Угол заточки ножей гильотины по металлу
Обновлено: 13.05.2024
Ножи для гильотины могут достигать длины в 2 метра, а высота — более 10 см. Нож выступает основным рабочим элементом ножниц.

Гильотинные ножницы — металлорежущий станок, использующий в своей работе комбинированное действие острого лезвия и большого механического давления. Гильотинные ножи приводятся в действие гидравлическими цилиндрами или механическими рычагами, в зависимости от вида ножниц.
Используются гильотины, в основном, для продольной и поперечной резки листового металла, толщина которого может достигать 60 мм. Многие модели промышленных ножниц по металлу могут резать как фольгу и лист толщиной 0,2 мм, так и арматуру и фасонный прокат. Промышленностью производится более 100 типоразмеров ножей для различных видов гильотинных станков.
Производство гильотинных ножей
Выпускаются гильотинные ножи не только теми предприятиями, которые производят металлообрабатывающие станки. Многие предприятия специализируются на изготовлении именно ножей для гильотин, пресс-ножниц и других металлорежущих станков.

Ножи для гильотины могут достигать длины в 2 метра, а высота — более 10 см. Нож выступает основным рабочим элементом ножниц, его лезвие непосредственно контактирует с металлом, поэтому должно иметь высокую прочность и твердость.
Производятся ножи из сталей различных марок, в основном для этого применяются марки 6ХС, 9ХС, 5ХВ2С, 6ХВ2С, Х12М, SKD-11(Х12МФ), 45NiCrMo16.
Основные ГОСТ для производства ножей — 25306-82 и 5950–73, но многие предприятия делают ножи по ТУ, в которых сохранены все основные требования государственных стандартов, но некоторые изменены в сторону улучшения в связи с появлением новых технологий и материалов.
Ножи для гильотин, кроме резки цветного, нержавеющего и черного металла, могут качественно обрабатывать:
- гофрокартон;
- бумагу;
- пластик;
- профнастил.
Применение стандартных и специальных ножей (длина их может достигать 6 м), позволяет получать ровный прямолинейный рез без деформации кромок материала, появления заусениц и загибов. Кроме стальных ножей для резки металла и других листовых материалов применяются лезвия со вставками из карбида вольфрама. Таки ножи отличаются высокой твердостью и прочностью, но ограничены в количестве заточек.
Заточка гильотинных ножей
При контакте с металлом под большим давлением кромки ножей неизбежно затупляются. Даже при высокой твердости стали (52…59 HRC для холодной резки, 40…50HRC — для горячей) они ограничены в сроке использования. Восстановление режущих свойств производится путем заточки на специальных станках. Изготовление ножей для гильотин производится таким образом, что они обладают двумя режущими кромками, заточенными под определенным углом.
После затупления одной стороны, нож переворачивается на другую. Менять положение ножей следует синхронно, как верхнего подвижного, так и нижнего, закрепленного в станине.
Таким же образом осуществляется и заточка ножей — за один проход должны затачиваться ножи, находящиеся на балке в одном положении.
Видео процесса заточки ножей на производстве:
Заточка ножей для гильотины и их шлифовка может производиться на заточных и плоскошлифовальных станках до 8 раз. Некоторые производители рекомендуют это число увеличить — улучшенные составы стали позволяют продлить срок эксплуатации. Заточка и шлифовка гильотинных ножей алмазными кругами позволяет восстановить рабочие характеристики на 100%. Важно при заточке не нарушить угол, под которым она производилась на заводе. Малейшее отклонение приводит к значительному ухудшению состояния разреза.
Установка ножей на гильотину производится при отключенном от электропитания оборудовании. Нужно следить, чтобы рабочие кромки соответствовали друг другу и находились в том же положении, что и до снятия со станка. Зазор между ножами регулируется. При правильном расстоянии рез получается ровным и с минимальной высотой грата. Зазор должен обеспечивать максимальную высоту реза, при минимальной высоте лома.
Для каждой толщины листа и типа металла устанавливается свой зазор, который приводится в специальной таблице для каждой модели ножниц. У большинства он находится в пределах 0,1-0,7 мм. Зазор должен быть выставлен по всей длине ножа одинаково.
К заточке ножей для гильотины следует подходить со всей серьезностью — это сложная техническая операция, требующая применения специального оборудования и квалифицированных операторов, работающих на нем. Шлифовка ножей — не менее важна, от нее зависит качество реза и состояние кромок материала.
Ножи для гильотинных ножниц — инструмент дорогостоящий и сложный в производстве. Достаточно сказать, что на изготовление стандартного комплекта уходит от четырех до шести недель времени, а на производство нестандартных, по специальному заказу еще больше.
Сравнительная характеристика гильотинных ножниц
Гильотинные ножницы — один из самых удобных станков для раскроя и резки металла. Существует несколько разновидностей и модификаций этого оборудования.

Резка листового и профильного металла требуется практически на всех металлообрабатывающих и машиностроительных предприятиях, от небольшой слесарной мастерской до огромного завода. Нередко приходится резать металл в домашней мастерской или непосредственно на стройплощадке. Гильотинные ножницы — один из самых удобных станков для раскроя и резки металла. Существует их несколько разновидностей и модификаций, о которых более подробно будет сказано дальше.
Резка металла на гильотине используется в случае, когда требуется изготовить детали прямолинейной конфигурации довольно большого размера — полосы, прямоугольники, треугольники со стороной от нескольких сантиметров до нескольких метров. Толщина металла находится в диапазоне 2-60 мм, заготовка по ширине может достигать 2 метров, а по длине практически неограничена.
Основные виды гильотинных ножниц

Промышленные цеха, частные и домашние мастерские, специализирующиеся на металлообработке, оснащаются различными видами гильотинных ножниц, которые отличаются:
- видом привода;
- мощностью;
- типом ножей;
- производительностью;
- максимальной толщиной разрезаемого металла;
- ассортиментом проката, с которым могут работать;
- размером обрабатываемого листа;
- количеством выполняемых операций.
По типу привода ножницы подразделяются на:
- ручные;
- гидравлические;
- пневматические;
- электромеханические.
Гильотинные ножницы по металлу работают по принципу воздействия на металл одновременно большой силой давления и острой кромкой ножа, действующего по принципу обыкновенных ножниц. Две части ножевого устройства смещаются относительно друг друга. Зажимают между собой лист или прокат и сдвигают его соседние слои, разрезая при этом острым лезвием.
Процесс резки гильотиной соединяет в себе две операции — резку и ломание.
Хорошая гильотина для резки металла промышленного производства обеспечивает до 90% разреза и около 10% лома.
Кромка реза при маленьком зазоре Кромка реза при оптимальном зазоре Влияние величины зазора на кромку
При этом рез получается ровным и практически не требует обработки. Если ножи затупились или неправильно выставлен зазор, то соотношение рез/лом изменяется и на нижней кромке возникает острый выступ — грат, который свидетельствует о низком качестве резки.
О грат можно легко порезать руки, особенно при работе с нержавеющей сталью. Одним из главных правил техники безопасности при работе с ножницами гильотинного типа является применение рукавиц из плотной ткани или с кожаными нашивками. Появление грата сигнализирует о необходимости изменения настроек или заточки ножей.
Гидравлические гильотинные ножницы
Промышленные станки для резки металла, оборудованные гидравлической системой привода, принадлежат к самым мощным и производительным разновидностям гильотин. Они предназначены для серийного или штучного производства заготовок с прямолинейными кромками из листов металла толщиной 2-20 мм с длиной реза 1-3 м.

Для больших машиностроительных компаний производятся гидравлические гильотины с возможностью резки листа шириной до 6 м и толщиной более 20 мм. Они отличаются большим весом и размерами и производятся в единичных экземплярах.
Гильотина гидравлическая развивает на ножницах усилие ≥ 400 МПа по всей длине разрезаемого листа. Станки оборудуются ножами как с прямым движением верхнего ножа по вертикальным направляющим, так и с дугообразной траекторией (консольные). Второй вариант позволяет при меньшей мощности гидравлики работать с более толстыми листами металла или сплавами повышенной прочности. Точность реза при этом не снижается.
Зазоры между ножами регулируются по специальной таблице в ручном, полуавтоматическом или автоматическом режиме. Одним из самых современных станков является гидравлическая гильотина с ЧПУ. Для ее настройки требуется минимум времени, а для переключения на производство одного из десятков видов продукции достаточно нажатия одной кнопки. Вся информация о настройках хранится в памяти станка.
Одной из главных особенностей гидравлических ножниц является их бесшумность — ножи двигаются плавно, нет ударных воздействий, характерных для пневматических и электромеханических гильотин.
Безопасность работы обеспечивается наличием фотодатчиков в зоне работы, защитными экранами и ограничителями хода подающего механизма. Возврат балки в верхнюю точку обеспечивается пружинами или газонакопительными амортизаторами.
Электромеханические гильотинные ножницы
Распространен это вид гильотин наравне с гидравлическим. Практически не отличается от гидравлической гильотины по производительности (до 60 ходов ножа в минуту) но более шумный — кривошипный механизм привода вызывает быстрое движение ножа и ударное воздействие на заготовку.

Как и гидравлическая, электромеханическая гильотина предназначена для промышленного использования в цехах, где требуется высокопроизводительная точная резка прямолинейных заготовок большого размера и толщины. Однако производятся и рубка металла на гильотине электромеханического типа и в условиях мелкосерийного и кустарного производства — для этой цели создана целая серия ножниц небольшой мощности. Они занимают немного места в мастерской и позволяют без труда резать оцинкованную листовую сталь, алюминий, медь, пластик и нержавейку толщиной до 2-3 мм.
Привод на верхнюю балку с ножом производится при помощи кривошипно-шатунного механизма на валу отбора мощности от электродвигателя, который включается нажатием педали или кнопкой. Проворачиваясь, эксцентрики передают усилие на оба конца ножевой балки, и усилие резания распределяется равномерно. В конце одного оборота вала балка возвращается в верхнее положение, и заготовка подается для следующего реза.
Оснащение электромеханических гильотин ЧПУ позволяет превратить их в одни из самых точных и производительных станков для резки и рубки металла. Они простые в обслуживании, обладают надежной кинематической схемой и дешевле гидравлических. При желании и наличии слесарной квалификации, сделать гильотинный резак с электроприводом можно самостоятельно в домашней мастерской или в условиях небольшого производства.
Пневматические гильотины
Гильотина для рубки металла с приводом, работающим от сжатого воздуха, превышает по производительности гидравлические и приблизительно равна электромеханическим. Для ее работы требуется компрессор или центральная магистраль со сжатым воздухом. Применяются пневматические гильотины в крупных металлообрабатывающих цехах для производства крупносерийных деталей.
Как и электрические и гидравлические станки, пневматические гильотинные ножницы принадлежат к стационарному типу оборудования. Они оснащаются рабочими столами большой площади, выдвижными контейнерами для сбора продукции и автоматизированными механизмами подачи. Большинство пневматических ножниц оборудуется ЧПУ — скорость работы пневматики в сочетании с электронным управлением позволяет получить большое количество деталей высокой точности за ограниченное время.
Ручная гильотина для металла
Механические гильотинные ножницы с приводом от рычага или педали — несомненно, самый распространенный вид металлорежущих станков. При ограничении по толщине обрабатываемого металла и его видам, гильотинные ножницы ручные можно встретить в каждой мастерской или цехе, где предполагается работа с листовым металлом, арматурой или профильным прокатом.

Гильотинный механический резак оборудуется двумя ножами. Нижний, как и у гидравлической или электрической гильотины — неподвижный. А верхний может передвигаться по направляющим вертикально вниз, как у промышленных установок, или поворачиваться вокруг оси. Точка вращения находится на одном из концов ножевой балки, на втором — рукоятка.
Ручная гильотина механическая может оборудоваться редуктором, позволяющим развить на ноже значительное усилие, позволяющее резать листы толщиной более 1 мм толщиной и нержавеющею сталь. Гильотина ножная приводится в действие педалью, ручная — рычагом. Возможен и комбинированный привод. Мобильная гильотина для рубки металла устанавливается на любой ровной поверхности, обеспечивающей устойчивость станка, и применяется на строительных площадках, например, для резки кровельной стали или профнастила.
Во втором случае чаще всего используется гильотина ручная сабельного типа, оснащенная дугообразным ножом. Точка резания в таком случае плавно перемешается траекторией реза и не повреждает металл сложного профиля. Ручная сабельная гильотина применяется как для поперечного, так и для продольного резания заготовок из стали, алюминия, нержавейки.
Гильотинная рубка на ручных станках возможна и при работе с арматурой, уголком и профилем. Если рубка листа на гильотине возможна на всех видах станков, то мини гильотина по металлу для работы с фасонным прокатом должна быть оборудована редуктором.
Заточка/шлифовка гильотинных ножей
Заточка ножей для гильотины является сложным процессом. Выполняют ее только опытные специалисты с помощью использования необходимого технологического оборудования, например, заточных ножей.

Помимо этапа заточки, для обработки кромок режущих органов, от состояния которых во многом так же зависит качество резки, на плоскошлифовальных станках проводят еще один технологически этап, который называется шлифовка ножей для гильотины. Благодаря этим двум процедурам нож возможно отреставрировать, восстановив практически на 99,9% все его технические характеристики и вернув данному инструменту требуемое работоспособное состояние.
Однако, в таких процедурах есть еще пара нюансов:
Во-первых, заточка ножей для гильотины должна проводиться не более чем 8 раз за все время эксплуатации. Это обусловлено тем, что любой материал со временем истончается. Тем не менее, некоторые производители заверяют, что количество повторных заточек вполне себе можно увеличить, особенно, если шлифовка ножей для гильотины будет выполняться с использованием алмазных шлифовальных дисков, а сама сталь ножа для гильотины будет прочной и износостойкой. Окончательное решение по поводу целесообразности ремонта или же замены в любом случае лежит на главном технологе или инженере металлорежущего (производственного) предприятия. В его компетенции так же находится и наблюдение за соответствием выполнения данных работ, и за техническим состоянием самого оборудования – гильотинных ножниц.


Регулируется зазор на ножницах гильотинных между ножами посредством рычагов управления или специальных болтов, которые задействуют направляющие нижнего стола, перемещая его в нужную сторону, увеличивая или сокращая зазор между верхней и нижней ножевой балкой. На некоторых моделях гильотинных ножниц у подобных рычагов есть определенное количество стандартных положений фиксации. Самое верхнее из них аналогично минимальному размеру зазора. Вообще же, для конкретных типов материала и каждой толщины разрезаемого листа следует выбирать определенный зазор. Выбрать его можно из таблицы размеров, прилагаемой к каждой модели режущих станков (отражено в паспорте на оборудование). При этом сам зазор должен быть равномерным по всей длине, ведь только таким способом можно получить ровный сред и избежать возникновения дефектов на поверхностях разрезаемых заготовок.
Шлифовка ножей – обработка изделия после того как лезвие ножа уже сформировано на наковальне при использовании абразивных веществ. Шлифовка ножей проходит поэтапно:
- Грубое шлифование.
- Среднее шлифование.
- Финишное шлифование.
После того как шлифовка ножей выполнена, хорошие инструменты отправляют полировать. Гильотинные ножи после профессиональной обработки обладают продолжительной остротой реза. Основная задача заточки – создание острого изделия, посредством придания режущей кромке верного угла необходимого градуса, а уже затем для достижения максимального результата нож отдают на шлифовку, позволяющую до микронов обработать режущую поверхность инструмента.
Правильно заточенный инструмент при произведении рубочных и резательных работ – это залог производительности вашего труда и качества выполняемых работ.
Также по теме.

Операция по гибке труб, что это?!
Под гибкой трубных изделий подразумевается процессы «холодной» деформации, происходящей в результате воздействия на трубу четко рассчитанной нагрузки, которая приводит к изменению оси наклона трубы. Такие деформации могут быть упругопластическими и […]

Гильотинные ножницы – ваш верный помощник при работе с металлом
Листовой материал разрезать вдоль или поперек ровно можно при помощи такого вида станков, как гильотинные ножницы. Одним из самых популярных разновидностей исполнения данного типа оборудования – электромеханический, наиболее распространены на […]
Вальцы листогибочные электромеханические 3-х валковые: особенности и преимущества
Для вальцевания металлопроката, полос и заготовок в промышленности, металлообработке и строительстве применяются вальцы листогибочные. Оборудование способно гнуть тонкостенные металлические листы, преобразуя их в детали цилиндрической и конической формы. Особенностью механизма […]
Что собой представляют гильотинные ножи и их предназначение
Как известно, гильотинные ножи являются основным режущим инструментом станков для разрезания разных типов листовых материалов: резинотехники, картона, бумаги, оргстекла, пластика, и листового металлопроката различных видов сталей.

И если для резки резины или пластмассы не требуется особых усилий, то для качественного разрезания металла необходима прочная сталь гильотинного ножа. Высокие требования к материалу изготовления ножей предъявляют одно из самых важных требований. Качество гильотинного ножа позволит оборудованию, предназначенному для продольного и поперечного типов резки как толстых, так и тонких листов металлопроката, выполнять поставленные задачи, соблюдая при этом все необходимые параметры допуска при раскрое. Нужно понимать что требуется огромное усилие разрезать например металлический лист толщиной 20мм, при чем не просто разрубить, а раскроить максимально точно и аккуратно, не оставляя на ней никаких дефектов в виде заусенец или зазубрин на торцевой стороне заготовки.

Именно поэтому производство ножей для гильотин происходит по стандартам ГОСТ 25306-82, ГОСТ 5950-73 и различным ТУ, которые были адаптированы под современные технологии и материалы. Стандарт производства и марка стали для ножей гильотины выбираются непосредственно исходя из назначения заготовки, рабочих условий, а также от типа обрабатываемого ими металла – горячего или холодного.

Как правило, при горячей резки используют марки стали твердостью от 40 до 50 HRC, для холодной резки данный показатель выше и составляет от 53 до 62 HRC. Основная марка стали для гильотинных ножей холодной рубки – это инструментальная легированная сталь 6ХВ2С, однако так же достаточно часто используется инструментальная сталь Х12МФ. Если говорить о горячей рубке, то в этом случае основная марка стали для ножей гильотины – это конструкционная жаропрочная сталь 12Х18Н9. Кроме того, активно применяются такие разновидности, как 6ХС, 9ХС, 8ХФ, Х12М, 5ХНВС, 40Х13, Ст45 и множество других видов, технические характеристики и химический состав которых обеспечивают ножам необходимую прочность.
Содержание химических элементов в составе различных марок используемой стали
| C | Si | Mn | S | P | Cr | V | Fe | Mo | W | Cu | Ni |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Сталь коррозионно-стойкая жаропрочная 12Х18Н9 | |||||||||||
| До 0,12 | До 0,8 | До 2,0 | До 0,02 | До 0,035 | От 17,0 до 19,0 | — | — | — | — | — | От 8,0 до 10,0 |
| Сталь коррозионно-стойкая жаропрочная 40Х13 | |||||||||||
| От 0,36 до 0,45 | До 0,8 | До 0,8 | До 0,025 | До 0,030 | От 12,0 до 14,0 | — | — | — | — | — | — |
| Сталь инструментальная легированная 8ХФ | |||||||||||
| От 0,7 до 0,8 | От 0,1 до 0,4 | От 0,15 до 0,45 | До 0,03 | До 0,03 | От 0,4 до 0,7 | От 0,15 до 0,3 | 97 | — | — | — | — |
| Сталь инструментальная штамповая 6ХВ2С | |||||||||||
| От 0,55 до 0,65 | От 0,5 до 0,8 | От 0,15 до 0,4 | До 0,03 | До 0,03 | От 1 до 1,3 | — | 93 | До 0,3 | От 2,2 до 2,7 | До 0,3 | До 0,35 |
| Сталь инструментальная штамповая Х12МФ | |||||||||||
| От 1,45 до 1,65 | От 0,1 до 0,4 | От 0,15 до 0,45 | До 0,03 | До 0,03 | От 11 до 12,5 | От 0,15 до 0,3 | 84 | От 0,4 до 0,6 | — | До 0,3 | До 0,35 |
| Сталь инструментальная легированная 5ХНВС | |||||||||||
| От 0,5 до 0,6 | От 0,6 до 0,9 | От 0,3 до 0,6 | До 0,03 | До 0,03 | От 1,3 до 1,6 | — | 95 | — | От 0,4 до 0,7 | — | От 0,8 до 1,2 |
Не смотря на качество применяемых сталей для изготовления гильотинных ножей, рано или поздно даже самые высококачественные ножи для гильотин от большого объема работы и тяжелых условий эксплуатации со временем затупляются.
В таком случае операторам, работающим за этим оборудованием, нужно незамедлительно остановить станок, высунуть затупленный нож со станины, затем перевернуть его с одной испорченной рабочей стороны на другую, не использованную (при условии что нож был ранее заточен с 4-х режущих сторон). При этом переворачивать будет необходимо как подвижный верхний нож, так и неподвижный нижний нож, даже если сталь ножа гильотины на одном из них находится в наиболее лучшем состоянии. Помните: правильно выставленный технологический зазор между верхним и нижним ножами, залог их безупречной и долгой эксплуатации, а так же как результат – качественный рез заготовки. После того, как перевернутый режущий орган снова затупится, выполняется уже заточка ножей гильотины.
Также по теме.
Ручные гибочные станки для арматуры: разновидности и специфика
При необходимости произвести загибы продольных стальных прутьев, сделать арматурные хомуты, петли, кольца понадобится гибочный станок для арматуры. Во многих ситуациях на строительных объектах и на металлообрабатывающих предприятиях применяются инструменты ручного […]
Разновидности оборудования для накатывания резьбы на круглом прокате и трубе (изготовление метизов, деталей машин и механизмов)
Двухроликовые профиленакатные станки Накатывание двумя (реже тремя) приводными цилиндрическими роликами нашло широкое применение на машиностроительных и станкостроительных заводах при изготовлении резьбы и других профилей повышенной точности. Преимущества способа: универсальность процесса, […]

Что общего в принципе работы на разнообразных листогибочных станках
Листогиб представляет собой станок, предназначенный для гибки металлических листов. В зависимости от типа привода, различают гидравлические, пневматические, электрические, электромагнитные и ручные варианты. На предприятиях, где есть необходимость в холодной гибке, […]
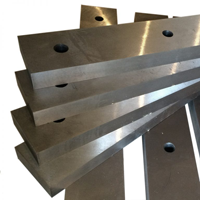
Ножи по металлу плоские
Плоские ножи для гильотины по металлу представляют собой инструмент для резки листового металла (различной толщины) в холодном и горячем состоянии на гильотинах и гильотинных ножницах. Плоские ножи для гильотинных ножниц по металлу применимы на любых заготовительных производствах, где станочный парк включает в себя гильотины или гильотинные ножницы, и специфика работ требует раскроя листового металла под определенный размер.
На практике изготавливается 159 стандартных типоразмеров ножей длиной L = 110-2000 мм, шириной B = 50-220 мм и толщиной S = 12-120 мм по ТУ14-1-1900-76 твёрдостью для холодной резки металла 52…59 HRC, для резки металла в горячем состоянии 40…50 HRC.
Гильотинные ножи изготавливаются из высококачественной легированной стали 5ХНВС, 6ХВ2С, и гарантийная наработка ножа между переточками, при правильной регулировки зазора, в среднем составляет 40-45 часов.
Изготовление ножей для резки металла в стандартном исполнении практически всегда гарантирует постоянное наличие этой продукции на складе. Если вы применяете нестандартные размеры ножей по металлу, которых нет в нашем каталоге, (в том числе повышенной прочности), предлагаем изготовить их на производственных площадях отечественных производителей, многолетний опыт сотрудничества с которыми гарантирует неизменное качество производимой продукции. Для этого необходимо предоставить чертеж, эскиз или образец изделия.
Ниже представлены наиболее распространенные модели Гильотинных ножниц и соответствующие к ним гильотинные ножи (каталог), которые можно заказать у нас, связавшись по телефонному номеру или по электронной почте.
Что Вам предлагает наше производство:
- Качественное и своевременное изготовление гильотинных ножей;
- Производство из различных видов сталей 6ХС, 9ХС, 6ХВ2С, Х12МФ;
- Гарантия на изготовленные нами ножи для гильотинных ножниц от 6 до 18 месяцев, в
- зависимости от марки стали;
- Возможный минимальный заказ от 1 единицы.
Наше производство готово изготовить любые виды гильотинных ножей.
Оформляя заказ напрямую у производителя, т.е. у нас, Вы не только экономите свои деньги, но и гарантированно получаете качественную продукцию в соответствии с ГОСТом (25306-82 ‘Ножи плоские к листовым ножницам’). Для производства станочных ножей используются только качественные инструментальные легированные стали. Готовые ножи для
гильотинных ножниц можно применять как для продольной, так и поперечной резки. При правильно выставленном рабочем зазоре между ножами – рез получается ровным, без заусениц.
Производственное подразделение компании ВСС-Групп, занимающееся выпуском промышленных ножей постоянно работает над совершенствованием сервиса и улучшением качества производимой продукции. Поэтому постоянным Заказчикам гильотинных ножей мы всегда готовы предложить гибкую систему скидок. Мы ценим каждого клиента, и учитываем все требования и пожелания при выполнении заказа. В штате наших сотрудников работают квалифицированные специалисты, у каждого за плечами солидный опыт в производстве промышленных ножей. На каждом этапе производства осуществляется строгий контроль качества, вне зависимости от величины партии товара. Благодаря современным технологиям мы свели к минимуму риск брака при производстве такой продукции, как ножи для гильотинных ножниц.
Наш консультант-технолог постарается помочь разрешить любые возникшие технологические сложности или вопросы.
Читайте также: