработке тонких длинных валов для жесткости ставится люнет. Сверловка больших отверстий может проходить в 2 этапа: сначала сверло меньшего диаметра, затем требуемого.
Отрезка
На модели 1П611 нет поперечной механической подачи резца. Салазки перемещаются вручную, ручкой. Резец выставляется режущей кромкой точно по оси детали. Включается вращение шпинделя и подводится режущий инструмент. Отрезка прямым резцом производится на обратных оборотах.
Развертывание отверстий
Отверстия разворачиваются в коротких деталях большого диаметра, типа шайб, колец, после сверловки.
- Резец крепится в резцедержателе стеблем вдоль оси детали.
- Включается вращение.
- Движением суппорта вдоль направляющих обрабатывается деталь.
Тонкие детали обрабатываются на ручном ходу. На механической подаче большая вероятность не успеть остановить суппорт и инструмент врежется в кулачки.
Зенкерование
Длинные заготовки типа вал зажимаются одним концом в кулачках. Со стороны задней бабки ставится люнет, для предотвращения биения. В пиноль устанавливается зенкер. Он врезается центр торца при вращении на заданную глубину. Конфигурация – тип, отверстия под центровку, задается формой зенкера.
Конструкция токарно-винторезного станка
На станине неподвижно закреплены:
- передняя бабка;
- коробка подач;
- гитара;
- электродвигатели.
По направляющим перемещается суппорт с резцедержателем и фартуком. Справа стоит задняя бабка.
Передняя бабка – самый сложный и массивный узел токарного станка 1П611. Она расположена на станине слева, выше линии направляющих.

В нее вмонтировано несколько узлов:
- шпиндель с подшипниками;
- привод подачи;
- переборные шестерни;
- механизм управления.
Упорные и радиальные подшипники принимают на себя нагрузки на шпиндель и делают вращение равномерным. Снаружи передней бабки, в рабочей зоне, на шпиндель крепится патрон с кулачками для фиксации детали.
Гитара
Без гитары станок может работать, но резьбы нарезать не получится. Набором шестерен с определенным количеством зубьев, регулируется шаг – перемещение резца за определенный размер за один оборот шпинделя – детали.

Приклон гитары поворачивается, изменяя межцентровое расстояние между шестернями. Это обеспечивает качественное зубчатое зацепление колес с разным количеством зубьев. В рабочем положении конец приклона зажимается болтом.
Суппорт
Подвижный узел суппорт перемещает режущий инструмент по направляющим вдоль станка. На нем установлены:
- фартук с механизмом управления подачи;
- салазки с резцедержателем.

Через фартук проходят ходовой винт и вал. Внутри стоят зубчатые муфты. Перемещение режущего инструмента перпендикулярно оси станка осуществляется движением, резцедержателя по поперечным направляющим в верхней части салазок.
Стоящая справа на направляющих задняя бабка используется для выполнения операций:
- фиксации в центрах длинных деталей;
- сверловки;
- зенкерования;
- нарезки внутренней резьбы метчиком.
Горизонтальное смещение пиноли с центром, позволяет точить конусные валы с малым углом. Корпус перемещается 2 винтами, расположенными у основания узла.

Задняя бабка стоит на направляющих станины и перемещается по ним. Фиксируется прижимными планками, расположенными снизу. Пиноль с инструментом приводится в движение ручкой, выступающей справа из корпуса. Рычаг в верхней части впереди корпуса зажимает пиноль в рабочем положении.
Электрооборудование
Устройство электрической схемы станка 1П611 позволяет приводу, системе охлаждения и освещения включаться и работать независимо.
Электродвигатель привода
Приводной асинхронный электродвигатель имеет мощность 1,7 кВт, скорость вращения 3000 об/мин. Он установлен внизу, внутри левой стойки станины и через клиноременную передачу передает вращение на вал привода.

Электронасос охлаждения
Электронасос СОЖ мощностью 0,12 кВт располагается на правой стойке. Там же на передней стороне корпуса находятся кнопки его запуска и остановки. Включается система охлаждения независимо от работы привода станка.
Переключатель управления
Вводным выключателем подается и отключается напряжение силовых и управляющих цепей. Переключатель запускает шпиндельную бабку и задает направление:
- вращение шпинделя прямое или обратное;
- отключение вращения патрона и торможение.
Отключение вращения и срабатывание тормоза происходит при возврате рукоятки в нейтральное положение.
Местное освещение
Лампочка местного освещения установлена сзади на корпусе суппорта и движется синхронно с инструментом. Светильник представляет собой плафон на гибкой стойке. Он работает от постоянного тока 36 В.
Тормозное сопротивление
Торможение двигателя происходит за счет включения обратного тока и сопротивления при нажатии на кнопку «Стоп».
Пусковая и защитная аппаратура
На передней панели правой станины расположен входной выключатель. Ниже него кнопки включения освещения и охлаждения.
На левой стойке ниже передней бабки изменяется направление и скорость вращения шпинделя.
Для защиты рабочего от поражения током и предупреждения аварийных ситуаций, электросхема станка, кроме заземления имеет:
- предохранители от коротких замыканий;
- тепловые реле от перегрузок;
- магнитный пускатель.
Вся защитная аппаратура указана в электрической схеме оборудования.
Принцип работы
С двигателя через ременную передачу вращение передается на перебор. Зубчатая муфта соединена с шестерней на шпинделе. Она вращает его и патрон с зажатой в кулачках деталью со скоростью 33,5–3000 об/мин.
Ведущий вал, получающий обороты от коробки подач, проходит ниже направляющих через фартук. В нем зубчатые муфты превращают вращательное движение в поступательное. Вместе с суппортом перемещается режущий инструмент вдоль детали.
Общий вид


Габариты и масса
Размеры станка по крайним выступающим точкам 1510×700×1360 мм.

Расположение основных частей
Над станиной расположена передняя и задняя бабка, между ними перемещается суппорт с фартуком внизу.
Кинематическая схема

Электрическая принципиальная схема

Технические характеристики
Модель 1П611 – прецизионный токарно-винторезный станок. Он предназначен для обработки резанием металлических заготовок и изготовления деталей сложной конфигурации с высокой точностью.

Основные параметры
Максимальные размеры обрабатываемых на станке деталей:
- длина заготовки 500 мм;
- длина рабочего хода резца 450 мм;
- диаметр над станиной 250 мм;
- диаметр над суппортом 145 мм.
Класс точности обработки резанием П.
Шпиндель. Детали при обработке фиксируются в патроне и цанге. Размеры шпинделя:
- внутренний конус Морзе 4;
- число ступеней вращения 14;
- частота вращений 33,5–3000 об/мин;
- диаметр отверстия 26,5 мм;
- диаметр обрабатываемого прутка 25 мм.
При обработке прокатной заготовки в цанге, ее максимальный диаметр меньше – 16 мм.
Суппорт. Суппорт не имеет быстрых продольных и поперечных передач. Питчевые резьбы на станке не нарезаются. Характеристики узла:
- максимальное продольное перемещение 580 мм;
- диаметр ходового вала 20 мм;
- ходовой винт диаметр и шаг – 30×6 мм;
- число ступеней подач – 24.
Метрические резьбы нарезаются с шагом 0,25 – 3,5 мм.
Верхние салазки. Салазки перемещаются максимально на 150 мм. Угол поворота до 45⁰. Резец устанавливается с державкой до 16 мм.
Задняя бабка. Конус пиноли задней бабки Морзе 3 с диаметром 40 мм. Она перемещается максимально на 70 мм. Наибольшее горизонтальное смещение верхней части корпуса относительно оси вращения шпинделя 10 мм с каждую сторону.
Электрооборудование. На станке 1П611 установлены 2 независимых двигателя: приводной и СОЖ.
Габариты и масса. Чистый вес станка 560 кг. Габариты 1510×700×1360 мм.
Документация
В комплект поставки станка входит паспорт. В нем содержится:
- руководство по эксплуатации;
- комплектация приспособлениями, инструментом;
- схема монтажа;
- электрическая принципиальная схема;
- кинематическая схема;
- чертежи сборочные всех узлов;
- график замены смазки.
В руководстве имеется отдельный раздел по технике безопасности.
Паспорт токарного станка можно бесплатно скачать по ссылке — Паспорт токарного станка 1П611.
Одновременно с моделью 1П611 на Ижевском станкостроительном заводе выпускался аналогичный станок 1И611. Саратовский завод производил токарное оборудование 1616, 1В616, 16Б16.
Возможность модернизации
Станок 1П611 предназначен для мелкосерийного производства. При необходимости его можно модернизировать, установить в автоматическую линию, перевести на управление через компьютер.
Токарно-винторезные станки 1П611 реставрируются умельцами и безотказно работают в гаражах и ремонтных мастерских. Их точности хватает для изготовления запчастей на автомобили и другую технику.
1И611П: технические характеристики токарного станка повышенной точности
Токарный станок 1И611П, обработку на котором можно выполнять как в патроне, так и в центрах, уже более 50 лет успешно используется на многих промышленных предприятиях. Причинами долголетия и популярности оборудования данной модели стали его надежность, универсальность и высокая точность обработки.
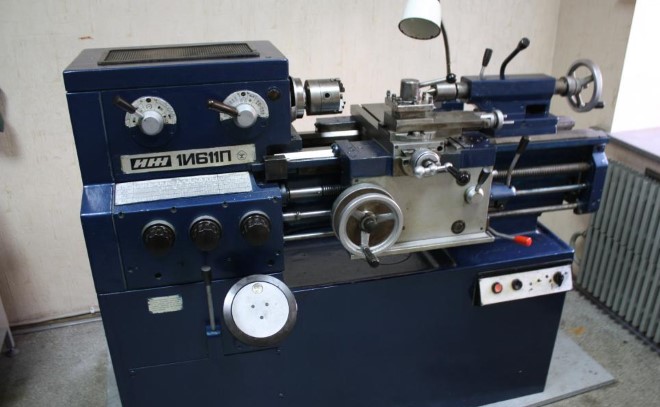
Токарный станок ИЖ 1И611П
Назначение станка и особенности его конструкции
Несмотря на то, что токарный станок данной модели (полная аббревиатура выглядит так: ИЖ 1И611П), был разработан еще в 60-х годах прошлого века, его технические возможности и сегодня позволяют использовать его для проведения различных, в том числе ответственных, работ по металлу:
- токарных, выполняемых в кулачковых или цанговых патронах, центрах;
- фрезерных;
- по шлифованию наружных и внутренних поверхностей;
- выполняемых концевым инструментом, закрепленным в сверлильном патроне.
Характеристики токарного станка 1И611П позволяют обрабатывать на нем заготовки цилиндрической и конической форм, нарезать резьбу различного типа: метрическую, дюймовую, модульную.
Универсальность и надежность, которыми отличается ИЖ 1И611П, определяются его конструктивными особенностями.
- Резцовая головка фиксируется по беззазорному принципу, что обеспечивает ее исключительную жесткость и, соответственно, высокую точность обработки.
- Для нарезания резьбы (метрической, дюймовой и модульной) с различными параметрами нет необходимости менять шестерни в гитаре станка, что обеспечивает универсальность его коробки подач.
- В конструкции агрегата имеется контейнер сварной конструкции, в котором установлены емкость для охлаждающей жидкости и все электрическое оборудование.
- Система отвода стружки, собираемой в объемный стружкосборник, имеет продуманную конструкцию.
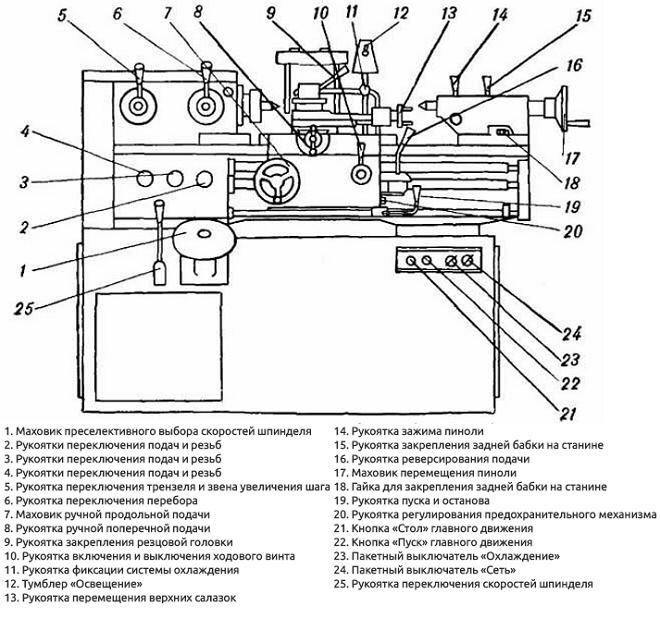
Органы управления станка 1И611П
- В процессе выполнения обработки на токарном станке 1И611П оператор может заранее выбрать скорость вращения шпинделя, которую необходимо использовать на следующем этапе обработки (преселективное управление).
- Фартук 1И611П оснащен механизмом остановки, который защищает коробку подач от перегрузок, а также позволяет выполнять операции точения с использованием жесткого упора.
- Приводные ремни, при помощи которых приводится во вращение шпиндельный узел, можно заменять без его разборки.
- Точное перемещение суппорта в поперечном направлении обеспечивает специальный механизм – верньер.
- На поперечной каретке суппорта может быть установлен механизм, позволяющий выполнять фрезерные работы.
- В тех случаях, когда используется ходовой винт (нарезание резьбы), он смазывается в автоматическом режиме.
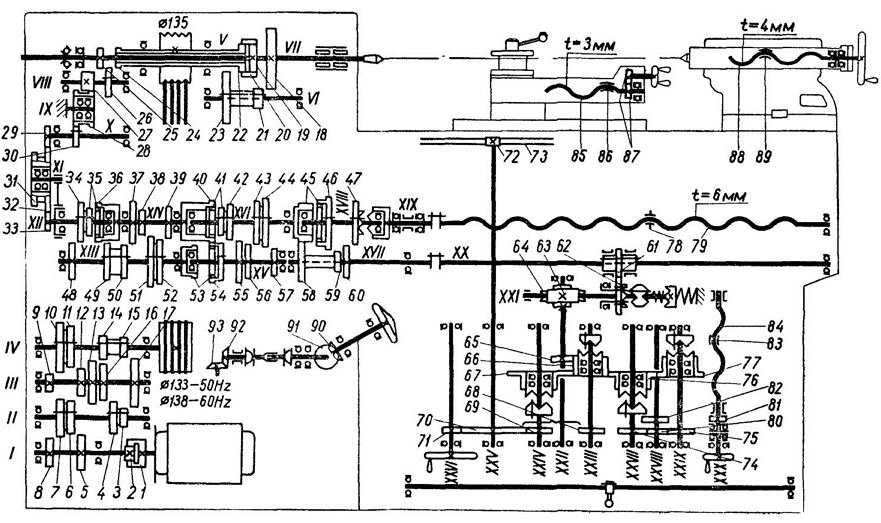
Принципиальная схема станка (нажмите для увеличения)
- Чугун, из которого изготовлена станина 1И611П, имеет специальный состав – хромоникелевый, а ее направляющие тщательно отшлифованы и закалены при помощи токов высокой частоты.
- Управление подачами суппорта, за которое отвечает одна рукоятка, осуществляется по мнемоническому принципу: направление перемещения данного узла совпадает с тем, в какую сторону отклонена ручка управления.
- Для защиты механизма подач от перегрузки в его конструкции предусмотрено специальное предохранительное устройство.
- Конструкция рассматриваемого токарного станка разработана таким образом, что с его тыльной стороны нет никаких узлов, которые необходимо обслуживать. Благодаря такой конструктивной особенности устанавливать станок 1И611П можно даже вплотную к стене.
Основные характеристики устройства
Технические возможности токарного станка 1И611П таковы, что на нем можно выполнять обработку деталей следующего диаметра: до 25 см – над станиной, до 12,5 см – над суппортом. Максимальная длина заготовки, которую можно обрабатывать на данном оборудовании, составляет 50 см. Шпиндельный узел агрегата может вращаться в прямом направлении с частотой 20–2000 об/мин. Сквозное отверстие в шпинделе имеет диаметр 2,5 см, а посадочный конус соответствует категории Морзе 5.
Технические характеристики станка
Суппорт 1И611П может совершать продольные и поперечные подачи в следующих интервалах:
- продольные – 0,01–1,8 мм/об;
- поперечные – 0,005–0,9 мм/об.
Каретка токарно-винторезного станка данной модели может перемещаться на максимальное расстояние 500 мм, при этом суппорт не имеет возможности совершать быстрых перемещений. 1И611П, согласно данным паспорта, имеет достаточно компактные габариты (длина – 1770, ширина – 970 мм, высота – 1300 мм), а также отличается небольшим весом (1100 кг). Такие геометрические и весовые характеристики позволяют использовать данный токарный станок для оснащения небольших мастерских, многоэтажных производственных помещений и даже ремонтных помещений морских и речных судов.
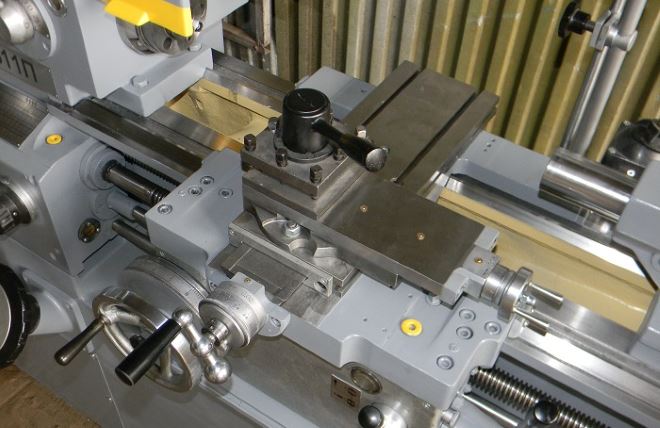
Суппорт и каретка станка обеспечивают повышенную точность обработки деталей
Основное предназначение агрегата – выполнение получистовых и чистовых технологических операций в условиях единичного и мелкосерийного производства.
Разбираемся в конструкции станка
В конструкции токарно-винторезного станка 1И611П выделяют следующие составные элементы.
В ее центре находится шкив, посаженный на гильзу. Данный шкив, приводящий во вращение шпиндельный узел, соединяется с редуктором при помощи 4 клиновых ремней. От приемного шкива посредством зубчатой муфты шпиндельный узел получает 12 скоростей вращения, еще 12 ему может сообщаться через перебор. Подключается зубчатая муфта или перебор при помощи специальной рукоятки, которая расположена на лицевой части корпуса передней бабки – с его правой стороны. Чтобы исключить возможность одновременного запуска в работу перебора и зубчатой муфты, в конструкции передней бабки предусмотрен блокировочный механизм. Кроме того, в конструкции передней бабки имеется механизм, отвечающий за увеличение шага нарезаемой резьбы (8:1), а также трензель, при помощи которого вращение передается на гитару и далее – на коробку подач.

Передняя бабка станка 1И611П современного исполнения
По сути, это коробка скоростей, которая отвечает за частоту вращения шпиндельного узла. Состоит редуктор 1И611П из 4 осей, на которых смонтированы шестерни с разными параметрами. Приводом для редуктора служит главный электродвигатель оборудования, соединенный с ним при помощи фланцев. За счет своих плоских направляющих редуктор может перемещаться по направляющим тумбы, на которой он закреплен при помощи болтовых соединений, что позволяет регулировать натяжение ремней. За регулировку скоростей вращения, которые выдает редуктор, отвечает преселективный механизм, управляемый при помощи соответствующего маховика.

Механизм переключения скоростей
Этот узел смонтирован на левом торце коробки подач. Для большинства типов резьбы (метрической – обычной точности) менять шестерни на гитаре нет необходимости. В том случае, если необходимо нарезать резьбу повышенной точности, а также модульную и дюймовую резьбу, на гитаре токарного станка устанавливают сменные шестерни, позволяющие выполнять обработку без использования механизма коробки подач. Для правильной установки параметров гитары следует ознакомиться с паспортом рассматриваемого токарного станка, где приведена соответствующая таблица.

Таблица параметров нарезание резьбы расположена Коробка подач
В токарном станке 1И611П этот узел имеет закрытую конструкцию. Характеристики коробки подач позволяют нарезать метрическую резьбу со стандартным шагом (0,2–48 мм) без использования набора сменных шестерен.
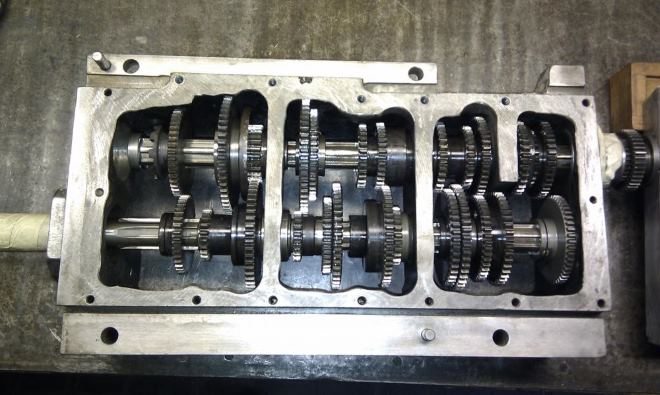
[caption align="alignnone" width="660"] Расположение шестерен и валов в коробке подачи
Электрическое оборудование 1И611П
Рассматривая чертежи и принципы работы токарного станка данной модели, нельзя не упомянуть электрическое оборудование, от которого напрямую зависит работоспособность устройства.
Главными элементами в электрической схеме агрегата являются три электродвигателя, отвечающие за главное движение, смазку узлов оборудования и подачу охлаждающей жидкости.
Все двигатели асинхронного типа и работают от трехфазной электрической сети. Подключение электрооборудования токарного станка к системе электроснабжения осуществляется при помощи пакетного выключателя.
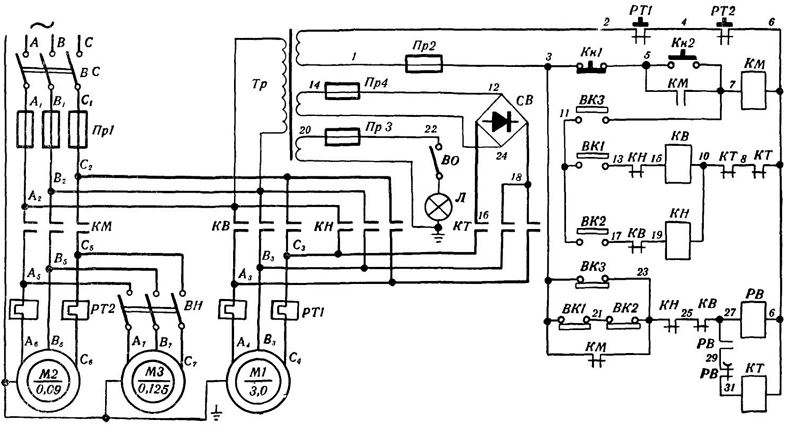
Принципиальная электросхема 1И611П (нажмите для увеличения)
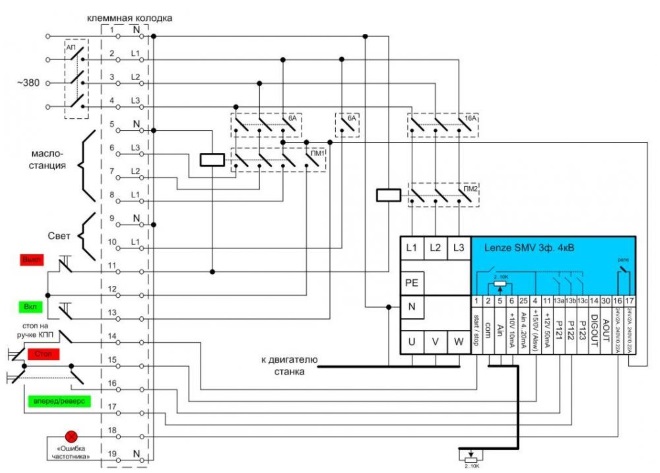
Электромонтажная схема станка

Электродвигатель привода насоса системы охлаждения, который также может быть запущен только при работающей системе смазки, включается при помощи выключателя с маркировкой «ВН». В электрической схеме токарного станка 1И611П имеется еще два электрических выключателя: «ВО» – для включения локального освещения зоны обработки, «КТ» – для притормаживания главного электродвигателя в тот момент, когда на ходу переключаются шестерни редуктора.
Токарно-винторезный станок 1П611
Станок токарно-винторезный 1П611 — универсальный и используется для изготовления деталей круглой формы с применением центров или в патроне. На деталях получают различные виды резьб (метрические, трубные, круглые). Станок 1П611 при обработке деталей обеспечивает повышенный класс точности.

Токарный станок 1П611
Токарный станок 1П611 серийно изготавливают на Одесском станкозаводе с 1968 года.
Обозначение модели 1П611 классифицируется ЭНИМС как оборудование:
- относящееся к токарной группе (1);
- обеспечивающее повышенную точность (п);
- входящее в подгруппу токарно-винторезных (6);
- с высотой центров (11).
Использование токарного станка 1П611
Назначение станка 1П611:
- осуществление токарных работ;
- нарезка резьбы;
- отрезка заготовок.
Его используют для обработки заготовок:
- с применением кулачковых и цанговых патронов, центров;
- диапазон оборотов шпинделя и подач, обеспечиваемых суппортом, позволяет проводить обработку деталей с повышенным качеством и нужной шероховатостью поверхности;
- с проведением фрезерных и шлифовальных работ при наличии соответствующих приспособлений и наладок.

Внешний вид станка 1П611
Образование необходимых размеров деталей на станке происходит за счет процессов резания. Для этого используют инструмент, обеспечивающий обработку заготовок различной степени готовности. Заготовки могут быть получены разными методами (например, штамповкой) и механическая обработка позволяет получить деталь высокой точности.
При токарной обработке используют лезвийный инструмент (резцы, сверла, развертки). Обработка ведётся в патроне или в центрах. На станке заготовка вращается, а инструмент перемещается относительно неё. Припуск на заготовке срезается, обеспечивая нужные размеры детали. Это задается подбором нужных величин подачи, глубины и скорости резания.
Заготовка закрепляется в патроне, вращаемым шпинделем. А он вращается при помощи ременной передачи от электродвигателя. Величина подачи зависит от скорости перемещения суппорта с закрепленным инструментом.
Состав оборудования
Устройство станка включает узлы, которые:
- не изменяют своё местоположение;
- перемещаются для обеспечения рабочих движений инструмента.
Первая группа узлов обеспечивает жесткое их расположение и задает направление для передвижения инструмента относительно заготовки. Вторая группа узлов производит образование заданной формы детали, с одновременным осуществлением управления станком.
К первой группе относят:
- станину, которая служит основанием станка, местом для расположения неподвижных и подвижных частей;
- тумбу, с размещёнными в ней электродвигателем и коробкой скоростей;
- переднюю бабку, включающую коробку подач, гитару и шпиндель.
Ко второй группе относятся:
- суппорт с резцедержателем для закрепления инструмента;
- фартук;
- задняя бабка.
Подвижные узлы передвигаются по призматическим направляющим станины. Перемещение суппорта производится ходовым винтом. Передвижение инструмента, зафиксированного в задней бабке, осуществляют пинолью.
Назначение неподвижных узлов
Станина обеспечивает жесткость и долговременную работу оборудования. Это цельнолитая деталь, поверхности которой обработаны для обеспечения установки и крепления узлов станка. Суппорт и заднюю бабку устанавливают на направляющие, используемые для их перемещения.
Передняя бабка размещена слева на станине. В ней расположен шпиндель, устройство для регулировки и включения подач, гитара. Смена набора шестерен в гитаре позволяет обеспечить получение нужной резьбы.
Передняя бабка Станина
Шпиндель передаёт заготовке главное движение — вращение. Для этого на шпиндель устанавливают патрон, который закрепляет заготовку при помощи перемещающихся кулачков. Вместо патрона используют цанговые патроны и центра.
Назначение подвижных узлов
Суппорт с резцедержателем предназначен для установки и закрепления различного инструмента. В резцедержателе крепят до 4 различных резцов. Его разворачивают на любой угол для получения конусной поверхности. Снизу суппорта крепят фартук. В нём расположены шестерни и гайки, приводящие в движение суппорт. На фартуке имеются органы управления суппортом.
Задняя бабка обеспечивает установку режущего инструмента и центров. Она устанавливается на направляющие станины и закрепляется в рабочем положении посредством прижима с эксцентриком. Корпус задней бабки смещается перпендикулярно оси центров для получения конусной поверхности на детали.
Задняя бабка Суппорт
Смазка трущихся деталей токарного станка 1П611 производится маслом, подаваемым к ним насосом, а также с использованием смазочных шариковых масленок (для смазки подшипников используется солидол).
Основные размеры оборудования
Они указаны в ГОСТ 440-57 (не действует).
К таким размерам относят (мм):
- диаметр заготовки, устанавливаемый над:
- станиной – 250;
- суппортом – 145;
- продольное – 580;
- поперечное – 150;
- мощность:
- двигателя – 1,7 квт;
- насоса СОЖ – 120 Вт.
- число об/мин – до 3000.
Вес оборудования 560 кг.
Документация к оборудованию
Паспорт на станок 1П611 является руководством по эксплуатации не только для рабочего, но и для тех, кто будет его обслуживать и ремонтировать. Это технический документ, который прикладывается изготовителем к поставляемому оборудованию.
Обзор разделов, приведенных в паспорте:
- назначение и возможные области применения;
- описание конструкции;
- технические характеристики;
- транспортировка и распаковка;
- подготовка фундамента с проведением монтажа и установки;
- обеспечение рабочего состояния станка, наладка и его запуск с соблюдением техники безопасности;
- инструкция по эксплуатации;
- спецификации:
- всех узлов оборудования;
- управляющих органов;
- зубчатых и червячных колес;
- шестерён для настройки при нарезании резьб;
- шариковых и роликовых подшипников;
- принадлежностей;
- электрооборудования;
- гидравлических устройств (клапаны, золотники и др.);
![Кинематическая схема станка]()
Кинематическая схема станка
Паспорт используют рабочие, технологи, механики и энергетики. Электрослесари используют электросхему оборудования для ремонта. Требования к эксплуатационной документации сейчас регламентируются ГОСТ 2.601-2013.
![Электрическая схема станка]()
Электрическая схема станка
При наладке станка и приспособлений обеспечивают правильность:
- установки и закрепления инструмента, заготовок;
- расположения трубопроводов системы подвода СОЖ.
Читайте также:

