Требуется ли подогрев металла при зачистке корня шва вырубкой зубилом при отрицательной температуре
Обновлено: 14.05.2024
6.5.1. Сварку стыков труб рекомендуется начинать сразу после прихватки. Промежуток времени между окончанием выполнения прихваток и началом сварки стыков труб из низколегированных теплоустойчивых сталей перлитного класса, а также мартенситного и мартенситно-ферритного классов должен быть не более 4 ч. Непосредственно перед сваркой необходимо проверить состояние поверхности стыка и в случае необходимости зачистить его в соответствии с указаниями п.6.2.4.
6.5.2. Стыки труб (деталей) из низколегированных теплоустойчивых сталей перлитного класса, а также мартенситного и мартенситно-ферритного классов следует сваривать без перерыва.
При вынужденных перерывах в работе (авария, отключение тока) необходимо обеспечить медленное и равномерное охлаждение стыка любыми доступными средствами (например, обкладкой листовым асбестом), а при возобновлении сварки следует подогреть стык (если это требуется) до температуры, указанной в табл.6.3. Эту температуру нужно поддерживать до окончания сварки.
Не допускается никаких силовых воздействий на стык до завершения его сварки и проведения термообработки, если таковая необходима.
Примечание. Сварное соединение трубопроводов из теплоустойчивых сталей, выполненное с перерывом, должно быть обязательно проконтролировано УЗД по всему периметру шва.
6.5.3. Во всех случаях многослойной сварки разбивать шов на участки необходимо с таким расчетом, чтобы стыки участков ("замки" швов) в соседних слоях не совпадали, а были смещены один относительно другого, и каждый последующий участок перекрывал предыдущий. Размер смещения и перекрытия "а" (рис.6.8) при автоматической сварке под флюсом должен быть не менее 50 мм, при всех других способах сварки - 12-18 мм.
6.5.4. Ручную дуговую сварку следует выполнять возможно короткой дугой, особенно при использовании электродов с основным покрытием, для которых длина дуги должна быть не более диаметра электрода. В процессе сварки необходимо как можно реже обрывать дугу. Перед гашением дуги сварщик должен заполнить кратер путем постепенного отвода электрода и вывода дуги назад на 15-20 мм на только что наложенный шов. Последующее зажигание дуги производится на кромке трубы или на металле шва на расстоянии 20-25 мм от кратера.
6.5.5. При ручной дуговой сварке во избежание зашлаковки металла шва около кромок труб следует наплавлять возможно более плоский валик.
6.5.6. В процессе сварки должны быть обеспечены полный провар корня шва и заделка кратера. По окончании наплавки каждого валика необходимо полностью удалить шлак после его охлаждения (потемнения). При обнаружении на поверхности шва дефектов (трещин, скоплений пор и т.п.) дефектное место следует удалить механическим способом до "здорового" металла и при необходимости заварить вновь.
6.5.7. Для придания сварному соединению надлежащего внешнего вида верхние слои шва следует выполнять по специальной технологии, изложенной в приложении 12.
Независимо от технологии наложения облицовочного слоя, выполненного ручной дуговой сваркой, он должен отвечать следующим требованиям:
выпуклость (усиление) шва следует выдерживать в пределах, указанных в приложении 12; для труб с толщиной стенки более 20 мм максимальный размер выпуклости может составлять 5 мм;
В стыковых швах, выполненных автоматической сваркой, при толщине стенки до 8 мм допускается выполнять шов без выпуклости (шов накладывается заподлицо с трубой).
6.5.8. Во время сварки элементов из подкаливающихся сталей (труб из сталей марок 15ХМ, 12Х1МФ, 15Х1М1Ф, 12Х2МФСР, 10Х9МФБ, 12X11В2МФ и литья аналогичного состава) следует заглушать концы труб или закрывать задвижки на трубопроводе.
6.5.9. При температуре окружающего воздуха ниже 0°С сваривать и прихватывать стыки трубопроводов и труб котлов необходимо с соблюдением следующих требований:
а) минимальная температура окружающего воздуха, при которой может выполняться прихватка и сварка элементов котлов и трубопроводов в зависимости от марки стали, приведена в табл.6.4;
б) стыки труб, которые при положительной температуре полагается сваривать с подогревом и термообрабатывать (см. табл.6.3 и 17.1), при отрицательной температуре должны быть подвергнуты термообработке непосредственно после сварки; перерыв между сваркой и термообработкой допускается при условии поддержания в это время в стыке температуры сопутствующего подогрева;
Требования к температуре окружающего воздуха при сварке и прихватке элементов котлов и трубопроводов
Примечание. При сварке деталей из сталей разных марок требования по допустимой температуре окружающего воздуха принимаются по стали, для которой допустимой температурой окружающего воздуха является более высокая температура.
г) металл в зоне сварного соединения перед прихваткой и сваркой должен быть просушен и прогрет с доведением его температуры до положительной. В случае сварки на трассе трубопроводов из углеродистых и низколегированных конструкционных сталей стык может не прогреваться, если не требуется подогрева стыка согласно табл.6.3;
д) подогрев стыков при прихватке и сварке производится в тех же случаях, что и при положительной температуре окружающего воздуха, но температура подогрева должна быть на 50°С выше указанной в табл.6.3;
е) во время всех термических операций (прихватки, сварки, термообработки и т.д.) стыки труб должны быть защищены от воздействия осадков, ветра, сквозняков до полного их остывания.
Примечание. При сварке в местных укрытиях типа будок, кабин, палаток температурой окружающего воздуха считается температура внутри укрытия на расстоянии 0,5-0,8 м от стыка по горизонтали.
6.5.10. При сварке трубопроводов и других массивных металлоконструкций из ферромагнитных сталей довольно частым явлением бывает так называемое "магнитное дутье", которое значительно затрудняет ведение процесса сварки и приводит к образованию дефектов в сварном шве. Сущность этого явления состоит в том, что магнитное поле, созданное посторонними источниками тока, которые обычно присутствуют вблизи места сварки, взаимодействует с магнитным полем самой сварочной дуги и нарушает ее стабильное горение. Действие постороннего магнитного поля может быть настолько сильным, что отклонение сварочной дуги не позволяет сварщику наложить сварной шов.
Для устранения или уменьшения магнитного дутья могут быть применены следующие мероприятия: выполнять сварку, когда это возможно, на переменном токе; крепить обратный провод возможно ближе к месту сварки; надежно заземлять свариваемое изделие; ограждать место сварки металлическими экранами для защиты от посторонних магнитных полей.
Если эти меры не приводят к устранению магнитного дутья, то следует использовать более радикальные способы борьбы с этим явлением, один из которых сводится к следующему.
На трубу, подлежащую сварке, или на обе трубы, подготовленные к стыковке либо уже состыкованные, наматывают провод (индуктор) (6-8 витков), подключают к источнику постоянного тока (сварочному преобразователю, выпрямителю) и пропускают через индуктор ток 200-300 А в течение 2-3 мин. Если после этого магнитное поле вокруг труб исчезнет, что проверяется стальной проволокой диаметром 1-1,6 мм и длиной примерно 0,5 м, то проволока не должна притягиваться к трубе. Если проволока притягивается, то надо пропустить через индуктор ток в обратном направлении, т.е. присоединить токоподводящие провода к противоположным выводам индуктора.
6.5.11. Сваренный и зачищенный стык труб с толщиной стенки 6 мм и более сварщик должен заклеймить присвоенным ему клеймом. Клеймо ставят на самом сварном шве вблизи верхнего "замка" (на площадке размером около 20x20 мм, зачищенной абразивным камнем или напильником) или на трубе на расстоянии 30-40 мм от шва.
Если стык сваривают несколько сварщиков, каждый ставит свое клеймо в верхнем конце того участка, который он выполнял. Если стык сваривают по технологии, при которой каждый сварщик должен накладывать швы (слои) в разных местах или по всему периметру стыка (например, при сварке поворотных стыков труб большого диаметра), клеймо ставят все сварщики, выполнявшие этот стык, в одном месте, желательно на его верхнем участке.
При зачистке стыка для ультразвукового контроля место расположения клейма не зачищается; если клеймо было сошлифовано, то его необходимо восстановить.
Для стыков труб из углеродистых сталей диаметром 200 мм и более с рабочим давлением до 2,2 МПа (22 ) клеймо может наплавляться сваркой. Клеймение стыков трубопроводов диаметром более 100 мм из перлитных сталей можно производить также с помощью металлической пластины размером 40x30x2 мм, на которой выбивается клеймо сварщика (сварщиков); пластина прихватывается около верхнего "замка" шва вертикального стыка или в любом месте по периметру горизонтального стыка непосредственно к сварному шву или к трубе на расстоянии не более 200 мм от шва. Пластина должна быть изготовлена из малоуглеродистой стали (марок 10, 20, Ст2, Ст3).
7. Ручная дуговая сварка труб из углеродистых и низколегированных сталей
7.1. Сварка трубопроводов пара и горячей воды, на которые распространяются правила Госгортехнадзора России
7.1.1. Конструкция сварного соединения должна отвечать требованиям п.6.2.1. Могут быть применены конструкции сварного соединения в соответствии с рис.7.1. Такие конструкции получаются, если в соединении Тр-6 стачивается нижний пояс на одной (рис.7.1, а) или на обеих трубах (рис.7.1, б).
Книга: Оборудование грузоподъемное. Общие технические требования
3.5.1. Устранение дефектов в швах сварных соединений должно производиться по технологическому процессу и производственным инструкциям предприятия-изготовителя.
3.5.2. Удаление дефектных участков под заварку должно производиться механическим способом — (фрезеровкой, вырубкой, пневматическим зубилом, абразивным инструментом и др.) на длину дефектного места +10 мм с каждой стороны при условии сохранения основного металла.
Применение электрической дуги для выплавки сварных швов не разрешается.
Допускается применение плазменно-дуговых и воздушно-дуговых процессов для исправления дефектов шва.
3.5.3. Дефектные места в швах сварных соединений исправляют заваркой дефектного места. Исправлять неплотные швы зачеканкой запрещается.
3.5.4. В сварных швах со сквозными трещинами перед заваркой следует засверлить концы, чтобы предотвратить распространение трещин. Дефектный участок в этом случае проваривают на полную глубину.
3.5.5. При заварке дефектных участков должны выполняться все указания настоящего РД по подготовке под сварку, режим сварки и т. п. Углы разделки, подготовленной под заварку выборки, должны обеспечивать надежный провар во всех местах. Поверхность выборки не должна иметь острых углов и заусенцев.
3.5.6. Заварка допускается только после полного удаления дефектного шва или его участка и подготовки места под сварку в соответствии с требованиями технологической документации и настоящего РД.
Место, подготовленное под сварку, должно быть принято ОТК.
3.5.7. Дефектные швы и их отдельные участки можно заваривать любым способом, обеспечивающим требуемое качество сварного соединения.
При заварке отдельного участка шва должно быть обеспечено перекрытие прилегающих концов основного шва.
После заварки участок шва необходимо зачистить до полного удаления раковин и рыхлости в кратере и создания плавных переходов к основному металлу.
3.5.8. При наличии непроваров или прожогов в соединениях, выполненных точечной сваркой или электрозаклепками, допускается сварка дополнительных точек по числу дефектных при условии сохранения прочности и товарного вида изделия.
3.5.9. Исправленные швы сварных соединений должны быть повторно проконтролированы в соответствии с требованиями настоящего РД.
3.5.10. Не допускается исправление дефектного участка более двух раз.
3.5.11. Остаточные деформации в сварных соединениях, превышающие допустимые, устраняются механической (в холодном и горячем состоянии изделия) или термической правкой. Способ правки выбирается в соответствии с технологической документацией и требованиями настоящего РД.
3.5.12. Швы сварных соединений должны удовлетворять следующим требованиям:
иметь гладкую или мелкочешуйчатую поверхность и плавный переход к основному металлу. Неровность шва не должна превышать 0,5 мм для легкодоступных швов и 1 мм для труднодоступных;
наплавленный металл должен быть плотным по всей длине шва, не иметь скоплений и цепочек поверхностных опор и шлаковых включений, прожогов и свищей;
все кратеры должны быть заварены.
3.5.13. В сварных соединениях не допускаются трещины всех видов и направлений, расположенные в швах и околошовной зоне, в том числе и микротрещины.
3.5.14. В сварных швах соединений не допускаются:
непровары на поверхности по сечению швов в соединениях, доступных сварке с двух сторон, глубиной более 5 % толщины основного металла, если толщина не превышает 40 мм и более 2 мм, если толщина основного металла превышает 40 мм. Длина непровара должна быть не более 50 мм и общая длина участка непровара не более 200 мм на 1 м шва;
непровары в корне шва в соединениях, доступных сварке только с одной стороны, без подкладок, глубиной более 15 % толщины основного металла, если эта толщина не превышает 20 мм, и более 3 мм, если толщина основного металла превышает 20 мм;
размеры отдельных шлаковых включений или пор, либо скоплений их по глубине шва более 10 % при толщине свариваемого металла до 20 мм и более 3 мм при толщине свариваемого металла свыше 20 мм;
шлаковые включения, расположенные цепочкой или сплошной линией вдоль при суммарной их длине, превышающей 200 мм на 1 м шва;
скопления газовых пор в отдельных участках шва в количестве более 5 на 1 см 2 площадки шва;
суммарная величина непроваров, шлаковых включений и пор, расположенных отдельно или цепочкой, превышающая в рассматриваемом сечении при двусторонней сварке 10 % толщины свариваемого металла, или 2 мм; при односторонней сварке без подкладок превышающая 15 %, или 3 мм;
Книга: Оборудование грузоподъемное. Общие технические требования
3.4. Дополнительные требования к сварке при отрицательных температурах
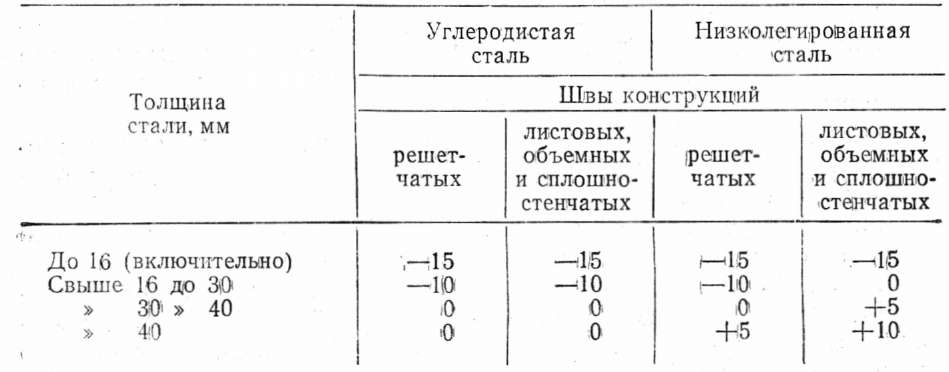
3.4.1. Ручная и полуавтоматическая сварка стальных металлоконструкций должна производиться без подогрева при температуре воздуха не ниже указанной в табл. 10. -
Сварку при отрицательной температуре (без подогрева) следует выполнять теми же электродами и сварочной проволокой, что и при положительной температуре.
Автоматическую сварку металлоконструкций из углеродистой и низколегированной стали при температуре воздуха не ниже ¾20 °С разрешается вести по той же технологической документации, что и при положительной температуре при обеспечении требуемого качества шва.
Таблица 10
Температура воздуха, °С
Толщина стали, мм
Листовые объемные и сплошные стенчатые
Листовые объемные и сплошные стенчатые
До 16 (включительно)
Примечание. Ручную и полуавтоматическую сварку при температуре выше —20 °С, но ниже указанной в таблице, следует производить с подогревом стали до 100—150 °С, в зоне выполнения сварки на ширину не менее 100 мм с каждой стороны. Подогрев производится также в случаях, указанных в пп. 3.4.2—3.4.5.
При более низкой температуре автоматическая сварка может производиться только по специально разработанной технологической документации, предусматривающей увеличение тепловложения и снижение скорости охлаждения, а также обеспечивающей получение качественных сварных швов.
3.4.2. При температуре окружающего воздуха ниже —5 °С все швы, выполняемые всеми видами сварки, заваривают от начала до конца без перерыва в последовательности, предусмотренной технологическим процессом сварки.
Перерыв допускается лишь при необходимости смены электрода или электродной проволоки и зачистки шва в месте возобновления процессов, как указано в п. 3.3.13.
Прекращать сварку до выполнения проектного размера шва и оставлять незаваренными отдельные участки шва не допускается. В случае вынужденного прекращения сварки (из-за отсутствия тока, выхода из строя аппаратуры и т.п.) процесс следует возобновлять только после подогрева металла в соответствии с технологией сварки, разработанной для данной металлоконструкции.
3.4.3. К сварке стыковых швов предъявляются следующие требования:
техника дуговой сварки многослойных, односторонних и двусторонних симметричных и несимметричных швов при толщине металла до 16 мм отличается от техники сварки при нормальной температуре. При толщине металла более 16 мм и температуре окружающего воздуха ниже —15 °С сварка первых двух слоев ведется с сопутствующим подогревом до 180—200 °С;
при несимметричных швах и толщине металла до 35 мм в первую очередь заваривать основную часть шва. При сварке соединений с подваркой последнюю рекомендуется вести после сварки основного шва. Если эти требования невыполнимы, то необходимо осторожно проводить кантовку элемента:
при сварке металла толщиной 36—60 мм обязательной является кантовка для наложения подварочного слоя с противоположной стороны после сварки первых 4—5 слоев. Заварка шва полностью с одной стороны недопустима;
сварку листов объемных металлоконструкций из стали толщиной более 20 мм следует вести каскадом или горкой, двусторонней сваркой секциями и другими равноценными методами;
зачистку корня шва, если она предусматривается технологическим процессом, следует производить путем вырубки или шлифовки.
Вырубка металла зубилом может выполняться только после его подогрева до 100-150 °С.
3.4.4. К сварке тавровых и угловых швов предъявляются следующие требования:
если сечение шва равно или больше значений, приведенных в табл. 11, а коэффициент формы провара более 1,3 (рис. 10), то сварка однослойных и многослойных швов без разделки кромок для всех марок сталей производится без подогрева основного металла;
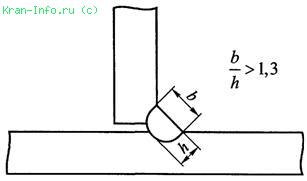
если сечение шва менее рекомендуемого табл. 11 и коэффициент формы провара менее 1,3 и его нельзя изменить, то при сварке для всех марок сталей при температуре воздуха —15 °С и ниже необходим подогрев металла до температуры 200-220 °С;
сварка многослойных швов с разделкой кромок производится при соблюдении условий, принятых для многослойных стыковых швов.
3.4.5. Дефектные участки шва следует заваривать только после подогрева металла до температуры 180-200 °С.
3.4.6. К рабочему месту сварочные материалы следует подавать непосредственно перед сваркой в количестве, необходимом на период непрерывной работы сварщика. Электродную проволоку рекомендуется подавать на рабочее место непосредственно перед заправкой в аппарат.
У рабочего места сварочные материалы необходимо хранить в условиях, исключающих увлажнение (в плотно закрывающейся таре или обогреваемых устройствах).
Список вопросов базы знаний
В соответствии с требованиями каких документов должны производиться исправления дефектов в швах сварных соединений.
Укажите, какие из приведенных ниже способов сварки допускается применять для сварных конструкций подъемно-транспортного оборудования из алюминиевых сплавов?
?) Импульсно-дуговая сварка плавящимся электродом в смеси аргона и гелия, механизированная сварка в углекислом газе.
Тема/шкала: 1.01.2.01.ПТО-II,1.02.2.01.ПТО-II,1.03.2.01.ПТО-II,1.04.2.01.ПТО-II,1.05.2.01.ПТО-II,1.06.2.01.ПТО-II,1.07.2.01.ПТО-II,1.08.2.01.ПТО-II,1.09.2.01.ПТО-II,1.10.2.01.ПТО-II,1.11.2.01.ПТО-II,1.12.2.01.ПТО-II,1.13.2.01.ПТО-II,1.14.1.01.ПТО-I-РД,1.14.2.01.ПТО-II
Укажите объем контроля радиографическим методом сварных стыков стрел, хоботов и реечных коробок портальных кранов.
Тема/шкала: 1.01.2.01.ПТО-II,1.02.2.01.ПТО-II,1.03.2.01.ПТО-II,1.04.2.01.ПТО-II,1.05.2.01.ПТО-II,1.06.2.01.ПТО-II,1.07.2.01.ПТО-II,1.08.2.01.ПТО-II,1.09.2.01.ПТО-II,1.10.2.01.ПТО-II,1.11.2.01.ПТО-II,1.12.2.01.ПТО-II,1.13.2.01.ПТО-II,1.14.1.01.ПТО-I-РД,1.14.2.01.ПТО-II
Укажите допустимое число внутренних пор при проверке сварочно-технологических свойств электродов во многопроходном шве (при соблюдении режимов и условий сварки).
Допускается ли для уточнения наличия (границ) трещин метод снятия небольшой стружки вдоль предполагаемой трещины хорошо заточенным зубилом?
?) Применяемые сварочные материалы, исправность сварочного оборудования, режим сварки, очередность наложения швов, соответствие клеймения.
Каким должен быть угол статического изгиба, чтобы результаты испытаний считались удовлетворительными.
Тема/шкала: 1.01.2.01.ПТО-II,1.02.2.01.ПТО-II,1.03.2.01.ПТО-II,1.04.2.01.ПТО-II,1.05.2.01.ПТО-II,1.06.2.01.ПТО-II,1.07.2.01.ПТО-II,1.08.2.01.ПТО-II,1.09.2.01.ПТО-II,1.10.2.01.ПТО-II,1.11.2.01.ПТО-II,1.12.2.01.ПТО-II,1.13.2.01.ПТО-II,1.14.1.01.ПТО-I-РД,1.14.2.01.ПТО-II
На каком расстоянии от газопроводов и резинотканевых рукавов допускаются работы по газовой резке и сварке.
Тема/шкала: 1.01.2.01.ПТО-II,1.02.2.01.ПТО-II,1.03.2.01.ПТО-II,1.04.2.01.ПТО-II,1.05.2.01.ПТО-II,1.06.2.01.ПТО-II,1.07.2.01.ПТО-II,1.08.2.01.ПТО-II,1.09.2.01.ПТО-II,1.10.2.01.ПТО-II,1.11.2.01.ПТО-II,1.12.2.01.ПТО-II,1.13.2.01.ПТО-II,1.14.1.01.ПТО-I-РД,1.14.2.01.ПТО-II
Тема/шкала: 1.01.2.01.ПТО-II,1.02.2.01.ПТО-II,1.03.2.01.ПТО-II,1.04.2.01.ПТО-II,1.05.2.01.ПТО-II,1.06.2.01.ПТО-II,1.07.2.01.ПТО-II,1.08.2.01.ПТО-II,1.09.2.01.ПТО-II,1.10.2.01.ПТО-II,1.11.2.01.ПТО-II,1.12.2.01.ПТО-II,1.13.2.01.ПТО-II,1.14.1.01.ПТО-I-РД,1.14.2.01.ПТО-II
Тема/шкала: 1.01.2.01.ПТО-II,1.02.2.01.ПТО-II,1.03.2.01.ПТО-II,1.04.2.01.ПТО-II,1.05.2.01.ПТО-II,1.06.2.01.ПТО-II,1.07.2.01.ПТО-II,1.08.2.01.ПТО-II,1.09.2.01.ПТО-II,1.10.2.01.ПТО-II,1.11.2.01.ПТО-II,1.12.2.01.ПТО-II,1.13.2.01.ПТО-II,1.14.1.01.ПТО-I-РД,1.14.2.01.ПТО-II
Могут ли при периодической производственной аттестации использоваться результаты контроля производственных сварных соединений?
?) Да, результаты контроля разрушающими методами, выполненные в течение последних 6 месяцев перед аттестацией по данной технологии.
?) Да, результаты контроля разрушающими методами, выполненные в течение последних 12 месяцев перед аттестацией по данной технологии.
Тема/шкала: 1.01.2.01.ПТО-II,1.02.2.01.ПТО-II,1.03.2.01.ПТО-II,1.04.2.01.ПТО-II,1.05.2.01.ПТО-II,1.06.2.01.ПТО-II,1.07.2.01.ПТО-II,1.08.2.01.ПТО-II,1.09.2.01.ПТО-II,1.10.2.01.ПТО-II,1.11.2.01.ПТО-II,1.12.2.01.ПТО-II,1.13.2.01.ПТО-II,1.14.1.01.ПТО-I-РД,1.14.2.01.ПТО-II
Какова допустимая величина зазора между трубой и остающейся подкладкой для сварных соединений, не контролируемых рентгеном?
Тема/шкала: 1.01.2.01.ПТО-II,1.02.2.01.ПТО-II,1.03.2.01.ПТО-II,1.04.2.01.ПТО-II,1.05.2.01.ПТО-II,1.06.2.01.ПТО-II,1.07.2.01.ПТО-II,1.08.2.01.ПТО-II,1.09.2.01.ПТО-II,1.10.2.01.ПТО-II,1.11.2.01.ПТО-II,1.12.2.01.ПТО-II,1.13.2.01.ПТО-II,1.14.1.01.ПТО-I-РД,1.14.2.01.ПТО-II
Укажите, какие из указанных дефектов не допускаются в сварных соединениях при контроле внешнем осмотром?
Укажите, должны ли передаваться Заказчику данные о примененных сварочных материалах и сварщиках, производивших сварку.
Тема/шкала: 1.01.2.01.ПТО-II,1.02.2.01.ПТО-II,1.03.2.01.ПТО-II,1.04.2.01.ПТО-II,1.05.2.01.ПТО-II,1.06.2.01.ПТО-II,1.07.2.01.ПТО-II,1.08.2.01.ПТО-II,1.09.2.01.ПТО-II,1.10.2.01.ПТО-II,1.11.2.01.ПТО-II,1.12.2.01.ПТО-II,1.13.2.01.ПТО-II,1.14.1.01.ПТО-I-РД,1.14.2.01.ПТО-II
?) Вновь изготовленных баллонов организация-изготовитель, находящихся в эксплуатации наполнительные станции или испытательные пункты.
?) Вновь изготовленных баллонов экспертная организация, находящихся в эксплуатации организация-потребитель.
Тема/шкала: 1.01.2.01.ПТО-II,1.02.2.01.ПТО-II,1.03.2.01.ПТО-II,1.04.2.01.ПТО-II,1.05.2.01.ПТО-II,1.06.2.01.ПТО-II,1.07.2.01.ПТО-II,1.08.2.01.ПТО-II,1.09.2.01.ПТО-II,1.10.2.01.ПТО-II,1.11.2.01.ПТО-II,1.12.2.01.ПТО-II,1.13.2.01.ПТО-II,1.14.1.01.ПТО-I-РД,1.14.2.01.ПТО-II
?) по максимальной высоте (глубине) расположения поверхности шва от линии, соединяющей края поверхности шва в одном поперечном сечении;
?) средней высоте (глубине) расположения поверхности шва от линии, соединяющей края поверхности шва в одном поперечном сечении;
?) по минимальной высоте (глубине) расположения поверхности шва от линии, соединяющей края поверхности шва в одном поперечном сечении.
Тема/шкала: 1.01.2.01.ПТО-II,1.02.2.01.ПТО-II,1.03.2.01.ПТО-II,1.04.2.01.ПТО-II,1.05.2.01.ПТО-II,1.06.2.01.ПТО-II,1.07.2.01.ПТО-II,1.08.2.01.ПТО-II,1.09.2.01.ПТО-II,1.10.2.01.ПТО-II,1.11.2.01.ПТО-II,1.12.2.01.ПТО-II,1.13.2.01.ПТО-II,1.14.1.01.ПТО-I-РД,1.14.2.01.ПТО-II
До какого напряжения должно быть ограничено напряжение холостого хода у сварочного оборудования предназначенного для сварки в особо опасных условиях?
Тема/шкала: 1.01.2.01.ПТО-II,1.02.2.01.ПТО-II,1.03.2.01.ПТО-II,1.04.2.01.ПТО-II,1.05.2.01.ПТО-II,1.06.2.01.ПТО-II,1.07.2.01.ПТО-II,1.08.2.01.ПТО-II,1.09.2.01.ПТО-II,1.10.2.01.ПТО-II,1.11.2.01.ПТО-II,1.12.2.01.ПТО-II,1.13.2.01.ПТО-II,1.14.1.01.ПТО-I-РД,1.14.2.01.ПТО-II
Укажите, разрешается ли при периодической аттестации не выполнять испытания механических свойств контрольных сварных соединений?
?) Разрешается при условии положительных результатов разрушающего контроля производственных сварных соединений, выполненных по данной технологии в течение последних 6 месяцев перед проведением аттестации.
Тема/шкала: 1.01.2.01.ПТО-II,1.02.2.01.ПТО-II,1.03.2.01.ПТО-II,1.05.2.01.ПТО-II,1.06.2.01.ПТО-II,1.07.2.01.ПТО-II,1.08.2.01.ПТО-II,1.14.2.01.ПТО-II
Какой диаметр проволоки марки Св-08Г2С следует применять при сварке в смеси углекислого газа с кислородом или аргона- с углекислым газом углеродистых и низколегированных сталей в конструкциях обычного исполнения?
К какой категории сварных соединений согласно РД 22-207-88 относятся стыковые поперечные и продольные швы растянутых поясов балок и ферм?
Тема/шкала: 1.01.2.01.ПТО-II,1.02.2.01.ПТО-II,1.03.2.01.ПТО-II,1.04.2.01.ПТО-II,1.05.2.01.ПТО-II,1.06.2.01.ПТО-II,1.07.2.01.ПТО-II,1.08.2.01.ПТО-II,1.09.2.01.ПТО-II,1.10.2.01.ПТО-II,1.11.2.01.ПТО-II,1.12.2.01.ПТО-II,1.13.2.01.ПТО-II,1.14.1.01.ПТО-I-РД,1.14.2.01.ПТО-II
Укажите требования к расположению стыков поясов в коробчатых и двутавровых сварных балках и стержнях при выполнении элементов металлоконструкций составными.
Тема/шкала: 1.01.2.01.ПТО-II,1.02.2.01.ПТО-II,1.03.2.01.ПТО-II,1.04.2.01.ПТО-II,1.05.2.01.ПТО-II,1.06.2.01.ПТО-II,1.07.2.01.ПТО-II,1.08.2.01.ПТО-II,1.09.2.01.ПТО-II,1.10.2.01.ПТО-II,1.11.2.01.ПТО-II,1.12.2.01.ПТО-II,1.13.2.01.ПТО-II,1.14.1.01.ПТО-I-РД,1.14.2.01.ПТО-II
Укажите, какие из указанных дефектов не допускаются в сварных соединениях при контроле внешнем осмотром?
?) Только результаты контроля сварных швов, в т.ч. результаты механических испытаний контрольных образцов.
?) Документы, удостоверяющие качество сварки (в т.ч. результаты механических испытаний), копии удостоверений сварщиков, копии сертификатов на сварочные материалы.
Тема/шкала: 1.01.2.01.ПТО-II,1.02.2.01.ПТО-II,1.03.2.01.ПТО-II,1.04.2.01.ПТО-II,1.05.2.01.ПТО-II,1.06.2.01.ПТО-II,1.07.2.01.ПТО-II,1.08.2.01.ПТО-II,1.09.2.01.ПТО-II,1.10.2.01.ПТО-II,1.11.2.01.ПТО-II,1.12.2.01.ПТО-II,1.13.2.01.ПТО-II,1.14.1.01.ПТО-I-РД,1.14.2.01.ПТО-II
Тема/шкала: 1.01.2.01.ПТО-II,1.02.2.01.ПТО-II,1.03.2.01.ПТО-II,1.04.2.01.ПТО-II,1.05.2.01.ПТО-II,1.06.2.01.ПТО-II,1.07.2.01.ПТО-II,1.08.2.01.ПТО-II,1.09.2.01.ПТО-II,1.10.2.01.ПТО-II,1.11.2.01.ПТО-II,1.12.2.01.ПТО-II,1.13.2.01.ПТО-II,1.14.1.01.ПТО-I-РД,1.14.2.01.ПТО-II
На каком расстоянии от отдельных баллонов с пропан-бутаном допускаются работы по газовой резке и сварке?
Тема/шкала: 1.01.2.01.ПТО-II,1.02.2.01.ПТО-II,1.03.2.01.ПТО-II,1.04.2.01.ПТО-II,1.05.2.01.ПТО-II,1.06.2.01.ПТО-II,1.07.2.01.ПТО-II,1.08.2.01.ПТО-II,1.09.2.01.ПТО-II,1.10.2.01.ПТО-II,1.11.2.01.ПТО-II,1.12.2.01.ПТО-II,1.13.2.01.ПТО-II,1.14.1.01.ПТО-I-РД,1.14.2.01.ПТО-II
Тема/шкала: 1.01.2.01.ПТО-II,1.02.2.01.ПТО-II,1.03.2.01.ПТО-II,1.04.2.01.ПТО-II,1.05.2.01.ПТО-II,1.06.2.01.ПТО-II,1.07.2.01.ПТО-II,1.08.2.01.ПТО-II,1.09.2.01.ПТО-II,1.10.2.01.ПТО-II,1.11.2.01.ПТО-II,1.12.2.01.ПТО-II,1.13.2.01.ПТО-II,1.14.1.01.ПТО-I-РД,1.14.2.01.ПТО-II
Тема/шкала: 1.01.2.01.ПТО-II,1.02.2.01.ПТО-II,1.03.2.01.ПТО-II,1.04.2.01.ПТО-II,1.05.2.01.ПТО-II,1.06.2.01.ПТО-II,1.07.2.01.ПТО-II,1.08.2.01.ПТО-II,1.09.2.01.ПТО-II,1.10.2.01.ПТО-II,1.11.2.01.ПТО-II,1.12.2.01.ПТО-II,1.13.2.01.ПТО-II,1.14.1.01.ПТО-I-РД,1.14.2.01.ПТО-II
Укажите, каждый или специально отобранный сварщик (сварщики) должен выполнять контрольные сварные соединения (наплавки)?
?) Контрольные сварные соединения и наплавки выполняет только один сварщик, аттестованный в соответствии с требованиями Правил аттестации ПБ 03-273-99.
?) К сварке контрольных соединений (наплавок) разрешается привлекать несколько сварщиков, аттестованных в соответствии с требованиями Правил аттестации ПБ 03-273-99.
?) Контрольные сварные соединения и наплавки выполняет каждый сварщик, принимающий участие в сварке объектов, подконтрольных Ростехнадзору (Госгортехнадзору России).
К какой категории сварных соединений согласно РД 22-207-88 относятся угловые сварные швы, прикрепляющие основные детали и элементы конструкции, работающие на отрыв при растяжении или изгибе?
?) Настоящий нормативный документ распространяется на грузоподъемные краны мостового типа, консольные, стрелового типа на железнодорожном ходу, портальные, конвейеры, траверсы, крюки пластинчатые, на сварные конструкции мачтовых, переставных кранов, кранов-лесопогрузчиков, кранов-манипуляторов, их механизмов, съемных грузозахватных приспособлений и тары.
?) Настоящий нормативный документ распространяется на сварные конструкции мачтовых, переставных кранов, кранов-лесопогрузчиков, кранов-манипуляторов, их механизмов, съемных грузозахватных приспособлений и тары.
?) Настоящий нормативный документ распространяется на грузоподъемные краны мостового типа, консольные, стрелового типа на железнодорожном ходу, портальные, конвейеры, траверсы, крюки пластинчатые.
Тема/шкала: 1.01.2.01.ПТО-II,1.02.2.01.ПТО-II,1.03.2.01.ПТО-II,1.04.2.01.ПТО-II,1.05.2.01.ПТО-II,1.06.2.01.ПТО-II,1.07.2.01.ПТО-II,1.08.2.01.ПТО-II,1.09.2.01.ПТО-II,1.10.2.01.ПТО-II,1.11.2.01.ПТО-II,1.12.2.01.ПТО-II,1.13.2.01.ПТО-II,1.14.1.01.ПТО-I-РД,1.14.2.01.ПТО-II
Какие сварные соединения крановых металлоконструкций должны подвергаться ультразвуковому контролю обязательно?
Тема/шкала: 1.01.2.01.ПТО-II,1.02.2.01.ПТО-II,1.03.2.01.ПТО-II,1.04.2.01.ПТО-II,1.05.2.01.ПТО-II,1.06.2.01.ПТО-II,1.07.2.01.ПТО-II,1.08.2.01.ПТО-II,1.09.2.01.ПТО-II,1.10.2.01.ПТО-II,1.11.2.01.ПТО-II,1.12.2.01.ПТО-II,1.13.2.01.ПТО-II,1.14.1.01.ПТО-I-РД,1.14.2.01.ПТО-II
На какое расстояние должны отстоять стыки поясов и стенок от диафрагм или ребер жесткости в коробчатых и двутавровых сварных балках и стержнях при выполнении элементов металлоконструкций составными?
Какие сварочные проволоки применяются для полуавтоматической сварки малоуглеродистых и низколегированных сталей в смеси углекислого газа (80%) и кислорода (20 %)?
Укажите, какие из указанных дефектов допускаются в сварных соединениях при контроле внешнем осмотром?
?) ОСТ 34-13-915-85 распространяется на изготовление кранов: мостовых электрических грузоподъемностью от 5 до 125 т, козловых кранов всех видов грузоподъемностью не более 100 т, башенных строительных передвижных грузоподъемностью не более 75 т, специальные монтажные типа «СКР», «СКУ» грузоподъемностью не более 100 т.
?) ОСТ 34-13-915-85 распространяется на монтаж кранов: мостовых электрических грузоподъемностью от 5 до 125 т, козловых кранов всех видов грузоподъемностью не более 100 т, башенных строительных передвижных грузоподъемностью не более 75 т, специальные монтажные типа «СКР», «СКУ» грузоподъемностью не более 100 т.
?) ОСТ 34-13-915-85 распространяется на ремонт башенных кранов общего назначения, в т.ч. зарубежного производства.
Тема/шкала: 1.01.2.01.ПТО-II,1.02.2.01.ПТО-II,1.03.2.01.ПТО-II,1.04.2.01.ПТО-II,1.05.2.01.ПТО-II,1.06.2.01.ПТО-II,1.07.2.01.ПТО-II,1.08.2.01.ПТО-II,1.09.2.01.ПТО-II,1.10.2.01.ПТО-II,1.11.2.01.ПТО-II,1.12.2.01.ПТО-II,1.13.2.01.ПТО-II,1.14.1.01.ПТО-I-РД,1.14.2.01.ПТО-II
Тема/шкала: 1.01.2.01.ПТО-II,1.02.2.01.ПТО-II,1.03.2.01.ПТО-II,1.04.2.01.ПТО-II,1.05.2.01.ПТО-II,1.06.2.01.ПТО-II,1.07.2.01.ПТО-II,1.08.2.01.ПТО-II,1.09.2.01.ПТО-II,1.10.2.01.ПТО-II,1.11.2.01.ПТО-II,1.12.2.01.ПТО-II,1.13.2.01.ПТО-II,1.14.1.01.ПТО-I-РД,1.14.2.01.ПТО-II
На каком расстоянии от групповых газобаллонных установок допускаются работы по газовой резке и сварке.
Тема/шкала: 1.01.2.01.ПТО-II,1.02.2.01.ПТО-II,1.03.2.01.ПТО-II,1.04.2.01.ПТО-II,1.05.2.01.ПТО-II,1.06.2.01.ПТО-II,1.07.2.01.ПТО-II,1.08.2.01.ПТО-II,1.09.2.01.ПТО-II,1.10.2.01.ПТО-II,1.11.2.01.ПТО-II,1.12.2.01.ПТО-II,1.13.2.01.ПТО-II,1.14.1.01.ПТО-I-РД,1.14.2.01.ПТО-II
Нормы оценки качества стыковых сварных соединений трубопроводов и листовых конструкций принимаются по следующим размерным показателям:
?) по номинальной толщине более тонкой детали (из двух сваренных) - для стыковых сварных соединений деталей различной толщины;
Тема/шкала: 1.01.2.01.ПТО-II,1.02.2.01.ПТО-II,1.03.2.01.ПТО-II,1.04.2.01.ПТО-II,1.05.2.01.ПТО-II,1.06.2.01.ПТО-II,1.07.2.01.ПТО-II,1.08.2.01.ПТО-II,1.09.2.01.ПТО-II,1.10.2.01.ПТО-II,1.11.2.01.ПТО-II,1.12.2.01.ПТО-II,1.13.2.01.ПТО-II,1.14.1.01.ПТО-I-РД,1.14.2.01.ПТО-II
Дополнительные требования к сварке при отрицательных температурах
1.4.5.1. Ручную и полуавтоматическую сварку стальных конструкций при температурах ниже указанных в табл. 3 следует производить с подогревом стали в зоне выполнения сварки до 120—160°С на ширину 100 мм с каждой стороны соединения.
Минимально допустимая начальная температура стали при ручной и полуавтоматической дуговой сварке без предварительного подогрева, °С
1.4.5.2. Сварка в среде углекислого газа при отрицательной температуре не рекомендуется.
1.4.5.3. При температуре окружающего воздуха ниже —5°С все швы завариваются от начала до конца без перерыва; перерыв допускается лишь при необходимости смены электрода или электродной проволоки и зачистки шва в месте возобновления процесса; прекращать сварку до выполнения проектного размера шва и оставлять незаверенными отдельные участки шва не допускается; в случае вынужденного прекращения сварки (из-за отсутствия тока, выхода из строя аппаратуры и т. п.) процесс следует возобновлять при условии подогрева металла в соответствии с технологией сварки, разработанной для данной конструкции.
1.4.5.4. Сварка стыковых швов характеризуется следующими требованиями:
а) так как техника дуговой сварки многослойных, односторонних и двусторонних симметричных и несимметричных швов при температуре не ниже —10°С и толщине металла до 16 мм не отличается от техники сварки при нормальной температуре, то при толщине металла более 16 мм и температуре окружающего воздуха —5°С сварку первых двух слоев необходимо производить с сопутствующим подогревом до 180—200°С;
б) при несимметричных швах с толщиной металла до 35 мм желательно в первую очередь заваривать основную часть шва. Если это неосуществимо, то следует осторожно проводить кантовку элемента.
При сварке соединений с подварочным слоем сварку последнего рекомендуется вести после сварки основного шва. Если это невыполнимо, то необходимо осторожно проводить кантовку элемента.
При сварке металла толщиной 36—60 мм обязательной является кантовка элемента для наложения подварочного слоя с противоположной стороны после сварки первых четырех-пяти слоев. Заварка шва полностью с одной стороны недопустима;
в) сварку листов объемных конструкций из стали толщиной более 20 мм следует вести каскадом или горкой, двусторонней сваркой секциями и другими равноценными методами;
г) зачистку корня шва, если она предусматривается технологическим процессом, следует производить путем выплавки или шлифовки. Вырубка металла зубилом может выполняться только после его прогрева до 100—120°С.
1.4.5.5. Сварка многослойных угловых швов с разделкой кромок производится при соблюдении условий, принятых для многослойных стыковых швов.
1.4.5.6. Дефектные участки шва следует заваривать только после подогрева металла до температуры 180—200°С.
1.4.5.7. К рабочему месту покрытые электроды и флюс следует подавать непосредственно перед сваркой в количестве, необходимом на период непрерывной работы сварщика. Электродную проволоку рекомендуется подавать на рабочее место непосредственно перед заправкой в аппарат.
У рабочего места покрытые электроды и флюс необходимо хранить в условиях, исключающих увлажнение (в плотно закрывающейся таре или обогреваемых устройствах).
Использование покрытых электродов, порошковой проволоки и флюсов, находящихся на морозе, разрешается только после их просушки.
1.4.5.8. Для всех способов сварки рекомендуется применять источники питания постоянного тока, обеспечивающие более высокую стабильность дуги. Применение переменного тока допускается в тех случаях, когда колебания сетевого напряжения не превышают ±6%.
1.4.5.9. Сварщик, впервые в данном сезоне приступающий к работе при температуре ниже —5°С, должен пройти 6—7-часовую практику. Стажировка осуществляется на специальных образцах или при сварке неответственных конструкций. После окончания стажировки свариваются контрольные образцы для механических испытаний, которые проводятся в соответствии с подразделом 1.4.6 настоящего РД.
Сварщик, сдавший испытания при данной температуре, допускается к сварке при любой более высокой температуре и при температуре на 10° ниже той, при которой сваривали контрольные образцы.
При необходимости выполнения работ в исключительных случаях, при более низкой температуре, сварщик обязан вновь сварить образцы для механических испытаний. Повторная стажировка в этом случае не требуется.
Читайте также: