Угол заточки сверла по металлу таблица
Обновлено: 13.05.2024
Затупившемуся инструменту можно и нужно возвращать остроту. Поэтому мы расскажем, как правильно заточить сверло по металлу: методы обработки, до какой геометрии доводить и так далее. В результате вы будете знать, что делать, чтобы полностью вернуть его характеристики и снова его использовать. Согласитесь, это гораздо практичнее, чем сразу покупать новое.
Внимание, как только вы заметите, что режущая кромка утратила исходный профиль, нужно тут же прекратить выполнение технологической операции. Потому что его кромка под воздействием сил трения нагрелась и стала мягкой, и продолжение работы вызовет еще большую деформацию, уже критическую, после которой восстановление станет невозможным.
Когда стоит проводить заточку сверл
Понять, что она необходима, можно по следующим, достаточно явным признакам:
- при погружении инструмента в толщу заготовки слышен резкий скрип;
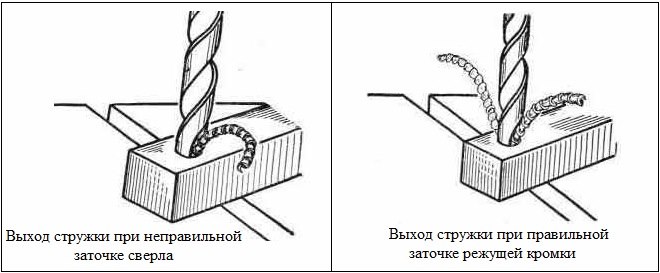
- стружка выходит в виде мелкой крошки, а не длинной спирали;
- кромка быстро перегревается – стоит попробовать пальцем, и можно обжечься.
 |  |
Итак, если заметите хотя бы один из этих тревожных знаков, немедленно останавливайтесь, иначе не избежите поломки. Если привычная операция стала занимать больше времени – например, раньше вы делали отверстие за 3 секунды, а теперь за 5 – это тоже говорит об износе.
В случае сомнений следует просто проверить кромку на ощупь: если она округлая или гладкая и, наоборот, с неровностями, сколами, заусенцами, это свидетельствует о том, что инструмент непригоден для дальнейшего использования и пора озаботиться вопросом восстановления.

Геометрия и части сверла
Конструкция рассматриваемого инстурмента достаточно проста и состоит из таких элементов:
- режущая кромка, непосредственно снимает стружку;
- шейка, выполняющая роль своеобразной перемычки;
- рабочая часть с нарезанными канавками, отводящими отходы;
- хвостовик, закрепляемый в станке (ручной дрели);
- по паре задних (затылок) и передних поверхностей, формирующих профиль;
- две спинки с ленточками, создающие внешнюю сторону.
При многократном выполнении технологических операций затупляется, а значит именно ей и требуется вернуть остроту.
Параметры, подлежащие восстановлению
Правильная заточка сверла по металлу позволяет нормализовать следующие характеристики:
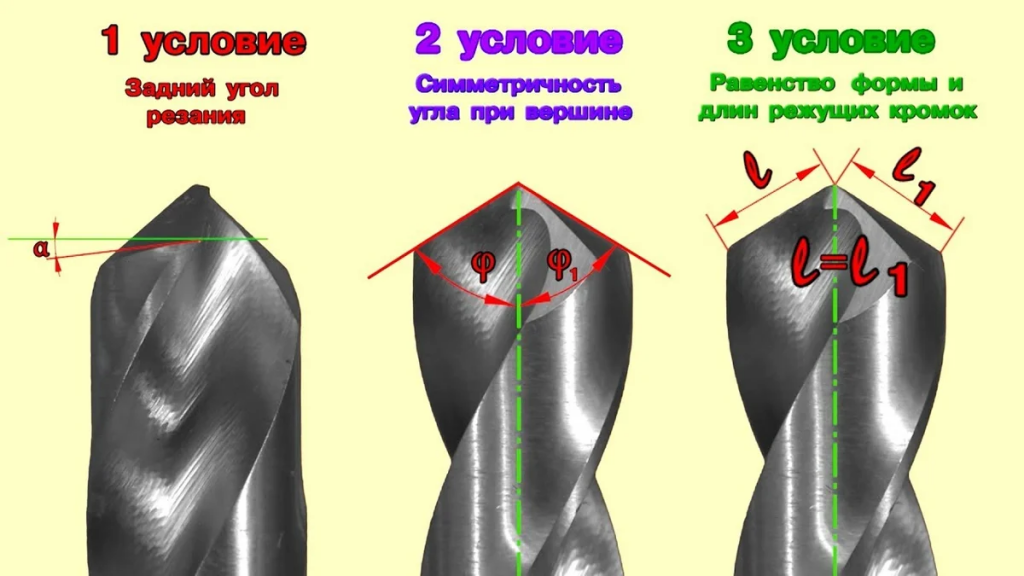
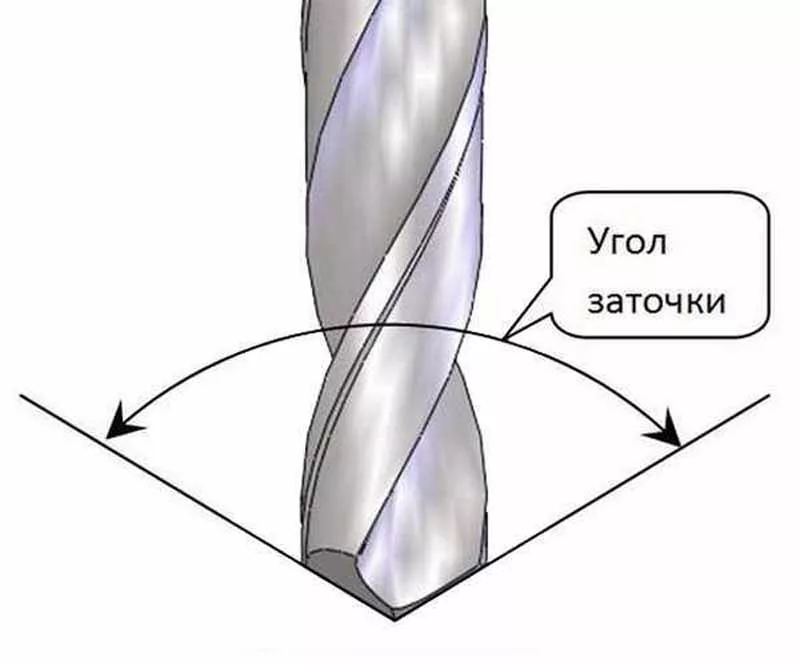
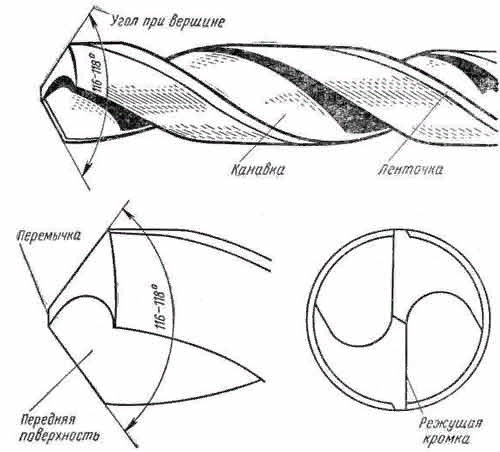
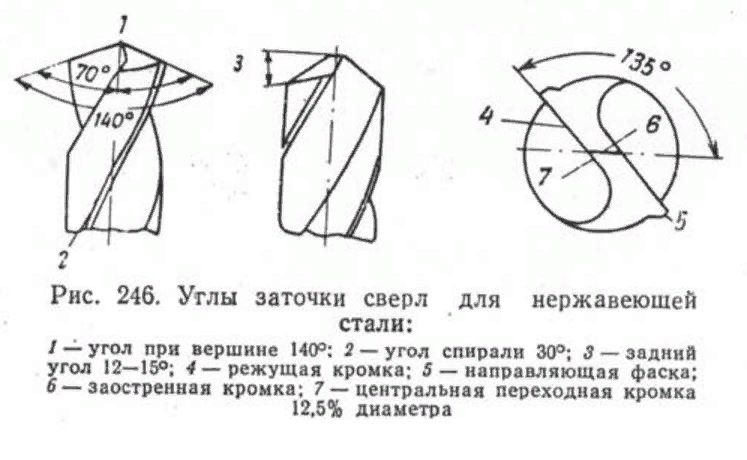
Угол вершины, который кромки образуют вместе с перемычкой. Изначально, он зависит от качественных характеристик материала обработки (твердость так же важна, как вязкость) и способен составлять 60-150 градусов, а иногда и доходить до 180. В нашем случае необходимо, чтобы он стал 116-118 0, соответственно, его нужно привести к данному показателю.
 |  |  |
Задний угол – должен быть зафиксирован в диапазоне 7-17 0 (зависит от того, из чего выполнена заготовка); любое отклонение фактического значения от номинального требуется исправлять, иначе производительность снизится в разы, да и поломка не заставит себя ждать.
Форма и длина кромок – важно, чтобы они были равными, в противном случае неизбежно возникнет биение, в результате которого не удастся выполнять отверстия строго заданного диаметра. Определять размеры (для выяснения симметричности) следует от края (вершины) до центральной точки перемычки.

Зависимость угла заточки от материала
Выше мы уже упоминали, что количество градусов меняется в ту или иную сторону, исходя из того, что за деталь обрабатывается. Чем она меньше, тем кромка длиннее, лучше теплоотвод, дольше срок службы. Чем больше, тем труднее центрировать инструмент на начальном этапе выполнения технологической операции.
Есть универсальная величина – 118 0 (с допуском в 2 0) и 7-12 0 соответственно. Ее выбирают тогда, когда никаких подробностей не указано. Если же известно, из чего выполнена заготовка, следует отдать предпочтение рекомендованным величинам, которые мы для наглядности свели в таблицу.
Угол заточки сверла по металлу: таблица правильных значений – под каким уклоном нужно точить инструмент

Признаки, что инструмент затупился
Сперва объясним, почему необходимо следить за состоянием оснастки. Если она плохо заточена, то со временем из-за постоянного механического и термического воздействия она может сломаться прямо в процессе металлообработки. К чему это приведет:
- к порче заготовки, ведь внутри отверстия остается обломок, который затем сложно вытащить;
- к повреждению рук или другого незащищенного участка тела токаря, если осколки разлетятся в стороны.
А вот к чему может привести продолжение обработки с резцом, который уже отработал свой срок эффективности:
- к резкому снижению производительности работы – одна и та же процедура будет занимать в несколько раз больше времени, в результате не будет достигнут окончательный эффект, снизится класс точности металлообработки;
- к повышенному перегреву – во время трения и заготовка, и резец начинают нагреваться, а любой металл имеет температуру, в которой он деформируется;
- к работе «вхолостую», то есть вращательные движения инструмента ни к чему не приведут – это может быть достигнуто только в случае окончательного затупления, наиболее часто происходит с короткими изделиями;
- к заклиниванию всего станка – убирать заготовку сложно, иногда просто невозможно вытащить осколок из отверстия, поскольку он начинает там расплавляться – такой исход наиболее часто ожидает длинные сверла;
- некоторый металл после горения сильно закаляется (реакция трения приводит к изменению физических свойств по причине преобразований во внутренней кристаллической решетке) – его очень трудно затем обрабатывать другими инструментами, по сути, проходит частичный, местный процесс закалки.

Чтобы не допустить таких неприятных последствий, перед каждым новым циклом сверления требуется осматривать всю оснастку на пригодность. Регулярные проверки и слежение за состоянием угла заточки при вершине сверла помогут избежать подобных последствий. Необязательно проводить инструментальный анализ, чтобы понять, что резец стал непригодным. Вот по каким признакам можно определить «на глаз», что он нуждается в затачивании:
- появился явно заметный блеск граней заточки – при закруглении материал блестит, что делает его головку заметнее, она отличается от остальных частей (от хвостовика и основного цилиндра);
- возникновение цвета побежалости режущего инструмента – он может стать, например, черно-синим, такой эффект получается из-за сильного изменения температуры, аналогичный процесс с оттенком металла вы можете заметить у отходящей металлической стружки при резке;
- нагрев в процессе работы – безусловно, он будет происходить и при самом остром сверле, но во время эксплуатации заступившегося это будет в несколько раз заметнее;
- увеличение усилий при использовании для аналогичной процедуры – особенно актуально при сверлении ручным инструментом (электродрелью), потому что подача осуществляется не механизмом, а непосредственно самим человеком, то есть мастер просто будет сильнее давить на прибор;
- скрипящий звук уже свидетельствует о том, что заточка не поможет – такой резец стоит просто выкинуть, он сточился до неисправного состояния;
- грубой оценкой можно считать пальпацию пальцем, под подушечкой будет чувствоваться круглый край – острота кромки очень легко определяется, но человек, который мало знаком с точением, не всегда с первого раза сделает правильный вывод;
- на режущей поверхности могут появиться различные дефекты – сколы, заусенцы и пр., притом что ранее при этих же составляющих (станок, металл, сверло, мастер) все было отлично;
- можно увидеть износ, если использовать увеличительное стекло.

Дадим совет, на что обратить внимание в особенности. В самую первую очередь в любом сверле становится непригодной к использованию центральная часть и крайние угловые кромки, потому что они испытывают наибольшее термическое воздействие. После нагрева сталь становится мягче, проще деформируется. К тому же, чем шире радиус, тем больше материал среза, то есть на них максимальная нагрузка. Центральная часть не участвует в функции резания, а скорее раздвигает материал. Чтобы центр не испытывал больших нагрузок и не изнашивался в ускоренном режиме, рекомендуется просверлить резцом меньшего диаметра подготовительное отверстие (черновое), а затем при втором проходе обязательно применять мыльные эмульсии для охлаждения или в самом примитивном варианте – воду.
Особенности работы сверл и от чего зависит угол заточки
Безусловно, при выборе режущего инструмента мастер должен учитывать множество факторов, ведь вариантов исполнения и типоразмеров большое количество. Исходя из особенностей, подбирается не только резец, то и тип металлообработки. Каждый процесс обладает своими особенными характеристиками.
- Материала, по которому вы работаете. Одни стали имеют повышенную твердость, другие могут быть хрупкими, третьи – податливыми и мягкими.
- Качеств самого сверла – здесь работают аналогичные правила.
- Задач токаря – какой размер, а также класс точности необходимо обеспечить.

Под каким углом затачивать сверло – также зависит от того, какую цель преследует токарь, а также с каким материалом он работает. Приведем такой пример. Если обрабатываемая заготовка изготовлена из очень твердого сплава, а резец обладает чрезмерно острой кромкой, то велика вероятность, что она просто сломается при нажатии. Выйти из этого положения можно двумя способами:
- сменить угол заточки на более тупой;
- сделать предварительную черновую обработку – просверлить маленькое отверстие на этом месте.
Ниже расскажем более подробно о рекомендациях выбора.
Основные элементы оснастки
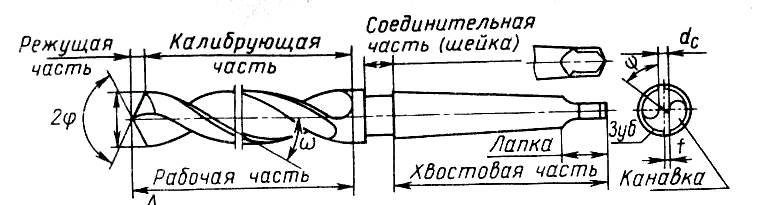
Инструмент состоит из следующих частей:
- Рабочая. Это винтовой цилиндр с несколькими витками (заходами). Они образуют канавки и зубья, их также называют перьями. Их задача – обеспечение самого процесса резания.
- Калибрующая. Она ответственная за то, чтобы удалять металлическую стружку из зоны металлообработки. Ее образует лента, которая направлена вдоль основного хода сверла.
- Соединительная. Ее также называют шейкой. Ее используют в двух назначениях – для выхода из шлифовальной зоны, а также для того, чтобы проставлять маркировку на фрагменте, который не стирается и не закрывается тисками.
- Хвостовая. Данную часть коротко именуют «хвостовик». Она может быть выполнена в виде гладкого цилиндра или типом «конус Морзе». Завершает ее поводок или лапка. Задача – фиксация оснастки в специальных зажимах.
Особенности: под каким углом затачиваются сверла различного вида

Такие варианты как НП, НПЛ, ДП и ДПЛ можно использовать на сверлах еще более узких – до 0,8 см в сечении. В ходе них затачивается поперечный край, чтобы уменьшить на него нагрузку. А также снижается ширина ленточки, это решает две проблемы:
- снижается сила трения, а значит, нагрев;
- дает большую эффективность сверлению.
Как правильно выбрать угол заточки сверла для стали или другого металла

Основной критерий уклона – материал заготовки. Он оценивается по следующим характеристикам:
- твердость – чтобы не сломать кончик;
- хрупкость – нельзя допустить образования сколов или трещин;
- вязкость или плотность.
Второй критерий – из чего создан сам резец. Приведем пример. Инструмент из прочного сплава желательно затачивать под 120 градусов. И в зависимости от того, с чем предстоит работать, его можно варьировать. Например, для дерева, пластмасса, а также алюминия и других мягких пород необходимо брать максимально острый угол, в то время как прочные, а также очень пористые структуры требуют более тупого уклона.
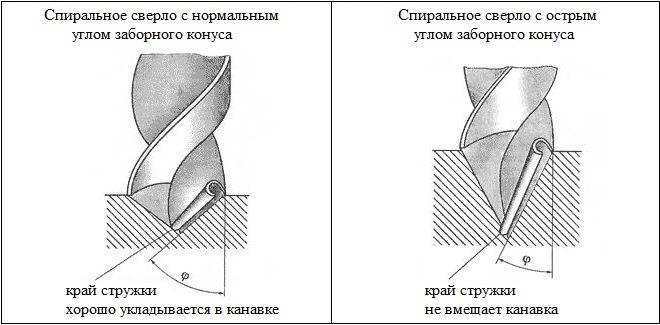
Если инструмент имеет особую конструкцию, например, спираль, то подход несколько отличается. У них есть широкие канавки, которые предназначены для отвода стружки. Углы заточки спиральных сверл – 45 градусов, но при вершине он должен быть не менее, чем 120-140.
Делаем вывод: ориентироваться необходимо на конструктивные особенности изначального резца, что к ним относится:
- Величина переднего наклона. Измеряется между касательной линией к наружной поверхности режущей кромки.
- Аналогичный параметр для задней плоскости.
- Ширина ленточки. Расстояние между двумя заточенными краями.
Если вы правильно выберете эти три параметра, то гарантируете:
- простоту работы – минимум усилий и времени;
- повышенную точность и чистоту – отсутствие сколов, заусенцев;
- длительный период износа.

Таблица углов заточки сверла для разных материалов: работаем по меди, алюминию, пластмассе
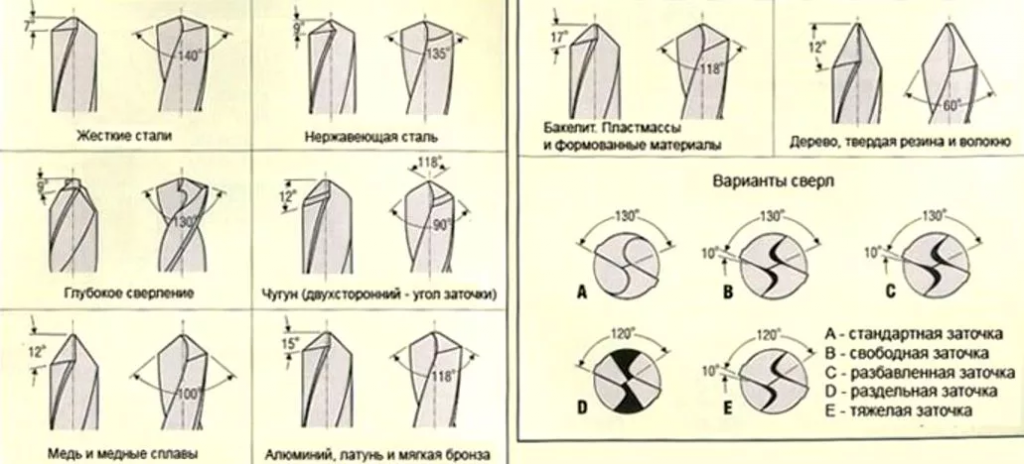
Если вы имеете дело со сталью, необходимо смотреть на ее состав. Обычные и низколегированные сплавы требуют диапазон от 116 до 118 градусов. Таким же образом стоит затачивать оснастку для чугуна. Если это более прочные стальные заготовки, то они требуют 130-140°.
Посмотрим сводную таблицу, но заранее отметим, что более точный параметр выбирается в зависимости от конкретной марки:
Углы заточки сверла по металлу: таблица для правильной геометрии инструмента
Сверла по металлу, как и любой другой режущий инструмент, изнашиваются в процессе эксплуатации, что делает их непригодными к использованию. Между тем в большинстве случаев режущие и другие углы сверла по металлу можно восстановить, выбрав их значения по специальной таблице и выполнив заточку.

Ручная заточка сверла по металлу
Назначение и конструктивные особенности инструмента
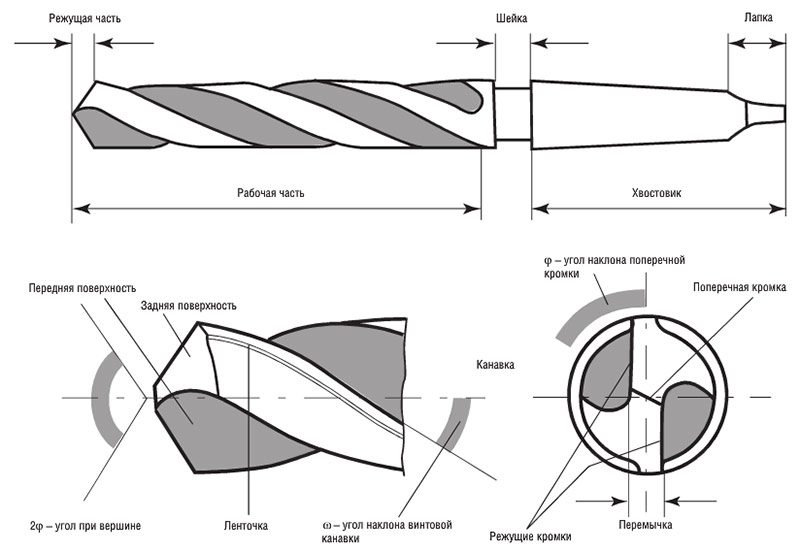
Сверла по металлу, для изготовления которых используются стальные сплавы быстрорежущей группы, применяются для создания в металлических деталях как сквозных, так и глухих отверстий. Наиболее распространенными являются спиральные сверла, конструкция которых включает в себя следующие элементы:
- режущую часть;
- рабочее тело;
- хвостовик;
- лапку.
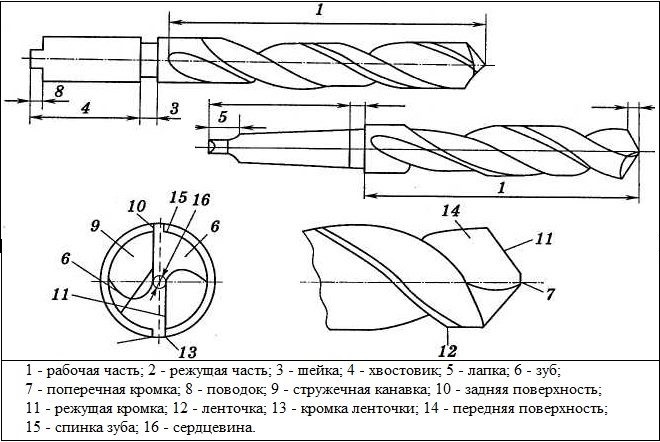
Конструктивные элементы спирального сверла
Если хвостовик, который может быть как цилиндрическим, так и коническим, предназначен для надежной фиксации инструмента в патроне используемого оборудования, то рабочая часть одновременно выполняет сразу несколько важных функций. Именно геометрией сверла определяются его работоспособность и режущие свойства.
Важнейшими элементами рабочей части сверла по металлу являются винтовые канавки. Их задача состоит в том, чтобы выводить из зоны обработки стружку. Геометрия спирального сверла по металлу предусматривает, что передняя сторона спиральной канавки выполняется под определенным углом, величина которого по направлению от оси инструмента к его периферийной части меняется. В процессе изготовления сверла по металлу на боковой области его спиральных элементов формируются узкие ленточки, несколько выступающие над основной поверхностью. Задача таких ленточек состоит в том, чтобы уменьшить величину трения инструмента о стенки формируемого отверстия.
Особенности различных видов заточки сверл
Заточка сверл, как уже говорилось выше, необходима для того, чтобы восстановить их геометрические параметры. Выбор определенного вида заточки сверла зависит от ряда факторов (диаметра инструмента, характеристик обрабатываемого металла и др.).
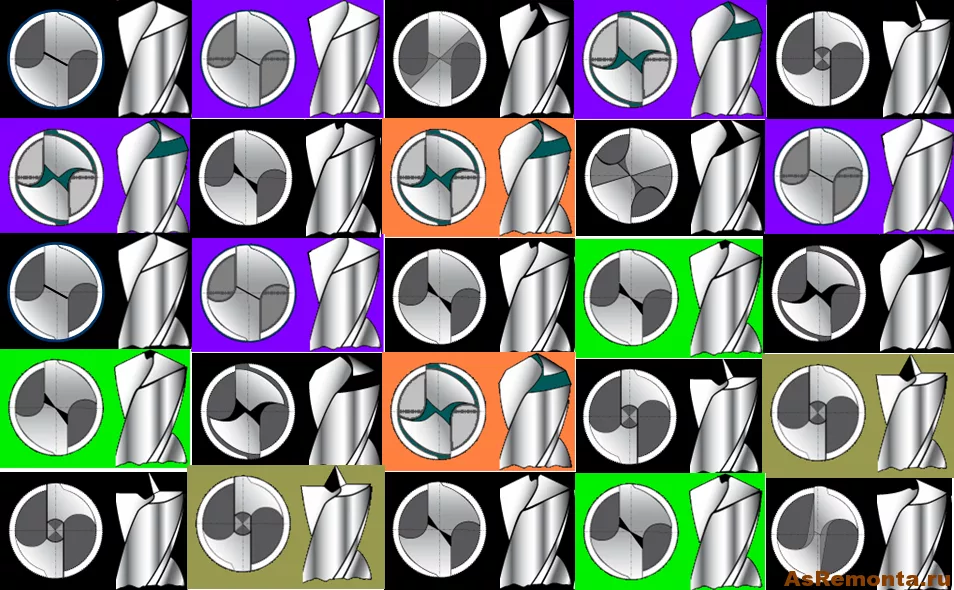
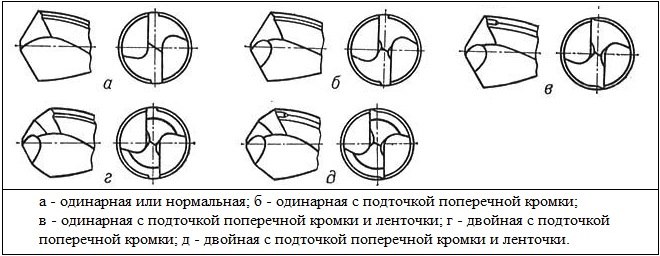
Наиболее универсальной является нормальная заточка (Н), при выполнении которой на рабочей части сверла формируются одна поперечная и две режущие кромки. Угол заточки сверла в данном случае составляет 118–120°. Выбирая такой вид заточки сверл, следует иметь в виду, что использовать его можно по отношению к инструментам, диаметр которых не превышает 12 мм.
Типы заточек сверл по металлу
Все остальные виды заточки, которые обозначаются буквосочетаниями НП, НПЛ, ДП, ДПЛ, можно применять для инструментов с диаметром до 80 мм. Каждый из указанных типов заточки предполагает доведение геометрии сверла по металлу до требуемых параметров.
Такая заточка подразумевает подточку поперечной кромки, что делается для уменьшения ее длины и, соответственно, для снижения нагрузок, воспринимаемых инструментом в процессе сверления.
В данном случае кроме поперечной кромки подточке подвергается и ленточка, что позволяет уменьшить ее ширину в области режущей части. Подточка ленточки помимо уменьшения силы трения, создаваемой при сверлении, позволяет сформировать дополнительный задний угол сверла, что способствует облегчению процесса обработки.
Это двойная заточка, совмещенная с подточкой поперечной кромки. Выполнение заточки данного вида позволяет сформировать на рабочей части сверла по металлу одну поперечную и четыре режущие кромки, имеющие вид ломаных линий.
Это аналогичный предыдущему вид заточки, при котором дополнительно подтачивают ленточку. Создание четырех режущих кромок при выполнении двойной заточки необходимо для того, чтобы уменьшить угол между периферийными участками режущих кромок. Такой подход позволяет улучшить отвод тепла от режущей части инструмента и, соответственно, значительно повысить его стойкость.
Как правильно выбрать углы заточки
Углы заточки сверла, как уже говорилось выше, выбираются по специальным таблицам, где их значения представлены в зависимости от того, в каком именно материале необходимо сформировать отверстие.
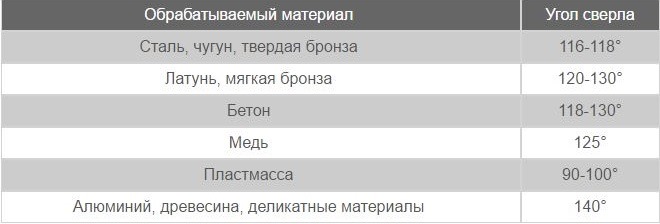
Таблица 1. Углы заточки сверла по металлу для различных материалов
Если неправильно выбрать углы, под которыми будет затачиваться сверло, то это приведет к тому, что оно в процессе работы будет сильно нагреваться. Это в итоге может привести к его поломке. Кроме того, именно неправильно выбранные углы, используемые для заточки сверла по металлу, часто становятся основной причиной некачественно выполненного сверления.
Выполнение операции
Традиционно заточка сверл по металлу спирального типа выполняется на наждачном станке, оснащенном точильным кругом соответствующей твердости. Начинать затачивать их следует с обработки задней поверхности. Прижимая инструмент данной поверхностью к вращающемуся точильному кругу под определенным углом, надо следить за тем, чтобы на ней формировался правильный уклон.
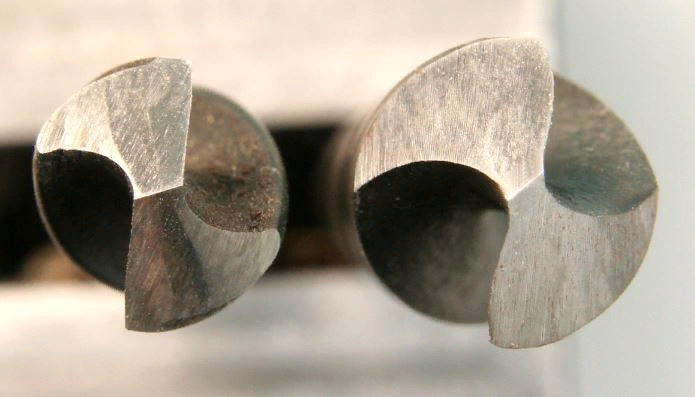
При заточке передней режущей поверхности необходимо контролировать не только угол, под которым выполняется операция, но и размер перемычки. Очень важно, чтобы при заточке на рабочей части сверла по металлу были сформированы режущие кромки равной длины, расположенные под одним углом. Если просверлить отверстие сверлом, при заточке которого не соблюдены эти важные требования, то диаметр такого отверстия будет больше, чем поперечный размер самого инструмента.

Проверка углов заточки с помощью шаблона
Проверить соответствие основных геометрических параметров (в том числе угла заточки) сверла требуемым характеристикам можно при помощи одного шаблона, который несложно приобрести в серийном исполнении или изготовить самостоятельно.
Заточка сверла по металлу: как правильно заточить сверло в домашних условиях
Качественно выполнить обработку металла (в том числе просверлить отверстие в металлической детали) невозможно без использования инструмента, механические характеристики и геометрические параметры которого соответствуют требуемым значениям. Именно поэтому вопрос о том, как заточить сверло по металлу правильно, актуален для домашних мастеров, которые часто работают с таким инструментом, изнашивающимся (что естественно) в процессе эксплуатации.
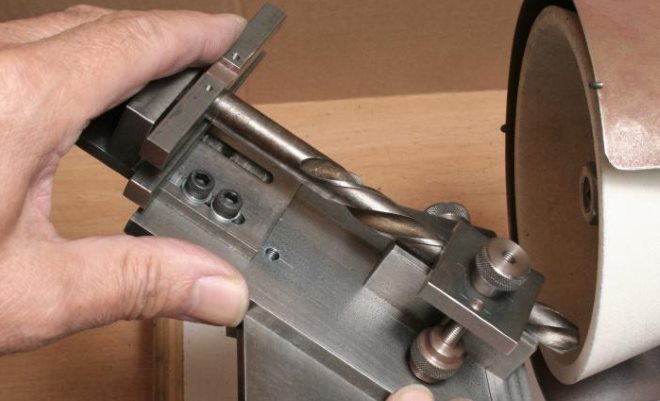
Заточка сверла по металлу с помощью специального приспособления заметно упрощает задачу
Затачивать сверла, предназначенные для работ по металлу, приходится значительно чаще, чем те, при помощи которых выполняется обработка древесины. При обработке такого мягкого материала, каким является древесина, сверла практически не затупляются и могут успешно эксплуатироваться очень длительное время, полностью сохраняя свои первоначальные характеристики. Совсем иначе обстоит дело со сверлами, при помощи которых выполняются отверстия в деталях из металла. Следить за состоянием таких сверл надо постоянно и сразу принимать меры, если их рабочая часть подверглась износу.
О том, что сверло по металлу необходимо наточить, свидетельствует целый ряд признаков:
- скрип и гул, издаваемые изношенным инструментом;
- интенсивный нагрев сверла в процессе его использования;
- низкое качество создаваемых отверстий.
У сверла с разной длиной режущих кромок работает только одна сторона и стружка выходит по одной спиральной канавке
Работа изношенным сверлом является не только неэффективной, но и небезопасной. В любой момент такое сверло, на рабочую часть которого приходятся значительные нагрузки, может сломаться, а его отдельные фрагменты, разлетающиеся в разные стороны с большой скоростью, могут нанести серьезную травму.
Параметры заточки сверл
Как в производственных, так и в домашних условиях сверла по металлу можно заточить на наждачных станках, оснащенных точильным кругом соответствующей твердости. Лучше всего в таких случаях использовать серийное оборудование. Если же его нет в наличии, то точить сверла можно и на устройствах, изготовленных своими руками. Следует иметь в виду, что характеристики данного оборудования, а также приспособлений для заточки сверл, используемых с ним в комплекте, во многом определяют качество такой процедуры.
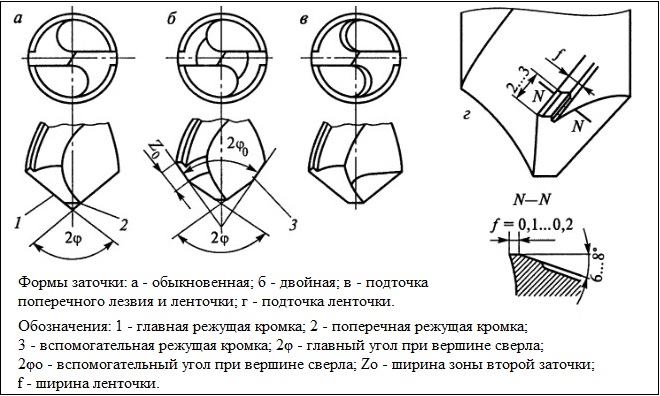
Основные формы заточки спиральных сверл
Наиболее важными параметрами, которые следует учитывать, чтобы правильно заточить сверло по металлу своими руками, являются:
- угол, под которым задняя часть инструмента располагается к плоскости сверления;
- угол заточки передней поверхности режущей части;
- длина поперечной перемычки на режущей части;
- угол при вершине режущего инструмента;
- длина режущих кромок.
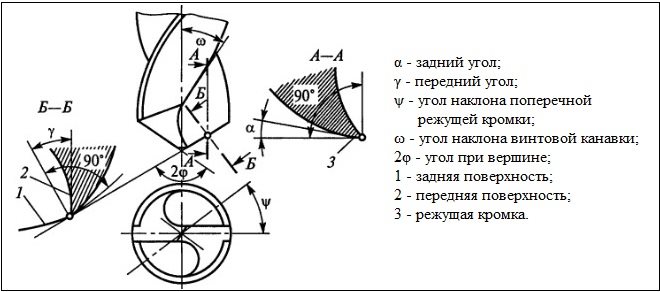
Основные параметры заточки сверла
Чтобы заточка сверла была качественной, необходимо обеспечить его подачу в зону обработки под требуемым углом. Для решения этой задачи используются различные приспособления, которыми оснащаются точильные станки.
Следует иметь в виду: если заточка сверла по металлу будет выполнена неправильно, это может привести не только к некачественному результату, но и к поломке инструмента.
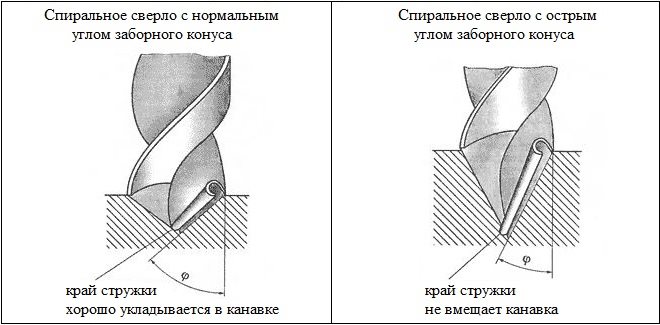
Влияние угла при вершине на правильное образование стружки
Что необходимо для процедуры
Чтобы заточить сверло по металлу самому, необходимо в первую очередь определить, для решения каких задач оно будет применяться. В производственных условиях для заточки сверл используются, как правило, специальные приспособления, обеспечивающие максимальную точность и производительность такого процесса. При выполнении заточки сверл в домашних условиях всегда приходится искать способы, позволяющие сделать результат этого процесса качественным.
В минимальный набор для заточки сверл по металлу должны входить:
- наждачный станок;
- точильные круги различной твердости, выбираемые в зависимости от материала изготовления сверла, которое необходимо заточить;
- емкость для охлаждающей жидкости и сама жидкость, в качестве которой может использоваться обычная вода (или машинное масло);
- приспособления, позволяющие выдержать правильные углы заточки.

Стойка для заточки сверл устанавливается рядом с абразивным диском и позволяет затачивать режущую кромку под точным углом
При заточке сверл своими руками нужно обращать внимание на следующие параметры:
- угол между плоскостью передней части сверла и основанием его режущей кромки (такой угол, измеряемый в главной режущей плоскости, называется передним);
- задний угол, который измеряется так же, как и передний, но по задней плоскости сверла;
- угол при вершине инструмента, измеряемый между двумя режущими кромками.
Для заточки сверл по металлу по всем правилам надо придерживаться следующих значений вышеуказанных параметров:
- передний угол режущей части – 20°;
- задний угол – 10°;
- угол при вершине – 118°.

Таблица 1. Углы при вершине сверла в зависимости от обрабатываемого материала
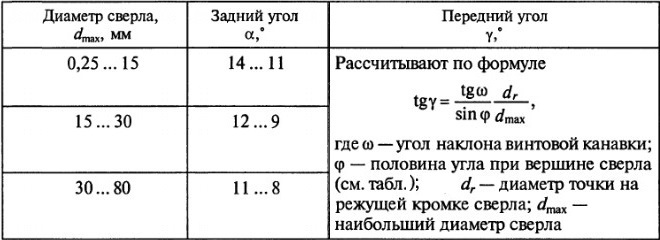
Таблица 2. Задние и передние углы сверла
Если вам необходимо заточить сверло по металлу в производственных или в домашних условиях, вы должны строго соблюдать технику безопасности. Этот процесс сопровождается образованием большого количества искр, от воздействия которых необходимо защищать органы зрения. Кроме того, поскольку такая процедура выполняется с остро заточенными инструментами из металла, осуществлять ее следует, используя перчатки для защиты рук.
Практические рекомендации
Наждачный станок, оснащенный точильным кругом, является универсальным устройством, позволяющим даже в домашних условиях качественно заточить сверло по металлу. Используя такое устройство, технологическую операцию следует начинать с обработки задней поверхности инструмента. Сверло, которое надо заточить, удерживают по отношению к точильному кругу таким образом, чтобы его режущая часть располагалась параллельно к поверхности круга. Заточка, выполняемая по данной методике, оптимально подходит для сверл по металлу, диаметр которых не превышает 10 мм.
Чтобы качественно точить сверла, диаметр которых больше 16 мм (в том числе и оснащенные твердосплавными пластинами), лучше всего использовать наждачный станок со специальным приспособлением. Применение последнего позволяет не только контролировать угол заточки сверл значительного диаметра, но и выполнять такой процесс с максимальной безопасностью.

Точность заточки в специальном приспособлении достигается точной подгонкой и надежной фиксацией сверла в оправке
Точильные станки, оснащенные дополнительными приспособлениями, рекомендуется использовать в тех случаях, когда необходимо заточить сверла следующих категорий:
- используемые для сверления глухих отверстий, для которого характерно снижение осевого усилия резания;
- универсальные, характеризующиеся повышенной прочностью;
- применяемые для сверления глубоких отверстий и отличающиеся незначительной величиной подточки.
Основная задача, которую решают приспособления, позволяющие качественно заточить сверло по металлу на точильном станке, – это правильное ориентирование режущей части инструмента по отношению к поверхности абразивного круга. Именно поэтому в конструкции такого приспособления имеется специальная опорная плита. На нее устанавливаются сам станок, двигатель, приводящий во вращение точильный круг, а также поворотная колонка, на которой фиксируется обрабатываемый инструмент. Использование такой колонки позволяет затачивать сверла практически в любом пространственном положении, располагая их режущую часть по отношению к поверхности точильного круга под требуемыми углами.
Преимущества использования специальных приспособлений
Большим преимуществом использования точильных станков, оснащенных специальными приспособлениями, является то, что движение обрабатываемого инструмента на них обеспечивается за счет привода, соединенного с электродвигателем. Конструктивная схема такого привода включает в себя подшипниковый узел и вал. На конце последнего и фиксируется сверло, которое надо заточить.
Перед началом процедуры инструмент закрепляется на устройстве под требуемыми углами заточки. После того как сверло по металлу оказывается зафиксированным на подвижной колонке приспособления, она сама подводится к вращающемуся точильному кругу. Таким образом, все углы, которые необходимо сформировать на задней поверхности режущей части, выдерживаются в процессе заточки автоматически. Среди основных недостатков такого станка для заточки сверл обычно отмечают его большие размеры.

Станок для заточки сверл
Если вы ищете ответ на вопрос о том, как правильно заточить сверло по металлу, не выполняя при этом сложных манипуляций с обрабатываемым инструментом, вам можно порекомендовать более компактные устройства. Одно из таких приспособлений – это насадочный станок. Он устанавливается на шпиндель обычной электрической дрели, от которого и приводится во вращение его основной рабочий элемент – точильный круг. Один конец такого приспособления оснащается специальной муфтой, соединяющей устройство с вращающимся шпинделем электрической дрели, а другой – крышкой с отверстиями разного диаметра, в которые вставляются рабочие части затачиваемых сверл по металлу.

Насадка на дрель для заточки сверл Sparta
Научить кого-либо пользоваться этим приспособлением, позволяющим быстро заточить сверло в домашних условиях, очень легко. При этом можно даже не показывать такой процесс по видео или вживую, все понятно и без демонстрации. Чтобы заточить сверло по металлу при помощи такого устройства, достаточно вставить инструмент в отверстие соответствующего диаметра до упора и включить электродрель, которая приведет во вращение точильный круг. Заточенный при помощи такого простейшего приспособления инструмент обладает всеми требуемыми геометрическими параметрами.
Казалось бы, заточить сверло можно при помощи любого устройства, способного привести во вращение точильный круг. Между тем без использования приспособлений для фиксации инструмента в процессе заточки нельзя выполнить такую процедуру качественно. Кроме того, можно получить серьезные травмы. Обращаться к такому простейшему способу заточки можно только в том случае, если вам требуется заточить сверла небольшого диаметра, которые несложно удержать в руках в ходе обработки.

При ручной заточке выдержать нужные параметры поможет закрепленный на опоре уголок
После того как вы заточили сверло по металлу, необходимо выполнить такую технологическую операцию, как доводка. Она нужна для того, чтобы довести качество режущей части восстановленного инструмента до требуемых значений. Доводка выполняется при помощи точильных кругов с небольшой зернистостью. При этом с режущей части сверла устраняются все неровности, ей придается гладкость. Сверла, на рабочей части которых отсутствуют шероховатости, создают в процессе сверления меньше трения, меньше нагреваются, а значит, способны прослужить дольше. Для выполнения доводочных операций как в производственных, так и в домашних условиях используются точильные круги, изготовленные из карбида кремния.
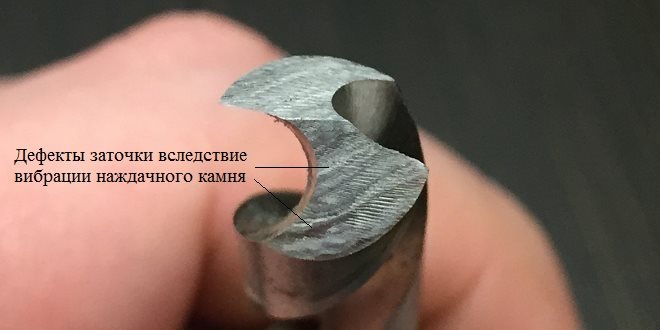
Немаловажным условием качественной заточки является отсутствие вибрации абразивного камня
Сверла, рабочая часть которых оснащена напайками из твердых сплавов, также можно наточить, но при этом следует учитывать ряд нюансов. Твердосплавные пластины очень критично относятся к перегреву, поэтому качественно заточить такие сверла по металлу можно только на невысоких скоростях вращения точильного круга. Кроме того, выполняя заточку, необходимо следить за тем, чтобы инструмент не перегревался. В противном случае твердосплавные пластины растрескаются или даже отломаются в месте пайки.
Для того чтобы подробно познакомиться с правилами и методами заточки сверл по металлу, лучше не ограничиваться только теоретическим материалом, а изучить соответствующие видео. Показанный во всех подробностях технологический процесс позволит вам заточить свой инструмент качественно и быстро.
Заточка сверла по бетону: способы, параметры, углы
Сверла, предназначенные для выполнения работ по такому сложному материалу, как бетон, изготавливаются с применением твердосплавных пластин, которые напаиваются на их режущую часть. Как и любой другой, такой инструмент изнашивается в процессе использования, именно тогда и возникает вопрос о том, как заточить сверло по бетону. Чтобы восстановить геометрические параметры рабочей части сверла по бетону и при этом не повредить сам инструмент, можно попробовать несколько способов его заточки, каждый из которых является актуальным при определенных обстоятельствах.

Победитовое сверло с тупыми кромки сверлит долго, а перегревается быстро
Правила заточки
Заточка сверла по бетону может быть проведена на корундовом точильном круге, установленном на соответствующем оборудовании. Затачивают такие сверла так же, как и обычные, но есть ряд нюансов, которые при этом стоит принимать во внимание.
Твердосплавные пластины, которыми оснащается режущая часть сверл по бетону, очень критично относятся к сильному перегреву. Последний может привести к тому, что пластина растрескается или даже разъединится с основным телом инструмента в месте ее пайки. Именно поэтому в процессе заточки сверл по бетону их следует как можно чаще охлаждать при помощи воды, не доводя режущую часть до перегрева. При этом надо учитывать, что сильно раскаленный наконечник сверла по бетону, если он все же дошел до такого состояния, ни в коем случае нельзя погружать в воду: он должен медленно остыть в естественных условиях. Резкое охлаждение твердосплавных пластин может привести к тому, что они просто лопнут.

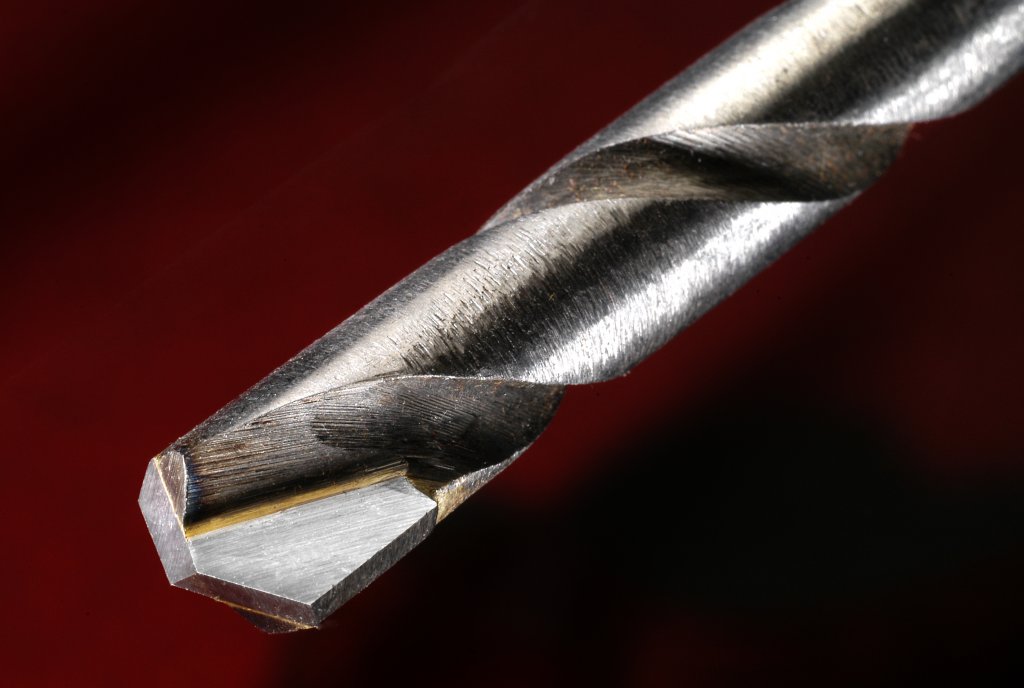
Режущие кромки сверла должны быть острыми без округлостей
Затачивать сверло по бетону следует таким образом, чтобы его износившиеся режущие кромки стали прямыми, а место их пересечения точно совпадало с осью вращения инструмента. Кроме того, необходимо следить за тем, чтобы обработанные режущие кромки твердосплавной пластины имели одинаковую длину. В этом случае нагрузка, воспринимаемая каждой из таких кромок, будет иметь одинаковое значение, соответственно, изнашиваться они будут равномерно.
Наличие разницы в длине режущих кромок сверла по бетону может также привести к тому, что под воздействием более высокой нагрузки, создаваемой на более длинную режущую часть, инструмент будет отжиматься в сторону в процессе сверления, что в итоге приведет к его поломке.
Угол заточки режущих кромок – еще один важный параметр, на который следует обращать внимание. Если равномерность данного параметра для двух кромок не выдержана, то работать и, соответственно, активно нагружаться будет кромка, имеющая больший угол заточки. Это также приведет к быстрой поломке инструмента.
Зная основные принципы правильной заточки сверл по бетону, можно вполне сносно подточить инструмент даже в самых что ни на есть «полевых» условиях. Главное — соблюдать предельную осторожность, дабы не получить травму!
Каким способом заточить сверло
В процессе сверления инструмент, которым выполняется такая операция, должен контактировать с обрабатываемым материалом только своими режущими кромками. Именно поэтому заднюю поверхность любого сверла надо заточить под определенным углом, который обеспечивает наличие зазора между ней и дном формируемого отверстия (поверхностью резания).
На сегодняшний день используется три основных метода заточки сверл по бетону, позволяющих придать задней поверхности инструмента определенную форму. Рассмотрим эти способы подробнее.
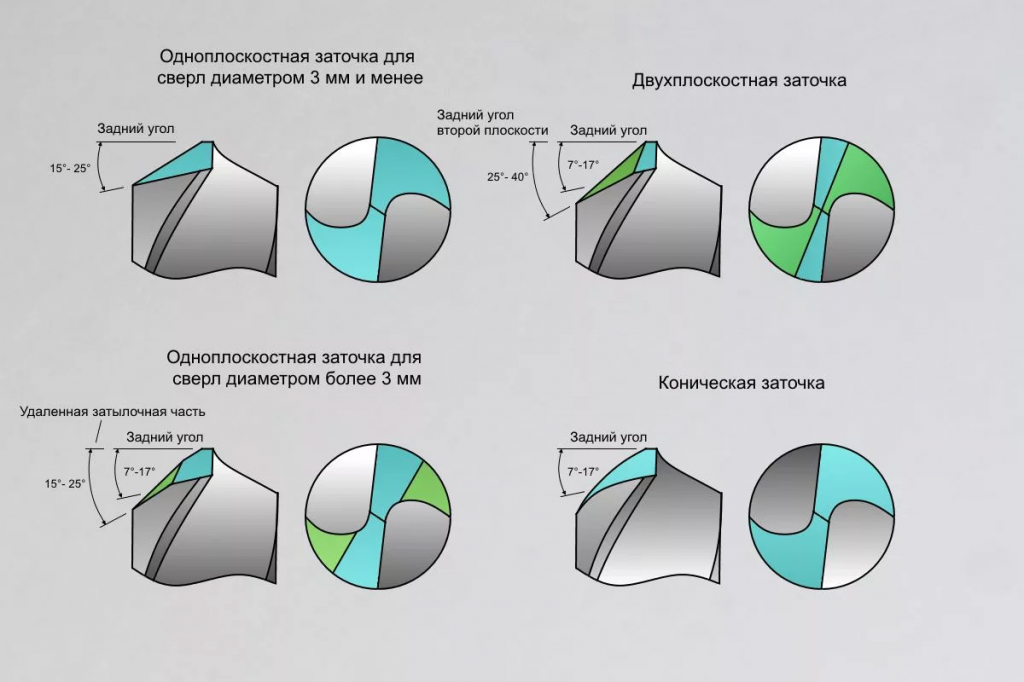
Коническая заточка
Самым распространенным способом восстановления геометрических параметров сверл, используемых для работ по бетону, является коническая заточка. Инструмент, подвергаемый заточке, устанавливается в специальную призму, имеющую возможность перемещения (покачивания) вокруг своей оси, расположенной под определенным углом к рабочей поверхности точильного круга. Задняя поверхность режущей части сверла по бетону приобретает форму конуса с вершиной, расположенной в месте пересечения рабочей поверхности заточного круга с осью качания призмы.

Приспособление для заточки, даже сравнительно простое самодельное, позволяет ровно затачивать режущие кромки сверла
Чтобы заточить сверло по данному методу, необходимо выполнять настройку параметров, указанных в таблице.
- расстояние между осью конуса заточки (осью качания инструмента) и осью самого сверла (h);
- расстояние от вершины конуса заточки (H) до оси сверла;
- угол, с которым скрещиваются ось сверла (o) и ось конуса заточки;
- половина значения угла, расположенного между сторонами конуса заточки (б).
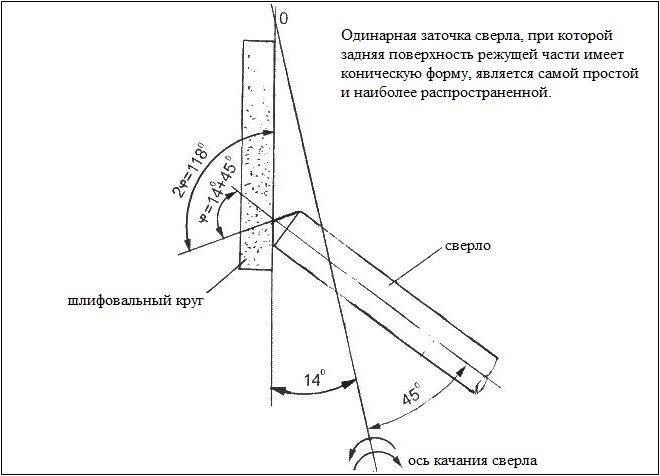
Схема конической заточки сверла
Для конической заточки сверла по бетону можно использовать два метода:
- Вершина инструмента, который надо заточить, располагается ниже, чем вершина конуса заточки. Затачивая сверло по бетону таким образом, используйте следующие настройки: а – 45°, б – 13–15°, H – 1,9 D, h – (0,05–0,08) D. При этом угол «о», находящийся между осью сверла и направляющей конуса, меньше, чем угол между осями инструмента и окружностью, образующей форму точильного круга (φ0).
- Вершина затачиваемого сверла располагается выше, чем вершина конуса заточки. При такой заточке используют следующие параметры: расстояние вершины конуса от вершины сверла (H) – 1,16 D; половина угла при вершине конуса заточки (б) – 30–35°; угол, под которым расположены оси сверла и конуса (о) – 90°; смещение (h) – (0,05–0,08) D; угол φ0 > 0.
Заточенный по данным методикам инструмент для работы по бетону обладает параметрами, указанными в таблице.
Таблица из текста
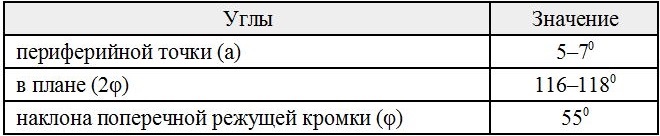
Углы заточки сверла
Величина заднего угла режущей части изменяется при помощи регулировки величины h – расстояния между пересекающимися осями конуса заточки и сверла. Чтобы изменить угол наклона поперечной режущей кромки (φ), необходимо провернуть затачиваемое сверло вокруг его оси, а для изменения угла в плане следует изменить углы «о» и «б». Если увеличить расстояние между осью конуса заточки (h) и осью сверла, то угол «а» увеличится, а углы «φ» и «2φ» уменьшатся. К уменьшению значений φ, 2φ, а также угла «а» приводит увеличение параметров «о», «б» и «H».
Геометрические параметры режущей части сверл с победитовыми пластинами
Конический метод заточки является предпочтительным, так как при его использовании создается более резкий прирост заднего угла сверла. В ходе сверления бетона инструмент совершает вращательное движение и в то же время перемещается вдоль своей оси, поэтому траектория движения каждой из точек режущей части представляет собой винтовую линию. Значение угла «м», под которым такая винтовая линия располагается к плоскости резки без учета осевого перемещения инструмента, определяется по следующей формуле: tg м = S0/nD, где S0 является подачей сверла, измеряемой в мм/об. Из данной формулы становится понятно: чем ближе точка на поверхности режущей части будет располагаться к оси сверла, тем меньше будет задний угол в рассматриваемой плоскости. Такое свойство конической заточки, которое предполагает, что задний угол на участках рабочей поверхности сверла, приближающихся к его оси, увеличивается, способствует повышению его стойкости.
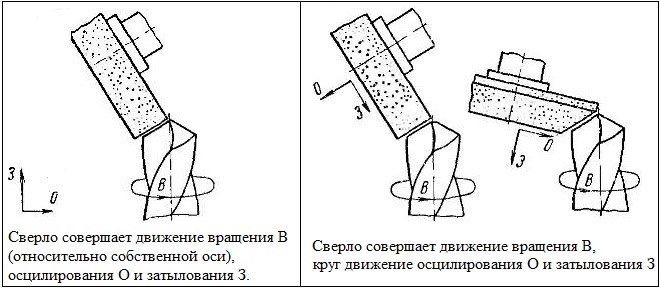
Винтовая заточка
Если стоит задача по автоматизации процесса заточки сверл по бетону, то лучше всего использовать винтовой метод, который предполагает, что им, кроме вращения, также сообщается два поступательных движения, согласованных с вращением точильного круга. Одно из таких движений, которое называется осциллирующим, направлено вдоль образующей точильного круга, параллельно режущей кромке инструмента, в процессе его выполнения задние углы не создаются. Затылующее движение, в ходе которого формируются задние углы рабочей части, совершается по оси сверла.
Винтовая заточка сверла
При выполнении винтовой заточки особенно тщательно надо обрабатывать два участка рабочей части сверла:
- 0-1, расположенный на диаметре сердцевины инструмента и обрабатываемый кромочной частью точильного круга;
- 1-2, обрабатываемый образующей круга.
Для винтовой заточки, как и для конической, характерно увеличение задних углов рабочей части по мере ее приближения к центру сверла. Такая особенность данного метода позволяет, задавая даже небольшие значения задних углов для периферийной области режущей части, получать задние углы требуемого значения в ее центральной зоне.
Поперечная режущая кромка сверл, подвергнутых винтовой заточке, характеризуется невысокой прочностью. Это приводит к тому, что при сверлении твердых материалов (в том числе бетона) они подвергаются активному износу. Между тем при обработке не слишком твердых материалов такие сверла демонстрируют себя очень хорошо.
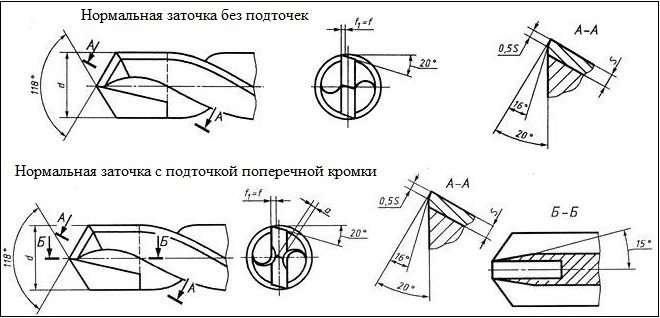
Двухплоскостная заточка
Данный метод заточки сверл применяется преимущественно в тех случаях, когда их планируется использовать для сверления материалов, характеризующихся не слишком высокой твердостью и прочностью. Особенности инструмента с такой заточкой заключаются в том, что при обработке слишком твердых материалов активному износу будет подвергаться перемычка на режущей части, расположенная в центральной части вершины сверла.
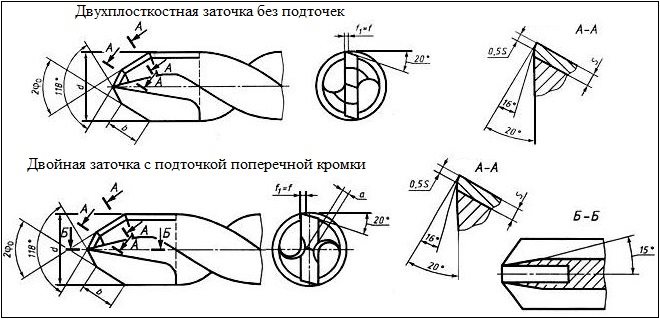
Геометрия двойной заточки победитового сверла
Решая вопрос о том, как заточить победитовое сверло, следует прежде всего учитывать то, какие именно материалы будут подвергаться обработке с его помощью. При этом любой метод заточки предполагает строгое следование рекомендациям по выполнению этой процедуры.
В заключение предлагаем вашему вниманию видео о том, как правильно заточить бур по бетону для перфоратора.
Читайте также: