Трубы металлические с фаской
Обновлено: 14.05.2024
ГОСТ Р 55942-2014
(ИСО 6761:1981)
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Отделка концов труб и соединительных деталей под сварку. Общие технические требования
Steel tubes. Preparation of ends of tubes and fittings for welding. General technical requirements
Дата введения 2015-01-01
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации. Основные положения"
Сведения о стандарте
1 ПОДГОТОВЛЕН Техническим комитетом по стандартизации ТК 357 "Стальные и чугунные трубы и баллоны", Открытым акционерным обществом "Российский научно-исследовательский институт трубной промышленности" (ОАО "РосНИТИ"), на основе аутентичного перевода стандарта, указанного в пункте 4, который выполнен ООО "Специализированная переводческая фирма "Интерсервис"
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 357 "Стальные и чугунные трубы и баллоны"
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 6761:1981* "Трубы стальные. Разделка концов труб и фитингов под сварку" (ISO 6761:1981 "Steel tubes - Preparation of ends of tubes and fittings for welding") путем:
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - Примечание изготовителя базы данных.
- изменения отдельных значений показателей и обозначений, выделенных в тексте настоящего стандарта курсивом*;
- внесения дополнительных обозначений, выделенных в тексте настоящего стандарта курсивом*;
- внесения дополнительных структурных элементов (абзацев, таблиц и рисунков), выделенных в тексте настоящего стандарта вертикальной линией**, расположенной на полях.
* В бумажном оригинале обозначения и номера стандартов и нормативных документов по тексту приводятся обычным шрифтом; к ссылочным документам, приведенным в бумажном оригинале курсивом, вставлены примечания по месту;
** В бумажном оригинале дополнительные структурные элементы вертикальной линией не выделены. - Примечание изготовителя базы данных.
5 ВВЕДЕН ВПЕРВЫЕ
ВНЕСЕНА поправка, опубликованная в ИУС N 2, 2016 год
Поправка внесена изготовителем базы данных
Введение
Настоящий стандарт модифицирован по отношению к международному стандарту ИСО 6761:1981 "Трубы стальные. Разделка концов труб и фитингов под сварку" с целью внесения типов отделки концов труб и соединительных деталей, не предусмотренных ИСО 6761.
В настоящем стандарте учтены особенности изложения национальных стандартов (в соответствии с ГОСТ Р 1.5-2004).
Модификация настоящего стандарта по отношению к международному стандарту заключается в следующем:
- добавлены следующие типы отделки концов труб и соединительных деталей, традиционно применяемые в национальной и международной практике:
а) ФП2 и ФС1, соответствующие форме отделки концов под сварку, установленным в ANSI/ASME B 16.25;
б) ФП3 и ФС2, соответствующие форме отделки концов под сварку изделий для магистральных и промысловых трубопроводов;
в) ФП4, соответствующая форме отделки концов под сварку изделий для технологических трубопроводов и трубопроводов пара и горячей воды;
г) ФП5, соответствующая форме отделки концов под сварку изделий для трубопроводов общего назначения;
д) ФК1 и ФК2, соответствующие форме отделки концов под сварку, установленным в ГОСТ 16037-80.
- типы отделки концов систематизированы с присвоением условных обозначений для упрощения ссылки на настоящий стандарт при оформлении заказа.
1 Область применения
Настоящий стандарт устанавливает основные типы и требования к отделке концов стальных труб и соединительных деталей под сварку.
2 Обозначения и сокращения
В настоящем стандарте применены следующие обозначения:
, - углы скоса фаски, градусы;
- расстояние от внутренней поверхности трубы до точки сопряжения углов скоса сложной фаски, мм;
- ширина торцевого притупления, мм;
- наружный диаметр конца трубы или соединительной детали, мм;
- толщина стенки конца трубы или соединительной детали, мм;
- радиус скругления в точке сопряжения углов скоса сложной фаски, мм.
В настоящем стандарте применены следующие сокращения:
ФБ - тип отделки концов без скоса;
ФК - тип отделки концов с круглым скосом;
ФП - тип отделки концов с простым скосом;
ФС - тип отделки концов со сложным скосом.
3 Требования к отделке концов
3.1 Типы отделки концов труб и соединительных деталей под сварку приведены в таблицах 1 и 2.
При ссылке на настоящий стандарт без указания типа отделки концов, концы изделий без скоса должны соответствовать требованиям, указанным в таблице 1 для типа ФБ, концы изделий с простым скосом - указанным в таблице 1 для типа ФП1.
В остальных случаях должен быть указан тип отделки концов в соответствии с таблицей 2, а при необходимости угол(ы) скоса фаски и ширина торцевого притупления.
3.2 Неперпендикулярность торца трубы не должна быть более следующих значений, если иное не указано в конкретной нормативной документации на трубы:
- 1,0 мм - для труб наружным диаметром до 219,0 мм включительно;
- 1,5 мм - для труб наружным диаметром свыше 219,0 до 426,0 мм включительно;
- 2,5 мм - для труб наружным диаметром свыше 426,0 до 720,0 мм включительно;
- 3,5 мм - для труб наружным диаметром свыше 720,0 до 1020,0 мм включительно;
- 4,5 мм - для труб наружным диаметром свыше 1020,0 мм.
3.3 Для обеспечения ширины торцевого притупления для всех типов отделки кроме ФБ допускается выполнение внутренней фаски в соответствии с таблицей 3.
3.4 На концах труб не должно быть заусенцев.
При удалении заусенцев допускается образование внутренней фаски в плоскости торца трубы шириной не более 1,0 мм.
4 Правила приемки и методы контроля
Правила приемки и методы контроля соответствия концов труб и соединительных деталей установленным требованиям должны быть указаны в нормативной и технической документации на трубы и соединительные детали.
Все о фаске и фаскоснимателях

Фаска – это полученная специальным образом кромка на торцевой поверхности металлического листа или на стенке трубы, скошенная под определенным углом.

Основное предназначение - подготовка металлопроката к дальнейшим сварочным работам.
Почему необходимо выполнять снятие фаски?
Обработка торцов листа или стенок труб нужна для:
- Хорошего провара и надежного соединения сварочных швов
- Уменьшения времени выполнения сварочных работ
- Предотвращения травматизма сотрудников об острые углы изделия
- Упрощения предстоящего монтажа возводимой металлической конструкции
- Того, чтобы не проводить ручную шлифовку краев кромки листа или трубы
Если не выполнить снятие фаски, то в изделиях, толщина которых превышает 5 мм, со временем может разойтись сварочный шов и конструкция утратит прочность.
Угол снятия фаски
Угол снятия фаски с кромки листа или трубы выбирается исходя из конструктивных особенностей изделия или поставленной задачи по сварке. Как правило, стандартный угол фаски для металлического листового профиля составляет 45°, для труб – 37,5°.
Виды фасок
- Y-образным способом;
- Х-образным;
- J-образным (другое название – «рюмочная» фаска);
- Также, в технической литературе можно встретить другое буквенное обозначение: V, K и U-образная фаска.
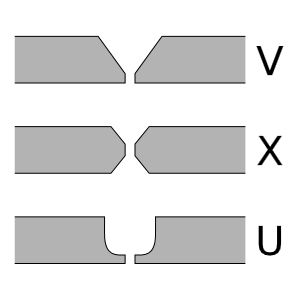
Особенности разных видов фасок
- Наиболее распространенным способом снятия кромки на производстве является Y-образный метод и Х-образный.
- Для высокоточного сварочного шва (например, на изделиях сложной конструкции) используют фаску с криволинейной поверхностью.
- J-образная фаска выполняется с помощью специальных автоматических фаскоснимателей. Данный способ создает сварочную ванну большего объема, чем другие способы.
Другие виды разделки кромки (стыковой тип соединения со сломанным краем) на производствах используют не так часто.
Особенности процесса снятия фаски
Для нарезки кромки на металлическом изделии используют специальные агрегаты – фаскосниматели, различающиеся по методу нарезки на три вида (воздушно-пламенное, механическое и газокислородное оборудование).
- При помощи зажимов фаскосниматель крепится к кромке листа или внутренней стороне металлической трубы.
- Далее выставляется необходимый угол заточки.
- При включении машины резцовая головка подводится к изделию и происходит процесс резания фаски.
- После окончания работы резец возвращается в исходное положение.
- После проведения нарезки фаски, рабочая поверхность изделия считается подготовленной к дальнейшим сварочным работам.
При нарезке фаски образуется сварочная емкость (ванна), где собирается горячий сварочный состав. Кромка с фаской имеет определенное притупление около 3-5 мм. Когда емкость заполняется сварочным составом, участок притупления проплавляется сам. Благодаря этому, достигается нужная герметичность шва и создается дополнительная надежность.
Способы нарезки кромки
В настоящее время на производстве используют два метода снятия кромки: термический и механический.
Механическая фаска считается самой качественной, так как данный метод выполняется на специальном оборудовании – фаскоснимательных машинах (кромкорезах), фрезерных станках, кромкоскалывателях и других приспособлениях. Преимущества данного способа состоят в следующем:
- После снятия фаски изделие сохраняет свою структуру и не теряет физико-химических свойств
- Механический способ обеспечивает высокую герметичность и надежность будущих сварочных швов
- Экономия времени.
Термический способ – фаска воздушно-плазменная и фаска газопламенная. Воздушно-плазменная нарезка кромок позволяет получить внешний вид фаски близкий к заводской (или механической фаске). Однако он требует идеально гладкой поверхности листа или труб под определенным углом. На многих производствах этот вид нарезки фаски является основным из-за экономичности и большой скорости обработки изделий. Выполняется на специальном плазморезательном оборудовании.
Газо-плазменная нарезка фаски не требует особых условий выполнения и характеризуется невысокой стоимостью. Но качество среза ниже, чем при механическом способе или воздушно-пламенном. Часто такая нарезка фаски требует дополнительной механической обработки. Такой способ применяют для кустарной обработки труб бывших в употреблении. Применяя термический способ нарезки фаски (газо-плазменную и воздушно-плазменную нарезку фаски), в металлическом изделии из-за перегрева появляется участок с измененными физическими и химическими свойствами (зона термовлияния). Это негативно сказывается на герметичности и надежности будущих сварочных швов и на прочности самой конструкции.
Механическое снятие фаски сохраняет свойства изделия и не влияет на качество будущих сварочных работ. Механический способ снятия фаски является своего рода гарантом качества обработки металлических изделий перед сварочными работами. Единственным «минусом» данного метода является высокая стоимость агрегатов и трудоемкость работ.
Фаскорезы

Предлагаем пневматические и электрические фаскосниматели серии "Мангуст". Применяются для снятия внутренней и наружной фаски с труб, разделки торцов труб под сварку, вырезки штуцера из коллекторов малого диаметра.
Фаскосниматель Мангуст – машина для снятия фаски с труб и торцевания
Наша компания поставляет инструменты и агрегаты для проведения ремонтов энергетического оборудования, включая устройства для расточки и снятия фаски с труб. В данном разделе каталога представлены фаскорезы серии «Мангуст», работающих на электрическом или пневматическом приводе. Цена пневматического и электрического типа модели одинакова.
Каталог фаскорезов Мангуст
В данном каталоге представлен номенклатурный ряд оборудования для снятия фаски и торцевания. В зависимости от параметров и марки устройства, машины Мангуст используются для снятия фаски труб различного типоразмера, вырезания штуцеров из коллекторов, имеющих тонкие стенки, расточки под сварку труб с внутренним диаметром от 14 mm и выполнения других операций.
Устройства с электрическим приводом для снятия фаски
Машина электрическая “Мангуст-миди-электро

Диапазон обработки: 14-48 мм, масса: 5,6 кг. С помощью данного оборудования можно производить вырезку штуцеров, удалять старый сварной шов и выполнять подрезку торцов труб с внутренним диаметром от 14 до 40 mm и наружным диаметром до 48 mm. Используя дополнительную комплектацию можно расширить функционал оборудования, в частности высверливать трубы завальцованные на длине до 50 mm.
Машина электрическая Мангуст-2-Электро

Диапазон обработки: 39-120 мм, масса: 9,5 кг. Машина предназначена для обработки труб с внутренним диаметром от 39 до 104 мм и наружным диаметром до 120 мм. Мангуст-2-Электро позволяет разделывать под сварку торцы труб, снимать внутреннюю и наружную фаски, удалять сварной шов между трубой и трубной решеткой. Применение дополнительных комплектов позволяет высверливать из трубной решетки трубы с наружным диаметром от 51 до 76 мм и с толщиной стенки до 5 мм, завальцованные на глубину до 50 мм и вырезать штуцера с наружным диаметром от 51 до 76 мм из тонкостенных коллекторов малого диаметра.
Машина электрическая Мангуст-200МЗ

Диапазон обработки: 102-280 мм, масса: 22 кг. Машина позволяет снимать внутреннюю и наружную фаски, подрезать и разделывать под сварку торцы труб, в том числе и после газовой резки. Мангуст-200М3 позволяет растачивать трубы с внутренним диаметром от 125 до 272 мм на глубину до 50 мм.
Машина электрическая Мангуст-325-Электро

Диапазон обработки: 247-325 мм, масса: 58. Данное устройство для снятия фаски и разделки торца имеет широкий спектр применения. А именно: машина мангуст-325 Электро позволяет выполнять расточку трубы на глубину до 50 mm, снятие фаски в отверстии труб от 247 внутреннего диаметра до 313 mm наружного диаметра, подрезку торца трубы. Машина Мангуст данной марки может работать с трубами из цветных сплавов, углеродистой, нержавеющей, легированной стали.
Устройства с пневматическим приводом для снятия фаски
Машина пневматическая Мангуст Миди МТ

Диапазон обработки: 14-48 мм, масса: 5,28 кг. Машина предназначена для подрезки торцов и разделки под сварку труб с внутренним диаметром от 14 до 40 мм и наружным диаметром до 48 мм а также вырезки штуцеров с внутренним диаметром от 20 мм из тонкостенных коллекторов с толщиной стенки 7. 15 мм. Мангуст-Миди-МТ позволяет снимать внутреннюю и наружную фаски, разделывать под сварку торцы труб при толщине стенки до 6 мм, удалять сварной шов между трубой и трубной решёткой. Применение дополнительного комплекта позволяет высверливать трубы с наружным диаметром от 29 до 42 мм и толщиной стенки до 5 мм, завальцованные на глубину до 50 мм.
Машина пневматическая Мангуст 2МТ

Диапазон обработки: 39-120 мм, масса: 9,5 кг. Машина предназначена для обработки труб с внутренним диаметром от 39 до 104 мм и наружным диаметром до 120 мм. Мангуст-2МТ позволяет разделывать под сварку торцы труб, снимать внутреннюю и наружную фаски, удалять сварной шов между трубой и трубной решеткой. Применение дополнительных комплектов позволяет высверливать из трубной решетки трубы с наружным диаметром от 51 до 76 мм и с толщиной стенки до 5 мм, завальцованные на глубину до 50 мм, и вырезать штуцера с наружным диаметром от 51 до 76 мм из тонкостенных коллекторов малого диаметра.
Машина пневматическая Мангуст 200МЗ

Диапазон обработки: 102-280 мм, масса: 22 кг. Предназначена для обработки труб с внутренним диаметром от 102 до 272 мм и наружным диаметром до 280 мм. Машина позволяет снимать внутреннюю и наружную фаски, подрезать и разделывать под сварку торцы труб, в том числе и после газовой резки. Мангуст-200М3 позволяет растачивать трубы с внутренним диаметром от 125 до 272 мм на глубину до 50 мм.
Машина пневматическая Мангуст 325

Диапазон обработки: 247-325 мм, масса: 58 кг. Предназначена для обработки труб с внутренним диаметром от 247 до 313 мм и наружным диаметром до 325 мм. Машина позволяет осуществлять торцовку, снимать внутреннюю и наружную фаску, разделывать под сварку торцы труб, растачивать трубы на глубину до 50 мм
Прайс-лист на фаскорезы и фаскосниматели, описание и технические характеристики мы высылаем после запроса. За дополнительной информацией и по вопросам приобретения кромкорезов Мангуст обращайтесь к специалистам нашей компании по контактным данным, указанным на сайте.
Комплект поставки фаскоснимателей Мангуст
Все устройства для снятия фаски поставляются в базовой заводской комплектации, которая также включает необходимую документацию – паспорт и инструкцию по эксплуатации. При необходимости заказчику может быть доставлен дополнительный комплект инструментов, в том числе – резцы к машине Мангуст и запасные части.
За дополнительной информацией и по вопросам приобретения обращайтесь к нашим операторам.
Цены на фаскосниматели Мангуст с учетом НДС.
Что такое фаска: определение и виды
Фаска - это кромка металлической трубы под определенным углом. Снятие фаски перед сваркой выполняется качественно, если толщина металла превышает размер 3-5 мм. В процессе снятия фаски создается особая емкость, заполненная сварочным составом, что способствует получению полного и качественного соединения труб.
- J-образный
- Y-образный,
- Х-образный,
При помощи кромкореза Мангуст может снимать Y- и X-образную.
Машина для снятия фаски: быстрая помощь для торцевания труб перед сваркой
Снятие фаски и разделка труб – достаточно простой, но в то же время очень необходимый процесс перед дальнейшими сварочными работами. Но простым он может стать только, если использовать качественный фаскосниматель Мангуст.
В зависимости от того, какое количество операций необходимо выполнить одновременно, применяют фаскорезы для труб определенной марки (с одним или двумя резцедержателями в резцовой головке). Например, установив несколько резцов, можно выполнять удаление сварочного шва, торцевание, расточку внутреннего диаметра (снятие фаски в отверстии трубы), снятие наружной фаски.
Другими словами, используя фаскосниматель для труб серии мангуст, вы можете самостоятельно быстро настроить свой инструмент, выполнить изначально требуемую работу и сэкономить, при этом, время. В зависимости от модели фаскореза, можно обрабатывать металлические трубы с внутренним диаметром от 14 до 313 mm и толщиной стенки до 100 mm.
Снятие фаски с труб машиной Мангуст
Обработка торцов металлических труб – необходимое условие для дальнейшей успешной работы сварщиков. Без качественной подготовки поверхности металлического изделия и разделки кромок труб под сварку может нарушиться надежность и герметичность шва, и со временем изделие утратит свои прочностные характеристики.
Рабочий процесс торцевания и снятия фаски машиной Мангуст
- Машина для снятия фаски серии «Мангуст» крепится к внутреннему радиусу металлической трубы при помощи специальных зажимов – кулачков. Если необходимо обработать торцевую поверхность, используют торцовочный резец.
- Если же требуется снять фаску с трубы, то в данном случае закрепляют фасочный резец. Торцевание и снятие фаски с трубы можно выполнять одновременно за несколько проходов фаскоснимателя машины Мангуст. Центрирование на поверхности во время операции происходит автоматически.
- При включении устройства происходит плавное вращение маховика, и резцовая головка в ручном режиме подается к двигателю машины Мангуст.
- Это позволяет контролировать весь процесс резания и получение точного конечного результата.
- Далее выполняется выравнивание рабочей поверхности, после чего резец отводится и двигатель останавливается.
- При необходимости снятия фаски фасочный резец устанавливается в резцедержатель.
- После обработки фаскорезом рабочая поверхность становится гладкой и полностью подготовленной к сварочным работам.
Используя дополнительную комплектацию, можно высверливать из трубной решетки трубы различного диаметра и производить вырезку штуцеров.
Труба горячедеформированная бесшовная
* Указанные цены не являются публичной офертой. Уточнить наличие и стоимость продукции на текущий день можно у наших менеджеров по контактным телефонам или с помощью формы обратной связи.
Компания «Веста Металл» предлагает трубы стальные бесшовные горячедеформированные по самым доступным ценам. Осуществляем доставку по Москве и Московской области.
Трубы стальные бесшовные горячедеформированные ГОСТ 8732-78;ГОСТ 8731-742-78;
Область применения:
в коммунальном хозяйстве, строительстве и промышленности.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Сортаментный ряд
бесшовных горячедеформированных труб устанавливает ГОСТ 8732-78.
Технические условия на
бесшовные горячедеформированные трубы устанавливает ГОСТ 8731-74.
ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ ПО ПАРАМЕТРАМ ТРУБ:
Предельное отклонение по наружному диаметру:
- +0,5мм -0,5мм (для труб с наружным диаметром до 50мм);
- +0,1% -0,1% (для труб с наружным диаметром свыше 50мм до 219мм);
- +0,125% -0,125% (для труб с наружным диаметром свыше 219мм).
Предельное отклонение по толщине стенки:
- +12,5% -10,0% (для труб с толщиной стенки до 15мм);
- +12,5% -12,5% (для труб с толщиной стенки свыше 15мм до 30мм);
- +10,0% -12,5% (для труб с толщиной стенки свыше 30мм).
Овальность и разностенность не должны выводить размеры труб за предельные отклонения по диаметру и толщине стенки.
По требованию потребителя трубы должны изготовляться термически обработанными.
ТРЕБОВАНИЯ К ПОВЕРХНОСТИ ТРУБ:
Не допускаются:
Допускаются:
- отдельные незначительные забоины, вмятины, риски, тонкий слой окалины и следы зачистки дефектов и мелкие плены, если они не выводят толщину стенки за пределы минусовых отклонений.
Концы труб должны быть обрезаны под прямым углом, при этом допускается образование фаски под углом не менее 70° к оси трубы. Концы труб должны быть зачищены от заусенцев; допускается образование фаски при их удалении.
- трубы всех видов, работающие под давлением, должны выдерживать испытательное гидравлическое давление.
- трубы должны выдерживать испытание на загиб.
- испытанию на сплющивание подвергают трубы со стенкой толщиной не более 10 мм.
- испытание на раздачу должны выдерживать трубы диаметром не более 159 мм с толщиной стенки не более 8 мм.
ГРУППЫ ТРУБ В ЗАВИСИМОСТИ ОТ ПОКАЗАТЕЛЕЙ КАЧЕСТВА:
- Группа А: нормируются механические свойства;
- Группа Б: нормируется химический состав;
- Группа В: нормируются механические свойства и химический состав;
- Группа Г: нормируется химический состав, контроль механических свойств;
- Группа Д: нормируется испытательное гидравлическое давление.
Трубный прокат имеет огромную сферу использования. В первую очередь он предназначается для транспортировки различных веществ. Другим направлением его применения является создание металлоконструкций. Для этой задачи в большинстве случаев требуется обычная конструкционная сталь, стоимость которой минимальна.
Трубы стальные бесшовные

Представляем вашему вниманию бесшовные стальные трубы — универсальный материал для создания различных инженерных трубопроводных систем. Бесшовные стальные трубы применяются в водопроводах, газопроводах, канализационных системах, а также в системах отопления и пожаротушения. Как видно из названия, отличительной особенностью этих труб является то, что они не имеют шва, в процессе изготовления получается практически монолитный продукт без уязвимых участков, что естественным образом сказывается на продолжительности срока службы труб.
Бесшовные стальные трубы можно встретить в различных областях промышленности и обычной жизни: химическая и нефтяная промышленность, строительство, жилищные коммуникации, сельское хозяйство.
Особенностью данных труб является устойчивость к условиям высокого давления внутри них, что позволяет транспортировать через них воду, нефть, газ, различные химические вещества в малых и промышленных масштабах.
Два основных типа бесшовных труб получили свои наименования в связи со способом изготовления данных изделий — горячекатаные и холоднокатаные, в названиях конкретных труб используются сокращения — г/к и х/к.
Горячекатаные трубы при прокате нагреваются до температуры, необходимой для изменения структуры материала (стали), что позволяет эффективно придавать конечному изделию необходимые параметры, то есть толщину и диаметр трубы.
Надо отметить, что, как правило, толщина стенок у труб, изготовленных с помощью горячего проката, толще, чем у холоднокатаных, а точность изготовления ниже. Поэтому стоимость горячекатаных труб ниже, чем у холоднокатаных.
Но несмотря на свои особенности, горячекатаные бесшовные стальные трубы обязаны соответствовать ГОСТам 8731-8732, в связи с этим, приобретая именно этот вид изделий, вы не столкнетесь с какими-либо проблемами в плане надежности конструкций из них. Ведь благодаря толщине стенок этих труб они применяются, например, в производстве газовых баллонов, распространены в нефтяной промышленности.
Считается, что холоднокатаные трубы прочнее, чем горячекатаные, так как при изготовлении первоначальная структура материала не разрушается температурой, из-за чего поверхностный слой остается достаточно прочным, несмотря на деформацию заготовки.
То есть холоднокатаные трубы прочнее горячекатаных, но менее эластичные. Производство холоднокатаных труб регулируется ГОСТ 8734-85, перед отправкой на реализацию они обязательно проходят различные проверки (на ударную вязкость, загиб, сплющивание и т.д.). В интересах производителя выпускать только качественную продукцию, так как из-за широкой применимости труб, зачастую они могут напрямую влиять на здоровье и жизнь людей.
Также стальные бесшовные трубы классифицируют в зависимости от соотношения толщины стенки трубы к наружному диаметру: тонкостенные (соотношение от 1:12,5 до 1:40), толстостенные (от 1:6 до 1:12,5), особотонкостенные (1:40 и более), особотолстостенные (1:6 и меньше).
Магазин «Сантехкомплект» работает с надежными поставщиками бесшовных стальных труб, у нас вы можете приобрести данные изделия по самым выгодным ценам в Москве. Под различные нужды можно подобрать трубы любой длины, диаметра, толщины стенок, горячекатаные или холоднокатаные. Высокая надежность изделий гарантирует их применимость и длительную эксплуатацию в любых сферах жизни и производства с максимальным уровнем эффективности и безопасности.
Читайте также: