Тонкий слой какого металла наносится на поверхность в процессе лужения
Обновлено: 04.10.2024
Лужением называется операция покрытия поверхностей металлических изделий тонким слоем припоя, который представляет собой олово или сплав на оловянной основе. Образующийся на поверхности изделий тонкий слой олова или сплава на оловянной основе принято называть полудой.
Лужение широко применяется в производстве различных металлических изделий, используемых в радиотехнической, электротехнической, авиационной и других отраслях промышленности. Лужению подвергают изделия, идущие для приготовления и хранения пищи (кастрюли, ведра, тазы, молочные бидоны, консервные банки, пастеризационные аппараты, части сепараторов и т. п.). Операция лужения является подготовительной операцией перед заливкой подшипников баббитом, перед паянием изделий и изготовлением изделий с фальцевыми швами.
Основным условием лужения является покрытие поверхности изделий сплошным и непроницаемым слоем олова или сплава на оловянной основе. Олово является хорошим защитником металла от коррозии, пока не: поврежден слой олова, покрывающий поверхность изделий.
Луженые изделия хорошо выдерживают деформацию, изгибы и перегибы, не обнаруживая повреждений.
Лужение осуществляют в основном двумя методами: горячим и гальваническим.
Горячее лужение выполняют двумя способами: растиранием и погружением. Эти два способа горячего лужения являются наиболее давними и широко применяющимися до сих пор. Применение горячего лужения позволяет обходиться без электрического тока, специальных ванн и растворов-электролитов.
Одним из существенных недостатков горячего лужения является трудность, а иногда и невозможность получить в процессе лужения равномерный беспористый слой металла.
Толщина слоя горячего лужения часто колеблется в очень больших пределах. Изделия неправильной формы с глубокими рельефами покрываются неравномерно, разница в толщине покрытия отдельных участков поверхности бывает значительной. Вследствие этого количество олова, расходуемого на покрытие различного рода изделий, бывает очень велико, кроме того, получается значительный угар олова. К недостаткам горячего лужения относится также трудность удаления посторонних примесей, загрязняющих расплавленный металл.
Вследствие неравномерной толщины слоя, образования утолщений и наплывов на отдельных участках поверхности, лужение горячим способом изделий с узкими отверстиями, с мелкой нарезкой и т. д. весьма затруднительно, а часто совершенно невозможно.
Горячее лужение широко применяется при изготовлении изделий с внутренними закатанными швами (ведра, тазы, бидоны и т. п.). При этом расплавленное олово, заполняя отверстия и закаты швов, выполняют роль паяния и гарантирует полную герметичность изделий.
Гальваническое лужение осуществляется двумя способами: в кислых электролитах и в щелочных электролитах.
Гальваническое лужение применяют широко, так как оно обеспечивает высокую прочность сцепления покрытия с основным металлом или сплавом на оловянной основе, позволяет получать равномерную и любую заданную толщину покрытия даже на изделиях сложной формы, а также малую пористость покрытия. Большой рассеивающей и кроющей способностью обладают щелочные электролиты, которые применяются для покрытия изделий сложной формы.
Гальваническое лужение по сравнению с горячим лужением является более экономичным по расходу олова или сплавов на оловянной основе. К недостаткам гальванического лужения относятся: применение ванн специального устройства и более высокая квалификация рабочих. Кроме того, к недостаткам гальванического лужения в щелочных электролитах следует отнести сложность приготовления электролита и неустойчивость состава раствора, что требует постоянного наблюдения и ухода за ванной и анодами.







Если вы хотите кого-то изменить, сначала полюбите его. © Мартин Лютер Кинг-Младший ==> читать все изречения.
Лужение
(Etamage, Verzinnen). — Многие металлы, особенно медь и железо, легко окисляются с поверхности от действия кислот щелочей и даже атмосферного воздуха. Для защиты металла от окисления поверхность его покрывают другим металлом, лучше противостоящим этому действию. Одним из наиболее употребительных для этой цели металлов служит олово, на которое воздух и влага влияют весьма мало, а слабые растительные кислоты, жиры и прочие составные части пищевых продуктов совсем не действуют. Покрывание металлической поверхности тонким слоем олова называется лужением, а самый слой олова полудой. При покрывании металла оловом весьма важно получить совершенно равномерный, плотный и прочный оловянный слой, хорошо защищающий поверхность металла от окисления. Кроме того, при Л. домашней посуды необходимо употреблять по возможности чистое олово, не содержащее в себе вредных для здоровья примесей, как, напр., свинца, цинка и др. Но так как полуда, содержащая свинец, обходится гораздо дешевле и из опытов обнаружено, что она более продолжительное время защищает металл от ржавчины, поэтому в некоторых случаях, когда ядовитость примесей не имеет значения, некоторая прибавка свинца к олову применяется с успехом. В зависимости от свойства и назначения покрываемого металла существует много разных рецептов для составления сплавов олова с другими металлами (лигатур). Обыкновенный сплав из олова и свинца состоит из 3 частей свинца и 5 ч. олова или из 2 ч. свинца и 1 ч. олова. Как особое средство для покрытия листового железа, употребляемого в строительном деле, служит во Франции сплав из 5,5 ч. цинка, 23,5 ч. свинца и 71,0 ч. олова; в Германии 25 ч. цинка, 30 ч. свинца и 45 ч. олова. Для Л. листов, идущих на приготовление художественных изделий, употребляется сплав из 90-95 ч. олова и 10-5 ч. висмута. К безвредным примесям принадлежат железо и никель, которые увеличивают твердость и прочность полуды, и потому очень часто прибавляют их к олову для Л. кухонной посуды. По испытаниям оказались наиболее удовлетворительными следующие сплавы: 80 ч. олова и 10 железа, или 16 ч. железа и 10 никеля, или 90 олова, 5 железа и 7 никеля, или, наконец, 160 ч. олова, 7 железа и 10 никеля. Эти сплавы приготовляют следующим образом. Олово расплавляется в тигле и перегревается добела, потом прибавляют железные опилки, перемешивают, добавляют накаленный никель и опять перемешивают смесь деревянной палкой. Сплав разливают по формам в виде тоненьких брусочков, называемых полудными палочками. Так как олово хорошо пристает лишь к совершенно чистым поверхностям металлических предметов, то для лужения необходимо предварительно удалить с поверхности ржавчину, жиры и вообще все посторонние тела. Это очищение производится посредством натирания поверхности золой или песком с водой, или же предмет протравляют, погружая его в разведенную серную или соляную кислоту, и затем тщательно промывают в воде. Для протравления железных листов устраивают особые чаны с вращающимися валиками, которые передвигают листы через жидкость, наполняющую чан. На практике различают 4 способа Л.: а) посредством расплавленной полуды, b) мокрым путем, с) по способу Стольба — холодным путем и d) гальваническим способом. Первый способ заключается в том, что предметы для Л. приводятся в соприкосновение с расплавленным оловом. С этой целью полуду расплавляют в чугунном котле, в который и погружают на некоторое время предметы, предназначенные для Л. Такой операции подвергаются, напр., железные листы для получения белой жести (см. Белая жесть). Чтобы вылудить посуды из черной жести, как, например, кастрюли, сковороды и т. под., их сперва протравляют и очищают как сказано выше, затем подогревают до температуры плавления олова, посыпают внутри порошкообразным нашатырем или натирают сконцентрированным его раствором и погружают на некоторое время в котелок с расплавленным оловом; потом предмет вынимают и сливают лишнюю полуду. Олово сильно пристает во всех местах, которые были смазаны раствором, но слой полуды не одинаков по толщине и плотности, поэтому для более равномерного распределения и уплотнения олова сейчас после вынимания посуды из котла растирают оловянную поверхность щеткой или паклей, смоченной горячим салом. Медную посуду не погружают обыкновенно в олово, а только после подогрева натирают некоторую часть ее поверхности нашатырем, наливают на нее немного расплавленного олова и растирают паклей. Эту операцию повторяют до тех пор, пока вся поверхность не покроется оловом. Для возобновления старой полуды в кухонной посуде после тщательной ее очистки и подогрева прямо прикасаются в некоторых местах нагретой поверхности палочкой полуды, которая оставляет на поверхности расплавленные капли. Эти капли быстро растирают паклей и таким образом вчерне наводят слой полуды на всю поверхность. Потом подогревают вторично и следующим растиранием окончательно выравнивают и уплотняют наведенный слой олова. Мелкие изделия из чугуна и железа погружаются сперва в раствор хлористого цинка, а затем в горячем состоянии опускают их в расплавленное олово, покрытое толстым слоем сала. По воспринятии полуды их вынимают вилками и бросают в воду. Для получения более красивой и прочной полуды иногда железные изделия перед Л. покрывают слоем меди. С этой целью погружают сперва изделия в кипящий раствор хлористого цинка, в котором они получают цинковую покрышку, затем опускают в расплавленную медь, где они покрываются тонким слоем меди и, наконец, для Л. погружаются в оловянную ванну. По второму способу Л. производится посредством погружения мелких предметов в кипящий раствор винного камня, в который добавляют зернистое олово. Изделия кипятятся в растворе в продолжение 1-2 часов. На одну часть винного камня берут 24 ч. воды, а олова в 1 1 /2 раза больше, чем вес положенных предметов. Этот способ чаще всего употребляется для Л. булавок. Для Л. железных или чугунных предметов по этому способу употребляется ванна, состоящая из 10 литр. воды, 500 гр. квасцов и 28 гр. хлористого олова (оловянной соли). По системе профессора Стольба из Праги лужение производится следующим образом: хорошо очищенная поверхность посуды протирается губкой, смоченной предварительно оловянным раствором и посыпанной порошком цинка. Втирание продолжают до тех пор, пока вся поверхность не покроется полудой. Этот способ очень удобен для исправления стертой посуды. Покрывание оловом производится часто гальваническим путем. Этот способ пригоден как для железных и чугунных, так и для медных и латунных изделий. Для успешности работы необходимо здесь обращать особое внимание на очистку поверхности от окалины и жира, из которых первая растворяется в кислотах, второй же удаляется прокаливанием и обработкой в щелочах. После очистки предметы помещаются в сосуд, наполненный раствором оловянной соли. Анодом служит какая-нибудь оловянная пластинка, катодом — погруженные изделия. По Эльснеру, ванна приготовляется следующего состава: растворяют от 22 1 /2 до 30 гр. хлористого олова в 1250 гр. воды, а для растворения образовавшегося осадка водной окиси олова добавляют концентрированный раствор едкого кали. Для Л. железа употребляют ванну, состоящую из 100 литров едкого натра в 3° по Боме, 100 гр. хлористого олова и 300 гр. цианистого калия.
Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона. — С.-Пб.: Брокгауз-Ефрон . 1890—1907 .
Полезное
Смотреть что такое "Лужение" в других словарях:
ЛУЖЕНИЕ — ЛУЖЕНИЕ, лужения, мн. нет, ср. Действие по гл. лудить. Заниматься лужением. Лужение посуды и самоваров. Толковый словарь Ушакова. Д.Н. Ушаков. 1935 1940 … Толковый словарь Ушакова
лужение — полуда Словарь русских синонимов. лужение сущ., кол во синонимов: 4 • металлообработка (59) • … Словарь синонимов
ЛУЖЕНИЕ — ЛУЖЕНИЕ, способ механического нанесения чистого или содержащего свинец олова на поверхность металлических изделий (железных, медных, латунных) с целью придания им более красивого вида или предохранения от разъедания к той. Процесс Л. протекает… … Большая медицинская энциклопедия
ЛУЖЕНИЕ — ЛУЖЕНИЕ, покрытие тонким слоем олова металлических изделий (посуды и пр.) или полуфабрикатов (например, проволоки) для защиты их от коррозии или для облегчения процесса пайки. Перед лужением обрабатываемую поверхность очищают и протравливают… … Современная энциклопедия
ЛУЖЕНИЕ — нанесение натиранием, погружением в расплав или электролитическим путем тонкого слоя олова на поверхность металлических (главным образом стальных и медных) изделий для защиты от коррозии или для подготовки их к пайке … Большой Энциклопедический словарь
лужение — ЛУДИТЬ, лужу, лудишь и лудишь; лужённый ( ён, ена); несов., что. Покрывать полудой. Л. посуду. Толковый словарь Ожегова. С.И. Ожегов, Н.Ю. Шведова. 1949 1992 … Толковый словарь Ожегова
ЛУЖЕНИЕ — (Tinning or tinkering) покрытие металлов тонким слоем олова. Самойлов К. И. Морской словарь. М. Л.: Государственное Военно морское Издательство НКВМФ Союза ССР, 1941 … Морской словарь
ЛУЖЕНИЕ — покрытие металл. поверхностей тонким слоем устойчивого против коррозии металла, способного создавать с покрываемым металлом сплав. Наиболее распространено покрытие оловом. Применяется в случаях, когда требуется устранить образование вредных… … Технический железнодорожный словарь
лужение — Ндп. обслуживание Образование на поверхности материала металлического слоя путем плавления припоя, смачивания припоем поверхности и последующей его кристаллизации. [ГОСТ 17325 79] Недопустимые, нерекомендуемые обслуживание Тематики сварка, резка … Справочник технического переводчика
Лужение — ЛУЖЕНИЕ, покрытие тонким слоем олова металлических изделий (посуды и пр.) или полуфабрикатов (например, проволоки) для защиты их от коррозии или для облегчения процесса пайки. Перед лужением обрабатываемую поверхность очищают и протравливают… … Иллюстрированный энциклопедический словарь
ЛУЖЕНИЕ — нанесение тонкого слоя олова на поверхность металлических (главным образом стальных и медных) изделий и полуфабрикатов для их защиты от коррозии или подготовки к пайке путем натирания, погружения в расплав или электролитическим путём … Большая политехническая энциклопедия
Тонкий слой какого металла наносится на поверхность в процессе лужения?
Олово. Очень интересный металл. Есть белое олово и серое олово. При низких температурах белое олово переходит в серое, которое имеет очень небольшую плотность и при переходе металл растрескивается и превращается в порошок серого цвета, правда, если бросить его в горячую воду то произойдет обратный переход, серое перейдет в белое. Поэтому хранить олово на мороз нельзя. Во время похода Наполеона в Россию, оловянные пряжки, пуговицы, кружки и прочие изделия рассыпались в порошок, что конечно подрывало боеспособность французской армии. Олово используют при пайки и лужении за низкую температуру плавления, у нас Политехе рассказывали про одного профессора, который подавал чайные ложечки из олова, в горячем чае они расплавлялись. Говорят, гости удивлялись.
Прошу прощения, конечно не чистое олово, вы правы. С годами забыла темп. плавления за 200 град. Наверняка сплав Розе. Спасибо.
В процессе лужения на поверхность металлических изделий наносится тонкий слой ОЛОВА. Лужение способствует лучшему смачиванию поверхности металла припоем, а также защищает металл от коррозии.
Вот что такое лужение, согласно Большой Советской энциклопедии:

При лужении используется оловянно-свинцовый припой.
Мягкими припоями являются оловянно-свинцовые сплавы (ПОС) с содержанием олова от 10 (ПОС-10) до 90% (ПОС-90), остальное свинец. Проводимость этих припоев составляет 9—15% чистой меди. Плавление этих припоев начинается при температуре 183' C (температура эвтектики системы олово-свинец) и заканчивается при следующих температурах:
Чистым оловом не паяют. По крайней мере десятки последних лет.
В 2017 году, больше всего меди в мире добывалось в в Чили - 34% от мировой добычи меди. В США добывалось 9,1% от мировой добычи. В Перу -9%, в Австралии -6% и в России - 5% от мировой добычи меди.
Именно в Чили находится около 20% разведанных запасов меди в мире, в США находится 12,7% от разведанных мировых запасов. А по выплавке меди в 2017 году места распределились следующим образом: Чили, Китай, Перу, США, Австралия, Конго, Россия, Замбия, Канада. В Чили было выплавлено столько меди, сколько в Китае, Перу и США вместе взятых.
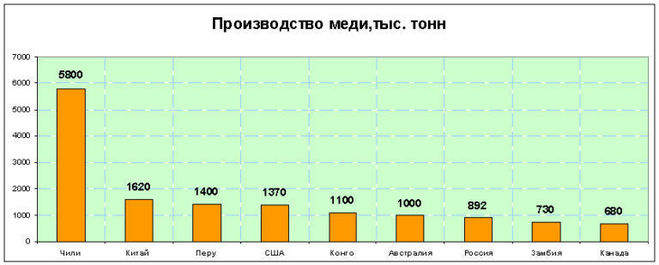
Это на фото карьер "Эскондида" в Чили, один из крупнейших в мире.

Химический элемент (металл) тантал был назван в честь героя древнегреческих мифов Тантала. Открытый А. Г. Экбергом в 1802 году новый химический элемент (металл) по свойствам почти полностью совпадал с танталом. Но это был другой элемент. А в 1844 г. из-за невероятной схожести нового элемента по свойствам с титаном, и чтобы отличить его от титана, немецкий химик Генрих Розе переименовал его в Ниобий, в дочери Титака – Ниобы.
Ниобий (Nb) это металл светло-серого цвета, относится к категории редких элементов и является компонентом тугоплавких сплавов. Втаблице Менделеева занимает 41 место.
Галлий относится к тем металлам, которые нужны в основном в ультрачистом виде, так как основная его сфера применения -- полупроводниковая промышленность, где значимые количества примесей измеряются в миллионных долях процента. Поэтому стоимость этого редкого металла очень сильно зависит от степени очистки. Цена относительно грязного галлия 99,99% сильно колеблется год от года и до недавнего времени составляла по порядку величины несколько сотен долларов за килограмм, а в последние годы подскакивала и выше 1000$/кг и падала почти до 100$. Каждая новая "девятка" чистоты приводит к возрастанию цены в несколько раз.
Самый простой способ определить качество стали, из которой сделан садовый инструмент - проверить его "на звон". Для этого нужно взять, скажем, лопату за тулейку (это часть лопаты, в которую вставляется черенок) и щелкнуть пальцем ближе к острию полотна. Металл хорошего качества должен звенеть. Инструменты, сделанные из "сырого" металла, издают глухой звук, без звона. Этот способ проверки подходит практически для всех инструментов, не только садово-огородных.
Аморфное состояние (от греч. - бесформенное), твёрдое состояние вещества, характеризующееся двумя особенностями: его свойства (механические, тепловые, электрические и т. д.) в естественных условиях не зависят от направления воздействия в веществе, а при повышении температуры вещество, размягчаясь, переходит в жидкое состояние постепенно (т. е. отсутствует определённая точка плавления). Характерные представители веществ (материалов) находящихся в аморфном состоянии стекло, парафин, смолы, битумы и т.д. У веществ находящихся в аморфном состоянии отсутствует характерная кристаллическая решётка, которая не успевает сформироваться при обычном охлаждении.
Аморфные металлы – твёрдые металлы (сплавы металлов) у которых отсутствует кристаллическая решётка. Др. названия – металлическое стекло, метгласс. Получают аморфные металлы путём мгновенного (со скоростью до 1000 К/сек) охлаждения. В результате такого охлаждения у расплава не успевает сформироваться кристаллическая решётка и он, переходя в аморфное состояние, приобретает совершенно уникальные свойства, которых нет у обычных металлов. В частности прочность и твердость аморфных металлов значительно выше, чем у их "родственников" в кристаллическом состоянии, а пределы текучести и прочности близки к расчетным теоретическим значениям.
Механические свойства аморфных металлов также определяются отсутствием кристаллических решёток. Их отсутствие приводит к тому, что они обладают очень высокой прочностью и твёрдостью, и как следствие, более износостойки. Среди других уникальных особенностей аморфных металлов - слабое поглощение звука, каталитические свойства и уникальная коррозионная стойкость, недостижимая для лучших нержавеющих сталей.
Применяются аморфные металлы в точной механике, радиоэлектронике, медицине.
- На основе аморфных титановых сплавов возможно получение покрытия конструкционного материала толщиной в несколько нанометров, повышающее коррозионную и износостойкость в десятки раз.
- На основе аморфных сплавов цинка возможно изготовление приспособлений для сращивания костей, так как этот материал в организме человека распадается со скоростью примерно 1 миллиметр в месяц и замещается костной тканью.
Жаль только, что ведомство, руководимое рыжим орденоносцем не занимается внедрением этих технологий в РФ.
Лужение как процесс. Простой самодельный инструмент для него

Лужение само по себе — замечательный способ уберечь многие металлы, но чаще всего медь и железо, от окисления кислородом воздуха, действия кислот и щелочей. В сущности, заключается в покрытии защищаемого металла, тонким слоем другого металла лучше противостоящего окислению. Одним из наиболее употребительных для этой цели металлов служит олово, на которое воздух и влага влияют весьма мало, а слабые растительные кислоты, жиры и прочие составные части пищевых продуктов совсем не действуют. Покрывание металлической поверхности тонким слоем олова называется лужением, а сам слой олова полудой. При покрывании металла оловом весьма важно получить совершенно равномерный, плотный и прочный оловянный слой, хорошо защищающий поверхность металла от окисления.
Луди, паяй, чуди безбожно.
Но не гуляй, куда не можно.
Главней запрета в мире нет.
Уверуй в это с юных лет.
Михаил Щербаков — «Заклинанье»
Стальные луженые тазы и кастрюли канули в прошлое, однако и сегодня лужение используется для защиты железа (стали) от пищевых щелочей и кислот. Существует такой, вполне распространенный материал как «белая жесть». В сущности, под этим понятием подразумевается вообще сталь листовая, покрытая защитным металлом, будь то цинк, хром или наше олово. Жесть покрытая оловом применяется именно в пищевой промышленности, в частности, из нее, делаются консервные банки и еще некоторые предметы кухонного-пищевого назначения.
Лужение также является неотъемлемой операцией предваряющей собственно пайку. Не важно, конструктивную или для электромонтажа. Собственно, обычно, электромонтажная пайка выглядит так — зачистка поверхностей, нанесения флюса, лужение. Спаиваемые поверхности или выводы складываются, при необходимости закрепляются. На место пайки наносится флюс. Место пайки прогревается и вносится припой, либо, каплю расплавленного припоя вносят на жале паяльника, к слову, также предварительно луженого (медные жала). После растекания припоя, нагрев убирают. Дождавшись полной его кристаллизации, а затем и остывания, место пайки промывают в случае необходимости от остатков флюса (особенно тщательно при использовании кислотных флюсов) и при необходимости изолируют. Следует знать, что принудительное охлаждение места пайки, существенно снижает механические показатели шва.
В радиолюбительской практике, лужение больших плоских поверхностей встречается при изготовлении печатных плат. Лудить дорожки платы стоит от того, что сделать это на плоской поверхности, единообразно, значительно проще, чем потом, при монтаже, для каждого элемента в отдельности. То есть, время не экономится совершенно, экономия на припое также сомнительна, учитывая последующую дополнительную возню. Тем не менее есть ряд преимуществ. Печатная плата с лужеными дорожками удобна в последующей сборке независимо от времени хранения, обеспечивает надежный механический контакт («общий», через винты крепления). Лужение, также устраняет мелкие дефекты дорожек и повышает их нагрузочную способность. Правда лудить паяльником, даже с большим и плоским «жалом» не особенно удобно. Такое лужение выглядит весьма неаккуратно — наплывы, иглы и несанкционированные перемычки, неравномерный трудно контролируемый слой полуды.
Для удобного и быстрого лужения некрупных железок, тех же печатных плат, можно применить способ погружения в расплав, для чего придется изготовить небольшую ванну со сплавом «Розе», разогреваемую обычной бытовой электрической плиткой.
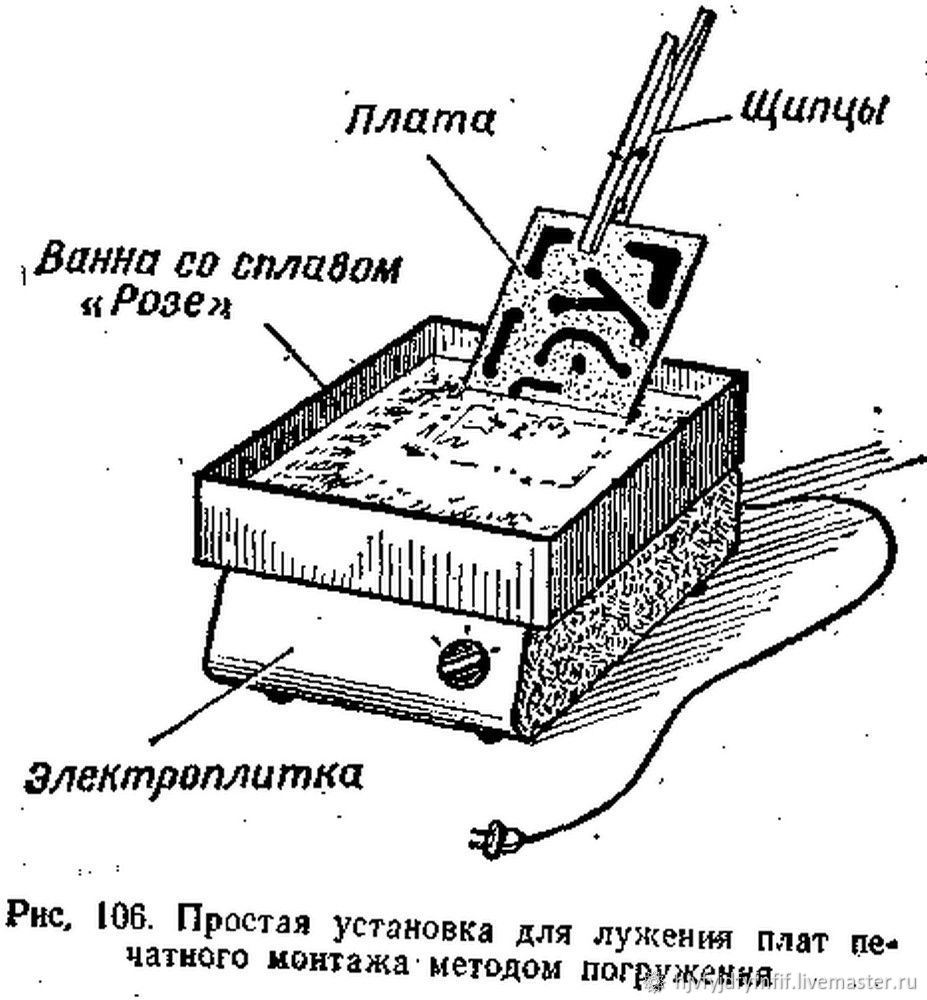
Температура расплава 120—140° С. Чтобы предупредить окисление и появление шлаковой пленки на поверхности расплава, его заливают слоем химически чистого глицерина толщиной 20—25 мм. Процесс лужения происходит следующим образом. Щипцами с длинными ручками захватывают печатную плату и декапируют в 5%-ном растворе соляной кислоты, затем промывают 2—3 с в проточной воде и окунают на 1—2 с в расплав «Розе». Лишний расплав с печатной платы удаляют с помощью ракеля из вакуумной резины. После этого плата готова для сборки и монтажа навесных элементов. Установка для лужения должна быть обеспечена вытяжкой. Для стабилизации температуры расплава «Розе» в ванне можно использовать любой несложный терморегулятор. В качестве датчика температуры используется термопара «хромель-копель». Точность поддержания температуры ±10° С.
Разумеется, делать такую установку, стоит при сколь ни будь значительном количестве печатных плат или других не пищевых мелочей требующих лужения. Встречал когда то подобную установку на производстве и там, она использовалась для быстрого лужения концов монтажного провода.
Для домашней мастерской такая установка, как правило, излишня, требует дополнительного, специально оборудованного места и изрядного количества дорогостоящего сплава «Розе». Однако же и ручное лужение вульгарным паяльником, можно несколько модернизировать, существенно улучшив результат. Потребуется лишь изготовить простейший инструмент из подручных материалов и взять паяльник несколько мощнее обычного. Суть способа, в применении капиллярного эффекта, этакого фломастера для припоя. Его запас в расплавленном, понятно, состоянии впитан в медную плетенку и при «закрашивании» расходуется значительно более экономно и равномерно, в сравнении с лужением «не вооруженным» паяльником.


Что было использовано в работе.
Инструменты
Набор инструментов для радиомонтажа. Потребуется довольно мощный (65…75 Вт) паяльник с принадлежностями. Очень удобна специальная струбцина для фиксировании печатной платы.
Материалы
Флюс, припой, медная плетенка, лучше поплотнее, лучше не луженая. Медная проволока, деревянная палочка размером, с карандаш.
Сделать такой инструмент проще простого, следует только подыскать подходящую плетенку. Обычно, это не составляет труда — мастера, это плюшкины первостатейные и скажем, остатки экранов после разделки кабелей не выбрасывают. Кроме того, подобную медную плетенку, используют как не длинные сильноточные гибкие проводники, часто для соединения или подключения в контурах заземления. Правда там она уже луженная, что в отдельных случаях может быть неудобным (применение другого припоя). Есть еще специальная тонкая медная плетенка для электромонтажа, она без лужения, ее используют для сбора излишков припоя, выпаивания элементов.

Здесь использованы экраны от силового кабеля с экранированными проводниками. Они довольно жиденькие. В руках другая, значительно более плотная плетенка. Луженая. Придется вложить, хотя бы, один кусочек в другой. Можно конечно использовать и один слой, но работать он будет несколько хуже — быстро растрепывается конец и количество впитанного припоя невелико. Распределяется он по поверхности менее равномерно. Длинна медной части лудилки около 6…7 см, при этом, 1.5…2 см, для крепления на палочке.
Отрезаем с некоторым запасом два кусочка плетенки.
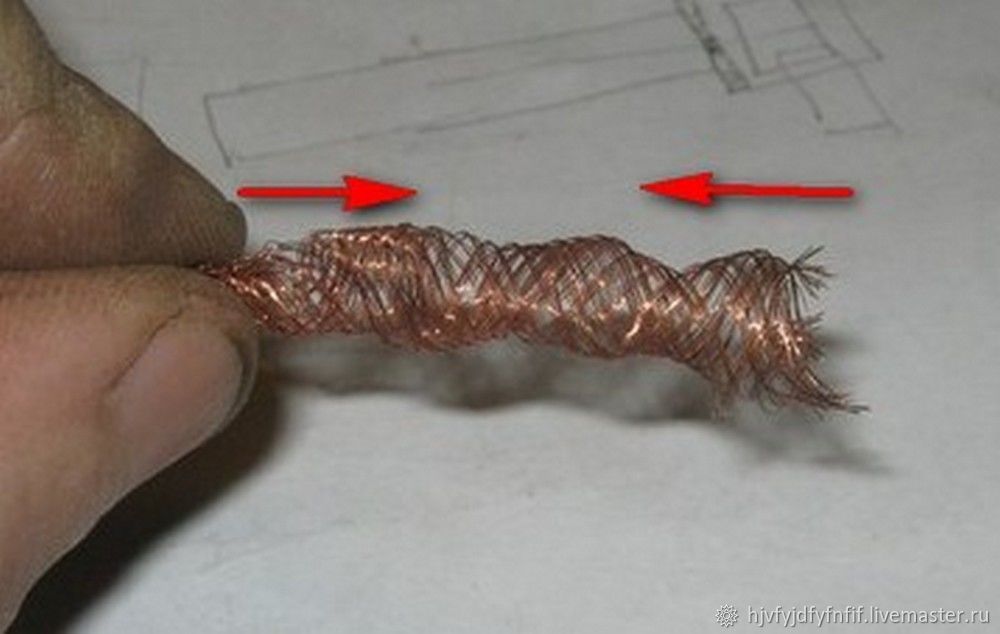
Одну из них следует расширить. Для этого аккуратненько сжимаем ее к середине, с концов, при этом, диаметр ее существенно увеличивается. Окончательно расширяем заточенным карандашиком, но без фанатизма, не то, станет расплетаться.

Теперь аккуратно продергиваем второй кусочек плетенки. Можно для плотности сразу два. Затем тянем за концы наружной плетенки, она «съезжается», как термотрубка, плотно охватывая содержимое. Получаем заготовку нужной плотности. Кусачками выравниваем один край и снова расширяем его заточенным карандашиком. Теперь обе плетенки вместе.

Не глубоко, на длине, чуть более 20 мм. Это мы формируем посадочное место для ручки-палочки. К слову, теперь ее нужно сделать или подобрать. Проще всего, конечно выстругать отколов ножом или топором кусочек прямослойной доски, но это может быть и ручка от старой кисточки и, пожалуй, карандаш.

Не повредит, острым ножом, чуть отступив от края палочки организовать небольшую кольцевую выемку, чтобы наша оплетка не сползла с ручки — при работе ее придется тянуть с некоторым усилием. Затем подготовленную двухслойную плетенку нахлобучиваем на ручку и в месте выемки, приматываем нетолстой медной проволокой. «Узелок» можно закрепить крохотной капелькой припоя, но и так, как будто бы не разматывается. Осталось уточнить длину и подрезать конец — длина «свободной» части, для мягкой плетенки из тонкого провода, удобна около 5 см.

Лудим конец плетенки тем припоем, которым предполагаем работать, при этом провода на конце частично расплетаются, это допустимо. Лудится несколько сантиметров от края, середина должна быть гибкая. Если припой не обычный ПОС, имеет смысл зафиксировать этот факт фломастером на ручке.
Выводы
Инструмент довольно удобен, время сильно не экономит, но обеспечивает существенно более равномерное покрытие. Кроме печатных плат, его можно использовать для лужения деталей перед конструкционной пайкой, в ювелирном деле, при изготовлении бижутерии, комбинированных витражах Тиффани со сложной пайкой. Для массивных металлических деталей, может потребоваться дополнительный подогрев (пламенем горелки, электроплитка, утюг, фен).
Лужение оловом
Олово – химически устойчивый элемент. Во влажной воздушной среде олово не окисляется, для него характерна слабая реакция с растворами кислот (серной, соляной, азотной). Продукты его коррозии безопасны для человека. Покрытия, содержащие олово, обладают пластичностью, выдерживают механические воздействия, обладают защитными свойствами.

Лужение — это технология нанесения на поверхность изделий и деталей тонкого слоя олова. Лужение выполняет две функции:
- Защита от коррозии.
- Подготовка поверхности к пайке. Поверхности, покрытые полудой, лучше смачиваются при пайке припоем.
Особенно актуально лужение для медных проводов. Меди свойственно быстрое окисление на воздухе, что является причиной нарушения соединения контактов. А это, в свою очередь, приводит к перегреву и возгоранию электропроводки. Поэтому перед пайкой зачищенные жилы проводов лудят.
Нанесение защитных металлических покрытий, в том числе из олова, применяется в приборо- и машиностроении. Информация об операции лужения отражается на чертеже детали. Правила обозначения на чертеже сведений о толщине покрытия, технологии лужения регламентируются ГОСТами:
- ГОСТ 9.306-85;
- ГОСТ 3.1704-81;
- ГОСТ 2.310-68.
Применение технологии
При лужении применяется олово или сплавы на его основе.
Оловянное покрытие применяется для:
- нанесения на латунные детали, которые подвергаются пайке;
- защиты поверхностей стальных изделий при азотировании;
- отделения металлических изделий способом нанесения слоя олова при сопряжении медных поверхностей со стальными или алюминиевыми с целью выравнивания электродных потенциалов;
- защиты от воздействия серы, содержащейся в изоляционном слое резины необходимо лудить кабель;
- нанесения коррозионностойкого покрытия на жесть, которая используется для изготовления консервной тары;
- защиты различных металлических изделий от появления ржавчины.


Оловянно-свинцовое покрытие (ПОС) используется в случае:
- подготовки радиодеталей к пайке и защиты их от коррозии;
- лужения проводов с целью улучшения способности к пайке.
Рекомендуемая толщина слоя полуды приведена в таблице.
| Назначение | Толщина, мкм |
| Защита стальных деталей: | |
| от коррозии | 21-24 |
| при азотировании | 9-12 |
| при гуммировании | 12-15 |
| Улучшение способности к пайке: | |
| пружинящие детали | 3-9 |
| стальные детали | 6-15 |
| детали из меди и медных сплавов | 3-9 |
| детали из алюминия и его сплавов | 6-15 |
Методы лужения
Технология лужения реализовывается путем плавления припоя, смачивания поверхности припоем и его дальнейшей кристаллизации на поверхности. Согласно ГОСТ 17325-79 под припоем следует понимать материал с более низкой температурой плавления по сравнению материалом, из которого сделана деталь. Лужение меди, алюминия и стали осуществляется оловом. Для справки в таблице приведены температуры плавления этих металлов.
| Металл | Температура плавления, градусы Цельсия |
| Олово | 232 |
| Алюминий | 660 |
| Медь | 1085 |
| Сталь | 1300-1500 |
Существуют два вида лужения:
- Гальваническое.
Этим методом в производственных условиях лудятся изделия различной формы и размера. При наличии специального оборудования можно лудить радио- и электротехнические детали в домашних условиях.Гальваническое лужение выполняется в электролите:
- лужение методом натирания;
- лужение методом погружения.
Гальваническая технология
Процесс базируется на использовании электрического тока и протекании электрохимических реакций. Лужение происходит методом погружения деталей в ванну со щелочным или кислым электролитом.
Основные достоинства гальванического нанесения полуды:
- обеспечение прочного сцепления полуды с металлической поверхностью;
- равномерность наносимого слоя;
- возможность контроля толщины покрытия, в том числе на изделиях сложной формы;
- получение слоя с низкой пористостью;
- экономное расходование полуды и припоя.
Основной недостаток заключается в высокой стоимости, обусловленной потреблением электрического тока. Этот процесс требует специального оборудования и высокой квалификации исполнителя. Лужение с использованием электролита связано со сложностью приготовления раствора. В ходе процесса должен вестись постоянный контроль концентрации щелочи или кислоты в электролите, а также состояния анодов и поверхности ванны.

При выполнении отдельных работ в радио- и электротехнике возникает необходимость лудить перед пайкой медные поверхности плат. Наиболее простой способ – химическое лужение.
Это гальваническая технология. Суть ее заключается в том, что в ходе протекания электрохимической реакции, ионы меди на поверхности замещаются ионами олова из оловосодержащего раствора. Чтобы осуществить такое лужение в домашних условиях понадобится паяльная ванна для лужения (лудилка). Ванны доступные по цене, компактные (диаметром около 80 мм, глубиной 35-40 мм), мощностью 150-300 Вт. Их можно применять для подготовки к пайке медных плат путем их погружения в припой, для нанесения полуды на электронные компоненты, для демонтажа радиоэлектронных элементов.
Раствор при гальванической обработке
Для лужения применяется два вида электролитов:
- кислые, содержат олово в форме Sn 2+ ;
- щелочные, олово содержится в виде аниона SnO8 2- .
Из-за того, что в этих электролитах олово имеет разную валентность, отличаются скорости его осаждения. В щелочном электролите олово осаждается в два раза медленнее, чем в кислом.
Из кислых электролитов наибольшее распространение получили:
- хлоридный;
- борфтористоводородный;
- сульфатный.
В кислых электролитах должны присутствовать поверхностно-активные вещества (ПАВ). Это могут быть клей, фенол или желатин. Если ПАВ не добавлять, то олово на катоде будет выделяться в виде кристаллов и не образует сплошной слой. Также в них должно быть достаточно свободной кислоты, чтобы подавлять гидролиз солей олова. В противном случае возникнут основные соли олова или труднорастворимые гидраты. Дополнительно для повышения электропроводности в состав раствора надо вводить проводящие соли (например, в сернокислом электролите — это сульфат натрия). Если учесть все эти требования, то можно повысить рассеивающие способности кислого электролита.
Щелочные электролиты имеют лучшую рассеивающую способность. Их целесообразно использовать для лужения некрупных деталей и деталей сложной формы.

Способов приготовления щелочных растворов много. Простым в приготовлении считается электролит, полученный из соли станната натрия. Он не содержит хлор-ионов, что снижает опасность корродирования стальных стенок лудильной ванны. Если при работе ванн возникают неполадки, то их легко устранить корректировкой свойств электролита.
Достоинства и недостатки электролитов приведены в таблице.
· использование для лужения деталей простой формы;
· высокая рассеивающая способность;
· получение плотного не пористого мелкокристаллического покрытия;
· невысокая плотность тока;
Раствор для химического лужения меди называют «жидкое олово». Его готовят таким образом. В 1 л дистиллированной воды добавляется 20 г хлористого олова, 40 г концентрированной Н2SO4, потом для снижения мутности 80 г тиомочевины. Для предотвращения образования кристаллов олова на поверхности, дополнительно в 200 мл воды растворяют 5 г вещества ОС-20. Затем растворы смешивают. Дают выстояться около трех часов. Потом в раствор погружают подготовленное и очищенное медное изделие, например, плату. После того, как на поверхности появится блестящий слой олова, раствор сливают.
Часто применяют метод кислотной пайки медных или алюминиевых проводов разного сечения. При этом в качестве флюса используется паяльная кислота. Благодаря ей создается надежное соединение металла и припоя, снимаются с поверхности изделий налеты и окислы. Самая распространенная кислота – водный раствор хлорида цинка.

При необходимости заменить паяльную кислоту можно:
- аспирином, растворенным в воде (1 таблетка на стакан воды);
- концентрированной уксусной или лимонной кислотой;
- концентрированной соляной кислотой (не подходит для пайки тонких деталей, так как может их повредить);
- паяльным жиром;
- ортофосфорной кислотой.
Горячее лужение
Горячее лужение может осуществляться одним из двух способов.
- Лужение погружением.
Процесс лужения следующий:
- подготовить деталь;
- погрузить ее в емкость с раствором хлористого цинка;
- клещами вынуть деталь из емкости;
- не удаляя с поверхности слой хлористого цинка, переместить в ванну с расплавом олова;
- выдержать деталь в ванне пока она не прогреется до 270-300 градусов;
- вынуть изделие из лудильной ванны, встряхиванием удалить лишнюю полуду;
- дать остыть;
- для удаления хлористого цинка промыть деталь в растворе извести или в воде;
- просушить в опилках.
- покрыть поверхность флюсом;
- перенести на поверхность немного припоя;
- прогреть поверхность паяльником;
- передвигая паяльник в разных направлениях выровнять толщину слоя полуды.
Для равномерного нагрева поверхности паяльник надо держать так, чтобы он прилегал к ней и концом, и рабочей боковой гранью.
Если нанести полуду требуется на крупные детали простой формы, то можно использовать другой метод:
- предварительно подготовить изделие (очистить поверхность, промыть, протравить);
- нанести на поверхность хлористый цинк, прогреть его паяльной лампой до закипания;
- после закипания посыпать поверхность припоем, дождаться его расплавления;
- насыпать на поверхность порошковый нашатырь;
- растереть жидкое олово по поверхности с помощью щетки или холщовой ветоши, удаляя при этом излишнюю полуду;
- дать детали остыть;
- протереть влажным песком, после промыть водой, высушить.
В случае некачественной подготовки поверхности изделия, толщина слоя олова может различаться, в некоторых местах слой может не припаяться. Тогда это место следует зачистить напильником, подогреть и повторить лужение.
Материалы и инструменты
Материалами служат олово и флюсы.
- Олово и сплавы.
При лужении используется олово марки 01 (Sn 99,1 %, примеси 0,1 %) и марки 02 (Sn 99,5 %, примеси 0,5 %). Чистое олово служит основой защитного покрытия для посуды.В качестве припоя при пайке олово не применяется, потому что при низкой температуре оно становится хрупкими. Долговечность обеспечивается добавлением к олову других компонентов, в основном свинца. Используются сплавы олова со свинцом: ПОС-18, ПОС-30, ПОС-50, ПОС-90. Цифра в обозначении показывает содержание олова в процентах. - Флюсы.
Облегчают очистку поверхностей от загрязнений, жиров и окислов, снижают температуру плавления. Самые распространенные флюсы – нашатырь (хлористый аммоний) и паяльная кислота (хлористый цинк). Часто при паянии меди и сталей используется их смесь.


В качестве инструментов применяются:
- измерительные приборы (линейка, рулетки, штангенциркуль);
- лудильные клещи для поддерживания и перемещения деталей;
- шаберы для соскабливания загрязнений с покрываемых поверхностей;
- кисти для нанесения смазки и очистки поверхностей;
- паяльные лампы для нагрева изделий перед нанесением полуды.
Выбор технологической оснастки определяется методом лужения и пайки. Применяется вспомогательное и основное оборудование:

- Ванны для гальванического лужения:
- стационарные;
- вращающиеся ванны-колоколы.
- Лудильные аппараты и установки.
Это сложные системы, состоящие из последовательно соединенных ванн для подготовки и лужения. Обычно они помещаются в кожух, оснащенный аспирационными зонтами, что улучшает условия труда. - Верстаки для лужения и выполнения вспомогательных работ.Верстаки бывают деревянные со столешницами из листовой стали или досок. Обязательно в столешнице должны быть отверстия для стекания жидкостей, используемых при лужении. Под верстаком устанавливают ванну для сбора жидкости.
- Ванны для обезжиривания.
Для химического обезжиривания поверхности используют различные емкости. Это может быть котел с крышкой или металлическая ванна, оснащенная змеевиком для подогрева раствора. Обязательное условие – вся применяемая посуда должна содержаться в чистоте. - Ванны для промывки поверхности.
Рекомендуется промывать изделия перед и после процесса лужения. Ванны могут быть выполнены из металла или дерева. Следует обеспечить в них непрерывное горячее и холодное водоснабжение.
Подготовка изделий
Качество подготовки поверхности детали к лужению определяет прочность ее сцепления с покрытием. Метод подготовки зависит от состояния поверхности.
- Обработка щетками.
Этот метод используется, если на поверхности изделия есть окалина или сильные загрязнения. Перед обработкой изделие рекомендуется тщательно вымыть. Для лучшего эффекта можно использовать абразивное вещество: песок, известь, пемзу. - Шлифование.
Так подготавливаются поверхности, имеющие неровности. При шлифовании можно воспользоваться абразивным кругом или наждачной бумагой. - Химическое обезжиривание.
Проводится специальными растворами: 5-10 % раствор едкого натра, 10-15 % раствор углекислого натрия; 10-15 % раствор фосфорнокислого натрия. Их необходимо подогреть до 60-80 градусов. Могут использоваться растворители жира: венская известь, бензин, керосин. При использовании бензина и керосина следует учитывать, что они взрыво- и пожароопасные.После удаления жира изделия следует промыть водой. Определить, удален жир с поверхности или нет, можно визуально. Если вода равномерно растекается по поверхности изделия, а не собирается на ней каплями, то поверхность обезжирена.


После подготовки можно проводить лужение деталей.
Правила безопасности труда при лужении
Основные правила безопасного проведения лужения металла:
- К работам допускаются совершеннолетние лица, обученные и прошедшие инструктаж по безопасности.
- В ходе работ могут возникнуть такие вредные и опасные факторы, как выделение паров, разбрызгивание флюсов и припоев, повышенная температура, может повыситься взрыво- и пожароопасность среды. Поэтому работники обеспечиваются респираторами, спецодеждой, защитными очками.
- В помещениях необходима общеобменная и местная вентиляция. Освещенность должна соответствовать категории выполняемых работ.
- Выполнение работ разрешается только при наличии исправного инструмента и оснастки, а также качественных материалов.
При лужении в домашних условиях обязательно выполнять такие требования:
- Не вдыхать пары нашатыря и кислот. При возможности использовать респиратор.
- Избегать попадания кислот на одежду и кожу.
- Работать в защитных перчатках.
- Для работы с нагретыми элементами пользоваться клещами.
Таким образом, лужение – доступный способ защитить металлические изделия от коррозии или подготовить их к пайке. Несмотря на затратность и трудоемкость, выполнение операций лужения доступно в домашних условиях.
Читайте также: