Токарный станок по металлу твш 3
Обновлено: 17.05.2024
Школьные токарные станки - учебные универсальные токарно-винторезные станки используются для всевозможных токарных работ в мастерских школ для политехнического обучения, для малого и среднего бизнеса. Малогабаритные токарные станки применяются, также, для оснащения ПАРМ (передвижная автомобильная ремонтная мастерская) военного и гражданского назначения.
По своим возможностям школьные токарные станки находятся между станками класса "Хобби" и производственными. Даже самые первые школьные токарные станки имеют основные узлы промышленного токарного станка: коробку скоростей и коробку подач. Школьные токарные станки можно использовать на несложных работах в ремонтных мастерских, тогда как "хоббийные" станки не предназначены для этого.
Первые школьные токарные станки ТВШ, ТВШ-2, ТВШ-3, как и множество настольных станков класса "Хобби", производились в мастерских технических учебных заведений, в исправительных трудовых учреждених для несовершеннолетних (ТКН) и на нескольких машиностроительных заводах. Со временем выпуск школьных станков на этих предприятиях был прекращен.
Завод МАГСО в составе Компании КомТех-Плюс производит, также, учебные фрезерные станки, сверлильные, заточные и токарные станки с ЧПУ.
ТВШ-2 (ТВ-2) Школьный токарный станок
Универсальный токарно-винторезный малогабаритный станок ТВШ-2, один из первых школьных токарников, выпускался в 50..60-х годах прошлого века. Станок умеет резать три резьбы и имеет три подачи.
Раннего выпуска универсальный токарно-винторезный станок ТВШ-2 (Чугунная крышка передней бабки).
Позднего выпуска токарно-винторезный станок ТВШ-2 (Штампованная крышка передней бабки).
Модернизация школьного токарного станка ТВШ-2
ТВШ-3 (ТВ-3) Школьный токарный станок
Школьный токарный станок ТВШ-3 (ТВ-3) - модернизированный ТВШ-2.
Производители токарно-винторезного станка ТВШ-3 - Техникум г. Энгельс, Исправительные трудовые учреждения для несовершеннолетних (ТКН), Верхнетуринский машиностроительный завод.
ТВШ-3 (ТВ-3) школьные токарно-винторезные станки, выпускавшиеся в 60-х годах прошлого века. За основу конструкции станка, по всей видимости, был взят станок немецкого производства.
В 70-х годах модель ТВШ-3 заменил более совершенный токарно-винторезный станок - ТВ-4.
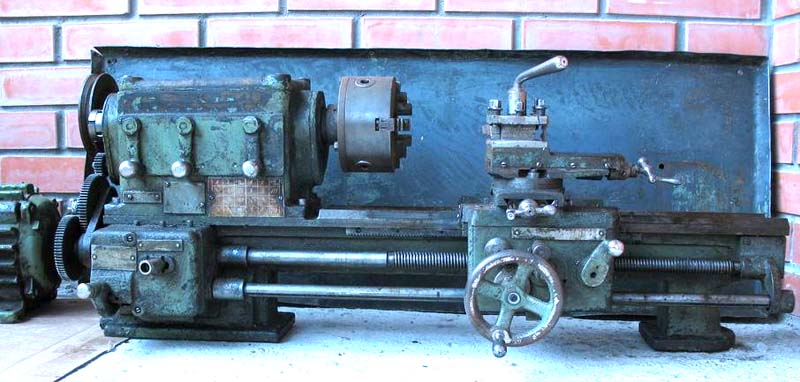
Раннего выпуска универсальный токарно-винторезный станок ТВШ-3

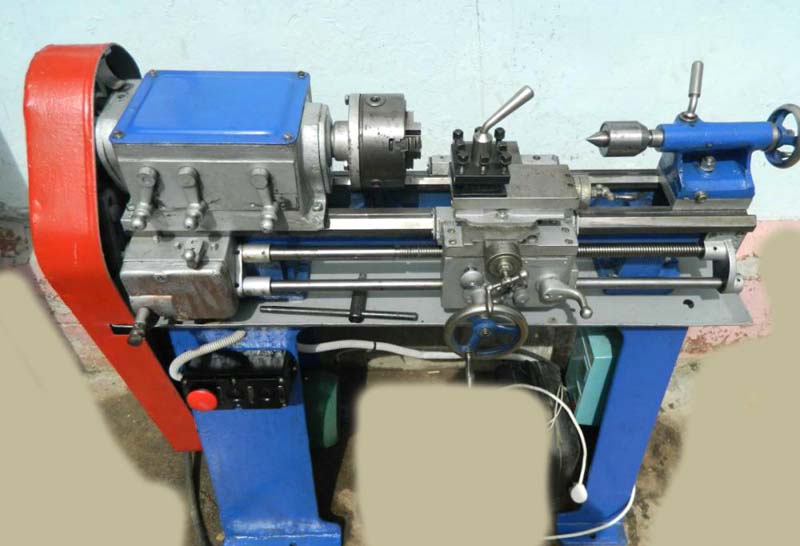
Позднего выпуска универсальный токарно-винторезный станок ТВШ-3
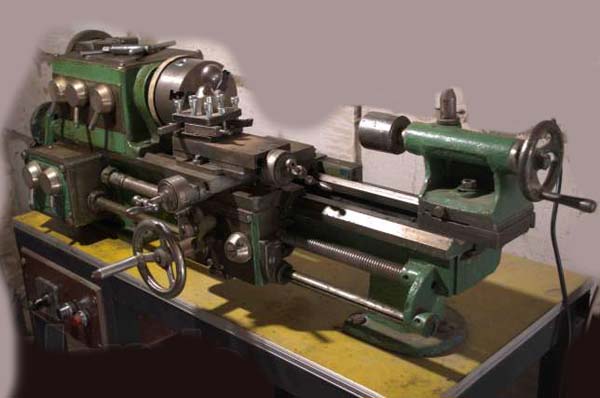
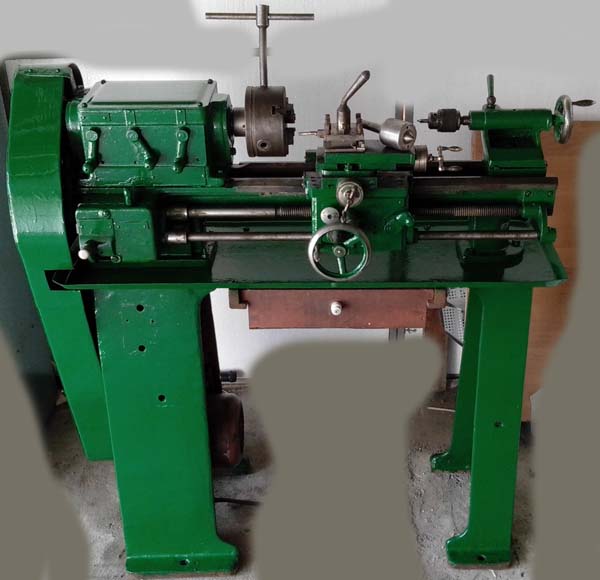
Фото токарно-винторезный станок ТВШ-3
ТВ-4 Школьный токарный станок
Станок ТВ-4 заменил устаревшие первые школьные токарно-винторезные станки ТВШ-2 и ТВШ-3 (ТВ-3) и выпускался в 70-х годах прошлого века.

Фото токарно-винторезного станка ТВ-4
ТВ-6 Школьный токарный станок
Производителем станка ТВ-6М являлся Дубненский литейно-механический завод "Октябрь" - г. Дубно Ровенской области на Украине.

Фото токарно-винторезного станка ТВ-6
Станок ТВ-6 заменил в производстве токарно-винторезный станок ТВ-4.
ТВ-7 Школьный токарный станок
Учебный токарно-винторезный станок ТВ-7 отличается от станка модели ТВ-6 и ТВ-6М конструкцией передней бабки и коробки скоростей. В станке модели ТВ-7 скорости переключаются переброской приводного ремня и при помощи двухскоростной понижающей коробки. Начиная с этой модели станка учебные станки этой серии получили дополнительно три подачи и три метрических резьбы.
Скорость вращения шпинделя переключается переброской ремней, поэтому исчезли две рукоятки на шпиндельной бабке.
Начиная с модели станка ТВ-7, школьные станки получили 8 подач и научились резать целых 6 резьб.

Фото токарно-винторезного станка ТВ-7

ТВ-7М Школьный токарный станок
Модели станков ТВ-7М, ТВ-9, ТВ-11 отличаются только длиной станины и, соответственно, РМЦ. Станки выпускаются без тумб, в настольном варианте.
Межцентровые расстояния токарных станков ТВ-7М, ТВ-9 и ТВ-11:
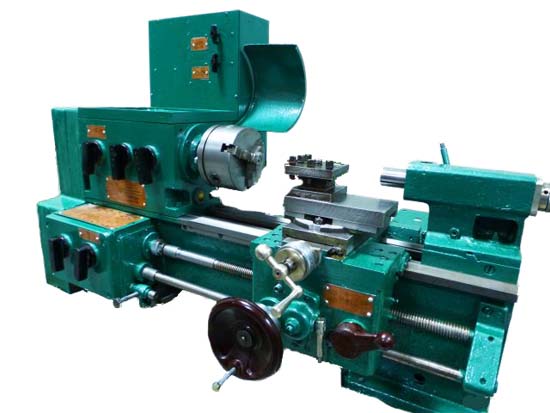
Фото токарно-винторезного станка ТВ-7М
ТВ-9 Школьный токарный станок
Станок ТВ-9 является настольным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ при массе детали 10 кг, в том числе:
- проточка и расточка цилиндрических и конических поверхностей
- сверление
- отрезка
- нарезка резьб
- подрезка торцов
Традиционная наглядная компоновка станка в сочетании с отработанной кинематической схемой позволяет уверенно обеспечить токарную обработку с классом точности «Н» в течение длительного срока эксплуатации.
В сравнении с предлагаемыми на рынке малогабаритными станками - он прост в эксплуатации, надежен и долговечен.
Станок ТВ-9 отличается от токарных станков и ТВ-7М и ТВ-11 межцентровым расстоянием, РМЦ:

Фото токарно-винторезного станка ТВ-9
ТВ-11 Школьный токарный станок
Станок ТВ-11 является настольным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в том числе точных, в центрах, в патроне, в цанге, для нарезания резьбы при массе детали 5 кг, в том числе:
Станок обеспечивает высокое качество обработанных поверхностей по форме и шероховатости. При обработке материала сталь 45 с использованием алмазных резцов при проведении отделочных операций достигается шероховатость поверхности Ra не более 0,2 мкм.
Улучшенные динамические характеристики станка обеспечивают производительные режимы при черновой обработке.
Рациональная компоновка станка, высокая надежность его узлов, оптимальное расположение органов управления делает станок удобным в эксплуатации и обслуживании. В опорах шпинделя станка установлены прецизионные радиально-упорные шарикоподшипники, что в сочетании с жесткой конструкцией основных узлов обеспечивает высокую точность обработки.
Привод главного движения оснащен частотным преобразователем производства фирмы "MITSUBISHI", позволяющим производить бесступенчатое регулирование частоты вращения шпинделя c высоким моментом.
Станок комплектуется различными принадлежностями и приспособлениями, позволяющими расширить его технологические возможности.
Станок ТВ-11 отличается от токарных станков ТВ-7М и ТВ-9 увеличенным межцентровым расстоянием, РМЦ:
Станок изготавливается класса точности Н.

Фото токарно-винторезного станка ТВ-11
16У03П Школьный токарный станок
Токарно-винторезный станок 16У03П выпускался в СССР предприятием Кироваканский завод прецизионных станков г. Кировакан (Ванадзор) и, в настоящее время, производство их прекращено.
Основным назначением станка было обучение токарному делу в школах, профтехучилищах, техникумах, широко используются в лабораториях, учебных и ремонтных мастерских.
16У04П Школьный токарный станок
Токарно-винторезный станок 16У04П выпускался в СССР предприятием Кироваканский завод прецизионных станков г. Кировакан (Ванадзор) и, в настоящее время, производство их прекращено.
ТВШ-3 (ТВ-3) Станок токарно-винторезный школьный
схемы, описание, характеристики

Сведения о производителе учебного токарно-винторезного станка ТВШ-3 (ТВ-3)
Производители токарно-винторезного станка модели ТВШ-3 - Техникум г. Энгельс, Исправительные трудовые учреждения для несовершеннолетних (ТКН), Верхнетуринский машиностроительный завод.
ТВШ-3 (ТВ-3) первые школьные токарно-винторезные станки, выпускавшиеся в 60-х годах прошлого века. За основу конструкции станка, по всей видимости, был взят станок немецкого производства. В 70-х годах модель ТВШ-3 заменил более совершенный токарно-винторезный станок - ТВ-4.
Школьные станки
ТВШ-3 (ТВ-3) Станок токарно-винторезный учебный. Назначение, область применения
Токарно-винторезный станок ТВШ-3 является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
Токарный станок ТВШ-3 позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб
- Сверление и ряд других работ
Техническая характеристика станка
- Наибольший диаметр изделия, устанавливаемого над станиной, мм - 100
- Наибольший диаметр точения над нижней частью суппорта, мм - 90
- Высота центров, мм - 100
- Наибольший диаметр обрабатываемого прутка, мм - 14
- Расстояние между центрами, мм - 350
- Наибольшая длина обтачивания, мм - 350
- Пределы чисел оборотов шпинделя в минуту (6 ступеней) - 120. 170
- Пределы продольных подач (3 ступени), мм/об - 0,04; 0,05; 0,06
- Нарезаемые резьбы: метрическая шагом (3 ступени), мм - 0,6; 0,8; 1
- Диаметр отверстия в шпинделе, мм - 15
- Мощность электродвигателя, кВт - 0,6
Общий вид токарно-винторезного станка ТВШ-3

Фото токарно-винторезного станка твш-3


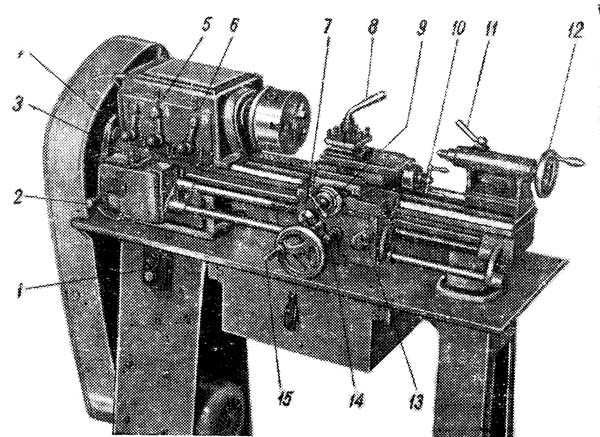
Расположение составных частей и органов управления токарно-винторезным станком ТВШ-3

Расположение органов управления токарно-винторезным станком твш-3
Спецификация составных частей и органов управления токарно-винторезного станка ТВШ-3
- включатель подачи электроэнергии
- рукоятка установки величины подачи или шага резьбы
- рукоятка включения ходового винта или ходового валика
- рукоятка изменения направления вращения ходового винта или валика (рукоятка трензеля)
- рукоятки установки чисел оборотов шпинделя (А и В)
- рукоятки установки чисел оборотов шпинделя (А и В)
- рукоятка включения реечной шестерни
- рукоятка закрепления резцедержателя
- рукоятка поперечной подачи суппорта
- рукоятка продольной подачи суппорта
- рукоятка крепления пиноли задней бабки
- маховик перемещения пиноли задней бабки
- рукоятка включения маточной гайки
- рукоятка включения механической подачи каретки
- маховик ручного перемещения каретки
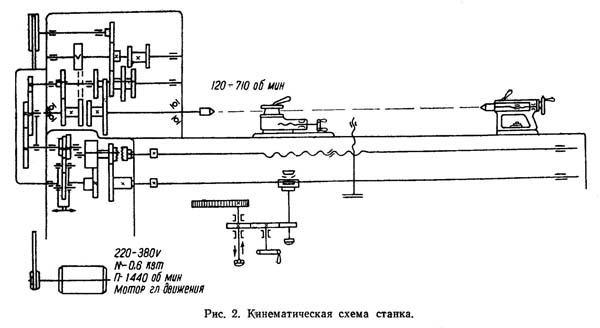
Схема кинематическая токарно-винторезного станка ТВШ-3

Кинематическая схема токарно-винторезного станка твш-3
Кинематическая схема. Перемещение резца осуществляется через систему шестерен вручную или механически—самоходом.
Станок приводится в движение электродвигателем трехфазного тока мощностью 0,6 кВт с числом оборотов 1440 об/мин.
Натяжение ремней передачи осуществляется специальным приспособлением, позволяющим производить перемещевие электродвигателя при помощи специальных болтов.
Пуск и остановка станка производитея кнопочным переключателем.
Конструкция токарно-винторезного станка ТВШ-3
Токарно-винторезный станок состоит из следующих основных узлов: передняя тумба, задняя тумба, станина, передняя бабка, коробка подач, передаточный механизм (гитара), фартук, суппорт, задняя бабка, защитный кожух, корыто, электрооборудование, защитный экран.
Станина станка
Станина служит для поддержания, закрепления и взаимного соединения всех узлов станка.
Станина станка коробчатой формы с окнами. Имеет две призматические направляющие.
Передняя направляющая служит для передвижения каретки, задняя — для перемещения задней бабки.
На передней стороне станины установлены ходовой винт и рейка
Станина установлена на две тумбы.
Передняя бабка токарно-винторезного станка ТВШ-3

Передняя бабка токарно-винторезного станка твш-3
От индивидуального электродвигателя через клиноременную-передачу вращение сообщается шкиву, сидящему на валу коробки скоростей.
Внутри коробки движение передается через вал 2 и шестерню 3, сидящую на валу неподвижно; на вал 4, на котором размещены три неподвижные шестерни 5, 23 и 6. Последняя участвует только в работе трензеля. На валу 7 находятся блок шестерен 8, 9 и 10 и блок шестерен 11 и 12, которые перемещаются на валу по шпонке при помощи рукояток А и Б (рис. 1). Тройной блок шестерен 8, 9 и 10 имеет возможность находиться в постоянном зацеплении с одной из шестерен блока 5 и тем самым передавать движение валу. Через блок шестерен // и 12 движение передается неподвижному блоку шестерен 13, находящемуся непосредственно на шпинделе станка 14. Шпиндель передает вращение обрабатываемой детали при помощи трехкулачкового патрона или планшайбы с поводком, • которые наворачиваются на его резьбовую часть. При обработке деталей в центрах в шпиндель вставляется центр.
Кроме этого, в коробке скоростей смонтировано устройство, позволяющее изменять направление вращения ходового винта и ходового валика, т. е. изменять направление перемещения суппорта. Это осуществляется перемещением шестерни 15 в левое или правое крайнее положение рукояткой 4 (рис. 1).
При левом крайнем положении рукоятки шестерня 15 получит прямое вращение непосредственно от блока шестерен 16, расположенного на шпинделе. При правом крайнем положении рукоятки шестерня 15 получит обратное вращение за счет зацепления с паразитной шестерней 16, которая в свою очередь получает вращение от второй ступени блока шестерен 16.
Вращение вала 17 передается шестерне 18, которая находится в постоянном зацеплении с шестернями передаточного механизма и далее с механизмом коробки подач.
При среднем нейтральном положении рукоятки и шестерни 15 вращение от шпинделя не будет передаваться к коробке подач, т. е. ни ходовой винт, ни ходовой валик вращаться не будут.
Вся система шестерен и валов размещается в пустотелой коробке, отлитой из чугуна, сверху коробка закрывается крышкой, которая крепится к ней четырьмя винтами. Шпиндель вращается в двух радиально-упорных подшипниках 19 и 20. Валы опираются на бронзовые подшипники скольжения. Для регулировки натяжения шпинделя на заднюю часть его навинчены две круглые гайки 21.
Фиксация блоков шестерен в нужном положении осуществляется жесткой установкой переключающих рукояток в гнездах на коробке. Для удобства в работе на передней стенке коробки размещена таблица с указанием чисел оборотов в минуту в зависимости От положения рукояток и указатель перемещения суппорта.
На задней стенке коробки имеется пробка для слива масла 22. Коробка скоростей крепится на станине станка четырьмя болтами.
Механизм коробки скоростей позволяет получить шесть скоростей вращения шпинделя и правое и левое перемещение суппорта, а следовательно — нарезать правые и левые резьбы.
Передаточный механизм (гитара) токарно-винторезного станка ТВШ-3

Передаточный механизм (гитара) токарно-винторезного станка твш-3
Передаточный механизм служит для передачи вращения от шпинделя коробки скоростей к коробке подач. Меняя шестерни передаточного механизма, можно изменять величину подачи суппорта на один оборот шпинделя, а также шаг нарезаемых резьб.
Механизм состоит из кронштейна 1 с закрепленными на валике 2 шестерней 3 (число зубьев 72) и шестерней 4 (число зубьев 42). Шестерня 4 зацепляется с шестерней 5 (число зубьев 70), закрепленной на валике коробки подач, а шестерня 3 — с шестерней 18 коробки скоростей.
Передаточный механизм характеризуется передаточным отношением; для станка типа ТВШ-3 оно составляет
i = 24/60 * 40/64 = 1/4 или i = 24/72 * 42/70 = 1/5
Для данного станка это передаточное отношение постоянно, так как сменные шестерни к станку не прилагаются. Для безопасности работы передаточный механизм закрывается кожухом из листового железа.
В зависимости от даты выпуска и производителя станка конструкция передаточного механизма может меняться.
Коробка подач токарно-винторезного станка ТВШ-3. Ранняя версия

Коробка подач токарного станка твш-3. Ранняя версия
Коробка подач (рис. 5) получает движение от коробки скоростей через шестерни передаточного механизма. Механизм коробки подач дает возможность получить метрическую резьбу с шагом 0,6; 0,8 и 1,0 мм и продольную подачу Суппорта в пределах 0,04; 0,05; 0,06 на один оборот шпинделя.
Валик 3 получает вращение от шестерен передаточного механизма. На этом валике жестко посажены три шестерни 4, 5 и 6 с числом зубьев соответственно 24, 32 и 40. Валик 1 имеет длинную шпоночную канавку, в которой скользит шпонка 12 совместно с шестерней 13 (число зубьев 32), расположенной в рычаге 2. Рычаг несет валик 11, на котором свободно вращается шестерня 15, находящаяся постоянно в зацеплении с шестерней 13. Посредством рычага 2 шестерню 13 вместе с шестерней 15 можно перемещать вдоль валика и вводить в зацепление поочередно с шестернями 4, 5 я 6. В каждом из этих положений рычаг удерживается штифтом 16, входящим в одно из отверстий крышки коробки подач 14. На валике 1 закреплена жестко по отношению к валику шестерня 18, которая постоянно находится в зацеплении с блочной шестерней" 7, посаженной на валике 10. Эта шестерня может перемещаться по валику с помощью рычага 8 вправо и влево. При левом положении шестерня 7 входит в зацепление с шестерней 17, которая посажена на ходовой валик. Следовательно, при левом положении шестерни (правом положении рычага 5 по перечню рукояток управления) вращение передается ходовому валику. При перемещении рычага влево шестерня 7, перемещаясь вправо, выходит из зацепления с шестерней 11 и своими торцовыми выступами входит в зацепление с храповой муфтой 9. Таким образом, при левом положении рычага вращение передается ходовому винту. Механизм коробки подач размещен в корпусе, в котором имеются отверстия для заливки масла. Отверстия закрываются пробками. Коробка подач закрывается с лицевой стороны крышкой 14 и крепится на станине четырьмя винтами.
Коробка подач токарно-винторезного станка ТВШ-3. Поздняя версия

Коробка подач токарного станка твш-3. Поздняя версия
Суппорт токарно-винторезного станка ТВШ-3

Суппорт токарно-винторезного станка твш-3
Суппорт (рис. 6) предназначен для перемещения и закрепления резца, который должен находиться в различных положениях, определяемых формой и размерами обрабатываемого изделия.
Суппорт имеет четыре каретки: нижняя каретка перемещается в продольном направлении по направляющим станинам как от механического привода, так и от руки. Перемещение осуществляется за счет фартука, прикрепленного к нижней каретке. Каретка 2 передвигается по направляющим нижней каретки и служит для поперечного перемещений резца от руки. Каретка, несущая на себе четырехгранную резцовую головку, имеет только продольное перемещение по направляющим средней поворотной части суппорта, которая может поворачиваться на 90° в ту или иную сторону.
Поперечное перемещение каретки 2 по направляющим нижней каретки 1 осуществляется винтом 13 и гайкой 12. Винт 13 приводится во вращение от руки рукояткой 16. Так как винт 13 установлен в опорах на нижней каретке, а гайка 12 закреплена на каретке 2, то при вращении винта гайка будет перемещаться и увлекать за собой каретку 2.
Сверху каретка 2 имеет углубление; куда входит выступ поворотной части суппорта 5. Для закрепления поворотной части имеются 2 болта, головки которых входят в круговой паз каретки 2.
Верхнюю каретку 4 суппорта можно перемещать по направляющим вручную, пользуясь рукояткой 11, которая приводит во вращение винт 10 и гайку 9.
Направляющие и соприкасающиеся с ними поверхности кареток от продолжительной работы изнашиваются на столько, что между ними может появиться недопустимо большой зазор.
В результате этого резец будет вибрировать и снизится точность работы станка. Для устранения вибрации в суппорте предусмотрены регулируемые планки 14 и 15, которые могут быть поджаты винтами. Резцедержатель закрепляется болтом 8 и затягивается рукояткой 7. При отворачивании рукоятки резцедержатель отжимается вверх от верхней каретки пружиной 6. Резцедержатель позволяет закреплять в нем одновременно до четырёх резцов. Резцы крепятся болтами 5.
Фартук токарно-винторезного станка ТВШ-3

Фартук токарно-винторезного станка твш-3
С помощью фартука (рис. 7) можно осуществить продольную подачу суппорта, механическую или ручную, ходовым валиком и продольную подачу, механическую, ходовым винтом.
Ручная подача ходовым валиком осуществляется вращением маховика 1, насаженного на вал 2, на котором находится шестерня 4, зацепляющаяся с шестерней 3, сидящей на конце валика реечной шестерни. Последняя входит в зацепление с зубчатой рейкой, жестко прикрепленной к станине. Механическая подача осуществляется червяком 7, сидящим на скользящей шпонке на ходовом валике. Червяк приводит в движение червячную шестерню, и далее через систему шестерен движение передается на реечную шестерню. Для включения механической подачи необходимо повернуть рукоятку 9 по часовой стрелке. При этом включается в работу фрикцион, смонтированный в червячной шестерне. Механическая подача ходовым винтом осуществляется поворотом рукоятки 8, соединяющей разъемную маточную гайку 5 с ходовым винтом 6. Рекомендуется реечную шестерню при работе с ходовым винтом выводить из зацепления с рейкой движением рукоятки «на себя». При механической и ручной подаче ходовым валиком реечную шестерню вводят обязательно в зацепление с зубчатой рейкой движением рукоятки «от себя».
Задняя бабка токарно-винторезного станка ТВШ-3

Задняя бабка токарно-винторезного станка твш-3
Задняя бабка (рис. 8) служит для поддержания второго конца обрабатываемой детали. Корпус 7 расположен на основании 2, перемещающемся по направляющим станины станка.
В корпусе продольно перемещается пиноль 8. Один конец пиноли имеет коническое отверстие (конус Морзе № 2), в которое в зависимости от выполняемой работы можно вставлять в центр хвостовую часть патрона для зажима сверл и другой инструмент. Перемещение пиноли производится маховиком 11, вращающим винт 13. Для удобства вращения на маховике закреплена рукоятка 12. Чтобы пиноль при вращении маховика не поворачивалась, она имеет шпоночную канавку, в которую входит винт-шпонка 10. Рукоятка 9 служит для зажима пиноли в корпусе бабки. Оси шпинделя и задней бабки должны совпадать; для установки пиноли по оси шпинделя служит винт 3 и гайка 4. Посредством их можно смещать корпус относительно основания в поперечном направлении по призме основания для проточки длинных конусов. Для обточки в центрах деталей разной длины основание перемещают вместе с корпусом задней бабки вдоль станины станка и закрепляют в нужном положении болтом 5 гайкой 6 и плавкой 1.








Устройство, назначение и область применения токарного станка ВТ-3 серии Школьник
Для обучения специальности токарь предприятиями поставлялись в школы и ПТУ небольшие станки с простым управлением и повышенной степенью безопасности. На модели ВТ 3 изготавливаются детали длиной до 300 мм и весом до 5 кг. Оборудование отличается высокой точностью обработки класса Н и подходит для полного технологического цикла изготовления деталей.

Сведения о производителе
Основой для создания станка ТВ 3 (токарный станок Школьник) послужила модель немецкого токарного оборудования, вывезенного с Германии после окончания ВОВ. Удобный малогабаритный агрегат, имеющий простейшую конструкцию, предназначался для обучения навыкам токаря в школах и ПТУ.
Производство ТВ3 запустили на нескольких предприятиях. Основным производителем стал Верхнетуринский машиностроительный завод. В городе Энгельс студенты техникума обработки металлов на практических занятиях испытывали оборудование. По результатам их работы в проектную документацию были внесены изменения.
Построенный в 1737 году, завод специализировался на выпуске военной продукции: ядра, штыки, оснастка для кораблей. В марте 1917 года предприятие реконструировали и наладили производство запасных частей для железнодорожных вагонов.
В 1941 года завод полностью перешел на выпуск военной продукции. После окончания войны в его цехах продолжали выпускать снаряды, гранаты. Официально предприятие занималось производством мирной продукции:
- механические лебедки;
- дисковые мельницы;
- настольные токарные станки;
- лесопосадочные машины.
Начиная с 60 годов токарный станок ТВ 3 стали массово выпускать несколько предприятий. Простота конструкции и высокая степень безопасности позволили разместить заказы на производство оборудования в исправительных учреждениях. Часть настольных агрегатов сразу же поступала в детские колонии для обучения подростков нужной профессии.
Назначение, область применения
Токарно-винторезный станок ВТ 3 создан для обучения специальности токаря учащихся школ, профессионально-технических училищ и техникумов. Он также обозначается как ВТШ-3 – школьный. Оборудование имеет простое устройство с повышенной степенью безопасности. На нем производят основные токарные операции:
- обработка цилиндрической поверхности;
- вытачивание конусов;
- подрезка и протачивание канавок;
- отрезная;
- сверление отверстий задней бабкой;
- нарезка метрической резьбы.
На станке изготавливаются единичные детали, запчасти для ремонта оборудования и автомобилей.
Справка! Компактный агрегат с точностью обработки класса Н устанавливают в передвижных ремонтных мастерских. На нем вытачивают элементы запорной арматуры и фитинги водопроводов, газовых систем, деталей для ремонта подвижного состава, включая корабли.
Техническая характеристика
Токарно-винторезный станок ВТ 3 работает от бытовой сети 220 В. Его технические характеристики:

- мощность электродвигателя 0,6 кВт;
- наибольший диаметр заготовки над суппортом 80 мм;
- над станиной 200 мм;
- максимальное межцентровое расстояние 350 мм;
- наибольшая масса заготовки 5 кг;
- размеры стебля резца 10×12 мм;
- диаметр патрона 100 мм;
- число ступеней вращения заготовки 6;
- диаметр отверстия шпинделя 15 мм;
- наибольшее продольное перемещение суппорта 300 мм;
- продольных подач 6;
- угол поворота резцовых салазок 45⁰;
- количество нарезаемых резьбы 3;
- перемещение пиноли задней бабки 65 мм;
- габариты напольного станка 1440×470×1020 мм;
- масса 280 кг.
Точность обработки на оборудовании соответствует классу Н.
Расположение составных частей и органов управления
Токарный станок ВТ 3 имеет литую станину коробчатой формы, на которой крепятся все узлы агрегата:
- передняя бабка;
- гитара;
- коробка подач;
- передаточный механизм;
- суппорт;
- фартук;
- ходовой вал и винт;
- корыто для стружки;
- защитный кожух;
- задняя бабка;
- электродвигатель.

Станина сверху имеет направляющие для перемещения суппорта и задней бабки. Между опорами передней стойки внизу установлен двигатель. Он соединен с ведущим валом коробки скоростей ременной передачей. Шпиндель получает вращение посредством зубчатого зацепления с блоком шестерен.
Коробка подач соединяется с приводом через передаточный механизм. Она позволяет нарезать резьбу трех типоразмеров. Сменные шестерни не входят в комплект станка. Количество подач ограничено тремя.
На корпусе передней бабки расположены рукоятки:
- переключения скорости вращения шпинделя;
- включения ходового винта;
- реверса – изменение направления вращения ходового винта;
- включения ходового винта и вала.
Ниже находится рукоятка переключения шага резьбы и величины подачи.
Фартук расположен в передней части суппорта. Его механизм, состоящий из муфт и зубчатых зацеплений, превращает вращательное движение винта и вала в поступательное, продольное.
На фартуке расположены:
- маховик ручного продольного перемещения;
- рукоятка включения механической подачи;
- ручка включения подачи винтом.
Четыре каретки на суппорте обеспечивают поперечное и продольное перемещение резца относительно детали, поворот инструмента при нарезке конусов и снятии фасок. Рукоятка сверху над резцедержкой закрепляет инструмент в нужном положении. Резец зажимается болтами вручную. В оси вращения выставляется пластинами, подкладываемыми под стебель. Кнопочный блок пуска станка находится на передней стойке ниже корыта под стружку.
Кинематическая схема

Конструктивные узлы и их характеристики
Ременная передача от двигателя приводит в движение ведущий вал станка. Одновременно она предохраняет привод от перегрузок. Передняя бабка представляет собой коробку скоростей со шпиндельным узлом. Она имеет 3 вала с шестернями. В зависимости от комбинации зацепления инструмент получает вращение определенной частоты.
На конце шпинделя установлен патрон, в котором крепится заготовка. Резец перемещается продольно вместе с суппортом и в поперечном направлении механизмом салазок. Механическое движение обеспечивается зацеплением с шестернями фартука.
Задняя бабка передвигается только вручную. На месте она фиксируется болтами, прижимающими снизу сухари к направляющим. Они закручиваются гаечным ключом. В торце узла маховик с ручкой для перемещения пиноли. Сверху рычаг зажимающего механизма.
Компактные и легко управляемые станки ВТ 3 не выпускаются с 90 годов. Но они по-прежнему продолжают работать в гаражах, домашних и ремонтных мастерских. Простое оборудование легко восстановить и запустить самостоятельно.
Домашний токарный станок ТШ-3 Универсал: технические характеристики
Станок почитаем за способность перевоплощаться из токарного во фрезерно-сверлильный или плоскошлифовальный, применим как фуговальный или как лобзик, или даже мини-циркулярка.
Подробно о токарном станочке рассказ пойдет далее.

Описание и назначение
Первая модель настольного токарного станка Универсал с двумя круглыми направляющими была разработана ЭНИМС и производился Московским станкостроительным заводом СтанкоКонструкция.
Первые Универсалы были с чугунной станиной и двумя цилиндрическими направляющими из прочной закалённой стали. Принцип создания этой конструкции заимствован у модели Unimat SL фирмы EMCO (Австрия), более 40 лет продававшая в год до 15 тысяч станков этой модели. В 1968 году появился токарно-винторезный станок Универсал-2, с двигателем небольшой мощности.


В 1975 году поведён Универсал-3 уже с одной направляющей большего диаметра вместо двух, диметром поменьше. Из-за сложного процесса настройки соосности шпинделя и задней бабки при возвращении на станину после демонтажа, переднюю бабку сделали несъёмной. Познакомимся ближе с моделью ТШ-3, представляющий всю линейку Универсалов.
Технические характеристики
- Диаметр заготовки. Над станиной — до 150 мм, над суппортом – до 90 мм.
- Длина детали в центрах – до 250 мм.
- Державка резца. Размер – 8х8 мм.
- Сверление отверстий. Диаметр — до 8 мм.
- Внутреннее отверстие шпинделя. Диаметр 15 мм.
- Число ступней вращения шпинделя – 9.
- Диапазон вращений шпинделя – от 200 до 3200 об/мин.
- Длина продольного перемещения суппорта – 215 мм, поперечного – 90 мм.
- Величины продольной подачи – от 0,05 до 0,175 мм/об.
- Вес станка 62 кг, габариты:690х410х230 мм.
В период эксплуатации станок обеспечивает класс точности «Н» (нормальный). Чугунная станина. После отливки подвергнута естественному старению.
Плоская направляющая станины и круглая направляющая, установленная в станине, служат общей базой для шпиндельной бабки, задней бабки и продольного суппорта. В передней части станины вмонтирован ходовой винт, укрытый защитным кожухом.
В передней бабке (часто – шпиндельная бабка) установлен шпиндель, на переднем конце которого установлены упорные подшипники, работающие под воздействием радиальных и осевых усилий. На другом конце смонтирован 4-х ступенчатый шкив привода вала передней бабки. Здесь же установлен механизм (трензель), изменяющий направление вращения (реверс) винта.
Привод станка. На левой стенке передней бабки размещён кронштейн с электродвигателем и механизмами привода станка и асинхронный двигатель станка, мощностью 370 Вт, подключается к сети 220 В, частотой 50 Гц.

Под кожухом узла кронштейна расположены:
- ступенчатые шкивы клиноременного механизма (9 скоростей вращения);
- промежуточный вал с эксцентриком для регулировки натяжения ремня;
- блок зубчатых передач привода ходового винта.
Механизм подачи (гитара) предназначен для управления настройками вращения ходового винта посредством зубчатых колес в узле кронштейна.
Фартук (узел включения – выключения маточной гайки ходового винта) закреплен на каретке суппорта.
Суппорт служит для перемещения резцедержателя. Состоит из:
- каретки;
- поперечных салазок;
- верхних салазок;
- узла резцедержателя.
Задняя бабка предназначена для:
- совмещения оси заготовки с осью, проходящей через центры шпинделя и центрирующего механизма задней бабки;
- обеспечения жесткости механизмов в процессе обработки;
- закрепления сверлильных режущих инструментов;
- установки подвижных и неподвижных центров.
Электрическая схема


Конструктивные особенности
У всей линейке Универсалов их несколько:
- Изменение направления перемещения продольного суппорта осуществляется специальным устройством без остановки шпинделя, что существенно экономит время.
- Универсал – 3 (ТШ-3) способен нарезать 18 видов метрической резьбы с шагом от 0,2 до 2,5 мм.
- Защитное реле блокирует работу двигателя, оберегая от последствий механических перегрузок.
Инструкция по применению, паспорт
Подробная инструкция в печатной форме доступна любому мастеру. Кроме того, профессионалами разработаны рекомендации и подробные инструкции применения станочного оборудования.
При необходимости, на рабочем конце шпинделя вместо токарного патрона можно установить цанговые зажимы различных размеров.

Станок, с заводским комплектом оборудования, позволяет:
- изготовить зубчатые колёса;
- восстановить шлицы;
- продолбить продольный паз во втулке или в бруске прямоугольного сечения;
- проточить деталь на нужный конус.
Несложная переналадка трансформирует токарный станок в другие типы устройств для выполнения:
- фрезерных и сверлильных работ;
- фугования плоскостей деревянных брусков;
- шлифования и полирования поверхностей;
- распиливания деталей лобзиком;
- пиление дисковой пилой;
- заточки и правки фрез, другого режущего и бытового инструмента;
- навивки пружин;
- нарезание резьбы (наружной и внутренней) плашками и метчиками.
Паспорт токарного станка можно бесплатно скачать на ссылке — Паспорт токарного станка Универсал -3 (ТШ-3).
Станок необходимо устанавливать:
- в зоне естественного освещения и вентиляции;
- жестко крепить на верстаке или рабочем столе, поглощающих вибрации.
Техобслуживание и ремонт
Узлы и агрегаты станка должны содержаться в исправном состоянии. Поддержание уровня и качества смазочного материала является обязательным. При повышенном шуме подшипников, задымлении или перегреве, остановить работу станка и начать диагностику.
Мерительный инструмент самого станка, так и установленного в качестве дополнительного оборудования, правильно хранить, эксплуатировать и ежедневно обслуживать. Периодически проверять состояние зажимных устройств.
Меры предосторожности при работе с оборудованием
- Осознанное соблюдение мер безопасности во время работы, а также при транспортировке и установке в помещении.
- В электрической схеме обеспечить исправность прибора аварийного обесточивания.
- Рабочее помещение оборудовать в противопожарном отношении.
- В зоне доступности расположить принадлежности и препараты неотложной медицинской помощи.
- Рабочую одежду подгонять так, чтобы исключить случайный контакт с вращающимися механизмами.

Прототипом нового токарно-винторезного МеталМастер -1830, осталась модель ТШ-3 станка ещё до перестроечной, советской марки Универсал – 3. Выглядит эстетично, оборудован плавным управлением привода, оснащен электроникой. А, главное, станок совершил качественный переход из любительского в разряд профессионально продвинутой машины для металлообработки.
Читайте также: