Твердость сверла по металлу hrc
Обновлено: 20.09.2024
Плотность металла настолько велика, что для его обработки необходимо использовать специальные инструменты и механизмы. Для того чтобы сделать отверстие в этом материале применяются дрели и сверлильные станки, в которых основным режущим элементом являются сверла.
Какие свёрла по металлу лучше? Непросто определить, ведь универсальных изделий которые бы подходили для обработки всех типов металлических изделий, не существует. Опытный мастер сможет «на глаз» определить вид металла и быстро подобрать для обработки подходящий режущий инструмент.
Новичку в этом деле необходимо начинать с азов. Вначале изучить классификацию свёрл и сферу их применения, потому что лучшие модели — это изделия, которые идеально подходят для обработки конкретного вида металла.
Какие бывают сверла, как по маркировке и внешнему виду подобрать подходящее для работы изделие, узнайте в статье.
Сверла какой марки лучше?
В запасах домашних мастеров до настоящего времени сохранились инструменты и оснастка с советских времен. Нельзя сказать, что это были плохие сверла, особенно победитовые, но как заточить сверло по металлу без оборудования?
Проще купить новый режущий инструмент от зарубежных и отечественных производителей:
- Bosch – любая продукция исключительного качества.
- Ruko – ищите лучшие крестовые сверла с твердым наплавлением для надежности.
- Haisser – их сверла с титаново-нитридным покрытием выдерживают экстремальные нагрузки (обработка стали, меди, бронзы, металлокерамики пр.).
- «Зубр – хорошо зарекомендовавшая себя отечественная марка, оптимальное соотношение цены и качества, предлагает надежные резцы по металлу, в частности с кобальтом.

Важно: Отверстие в тонком изделии из податливого сплава возьмет любое сверло. Для «спецов», работающих по металлу, не выгодно покупать дешевые буравчики сомнительного качества и тратить время на их заточку.
Как правило, сверла имеют специализацию – по металлу и древесине, но ими можно работать и по другим материалам, включая бетон, керамику и полимеры.
Из чего изготавливают сверла
Для изготовления сверл по металлу применяется быстрорежущая сталь. Это группа высоколегированных сплавов, в состав которых, кроме железа и углерода, входит вольфрам, молибден, кобальт, ванадий и другие элементы.
Быстрорежущая сталь отличается от обычной инструментальной тем, что сверло из нее сохраняет работоспособность при нагреве. Инструментальная сталь при нормальной температуре не уступает по твердости быстрорежущей, но при нагреве свыше 200 о С происходит отпуск и она становится мягкой. Быстрорежущая сталь сохраняет твердость до 500—600 о С, а некоторые марки – до 1000 о С.
Вольфрам – основной компонент, повышающий «красностойкость стали» (способность сохранять твердость при нагреве). Однако из-за ограниченных запасов вольфрама пришлось отказываться от стали с его высоким содержанием и переходить на молибденовые сплавы. При содержании вольфрама в пределах 6% требуемые качества сверл обеспечиваются добавкой молибдена, кобальта и других элементов. Инструменты из стали Р18 уже не производятся, и даже Р9 встречается нечасто.
В зарубежной классификации быстрорежущие сплавы обозначаются аббревиатурой HSS (High Speed Steel). Их существует несколько разновидностей, и некоторые из них аналогичны сплавам, указанным в ГОСТе. Марки быстрорежущих сталей обозначаются буквой «М» с последующей цифрой. Сравним несколько наиболее часто используемых марок.
Сталь с низким содержанием вольфрама и увеличенным – молибдена (1.5 и 8 % соответственно). Не отличается высокой стойкостью, используется для изготовления сверл общего назначения.
Сплав содержит 6% вольфрама и 5% молибдена, что придает сверлам из него высокую твердость. Российский аналог – Р6М5. Сверла из этой стали обладают хорошей износостойкостью и красностойкостью.
Сверла из этой стали применяются для глубокого сверления и работы с высокими усилиями. В ее составе уменьшено содержание вольфрама (1,75 %), но увеличено количество молибдена (8,75 %) и ванадия (2 %). Российский аналог – Р2М9.
Российский аналог этого сплава – Р6М5К5. Эта сталь отличается от М2 (Р6М5) более высокой «красностойкостью» за счет добавки 5 % кобальта. В сплав также добавлены: кремний, магний и никель. Сверла из стали М35 выдерживают сильный нагрев и обеспечивают высокую производительность.
Этот сплав имеет в составе немного вольфрама, но высокое содержание молибдена и кобальта. Сверла из него отличаются высокой красностойкостью и отлично держат заточку. Хорошо работают при высокой скорости резания и по вязким материалам. Российский аналог – сталь Р2М10К8.
Особенности сверл и их маркировка
В зарубежной системе маркировки сверл отражаются некоторые особенности их изготовления и важнейшие компоненты стали.
Нешлифованные сверла изготавливаются винтовой прокаткой. Для них используется относительно мягкая, деформируемая сталь. После прокатки инструмент закаляется. В маркировке буква «R» может отсутствовать.
Вышлифованные сверла изготавливаются шлифовкой CBN (кубическим нитридом бора). Это самый распространенный вид инструментов для широкого круга задач. Сверла имеют высокую износостойкость и минимальное радиальное биение.
HSS-PM
Сверла, изготовленные по технологии порошковой металлургии. Применяются для обработки твердых металлов.
HSS-E (HSS-Co)
Кобальтовые сверла из сплавов с высоким содержанием кобальта. К маркировке может добавляться цифра, обозначающая округленное до целых содержание кобальта в процентах. Например, HSS-Co5 или HSS-Co8, что соответствует сплавам М35 или М42.
HSS-TiN или HSS-TiAN
Титановые сверла покрыты нитридом титана. Буква «A» во втором варианте означает легирование алюминием. Покрытие нитридом титана придает инструменту золотистый цвет и в несколько раз повышает его износостойкость.
HSS-E-VAP
Парооксидированные сверла. Сверла этой группы покрыты пленкой окислов, которая создается парооксидированием – обработкой перегретым паром в специальной среде. Покрытие имеет черный цвет, снижает налипание стружки на режущие кромки, повышает смачиваемость поверхности охлаждающей жидкостью. Сверла HSS-E-VAP эффективны для сверления нержавеющей стали и других вязких сплавов.
Твердость сверл из быстрорежущих сталей по ГОСТ 2034-80 должна быть в пределах 63—66 HRC.
Режущая часть
Резание при сверлении осуществляется двумя кромками, которые образованы пересечением передних поверхностей винтовых канавок и конической головки сверла. Строго говоря, режущая часть не совсем коническая: задняя поверхность лезвия понижается, под небольшим углом отходя от теоретического конуса.
Главный параметр заточки – угол при вершине. Для большинства применений он составляет около 118 о . Для чугуна или твердой бронзы его можно уменьшить до 116 о . Для латуни, мягкой бронзы, алюминия применяют углы 120 о , 130 о , 140 о .
Для сверления мягкого листового металла применяют специальную заточку с криволинейными режущими кромками, выступающим заостренным центром и чуть выступающими краевыми резцами. В начале сверления сверло сразу четко центрируется, затем очерчивается контур, и после этого начинается выемка металла по всей площади отверстия. В результате исключается биение на входе и закусывание краев на выходе.
Для сверления стального и чугунного литься применяются сверла с двойной заточкой. Кроме угла при вершине 116 – 118 о , кромки стачиваются на периферии, на ширину 0,2 диаметра, под углом 70 – 75 о . Существуют и другие формы заточки для конкретных применений.
Точность сверления
Факторы, влияющие на точность сверления, делятся на две группы: зависящие от оборудования и зависящие от инструмента. Сверла делятся на три класса точности: А1, В1 и В. Класс точности определяется предельно допустимыми величинами:
- несимметричностью сердцевины и поводка сверла;
- радиальным биением;
- допуском прямолинейности режущих кромок.
Класс точности должен соответствовать требуемому квалитету точности отверстий и возможностям оборудования. Сверла класса А1 применяются для отверстий от 10 до 13 квалитетов точности. Сверла классов В1 и В – до 14 и до 15-го квалитета точности соответственно.
Виды хвостовиков
Хвостовая часть сверла, предназначенная для крепления в станке или ручном инструменте, может иметь разные формы.
- Цилиндрический хвостовик. Это самая распространенная форма хвостовика, пригодная для фиксации в патроне дрели, сверлильного или токарного станка.
- Конический (конус Морзе). Сверла с коническим хвостовиком применяются на промышленном оборудовании. Для них требуется соответствующий конус на шпинделе. Отличаются надежной фиксацией, точной центровкой и быстротой замены инструмента.
- Шестиугольный. Такой хвостовик пригоден для установки в трехкулачковый патрон и отличается уверенной передачей высокого крутящего момента. Исключает проскальзывание сверла в патроне. Кроме того, шестиугольная форма удобна для установки сверла в адаптер шуруповерта. При этом сверло не нужно зажимать, но не обеспечивается его точное положение при работе.
Какого размера бывают свёрла
Размеры свёрл существуют разные, но ГОСТ нашей страны устанавливает следующие параметры:
- Короткие (ГОСТ 4010-77) – диаметром 0,3-0,20 мм, длиной – 20-131 мм;
- Удлинённые (ГОСТ 10902-77) – диаметром 0,3-0,20 мм, длиной – 19-205 мм;
- Длинные (ГОСТ 886-77) – диаметром 1-20 мм, длиной – 56-254 мм.
Они позволяют делать отверстия разной глубины.
Что такое хвостовик и какие они бывают
Хвостовиком называется часть сверла, зажимаемая патроном сверла или перфоратора. Вначале они были одного типа – четырёхгранные, помещались в отверстие патрона дрели и закреплялись винтом. Позже появились усовершенствованные виды хвостовиков, используемые для различного вида инструментов.
- Цилиндрические – встречаются чаще всего. Как правило, такие изделия обладают одинаковым размером основания и диаметра сверла. Иногда встречаются модели, в которых хвостовик толще или тоньше сверла. Недостаток – проскальзывание хвостовика, из-за чего не получается передать сверлу большой крутящий момент. Достоинство – если сверло заклинит в рабочей поверхности, дрель будет защищена от поломок;
- Шестигранные (они же гексагональные и hex) хвостовики – подходят для различных видов дрелей. Недостаток –незначительная точность при применении держателя ¼ дюйма;

Такая форма хвостовиков подходит практически к любой модели дрелей

Хвостовики разработанные специально для перфораторов

Такие хвостовики обеспечивают наибольший крутящий момент
Лучшие производители
При покупке свёрл важно обращать внимание на производителя. В этом случае цена оправдывает качество, и чем известнее бренд, тем лучше заточка сверла, сплав металла, износостойкость и устойчивость к чрезмерному нагреву. Если покупаете сверло не одноразового использования – не экономьте на инструменте. Для разовых работ подойдут дешёвые варианты.
Для удобства мы объединили характеристики основных производителей в таблицу:
| Торговая марка | Характеристики | Примерная стоимость (зависит от вида, длины сверла и кол-ва штук в упаковке) |
| СССР | Надёжный бренд с высоким качеством металла. | от 15 и до 10 000 р. |
| Ruko | Хорошее качество и разумная цена. Наиболее популярна линейка TL 3000 – свёрла, обладающие крестовой заточкой и титановым напылением. | от 30 до 1 000 р. |
| Bosch | Свёрла этой компании считаются лучшими. | от 70 до 7 000 р. |
| Haisser | Мощные свёрла, используемые в промышленности и быту, характеризуются титановым сплавом, углом заточки 135 градусов, сетчатой шлифовкой. | от 150 до 5 000 р. |
| Зубр | Свёрла российского производства. Достоинства – приемлемая цена и качество. Профессионалы рекомендуют серию «Кобальт», обладающую хорошей точностью и соответствием ГОСТу 10902-77. | от 35 до 700 р. |
В магазинах вы найдёте свёрла разных размеров и формата, различные по твёрдости и цветам, разделённые по углу заточки, с различными хвостовиками и с многообразием производителей. Для того чтобы не ошибиться с выбором сверла, определитесь с тем, для чего оно нужно вам сейчас и понадобится ли оно в будущем. Если вы будете руководствоваться этими принципами, покупка сверла не превратится в проблему.
Классификация сверл по типу конструкции
При работе с металлическими деталями, можно выделить 2 основные группы сверлильных приспособлений:
- Плоские (или перовые) буравы — такой инструмент имеет сменные пластины к перовому сверлу, нетребователен к точности угла приложения силы во время выполнения сверлильных работ, конструктивно прост и имеет низкую стоимость, но при этом легко теряет диаметр рабочей поверхности при заточке и конструктивно не имеет желобка для вывода стружки.
- Спиральные сверла – цилиндрические буравы, которые имеют на поверхности своего тела одну или две канавки для отвода стружки.
При работе с металлом важно подобрать соответствующее материалу сверлильное приспособление. Для того, чтобы работа была выполнена качественно, мастеру необходимо уметь отличать сверла по металлу от похожих на них сверл по дереву. Конфигурация буравов для обоих материалов имеет схожие элементы, в обоих случаях инструменты могут иметь диаметр до 80 мм и длину до 600 мм, технология проведения сверлильных работ идентична и, более того, буравчики имеют одинаковую маркировку. Но при всей схожести, инструменты по дереву не всегда подойдут для сверления по металлу, и наоборот.
Первым отличительным признаком является твердость буравчика: для сверления отверстий в металле выбирается инструмент с более высокой твердостью. Нужно понимать, что твердость буравов по металлу не является постоянным параметром и, в свою очередь, также зависит от прочностных характеристик того материала, по которому будут проводиться сверлильные работы.
Второе отличие – это тип заточки режущих элементов. У приспособления для сверловки по дереву на наконечнике имеется острый носик в виде штыря или уголка, который предупреждает соскальзывание буравчика относительно его заданного положения. Подобная фиксация при работе с металлом не требуется. Угол между режущими кромками также отличается и напрямую зависит от того материала, для которого предназначен бурав.
При проведении сверлильных работ по деревянным деталям и решением мастера использовать инструмент, рассчитанный на выполнение работ по металлу, нужно понимать, что отличительные характеристики, перечисленные выше, могут сыграть ключевую роль в получении качественного отверстия с ровными краями и без подпалин.
Немаловажную роль при получении качественного отверстия играет тот фактор, правильно ли была выдержана технология изготовления бурава. Если в процессе производства сверлильного инструменнта по металлу было что-то нарушено, то ни правильная форма буравчика, ни его соответствующий цвет не смогут обеспечить качественный результат работ и срок службы сверлильного изделия значительно сократится.
Типы сверл в зависимости от материала
Для определения лучших буравчиков для металла, необходимо выяснить, из какого материала был изготовлен выбираемый буравчик и познакомиться с тем, какие бывают разновидности сверл в зависимости от этого.
Для сверловки высокопрочных сплавов подойдут твердосплавные изделия, имеющие на своей режущей кромке поверхность повышенной твердости. Обычно тело подобных буравчиков изготовлено из простой инструментальной стали, за счет чего обеспечивается невысокая цена готового сверлильного изделия. Пластины, изготовленные из карбидного сплава, подвергаются самозаточке в процессе их использования, вследствие чего такие буравчики справляются с особо прочными материалами, в т.ч. имеющих большую толщину.
Кобальтовые сверла отлично реагируют на высокие механические нагрузки и не подвержены изменением своих свойств под действием высокой температуры. В своей основе такие буравы имеют быстрорежущую сталь, легированную кобальтом, в результате чего они отлично справляются со сверловкой отверстий в высокопрочных материалах и металлических изделиях с высокой вязкостью. Ценовая характеристика также выступает в пользу этой категории буравчиков по металлу.
Титановые сверла имеют наилучшие показатели своих сверлильных характеристик. При соблюдении правил эксплуатации таких буравов, титановые изделия будут радовать своего хозяина отличными результатами работ в течении очень долгого времени.
Определение типа сверла по цвету его поверхности
Цвет инструмента для сверловки – это важный признак, который позволяет сделать соответствующие выводы о его добротности и долговечности. Различные типы окрасов буравчиков имею разные прочностные характеристики, выбор которых должен быть основан на частоте использования инструмента, его точности и требований к качеству готового отверстия.
Сверла серого цвета недолговечны и наименее надежные ввиду полного отсутствия какого-либо защитного покрытия, что делает их подверженными к изменению механических свойств в худшую сторону под влиянием высокой температуры или силовых нагрузок. Такие буравы имеют невысокую стоимость, но и их применение будет одноразовым.
Черные сверла по металлу, по сравнению с серыми, имеют более хорошее качество. Технология изготовления черных буравчиков подразумевает обработку высокотемпературным паром, за счет чего повышается их прочность и стойкость к износу. Сверлильные изделия с черной поверхностью также имеют невысокую стоимость, что обращает на себя внимание многих мастеров.
Сверла со светлым желтым покрытием имеют очень хороший запас прочности. Внутренние напряжения в таких изделиях устранены термическим отпуском еще на этапе их изготовления, за счет чего создается высокая прочность инструмента. Для их изготовления прибегают к использованию быстрорежущей инструментальной стали высокого качества. Несмотря на все свои достоинства, бледно-золотые буравы уступают по своим характеристикам более ярким экземплярам.
Ярко-желтые сверла изготовлены из высокопрочной стали, имеющей нитридо-титановое покрытие. Изделия с подобным окрасом при оформлении отверстий испытывают минимальную силу трения, что оказывает положительное влияние на их срок службы. Стоимость таких буравчиков достаточно велика, но при этом полностью окупается за счет своего продолжительного срока службы.
Твердость – главный показатель качества инструмента
Выбирая инструмент для работы, мы сталкиваемся с такой его характеристикой как твердость, которая характеризует его качество. Чем выше этот показатель, тем выше его способность сопротивляться пластической деформации и износу при воздействии на обрабатываемый материал. Именно этот показатель определяет, согнется ли зуб пилы при распиловке заготовок, или какую проволоку смогут перекусить кусачки.
Метод Роквелла
Среди всех существующих методов определения твердости сталей и цветных металлов самым распространенным и наиболее точным является метод Роквелла.

Метод Роквелла - определение твердости металла
Проведение измерений и определение числа твердости по Роквеллу регламентируется соответствующими документами ГОСТа 9013-59. Этот метод реализуется путем вдавливания в тестируемый материал инденторов – алмазного конуса или твердосплавного шарика. Алмазные инденторы используются для тестирования закаленных сталей и твердых сплавов, а твердосплавные шарики – для менее твердых и относительно мягких металлов. Измерения проводят на механических или электронных твердомерах.
Методом Роквелла предусматривается возможность применения целого ряда шкал твердости A, B, C, D, E, F, G, H (всего – 54), каждая из которых обеспечивает наибольшую точность только в своем, относительно узком диапазоне измерений.
Для измерения высоких значений твердости алмазным конусом чаще всего используются шкалы «А», «С». По ним тестируют образцы из закаленных инструментальных сталей и других твердых стальных сплавов. А сравнительно более мягкие материалы, такие как алюминий, медь, латунь, отожженные стали испытываются шариковыми инденторами по шкале «В».
Пример обозначения твердости по Роквеллу: 58 HRC или 42 HRB.
(!) Два одинаковых значения от разных шкал – это не одно и то же, например, 58 HRC ≠ 58 HRA. Сопоставлять числовые значения по Роквеллу можно только в том случае, если они относятся к одной шкале.
Диапазоны шкал Роквелла по ГОСТ 8.064-94:
| A | 70-93 HR |
| B | 25-100 HR |
| C | 20-67 HR |
Слесарный инструмент

Инструменты для ручной обработки металлов (рубка, резка, опиливание, клеймение, пробивка, разметка) изготавливают из углеродистых и легированных инструментальных сталей. Их рабочие части подвергают закаливанию до определенной твердости, которая должна находиться в пределах:
| Ножовочные полотна, напильники | 58 – 64 HRC |
| Зубила, крейцмессели, бородки, кернеры, чертилки | 54 – 60 HRC |
| Молотки (боек, носок) | 50 – 57 HRC |
Монтажный инструмент

Сюда относятся различные гаечные ключи, отвертки, шарнирно-губцевый инструмент. Норму твердости для их рабочих частей устанавливают действующие стандарты. Это очень важный показатель, от которого зависит, насколько инструмент износостоек и способен сопротивляться смятию. Достаточные значения для некоторых инструментов приведены ниже:
| Гаечные ключи с размером зева до 36 мм | 45,5 – 51,5 HRC |
| Гаечные ключи с размером зева от 36 мм | 40,5 – 46,5 HRC |
| Отвертки крестовые, шлицевые | 47 – 52 HRC |
| Плоскогубцы, пассатижи, утконосы | 44 – 50 HRC |
| Кусачки, бокорезы, ножницы по металлу | 56 – 61 HRC |
Металлорежущий инструмент

В эту категорию входит расходная оснастка для обработки металла резанием, используемая на станках или с ручными инструментами. Для ее изготовления используются быстрорежущие стали или твердые сплавы, которые сохраняют твердость в холодном и перегретом состоянии.
| Метчики, плашки | 61 – 64 HRC |
| Зенкеры, зенковки, цековки | 61 – 65 HRC |
| Сверла по металлу | 63 – 69 HRC |
| Сверла с покрытием нитрид-титана | до 80 HRC |
| Фрезы из HSS | 62 – 66 HRC |
Примечание: Некоторые производители фрез указывают в маркировке твердость не самой фрезы, а материала, который она может обрабатывать.
Крепежные изделия

Существует взаимосвязь между классом прочности крепежа и его твердостью. Для высокопрочных болтов, винтов, гаек эта взаимосвязь отражена в таблице:
Если для болтов и гаек главной механической характеристикой является класс прочности, то для таких крепежных изделий как стопорные гайки, шайбы, установочные винты, твердость не менее важна.
Стандартами установлены следующие минимальные / максимальные значения по Роквеллу:
| Стопорные кольца до Ø 38 мм | 47 – 52 HRC |
| Стопорные кольца Ø 38 -200 мм | 44 – 49 HRC |
| Стопорные кольца от Ø 200 мм | 41 – 46 HRC |
| Стопорные зубчатые шайбы | 43.5 – 47.5 HRB |
| Шайбы пружинные стальные (гровер) | 41.5 – 51 HRC |
| Шайбы пружинные бронзовые (гровер) | 90 HRB |
| Установочные винты класса прочности 14Н и 22Н | 75 – 105 HRB |
| Установочные винты класса прочности 33Н и 45Н | 33 – 53 HRC |
Относительное измерение твердости при помощи напильников
Стоимость стационарных и портативных твердомеров довольно высока, поэтому их приобретение оправдано только необходимостью частой эксплуатации. Многие мастеровые по мере надобности практикуют измерять твердость металлов и сплавов относительно, при помощи подручных средств.
Измерение твердости при помощи напильников
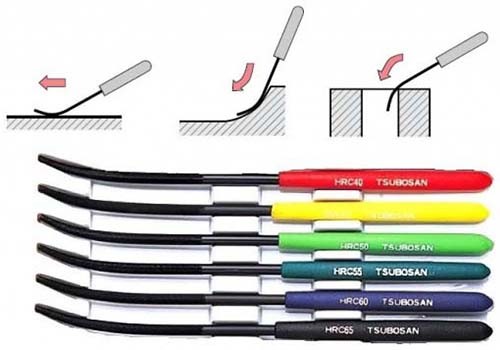
Опиливание образца напильником – один из самых доступных, однако далеко не самый объективный способ проверки твердости стальных деталей, инструмента, оснастки. Напильник должен иметь не затупленную двойную насечку средней величины №3 или №4. Сопротивление опиливанию и сопровождающий его скрежет позволяет даже при небольшом навыке отличить незакаленную сталь от умеренно (40 HRC) или твердо закаленной (55 HRC).
Для тестирования с большей точностью существуют наборы тарированных напильников, именуемые также царапающий твердомер. Они применяются для испытания зубьев пил, фрез, шестерен. Каждый такой напильник является носителем определенного значения по шкале Роквелла. Твердость измеряется коротким царапанием металлической поверхности поочередно напильниками из набора. Затем выбираются два близко стоящие – более твердый, который оставил царапину и менее твердый, который не смог поцарапать поверхность. Твердость тестируемого металла будет находиться между значениями твердости этих двух напильников.
Переводная таблица твердости
Для сопоставления чисел твердости Роквелла, Бринелля, Виккерса, а также для перевода показателей одного метода в другой существует справочная таблица:
| Виккерс, HV | Бринелль, HB | Роквелл, HRB |
| 100 | 100 | 52.4 |
| 105 | 105 | 57.5 |
| 110 | 110 | 60.9 |
| 115 | 115 | 64.1 |
| 120 | 120 | 67.0 |
| 125 | 125 | 69.8 |
| 130 | 130 | 72.4 |
| 135 | 135 | 74.7 |
| 140 | 140 | 76.6 |
| 145 | 145 | 78.3 |
| 150 | 150 | 79.9 |
| 155 | 155 | 81.4 |
| 160 | 160 | 82.8 |
| 165 | 165 | 84.2 |
| 170 | 170 | 85.6 |
| 175 | 175 | 87.0 |
| 180 | 180 | 88.3 |
| 185 | 185 | 89.5 |
| 190 | 190 | 90.6 |
| 195 | 195 | 91.7 |
| 200 | 200 | 92.8 |
| 205 | 205 | 93.8 |
| 210 | 210 | 94.8 |
| 215 | 215 | 95.7 |
| 220 | 220 | 96.6 |
| 225 | 225 | 97.5 |
| 230 | 230 | 98.4 |
| 235 | 235 | 99.2 |
| 240 | 240 | 100 |
| Виккерс, HV | Бринелль, HB | Роквелл, HRC |
| 245 | 245 | 21.2 |
| 250 | 250 | 22.1 |
| 255 | 255 | 23.0 |
| 260 | 260 | 23.9 |
| 265 | 265 | 24.8 |
| 270 | 270 | 25.6 |
| 275 | 275 | 26.4 |
| 280 | 280 | 27.2 |
| 285 | 285 | 28.0 |
| 290 | 290 | 28.8 |
| 295 | 295 | 29.5 |
| 300 | 300 | 30.2 |
| 310 | 310 | 31.6 |
| 320 | 319 | 33.0 |
| 330 | 328 | 34.2 |
| 340 | 336 | 35.3 |
| 350 | 344 | 36.3 |
| 360 | 352 | 37.2 |
| 370 | 360 | 38.1 |
| 380 | 368 | 38.9 |
| 390 | 376 | 39.7 |
| 400 | 384 | 40.5 |
| 410 | 392 | 41.3 |
| 420 | 400 | 42.1 |
| 430 | 408 | 42.9 |
| 440 | 416 | 43.7 |
| 450 | 425 | 44.5 |
| 460 | 434 | 45.3 |
| 470 | 443 | 46.1 |
| 490 | - | 47.5 |
| 500 | - | 48.2 |
| 520 | - | 49.6 |
| 540 | - | 50.8 |
| 560 | - | 52.0 |
| 580 | - | 53.1 |
| 600 | - | 54.2 |
| 620 | - | 55.4 |
| 640 | - | 56.5 |
| 660 | - | 57.5 |
| 680 | - | 58.4 |
| 700 | - | 59.3 |
| 720 | - | 60.2 |
| 740 | - | 61.1 |
| 760 | - | 62.0 |
| 780 | - | 62.8 |
| 800 | - | 63.6 |
| 820 | - | 64.3 |
| 840 | - | 65.1 |
| 860 | - | 65.8 |
| 880 | - | 66.4 |
| 900 | - | 67.0 |
| 1114 | - | 69.0 |
| 1120 | - | 72.0 |
Примечание: В таблице приведены приближенные соотношения чисел, полученные разными методами. Погрешность перевода значений HV в HB составляет ±20 единиц, а перевода HV в HR (шкала C и B) до ±3 единиц.
При выборе инструмента желательно предпочесть модели известных производителей. Это дает уверенность в том, что приобретаемый продукт изготовлен с соблюдением технологий, а его твердость отвечает заявленным значениям.
Твердость (HRC) стали
Твердость HRC – одна из основных характеристик инструмента. Параметр отображает прочностные показатели продукции, определяет ее устойчивость к деформации и абразивному износу. Чем выше твердость стали HRC, тем надежнее, долговечнее и функциональнее изделие.
Метод Роквелла – наиболее популярный способ определения твердости. Процедура регламентирована ГОСТ 9013-59, предполагает вдавливание в образец одного из типов инденторов:
- алмазный конус для твердых сталей и закаленных сплавов;
- твердосплавный шарик для цветных металлов и сплавов с умеренной твердостью.
При проведении работ задействуется профильное оборудование. Оно обеспечивает надежную фиксацию заготовки, планомерное погружение индентора и отображение результатов замеров.

Рис. 1 Измерение твердости методом Роквелла
Метод измерения твердости по Роквеллу предполагает использование различных шкал с буквенным обозначением. Шкалы А и С применяются для работы с алмазными инденторами, шкала В – с твердосплавными шариками.
ВАЖНО ! При измерении твердости металла по методу Роквелла сведения о применяемой шкале отображаются в конце обозначения. Например, выражение 57 HRC информирует, что твердость заготовки составляет 57 единиц, испытания проводились методом Роквелла (HR) с использованием шкалы С.
При измерении твердости металлов методом Роквелла нельзя уравнивать значения, полученные при работе с разными шкалами. Это принципиально разные показатели, ориентированные на определенные типы материалов.
Измерение методом Роквелла по ГОСТ предполагает использование следующих диапазонов значений.
- Проведение испытаний в соответствии со шкалой А – от 70 до 93 HR.
- Использование метода измерения Роквелла в рамках шкалы В – от 25 до 100 HR.
- Определение твердости стали HRC (шкала С) – от 20 до 67 HR.
При работе с инструментами и крепежами принято использовать шкалу С. Каждая группа изделий имеет рекомендуемые показатели твердости. Соответствие указанным значениям гарантирует долгую службу продукции.
Слесарный инструмент
При изготовлении слесарного инструмента задействуются легированные и углеродистые стали. Твердость материала HRC должна находиться в следующих диапазонах:
- напильники и сменные отрезные полотна для ножовок – от 56 до 64 единиц;
- чертилки, кернеры, зубила и бородки – от 54 до 60 единиц;
- ударный инструмент, представленный молотками и их аналогами – от 50 до 57 единиц.
Твердость 56 HRC является универсальным показателем. Значение подтверждает высокую прочность изделий для всех перечисленных групп.
Инструмент для монтажных работ
Монтажный инструмент широко используется на производстве и в быту. Степень твердости определяет интенсивность износа и прочностные характеристики продукции.
Для каждого типа изделий определен рекомендованный уровень твердости:
- гаечные ключи с зевом до 36 мм – от 45,5 до 51,5 единиц;
- гаечные ключи с зевом более 36 мм – от 40,5 до 46,5 единиц;
- отвертки – от 47 до 52 единиц;
- зажимной инструмент, представленный плоскогубцами, пассатижами и щипцами – от 44 до 50 единиц.
Твердость 52 HRC оптимальна для большинства изделий. Продукция с подобным показателем обладает длительным сроком службы и достаточной прочностью.
Металлорежущий инструмент
Высокая твердость – обязательное условие для качественного металлорежущего инструмента. Она позволит сохранить остроту кромок, снизит периодичность заточки и прочих сервисных процедур.
Для каждой группы инструмента рекомендованы соответствующие значения по шкале HRC:
- отрезной инструмент в виде кусачек и бокорезов – от 56 до 61 единицы;
- зенкеры и зенковки – от 61 до 65 единиц;
- метчики и плашки – от 61 до 64 единиц;
- сверла для работы с металлом – от 63 до 69 единиц;
- фрезы, при производстве которых используется сталь HSS – от 62 до 66 единиц.
Для сверл с покрытием из нитрида титана твердость лезвия HRC должна составлять свыше 80 единиц. Требования обусловлены высокой нагрузкой на инструмент в процессе эксплуатации.
Крепежи
При определении надежности крепежей учитывается не только твердость, но и класс прочности. Данные параметры тесно связаны между собой.

Таблица №1. Взаимосвязь класса прочности и твердости HRC для болтов, винтов, гаек и шайб
Для прочих крепежей существуют диапазоны рекомендованных показателей прочности.

Таблица №2. Рекомендованные значения прочности для прочих крепежных элементов
Способы определение твердости
Для определения твердости методом Роквелла используются стационарные и портативные твердомеры. При ограниченном бюджете применяются специальные напильники.
Стационарные твердомеры
К стационарным твердомерам относятся высокоточные измерительные приборы. Устройства устанавливаются в лабораториях, обеспечивают оптимальные условия для проведения экспериментов.
Наиболее прогрессивные твердомеры имеют программное управление, позволяют детально настроить параметры процедуры. Оборудование регулярно проходит поверку, адаптировано к интенсивной эксплуатации.

Рис. 2 Стационарный твердомер
Портативные твердомеры
Портативные измерительные приборы предназначены для выездных замеров. Они имеют малые габариты, сохраняют функционал в различных пространственных положениях. Большинство устройств имеет жидкокристаллические дисплеи, поддерживает функцию запоминания и сравнения значений.
ВАЖНО ! К приобретению рекомендуются поверенные твердомеры, сопровождающиеся документацией от производителя. Такие устройства позволяют проводить измерения методом Роквелла по ГОСТ 9013.

Рис. 3 Портативный твердомер
Напильники
Использование специальных напильников – наиболее доступный способ измерения твердости. Инструмент поставляется в наборах. Они содержат несколько напильников, каждый из которых ориентирован на определенную твердость (соответствующее обозначение есть на рукояти инструмента).

Рис. 4 Набор напильников для определения твердости
Испытания проводятся в определенной последовательности.
- Заготовка зажимается в тисках либо фиксируется иным надежным способом.
- На тестируемую поверхность поочередно воздействуют напильниками. Мастер начинает с инструмента, имеющего наименьшую твердость. Если он не оставляет царапин, применяется следующий напильник из линейки.
- Как только на заготовке появляются следы, смена напильников прекращается. Мастер сравнивает твердость последнего и предшествующего инструмента. Промежуточное значение является показателем HRC для испытываемой детали.
Напильники не используются при проведении лабораторных исследований ввиду низкой точности измерения. Они предназначены для бытового использования и рядовых производственных операций.

Рис. 5 Схемы работы с напильником
Сравнительная таблица твердости
Для определения твердости применяется не только алгоритм Роквелла, возможно использование способов Бринелля и Виккерса. Каждый метод предполагает получение цифровых значений, сопоставимых между собой.
Для лучшей интерпретации результатов измерений предусмотрена специальная таблица.

Таблица №3 Соответствие результатов измерений, полученных методом Виккерса, Бринелля и Роквелла

Таблица №4 Соответствие результатов измерений, полученных методом Виккерса, Бринелля и Роквелла (часть 2)
Наглядно сравнить твердость изделий в соответствии со шкалами измерений поможет следующая схема.

Рис. 6 Сравнение твердости изделий применительно к системам измерения Роквелла и Бринелля
При покупке инструмента стоит уточнить степень его твердости. Соответствующие сведения могут содержаться в паспорте качества, сертификатах соответствия и прочей сопроводительной документации.
Купить сверла по металлу, а также метчики и плашки с высокими показателями твердости поможет магазин РИНКОМ. Здесь представлена качественная продукция отечественного, европейского и китайского производства. Изделия соответствуют требованиям отраслевых нормативов, подходят для бытового и промышленного использования. Для ознакомления с полным спектром представленных товаров рекомендуется воспользоваться каталогом.

Инструментальные стали – особая категория сплавов, используемых при изготовлении штампов, деталей машин, режущих и измерительных инструментов. Продукция отличается повышенными прочностными характеристиками, устойчивостью к динамическому и термическому воздействию.

Легированные стали – это особая категория сплавов, усиленных легирующими добавками. Последние повышают эксплуатационные свойства материала, обеспечивая устойчивость к коррозии, нагреву, ударному и абразивному воздействию. Возможно придание прочих качеств, востребованных при эксплуатации конечного продукта.

Инструментальные стали представлены группой сплавов повышенной прочности с содержанием углерода от 0,7%. Материал получил широкое распространение в промышленности, востребован при изготовлении штампов, измерительных приборов и режущего инструмента.

Токарный станок – это стационарное оборудование для обработки деталей резанием и точением. Техника востребована при производстве валов, втулок, переходников и прочей продукции. С ее помощью изготавливаются изделия бытового, хозяйственного и производственного назначения.

Сталь – сплав железа с углеродом, используемый в промышленности и строительстве. Нередко материал усиливается присадками, увеличивающими прочность, коррозионную стойкость, ударную вязкость и прочие параметры. Такие стали называют легированными.
HSS-сверла. Что это?
В этой статье мы расскажем о HSS-сверлах в деталях. Изучив информацию, вы сможете без проблем выбрать и купить нужные инструменты в магазине.
Содержание
HSS-сверла — это сверла, изготовленные из быстрорежущей стали (High Speed Steel). Она также идет на производство:
- плашек;
- метчиков;
- фрез;
- и иных инструментов для металлообработки.

Фотография №1: HSS-сверла
Чем отличаются HSS-сверла от твердосплавных моделей
В первую очередь, HSS-сверла отличаются от твердосплавных по технологии изготовления материала.
- Быстрорежущую сталь получают путем добавления в углеродистую сталь вольфрама, хрома, молибдена и иных компонентов. Материал HSS-сверл обладает высокой прочностью.
- Твердый сплав — это композитный материал, изготовленный по технологии порошковой металлургии.Он состоит из частиц микронного размера. Основной компонент — карбид вольфрама. К дополнительным относятся карбид титана, карбид тантала и пр.
Твердосплавные инструменты от HSS-сверл отличаются более высокими твердостью и термостойкостью. Однако твердые сплавы имеют меньшую прочность. Они боятся вибраций и силовых нагрузок. Это не позволяет использовать твердосплавные сверла для прерывистой обработки заготовок на высоких скоростях.
Из-за сложной технологии изготовления твердосплавные инструменты стоят дорого. Цены на сверла из быстрорежущей стали значительно ниже.
Маркировка HSS-сверл, их виды и отечественные аналоги
Все сверла, изготовленные на основе HSS-стали, имеют соответствующую маркировку. Существуют три разновидности этой стали.
- Вольфрамовая (T1–T15).
- Молибденовая (М1–М36).
- Высоколегированная (М41–М62).
Вольфрамовые HSS-сверла
Из этой группы максимально широкое распространение получили сверла, изготовленные из четырех типов сталей.
- T1 (отечественный аналог — Р18). Из этой HSS-стали (18 % вольфрама) с высокими характеристиками (шлифуемость, прочность и износостойкость) изготавливают сверла и иные инструменты общего назначения. Лучше всего они подходят для обработки углеродистых и легированных конструкционных сталей.
- T2 (отечественный аналог — Р18Ф2). Сплав содержит 2 % ванадия. Его используют для изготовления чистовых и получистовых сверл, предназначенных для обработки среднелегированных конструкционных сталей.
- T3 (отечественный аналог — Р18K5Ф2). Сплав содержит 18 % вольфрама, 5 % кобальта и 2 % ванадия. Такие инструменты отличаются повышенными вторичной твердостью и износостойкостью, но имеют низкую шлифуемость. Сверла этого типа лучше всего подходят для обработки заготовок из высокопрочных, коррозионностойких и жаропрочных сталей и сплавов.
- T15 (отечественный аналог — Р12Ф5К5). Эта маркировка на HSS-сверлах означает, что в сплав кроме 12 % вольфрама добавлены ванадий (5 %) и кобальт (5 %). Эти инструменты отличаются высокими прочностью, вязкостью и износостойкостью. Их используют при сверлении труднообрабатываемых материалов.

Изображение №1: состав вольфрамовых HSS-сталей
Молибденовые HSS-сверла
Основной легирующий компонент сталей этой группы — молибден. Также в разных количествах могут содержаться:
- вольфрам,
- кобальт;
- ванадий;
- углерод;
- и иные компоненты.

Изображение №2: состав молибденовых HSS-сталей
Самое широкое распространение получили HSS-сверла, изготовленные из следующих типов молибденовых быстрорежущих сталей.
- M1. Из стали данной марки (8 % молибдена) производят инструменты общего назначения. Такие HSS-сверла отличаются высокими гибкостью и стойкостью к ударным нагрузкам. Красностойкость ниже, чем у аналогов.
- M2 (отечественный аналог — Р6М5). Это самый распространенный материал для производства HSS-сверл. Сплав содержит 6 % вольфрама и 5 % молибдена. Обладает сбалансированными прочностью, твердостью и теплостойкостью.
- M3 (отечественный аналог — Р6М5Ф3). Этот сплав также содержит 3 % ванадия. HSS-сверла из такой стали отличаются более низкой абразивной изнашиваемостью.
- M7. Основные легирующие компоненты — молибден (8,75 %), ванадий (2 %) и вольфрам (1,75 %). Сверла, изготовленные из этой HSS-стали, применяют для сверления твердых и толстолистовых металлов.
- M35 (отечественный аналог — Р6М5К5). Кроме вольфрама молибдена и ванадия данный сплав содержит кобальт (5 %), а также в небольших количествах марганец, кремний и никель. Преимущества этого материала — хорошая вязкость, отличная шлифуемость, тепло- и износостойкость. HSS-сверла, изготовленные из данного сплава, применяют при обработке заготовок из улучшенных легированных и нержавеющих сталей в условиях повышенного разогрева режущей кромки.
Высоколегированные HSS-сверла
Для производства высоколегированных HSS-сверл (обладающих высокой ударной вязкостью и эксплуатируемых в холодных условиях), используют сплавы молибденовой группы, которые подвергают специальной термической обработке.

Изображение №3: состав высоколегированных HSS-сталей
- M47 (отечественный аналог — Р2АМ9К5). В больших количествах содержит молибден (9 %) и кобальт (4,7–5,2 %). Сплав имеет повышенную склонность к обезуглероживанию и перегреву при закалке. Шлифуемость — низкая. HSS-сверла из этого сплава применяют для обработки заготовок из улучшенных легированных и нержавеющих сталей.
- M42. Содержит большое количество кобальта и молибдена (8 и 9,5 %, соответственно). HSS-сверла, изготовленные из этого сплава, отличаются повышенными красностойкостью и устойчивостью к истиранию. Такие инструменты применяют при обработке вязких и сложных металлов.
Зарубежная маркировка HSS-сверл
Как мы уже отметили выше, маркировка HSS означает, что сверло по металлу, изготовлено из быстрорежущей стали. Зарубежные производители инструментов добавляют различные дополнительные обозначения, которые говорят об используемых технологиях и иных особенностях. Расскажем о маркировках распространенных HSS-сверл.
- HSS-R. Эта маркировка говорит о том, что сверло прошло термическую обработку и роликовую прокатку.
Как выбрать сверла по металлу
Для сверления металлов используют винтовые или, как их чаще называют, спиральные сверла. Будучи практически одинаковыми по конструкции, эти инструменты могут различаться по материалу, виду дополнительной обработки, особенностям заточки. Существует много разновидностей сверл, оптимизированных для разных металлов, глубины сверления и других условий работы.
Из чего изготавливают сверла
Вольфрам – основной компонент, повышающий "красностойкость стали" (способность сохранять твердость при нагреве). Однако из-за ограниченных запасов вольфрама пришлось отказываться от стали с его высоким содержанием и переходить на молибденовые сплавы. При содержании вольфрама в пределах 6% требуемые качества сверл обеспечиваются добавкой молибдена, кобальта и других элементов. Инструменты из стали Р18 уже не производятся, и даже Р9 встречается нечасто.
Популярные наборы и сверла специальной формы
Наиболее часто используемые сверла – диаметром от 2 до 10 мм. Они используются в металлообрабатывающих мастерских, на станциях СТО, в домашнем хозяйстве. На популярность этих диаметров указывает и то, что большинство легкого сверлильного оборудования имеет патроны, приспособленные под этот диапазон размеров.
Для общего применения подходит набор сверл с шагом диаметра 0,5 мм. В большинстве случаев такой набор перекроет основные потребности сверления. Для конкретного применения можно подбирать диаметры с шагом 0,1 мм. Более точные размеры отверстий достигаются дополнительной обработкой.
Есть особые случаи, для которых удобно использовать специальные сверла:
- для листовых материалов;
- кольцевое сверло или центробор для неглубокого сквозного сверления отверстий большого диаметра;
- комбинированное сверло-метчик, которым можно за один проход просверлить отверстие и нарезать в нем резьбу.
Правильный выбор инструмента в соответствии с предстоящим применением существенно упростит работу и поможет достичь должного качества.
Читайте также: