Угольный электрод для прогрева металла
Обновлено: 04.10.2024
Графитовые электроды в отличии от расходников из других материалов обладают очень весомым преимуществом: они пропускают электричество, не плавясь при этом. Это основное достоинство, которое и предопределяет их выбор для выполнения работ. Графитовые электроды производятся обычными или омедненными, с разными по длине и форме наконечниками.
Наиболее весомые характеристики расходных материалов из графита:
- продукция представлена в торговой сети большим ассортиментом;
- стоимость расходных материалов невысокая;
- малый расход электрода при использовании;
- быстро разогреваются до температур, при которых плавятся металлы;
- при выполнении сварочных работ инвертором для разжигания дуги требуется небольшой ток – 5-10 ампер.
Необходимо подчеркнуть, что сварочный шов, сформированный с применением графитовых электродов, устойчив к воздействию высоких температур, невосприимчив к коррозии. Помимо этого, медная проволока не дает трещин во время сваривания. Графитовые электроды дают возможность качественно соединять не только медные, но и алюминиевые провода.
Однако им свойственны не только преимущества, но и недостатки:
- сварочное соединение с помощью графитовых является достаточно сложным технологическим процессом из-за небольшого диаметра – 6 мм;
- применение графитовых расходных материалов повышает содержание углерода в заготовках. По этой причине могут ухудшаться эксплуатационные характеристики готового соединения;
- конкретный вид наконечника электродов пригоден для выполнения небольшого перечня операций. Поэтому необходим ассортимент расходных материалов в случаях, когда планируется выполнение различных видов работ.



Чем графит отличается от угля
Графитовые стержни для работ по свариванию проводов считаются более практичными, чем угольные. При обработке они удобнее и смогут обеспечить прочное, долговечное соединение.
Рекомендуем к прочтению Как пользоваться электродами ЦЛ-11
У изделий с угольной обмазкой электропроводность ниже из-за повышенного сопротивления. Работа с ними требует от оператора наличия опыта, поскольку во время процесса образуется дуга с повышенной температурой, способная разрушить свариваемую скрутку.
Графитовые электроды серого цвета, с легким оттенком металла. Угольные – черного. Чтобы работать с ними, часто используют держатели. Это немного осложняет процесс сварки.
Для проведения сварочных работ с использованием инверторного аппарата, дополненного регулятором усиления, лучше выбирать расходные материалы из графита. Швы, полученные с их помощью, получаются более прочными, чем при сварке угольными электродами, у них высокая сопротивляемость к окислению.
Сфера использования стержней и особенности работы с ними
Графитовые электроды используются не только в случаях, когда необходимо соединить медные или алюминиевые провода. Сфера их применения намного обширней. К примеру, стержни из графита востребованы для предварительной обработки поверхности перед выполнением сварочных работ, зачисткой кромок, сварка заготовок и целого ряда других видов обработки. Расходные материала данного типа активно используются как в металлообработке, так и в производстве судов.
Графитированные электроды дают возможность эффективно срезать заклепки, прошивать детали из углеродистой и легированной марок стали. Они актуальны при термической обработке (сплавлении) чугуна и стали. Специальные ниппели позволяют соединять электроды между собой, что позволяет организовать непрерывную подачу электродов в рабочую зону. Таким образом, несложно наладить процесс потоковой подачи расходного материала в печь.
Как показывает практический опыт, графитовые стержни при дуговой резке металла или сварке медной проводки уменьшают количество дефектов. Главное требование при использовании расходников данного типа – соблюдение требований техники безопасности и технологического процесса.
Кроме того, применение стержней из графита актуально для выполнения таких операций:
- сваривание тонкого листового проката или заготовок из цветного металла;
- устранение дефектов, образованных во время литья;
- наплавка твердосплавных покрытий к деталям разного назначения.
Нередко работа с графитовыми электродами подразумевает использование присадки. Она может быть ранее уложенной в определенные места сварки или же подаваться в рабочую зону во время формирования шва.
Следует помнить, что для получения высококачественных сварных соединений с использование графитовых электродов, нужно учитывать особенности работы с таким расходным материалом:
- Добиться экономичного расхода стержня и при этом удерживать стабильную дугу длительный период времени легче при прямой полярности. Другими словами, минус подается на электрод.
- При выполнении сварочных работ важно учитывать воздействие внешних факторов на стабильность горения дуги. Это способствует получению лучшего результата.
- При использовании графитовых электродов КПД специалиста будет меньшим, чем во время сварочных работ плавящимися расходниками.
- Сварка графитом дает возможность получать сварные соединения со средними показателями пластичности.
- Не исключается образование пустот внутри швов, что отрицательно сказывается на их прочности и долговечности.
Учитывая сложность технологического процесса, сварочный работы с использование графитовых электродов поручают опытным специалистам. Новичкам для такой работы желательно хорошо попрактиковаться.
Для работы с электродами из графита применяются два технологических приема:
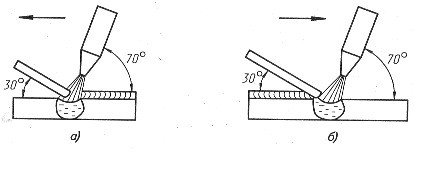
- Подача материала непосредственно в пламя дуги. Присадка располагается между стыком и электродом под углом в тридцать градусов. При этом в рабочую зону первой подается проволока и только после нее – сам электрод. Для ускорения рабочего процесса расходник удерживается под углом 70 градусов.
- Сначала наплавляется валик, состоящий из основного металла. После этого в зону плавления подается присадочный материал. В отличие от первого технологического приема здесь подается прежде стержень и только после него – проволока.
Наибольший недостаток второго способа заключается в том, что существует высокая вероятность образования прожога. Поэтому он не подходит при работе с тонкими заготовками и нежелателен для использования новичками в таком деле. А вот для соединения заготовок с толстыми стенками такая технология подходит.
Работая с графитовыми электродами, специалист должен помнить, что определяющим параметром для их применения является плотность тока. Если в силу каких-либо объективных причин данный показатель выше допустимых норм, то работу следует прекратить. В противном случае с высокой степенью вероятности графит придет в негодность.
Продлить срок службы графитовых электродов несложно. Для этого достаточно с обеих сторон вкрутить специальные удлиняющие ниппели. Благодаря такому решению не только сокращаются издержки на приобретения расходных материалов, но и повышается их надежность.
Виды электродов для сварки медных проводов

Классификация электродов для сварки.
Сварка меди должна осуществляться специализированными электродами. Об угольном уже упоминалось. Кроме него, существуют графитовые электроды. Нужно сказать, что в этом качестве могут выступать угольные щетки коллекторных двигателей, стержни элементов питания и подобные им изделия. Они полноценно заменяют электроды из магазина, разве что на них нет омеднения, но для этих приспособлений придется сконструировать более удобные держатели. Самодельные зажимы типа «крокодил» и для электрода, и для подключения массы не будут так громоздки, как штатные, поэтому ими гораздо легче пользоваться при работе в распределительных коробках. Конечно же, необходимо позаботиться и о надежной изоляции их ручек.
Угольные и графитовые электроды обладают сходством в главном: и у тех, и у других температура плавления более чем в 3 раза превышает температуру плавления меди. Благодаря этому обстоятельству их расход при монтаже электропроводки крайне низок. В то же время электроды нагреваются до высоких температур практически мгновенно, поэтому существует опасность перегрева свариваемого материала, что может привести к нарушению изоляции в кабелях. Все эти факторы необходимо учитывать сварщику, чтобы быть достаточно расторопным при выполнении работы, ведь нескольких мгновений хватит и для того, чтобы надежно скрепить скрутку, и для того, чтобы привести в негодность часть проводки.
Регулировка силы тока
Для сварки проводки сила тока регулируется в диапазоне значений от 30 до 120 ампер. Большинство представленных на рынке инверторов обладают таким набором параметров и подходят для выполнения работы.
Точное значение тока специалист подбирает отдельно в каждом конкретном случае опытным путем. Подобный подход обусловлен следующими факторами:
- каждая модель инвертора имеет свои конструктивные особенности, которые влияют на рабочие характеристики. Очень важно предварительно ознакомиться с рекомендациями производителей, изложенных в инструкции;
- в бытовой сети не всегда напряжение составляет нормативные 220 вольт. Оно может быть как меньшим, так и большим;
- кабель от разных производителей отличается по своему составу. Хотя отличия и незначительные, они влияют на сварочный процесс.
Результаты сварочных работ с использованием графитовых стержней во многом определяется квалификацией сварщика. Необходимо точно знать оптимальные показатели силы тока, характерные для жил определенного сечения:
- проводка диаметром 1,5 мм сваривается инвертером, настроенным на 70 ампер;
- когда возникает необходимость соединить три жилы такого же размера (1,5 мм), то силу тока следует увеличить до 81-91 ампера;
- при сваривании трех частей проволоки с диаметром 2,5 мм сила тока устанавливается в диапазоне значений 81-101 ампер;
- сила тока в пределах 101-121 ампера подходит для соединения четырех медных жил толщиной в 3 мм.
Материал стержней
Стержни электродов для сварки меди и ее сплавов производят из проволоки и прутков, состав которых соответствует требованиям, изложенным в ГОСТ 16130—90. В основном это медь или бронза. Часто используются в производстве сплавы металлов.
- Медные стержни делаются диаметром 2-6 мм, они могут быть обернуты жестью 0,3-,05 мм толщиной. На них наносится разного рода покрытие, например, основное или рутиловое. Для электрода Комсомолец-100 стержень делается из меди М1.
- Бронзовые стержни делаются в основном из металла марки БрКМц-3-1. Покрывают их смесью разных веществ. Они могут производиться и из оловянно-фосфористой бронзы Бр.ФО 4-03.
- Бронзовые стержни обеспечивают создание шва отличного качества. Они хуже раскисляют металл, чем сделанные из меди. Стержни из бронзы могут снизить механическую прочность соединения при определенных условиях.
Сваривание алюминиевой проводки
Графитовый электрод одинаково хорошо подходит для сваривания как медной, так и алюминиевой проводки. Работы по соединению алюминиевых жил выполняются под флюсом – защитным порошком, который при нагревании образует газовую защитную среду. Благодаря применению флюса сварные стыки защищены от контакта с кислородом и не окисляются в процессе работ.
Сила тока выставляется на оптимальное значение. Ток выпрямляется, проходя через диодный мост и фильтр пульсаций. Справедливости ради нужно отметить, что некоторые опытные специалисты могут выполнить такие работы переменным током. Им вовсе не обязательно подбирать нужные параметры опытным путем для выполнения работы. Но при этом качество соединения будет хуже, чем в случае применения постоянного тока.
Классификация электродов из графита
На современном рынке представлены разные марки графитированных изделий, которые отличаются по виду материала, использованному для изготовления. Это в основном графит, но качество его не одинаковое.
Используя разные сорта, получают такие изделия:
- Графитированные стержни для сварки.
- Коллоидно-графитовые изделия.
- Пропитанные – для комплексов «ковш-печь».
- Специальные – для работы с агрегатами высокой мощности, которые используют в крупной промышленности.
Чтобы технологические процессы проходили в нужной последовательности, подбирать материалы надо правильно. При этом учитывается, какой тип электродов подходит для процессов, осуществляемых на производстве.
Рекомендуем к прочтению Характеристики электродов ОЗС-12
Графитированные разновидности удобно применять на металлургических предприятиях. Такие электроды способны обеспечить ввод электрической энергии в процессах, которые связаны с повышенными температурами.

Как правильно варить скрутку кабеля
Одной из первостепенных задач при сваривании скрутки является защита изоляции кабеля от плавления. Универсальное решение заключается в том, что к месту выхода скрутки с изоляции подсоединяется металлический радиатор. Желательно, чтобы он был медным, тогда обеспечивается максимально возможная теплопроводность и наибольший отток избыточного тепла. Точно такой же эффект гарантирован при увеличении площади контакта между радиатором и проводкой.
Перед началом сваривания скрутки требуется выполнения небольшого объема подготовительных работ. Если на изоляции есть лаковое покрытие, то его следует удалить. Скручивать жилы между собой следует максимально плотно. Важно, чтобы они очень тесно контактировали. Оптимальной считается длина скрутки порядка 5-6 сантиметров. Концы жил обрезаются на одинаковом расстоянии, чтобы обе части скрутки попадали в зону сварки.
В том месте, где радиатор контактирует с проводкой, подключается масса. Остается поднести электрод к краю скрутки. Контакт должен быть коротким. Вполне достаточно одной секунды, чтобы на краю скрутки сформировался омедненный шарик из расплава металлов. Точно так же свариваются и другие участки скрутки: методом кратковременного замыкания цепи при помощи графитового электрода.


Технология сварки
Чтобы не допустить оплавления изоляции медного кабеля, нужно к основанию скрутки подсоединить металлический радиатор. Отведение лишней тепловой энергии от скрутки будет осуществлять зажим с плоскостью большей площади, за счет которой и происходит тепловой обмен.
Сварка медных электродов предполагает предварительную подготовку:
- Провода необходимо зачистить — снять оболочку, изоляционный слой. При этом длина оголенных проводов должна получиться не меньше 10 см, в результате сама скрутка будет не меньше 5 см.
При скрутке оголенных проводов нужно добиваться максимальной плотности их соприкосновения. Торцы должны в итоге находиться на одинаковом уровне, чтобы случайно один из проводов не оказался вне соединения. Если нужно, конец скрутки можно откусить плоскогубцами.
К скрутке возле радиатора подсоединяется зажим-масса, к окончаниям свариваемых проводов подносится электрод. Для контактной сварки период контакта должен составлять не более двух секунд. В результате такой пайки на скрутке формируется небольшой наплыв, имеющий сферическую форму. Аналогично соединяются следующие скрутки. Одним из самых надежных способов соединения проводов из меди считается ручная дуговая сварка медными электродами, предназначенными для сварки. Главное преимущество этой технологии — максимальное приближение значения сопротивления на участке соединения к сопротивлению свариваемого материала. Благодаря отсутствию коррозии соединение получается высочайшего качества, с достаточно продолжительным эксплуатационным периодом.
Техника безопасности
Применение угольных (графитовых) электродов дает возможность получать надежные соединения металлов и создавать долговечные изделия. Важно во время выполнения работ придерживаться правил техники безопасности. Наиболее значимые из них:
- Подающийся к кабелям ток при завершении выполнения операций необходимо отключить. Это исключит случайное поражение электрическим разрядом в случае непреднамеренного прикосновения к неизолированному участку проводки.
- Сварочные работы следует выполнять только в специальной защитной одежде и обуви. Помимо этого, необходимо использовать средства индивидуальной защиты – маску, рукавица, отвороты и т.д., которые помогают уберечь глаза и участки тела от ожогов.
- На месте выполнения сварочных работ не должны присутствовать легковоспламеняющиеся материалы. Именно они становятся причиной возникновения пожаров на сварочной площадке.
- После завершения сварки скрутки нужно дать время на остывание проводки. Выждав некоторое время и убедившись, что жилы остыли, можно переходить к следующему этапу работ. Если этого не делать, то получить ожог от случайного прикосновения к горячей скрутке – дело времени.
- Сваренные скрутки по завершению работ нужно изолировать. Для этого используется изолента или термоусадочные трубки.
Общие сведения

Что собой представляет такой сварочный электрод? Это стержень, основной его компонент — коксовый уголь. В его классический состав также включены и другие материалы.
Например, металлический порошок, который делает заготовку прочной, смола — объединяющий компонент. Диаметр его (в зависимости от типа) 1,5-25 мм, а длина – 25 — 300 мм.
Изготовление угольного изделия делится на три этапа: на первом этапе создается «смесь» из всех материалов, затем смеси придают форму, а в конце производства стержни проходят сушку.
Разновидности

Ассортимент диаметров довольно широк
Сейчас омедненный электрод представлен в пяти разных вариантах. Для каждой модификации существует своя область использования. Угольные сварочные электроды бывают:
130 лет в сварке: угольный электрод

Виды сварки
Угольный электрод – вещь сугубо специализированная. Он не может похвастаться повсеместной популярностью и востребованностью среди мастеров сварочного дела, как, например, электроды с металлическими стержнями.
Но в некоторых случаях без угольного расходника не обойтись. Давайте разбираться, в чем его фишки, как он устроен, и для чего применяется угольный электрод.
Внутреннее устройство угольного электрода
Это расходники чаще с круглым сечением, диаметр которого может быть самым разным – от 5-ти до 25 мм. Длина угольников также разнообразна: от 25-ти до 300 мм. Виды с самой большой длиной используются для сварки в труднодоступных местах.
По форме они выпускаются в нескольких вариантах: с круглым, полукруглым, прямоугольной и полой формой сечения. Чаще применяются круглые и полукруглые расходники – с ними сварочный шов отвечает всем требованиям технических стандартов.
У прямоугольных стержней свои задачи: они отлично справляются с ремонтом самого разного рода дефектов стальных поверхностей. Что касается полых расходников, то их фишка – способность формировать в месте сварочного шва канавку в виде буквы U.
Выполнены эти электроды из довольно сложной смеси кокса и угля с различными добавками вяжущего характера типа смолы и специальных элементов типа металлического порошка или стружки для усиления состава.
Технология производства включает в себя отдельные этапы. Сначала формируется смесь, затем из нее формируются стержни. Третьим самым важным технологическим этапом является специальная термическая обработка вновь сформированных стержней. Именно от термического этапа производства зависит качество расходников.

Технологическая схема производства угольных электродов.
Иногда путают две разновидности специализированных стержней: угольные и графитовые электроды. Путать их не нужно, это разные расходники как по своему составу, так и по сфере применения.
Есть еще один вид угольных электродов – так называемые омедненные. Это стержни, покрытые медным напылением. Это делает их более прочными при сохранении всех остальных характеристик в том же виде.
Где применяются?
Главная отличительная особенность угольных расходников – их универсальность. Область применения – разнообразнейшая: от резки металлов до наплавки и сварки. Заготовки могут быть какой угодно формы, сортамент соединяемых деталей намного шире, чем у электродов с металлическими стержнями.
Природа металлов также допускается практически любая:
Сталь
Могут быть сплавы любого направления: нержавеющая сталь, сплавы с низким содержанием углерода, низколегированные или высоколегированнее марки и т.д.
Чугун и бронза
Вполне по силам угольному электроду. Здесь есть технический нюанс: его конец нужно заточить под углом 65°.
Цветные металлы
Здесь тоже нужна заточка кончика расходника, угол в данном случае 30°. Понимающие и опытные сварщики предпочитают для сварки капризных цветных металлов угольные модели, а не традиционную пайку. Делается это из-за более высокого качества соединения – его прочности прежде всего.
Дополнительным преимуществом является экономия времени: сварка угольным электродом требует намного меньше, чем на манипуляции паяльником и припоем с кислотой.
Угольный электрод чаще применятся в промышленных сварочных работах на автоматическом оборудовании. Особенность – редкое подключение переменного тока. Дело в том, что дуга в данном случае весьма неустойчива, причем ее трудно нивелировать.
Если процесс идет на промышленном производстве, там применяются специальные соленоиды мощного калибра для формирования магнитного поля для компенсации. Если же сварка ручная, соленоиды применить невозможно.
Частичная стабилизация дуги может быть достигнута разве что флюсовыми пастами, нанесёнными вдоль линии шва или реза.
Главный источник питания – постоянный ток с подключением прямой полярности, когда плюсовой полюс приходится на заготовке, а минусовой – на угольном стержне. Сила тока нужна не бог весть какая, чтобы сформировать дугу длиной, к примеру, в пять сантиметров, вполне хватит 5 А.

Сварка с помощью угольного электрода.
Если же полярность подключена неправильно – по обратному типу, электрод сразу же целиком перегреется – по всей длине, в результате чего угольная масса выгорает и снижается качество сварочного процесса.
Значительным преимуществом угольных расходников – отсутствие весьма неприятного явления в сварке – прилипания стержня к свариваемой поверхности заготовки. Это происходит благодаря низкой скорости выгорания массы расходника.
Прилипание не происходит даже при нарушениях технологии сварки, что при других методах мгновенно приводит к этой беде. Поэтому угольные электроды являются любимым методом в начальных стадиях обучения сварочному делу.
Научившись работе с данными электродами, можно приступить к методам сварки посложнее, чтобы освоить навыки избегания прилипания электродов.
Как варить угольными электродами: особенности
Прежде всего нужно знать и помнить, что они относятся к неплавким расходникам. Это означает, что по ходу процесса они выполняют роль лишь электрического проводника, но не принимают участия в формировании сварочной ванны в отличие от своих металлических собратьев.
В это трудно поверить, но даже уголь может кипеть. Делает он это при температуре 4200°С, но перед кипением он плавится — также при заоблачных температурах. По ходу сварочных работ угольные стержни разогреваются, но не плавятся и, теме более, не кипят: температура обычной сварки для просто детская.
Здесь уже упоминалось, что при данном способе можно использовать лишь постоянный ток прямой полярности без каких-либо вариантов.
Варка проходит с помощью присадочных материалов двумя способами:
- справа налево, где в общем расположении деталей впереди всегда находится присадка;
- слева направо с присадкой, которая идет по след электрода.
Способ «слева-направо» считается более подвинутым, так как при нем возможна более высокая скорость сварки, благодаря эффективному использованию тепловой энергии. Тем не менее, способ «справа-налево» применяется чаще – он более традиционный, его знают лучше.
Если вид работы специальный и, к примеру, заключается в отбортовке металлических заготовок с тонкими краями, угольники можно использовать без присадки. В таком случае производительность сварки станет значительно выше. При одном, правда, условии: толщина соединяемых листов не должны превышать 3-х мм.
Угольные электроды в домашних мастерских

Схема сварки медной проволоки.
Для работы с ними кустарным образом вполне подойдет традиционный электродуговой сварочный аппарат. Одна из преимущественных сторон – очень скромная сила тока для создания электрической дуги благодаря низкой теплопроводности: вполне хватает 3 – 5 А.
Электрическая угольная дуга может быть протянута на длину до 50-ти мм, ее очень легко и комфортно вести вдоль будущего шва из-за медленного испарения электрода во время сварки и отсутствия эффекта прилипания.
Учиться сварке с угольными электродами на примерах соединения проводов, металлических заготовок с тонкими краями и т.д. – чудесная возможность освоить все навыки быстро и эффективно.
Важный совет: заниматься этим видом сварки нужно только в закрытых помещениях. Дело в том, что дуга в таких технологиях может потухнуть при малейшем дуновении ветра, не говоря уж о газовых потоках, магнитных полях и других факторах внешней среды.
Лучше всего заточить электрод с обоих концов: в этом случае не нужно будет тратить лишнего времени не перестановку расходника в держателе. Кроме того, снизится риск перегрева расходника при сварке.
А с заточенными концами держатель может разворачиваться на 180° при перегреве одного конца, чтобы продолжать работу другим концом. Это позволит в том числе сэкономить на расходных материалах.
Иногда применяют неплавящиеся угольные электроды для сварки шин из меди в трансформаторах на подстанциях. Варят и медные провода, но это главным образом в мелких мастерских кустарного характера.
В качестве присадочных материалов самым лучшим вариантом являются прутки из бронзового сплава. Они бывают с разными диаметрами, которые нужно подбирать, исходя из толщины соединяемых металлических заготовок, которая используется в расчетах по специальной формуле.
Еще одним видом работ, в которых используются угольники, является резка металлов.
Сварка угольными электродами алюминия
Алюминий и его сплавы – одни из самых сложных и капризных металлов для сварочных работ. Угольникам алюминий по силам.
У данного металла низкая плотность в сочетании с высокой теплопроводностью и стойкостью к коррозийным явлениям. Плавится алюминий при низкий температурах – всего 660°С. Трудностью является его интенсивное взаимодействие с кислородом, в результате чего заготовки покрываются оксидной пленкой в виде окиси алюминия.
Именно поэтому данные электроды имеют широкое применение в специализированных цехах электролиза для сварки алюминиевых шин. Чаще применяют швы встык на подкладке из графита.
Если соединяются две алюминиевые поверхности, лучше использовать угольную электродуговую сварку с использованием присадочной проволоки или прутка тоже из алюминия.
Что же касается неприятности в виде оксидной пленки, то с ней без проблем справляются флюсовые смеси, которые добавляются прямо на кромки сварочного шва. Флюс в данном случае – однородная мелкодисперсная смесь.
Особенности использования на практике графитовых электродов

Виды сварки
Выполнить соединение медных проводов можно разными способами, но именно сварка является наиболее эффективным, быстрым и надежным из них.
Созданные таким образом швы характеризуются высокой прочностью, отменным показателями электропроводимости, отвечают нормам и требованиям безопасности, служат долгие годы. Для сварки проводов мастера используют графитовые электроды, обладающие неоспоримыми достоинствами.
Достоинства и недостатки графита
Графитированные электроды способны проводить ток, не плавясь при этом, что случается с проволокой из иных материалов. В этом заключается главная отличительная особенность таких изделий. Электроды из графита выпускаются с наконечниками разных форм и длины, бывают обычными или омедненными.
Опишем наиболее выгодные характеристики электродов данного вида:
- доступная стоимость, широка распространенность;
- экономичный расход;
- материал, из которого создают стержень, не прилипает к соединяемым деталям;
- способность быстро разогреваться до температуры плавления металла;
- для разжигания дуги при работе инвертором потребуется ток в 5-10 А.
Также следует отметить, что сварной шов на медных проводах, изготовленный с применением графитовых электродов своими руками, получается стойким к коррозии, высоким температурам, но сама проволока при этом не склонна к образованию трещин при выполнении работы.
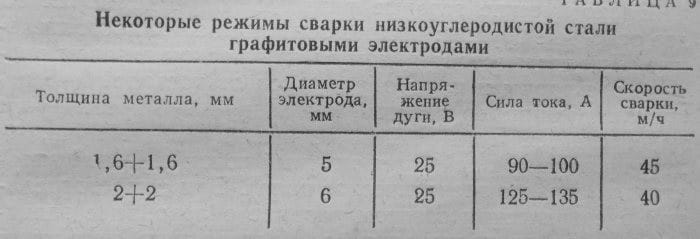
Таблица режимов сварки графитовыми электродами.
С их помощью можно сварить медностержень или алюминиевые провода, но у графитовых сварочных электродов существует несколько недостатков, чего не стоит забывать:
- соединение сваркой с применением графитовых стержней отличается сложностью, поскольку они имеют маленький диаметр ‒ 6 мм;
- эксплуатационные параметры соединяемых деталей могут ухудшиться в связи с повышенной концентрацией углерода в металле, которую провоцирует применение графитовых стержней;
- электроды из графита с определенным видом наконечника нужны для выполнения узкого списка операций, поэтому важно подбирать разные виды такой детали для стержней при выполнении разных видов работ;
Применение стержней и особенности работы с ними
Графитовый электрод нашел применение не только для выполнения сварных соединений проводов: его используют в гораздо более большом перечне операций.
Графитовые сварные стержни необходимы для предварительного обрабатывания металлических поверхностей перед сварочными работами, а также иными видами обработки, резки заготовок из металла, зачистки кромок металла и т.п. Не только металлургия активно использует электроды данного типа, но и судопроизводство.

Сварка угольной дуги.
Электроды для сварки из графита позволяют оперативно и с высокой долей эффективности срезать заклепки, прошивать элементы из легированной, углеродистой стали.
Они также актуальны при плавлении стали и чугуна, а также некоторых сплавов в электротермических печах. А благодаря наличию ниппелей, такие стержни можно соединять между собой, что позволяет наладить непрерывную подачу расходного материала для сварки в печи.
На заметку! Практика показывает, что применение графитовых стержней для сварки медных проводов и для дуговой резки металла позволяет снизить количество брака и дефектов сварных швов. Главное, при работе графитом сварщику важно соблюдать технологию и придерживаться правил безопасности.
Графитовые стержни также актуальны для выполнения иных операций:
- сварные операции с изделиями из цветных металлов, элементов из тонкого металла;
- заварка дефектов, которые появились при нарушении технологии литья;
- наплавка твердосплавных деталей к металлической основе.
Часто графитовые электроды используются для сварки вместе с присадкой, подающейся в процессе выполнения операции или укладывающегося заранее в место расположения шва.
Стоит напомнить, что работа с графитом и сварочным аппаратом имеет свои особенности, которые непременно стоит учитывать для получения долговечных, максимально прочных и надежных сварных соединений:
- Для экономии расхода сварного стержня и поддержания дуги на стабильном уровне при длительной сварке следует использовать прямую полярность.
То есть, подавать минус нужно именно на электрод. - Сварные процессы важно осуществлять с учетом воздействия внешних факторов на стабильность дуги, это позволит добиться лучшего результата.
- При работе с графитовыми электродами значение КПД ниже, чем при работе с плавящимися электродами.
- Сварные соединения при сварке графитом характеризуются средними показателями пластичности.
Также швы могут иметь пустоты, что влияет на их долговечность.
По этим причинам сварку графитом должен выполнять квалифицированный мастер, а новичкам в данных вопросах стоит предварительно хорошенько потренироваться.
Чертеж сварочных работ с применением угольного электрода.
Существует два технологических приема, актуальных для работы с графитовыми стержнями:
- Материал подают прямо в пламя дуги.
При этом сварную проволоку размещают между элементом из металла и электродом под углом 30 градусов и подают несколько раньше, нежели сам электрод. Угол подачи стержня ‒ 70 градусов, что позволяет значительно ускорить процесс выполнения работы. - Мастер наплавляет валик основного металла с применением электрода, после чего в него подается присадка.
Основное отличие данной технологии заключается в том, что первым подается стержень и только после этого проволока.
Опасность применения данного технологического приема для неопытного сварщика состоит в большой вероятности прожога металла, хотя скорость работы при этом очень повышается. По этой причине он больше подходит для операций с металлическими деталями, имеющими толстые стеночки.
На заметку! Электролиз с использованием графита осуществляется исключительно при стабильном токе с прямым подключением.
При работе с электродами из графита важно помнить следующее: определяющий параметр при их использовании – плотность используемого тока. Если максимальное значение данного параметра превышается по каким-либо причинам, графит может испортиться.
Чтобы продлить эксплуатационный срок изделий, с обеих сторон можно вкрутить специальные ниппели для удлинения электрода. Такое решение позволит повысить надежность графитовых электродов и сэкономит денежные средства на приобретение новых стержней.
Регулирование силы тока
Регулировку тока для сварки проводов осуществляют в приделах 30-120 ампер, именно такой диапазон характерен для большинства инверторных сварочных агрегатов.

Схема сварки в среде защитного газа.
Точный ток сварки в любом варианте сварщику приходится определять опытным путем, в связи со следующими факторами:
- любая модель инвертора характеризуется определенными особенностями, поэтому крайне важно внимательно прочесть инструкцию к конкретному прибору;
- напряжение сети конкретного строения может не соответствовать 220 Вольтам;
- в медные жилы проводов входят разные по составу компоненты, если они изготовлены разными производителями;
- опыт мастера во многом определяет результаты сварной операции с использованием графитовых стержней.
Важно знать значения силы тока, при достижении которой можно производить эффективное соединение жил проводов с различным сечением при сварке графитовым электродом:
- при сваривании жил диаметром 1,5 мм2, инвертор настраивают на 70 ампер;
- три проводка с таким же сечением следует сваривать при токе 81-91 ампер;
- сила тока для соединения трех жил с диаметром 2,5 мм2 путем сварки должна достигать 81-101 ампер;
- четыре жилы 3 мм2 свариваются с силой тока в пределах 101-121 ампер.
Сварка алюминиевых проводов
Графитовым электродом осуществляют точечную сварку медных, а также алюминиевых проводов. Операции проводят под флюсом. Это специальный порошок внутри сварной проволоки, который расплавляется и продуцирует защитный газ.

Схема аргоно-дуговой сварки алюминия.
Последний предостерегает сварные кромки от контакта с кислородом и окисления вследствие этого.
Актуальное значение силы тока выставляют с помощью регулятора. Ток выпрямляют посредством применения диодного моста и фильтра пульсаций.
Хотя отметим, что опытные мастера могут соединить провода сваркой даже при переменном токе и без регулировки путем выжидания нужного времени удержания дуги. Но выполнение сварочных работ переменным током дает менее качественный результат.
Как правильно сделать и сварить скрутку?
Важно не допустить плавления изоляционного материала провода, для чего потребуется присоединить радиатор из металла к месту выхода скрутки из изоляции. Чаще остальных подбирают медный вариант, потому что этот металл характеризуется высокой теплопроводностью.
Большая площадь контакта улучшает процесс теплообмена и отводит тепло от скрутки.

Перед началом сварки жил проводов следует осуществить подготовительные работы. Очистите от изоляции и лакового покрытия, если оно присутствует. Скрутку делают максимально плотно, дабы витки тесно контактировали друг с другом.
Оптимальная длина скрутки ‒ 5-6 см. При этом концы проводов отрезают на одинаковом расстоянии, дабы они попали в зону действия сварки.
В месте фиксации радиатора к проводам потребуется присоединить зажим массы агрегата, а после ‒ поднести графитовый электрод к обрезанным краям. Контакт для сварки должен быть максимально кратковременным.
Оптимальное время – 1 секунда, по истечении которой на конце скрутки сформируется участок расплавленной меди в виде шара. Таким же образом поддают сварке с помощью графитовых электродов остальные скрутки жил проводов.
Требования техники безопасности при сварке графитом
Графитовый электрод позволяет создавать надежные соединения деталей разного рода металлоконструкций, но сварку крайне важно осуществлять с учетом норм безопасности.

Схема сварки меди с использованием графитового электрода.
Опишем их подробно:
- ток, подающийся к сварочным кабелям, обязательно следует отключить перед началом работы, дабы предостеречь себя от удара током;
- операции при помощи сварного аппарата нужно выполнять только в специальной одежде, обуви и с применением средств индивидуальной защиты, которые помогут уберечь глаза, руки и кожу тела от ожогов;
- место выполнения работ очищают от легко воспламеняющихся предметов, что позволит избежать риска возникновения пожара;
- после сваривания одной скрутки важно подождать, пока она остынет, и только тогда переходить к работе с последующей;
- чрезмерная спешка и нежелание выждать время, пока остынет первая скрутка, может привести к ожогу на теле сварщика;
- скрутки изолируют после сварки при помощи термоусадочной трубки, изолентой.
Если не придерживаться требований безопасности, описанных выше, при выполнении сварочных работ с графитовыми стержнями, можно получить ожог кожи, сетчатки глаз и т.п.
Подведем итоги
Графитированный электрод ‒ популярный расходный материал, применяемый для выполнения сварных соединений проводов из разных металлов: меди, алюминия, стали, чугуна и т.п.
Работать с графитовыми стержнями непросто, но при достаточном уровне мастерства сварные швы получаются долговечными, стойкими к коррозии, высоким температурам, иным негативным факторам извне.
Отличительные особенности угольных электродов, нюансы применения, плюсы и минусы

Пользователи сварочных аппаратов в основном используют электроды со стальным легкоплавким стержнем.
Но для цветных металлов или U-образных швов необходим стержень из угля.
С помощью него можно варить, резать и плавить. Пришло время узнать о преимуществах этого типа изделий.
- Общие сведения
- Сфера применения
- Разновидности
- Особенности сварки
- Итоги и выводы
Применение угольных электродов
Этот тип электродов используется для создания отверстий в стальных заготовках. Ими выполняется строжка и резка металла, а также сварка медных проводов. Угольные стержни часто применяются в сталелитейной промышленности, судостроении и других подобных сферах.
Очень часто их можно встретить в работах по горячей сварке чугуна и при сварке тонких изделий. При помощи угольных электродов устраняются дефекты литья, что гораздо выгоднее, чем отливать лист металла заново. Стержни применяются для наплавки твердых составов и сварки цветных металлов.
Технология
Сварка медных проводов в домашних условиях возможна как на переменном, так и на постоянном токе. Его напряжение составляет 12-36 В. Обязательное требование — возможность регулировать ток. Подобным требованиям отвечает основная масса сварочных инверторов. Но наилучшим вариантом все равно остается специализированная модель, предназначенная для электриков.
Мощность такой аппаратуры для сварки медных проводов колеблется от 1 до 1,5 кВт. Мощность можно понизить до 30 или поднять до 120 А. Такая техника легче типового инвертора и относительно компактна. Края сварочных кабелей оборудуются особым держателем под угольные электроды. Впрочем, когда уже есть подходящий типовой инвертор, специальный аппарат покупать необязательно.
Заменить стандартный держатель электрода способен всякий мощный зажим, надо лишь изолировать ручки.

В некоторых случаях применяют точечную контактную сварку (продолжительностью не более 2 секунд). Соединение бытовых проводов возможно при помощи простого трансформатора мощностью 0,5 кВт. Напряжение на вторичной обмотке должно варьироваться от 12 до 36 В. Именно к этой обмотке подключают держатель для электрода и проводов. Опытным путем было выяснено такое оптимальное значение силы тока:
- 2 жилы по 1,5 кв. мм – 70 А;
- 3 жилы того же сечения — 80 А;
- 3-жильный кабель на 2,5 кв. мм – от 90 до 100 А.
Подавать ток от 100 до 120 А нужно, чтобы сварить четырехжильный провод сечением 2,5 кв. мм. Но это правило работает не всегда. Каждый производитель может добавлять в продукцию свои особые примеси сообразно рецептуре. Это прямо влияет на теплопроводность и на электрические свойства материала. Точно подобрать параметры работы можно путем экспериментов с отрезами.
Особенности сварки
Для работы такими электродами требуется постоянный ток прямой полярности. При сварке обратной полярностью дуга горит нестабильно и происходит науглероживание металла шва, что отрицательно сказывается на его параметрах. Содержание углерода может повышаться вплоть до 1%.
Во время работы нужно учитывать такие особенности:
- Дуга, возникающая при сварке данными стержнями является очень чувствительной к магнитному дутью, газам и ветру.
- Производительность угольных электродов ниже, чем у обычных металлических плавящихся стержней.
Изделия такого типа применяются также при дуговой пайке. Она может быть прямой (когда дуга образуется между электродом и деталью) или косвенной, с использованием дуги, образованной между двумя электродами.
Омедненные электроды круглого сечения предназначены для резки, строжки и снятия фасок. Стержни с прямоугольным сечением применяются для выравнивания дефектов и зачистки поверхностей.

Обработка дерева и металла
В настоящее время сварка угольной дугой имеет второстепенное значение по сравнению со сваркой плавящимся металлическим электродом. Однако сварка угольной дугой все же имеет промышленное применение. Дуга зажигается между угольным электродом и основным металлом (рис. 1). Обычно применяются постоянный ток и прямая полярность (минус на угольном электроде). Угольный электрод не плавится в дуге, его конец разогревается до очень высокой температуры, создающей мощную термоэлектронную эмиссию. Теплопроводность материала угольных электродов мала, потому возможно поддерживать высокую температуру катода и получать вполне устойчивую дугу уже при токах 3—5 а. Угольная дуга горит очень устойчиво и может вытягиваться до значительной длины (30—50 мм). Электрод сгорает медленно и не прилипает к основному металлу, поэтому работать угольной дугой сравнительно легко и необходимые навыки для выполнения простейших работ приобретаются быстро.
Вид угольной дуги и ее свойства резко изменяются при обратной полярности, когда угольный стержень становится анодом, а основной металл — катодом. Электрод на большом протяжении разогревается до очень высокой температуры; наблюдается усиленное испарение его материала; заостренный конец электрода притупляется и становится плоским. Дуга обратной полярности имеет повышенное напряжение, малоустойчива и не может быть растянута более чем на 10—12 мм при питании от нормальных сварочных генераторов. Дуга прямой полярности практически не науглероживает основной металл, содержание углерода в наплавленном металле даже уменьшается, т. е. происходит выгорание углерода.
Угольная дуга переменного тока, питающаяся от нормальных сварочных трансформаторов, недостаточно устойчива и на практике редко применяется. Угольная дуга легко отклоняется от нормального положения магнитными полями, потоками воздуха, вследствие неоднородности поверхности металла. Для стабилизации положения дуги иногда применяют вспомогательное продольное магнитное поле, создаваемое соленоидом, ось которого совпадает с осью электрода. Этот прием используется главным образом в автоматах.
Для стабилизации положения дуги иногда по линии сварки наносят пасту или порошкообразный флюс, содержащие хорошие ионизаторы дугового разряда; этот способ успешно применяется как при автоматической, так и при ручной сварке. Угольная дуга обладает меньшим тепловым к. п. д., чем дуга металлическая с плавящимся электродом.
Химический состав, структура и механические свойства металла, наплавленного угольной дугой при сварке низкоуглеродистой стали, существенно не отличаются от металла, наплавленного металлическим электродом с тонкой ионизирующей обмазкой. Качество наплавленного металла сможет быть улучшено применением специальных флюсов, наносимых на основной или присадочный металл, но этот метод еще мало разработан. Сварка уголь-ной дугой может быть выполнена с подачей присадочного металла в Дугу (в этом случае у сварщика заняты обе руки) или же без подачи присадочного металла в дугу (у сварщика занята только одна рука). В обоих случаях сварщик работает в шлеме-маске.
Занятость обеих рук в процессе сварки создает неудобства Для сварщика и снижает производительность труда. Поэтому угольная дуга применяется почти исключительно в тех случаях, когда можно обойтись бен подачи присадочного металла в дугу. Это возможно при образовании шва за счет расплавления кромок основного металла или же при помещении присадочного металла на кромки шва до сварки. В этом случае при сварке стали малых толщин (1—3 мм) сварщики достигают рекордной для ручной сварки производительности труда — до 50—70 м/ч сварного шва (рис. 1).
Разновидности угольных электродов
Среди угольных электродов представленных на рынке, можно найти несколько разновидностей:
- Круглые стержни с добавлением меди. Применяются в разных сферах и могут иметь диаметр от 3,2 до 19 мм.
- Бесконечные омедненные. Очень экономичные изделия, которыми можно работать в течение долгого времени. Для них нужна специальная машинка. Диаметр 8 — 25 мм.
- Омедненные плоские. Имеют квадратное или прямоугольное сечение диаметром до 25 мм.
- Полукруглые с добавлением меди. Эти стержни применяются чаще всего. С одной стороны они плоские, с другой круглые. Это позволяет использовать их для любых задач. Диаметр может быть от 10 до 19 мм.
- Полые омедненные. Применяются для стружки и создания U-канавок. Их диаметр может варьироваться от 5 до 13 мм.
Сварка медных жил проводов графитовым электродом
В современном соединении проводов все больше находит применение угольный электрод для сварки концов медных проводов. Этот способ заменяет устаревший метод спаивания медных жильных скруток. При этом не требуется применение припоя и флюса.
Задача сварки такая же, как и при пайке – это обеспечение надежного и долговечного контакта между двумя, а то и несколькими проводами, так как обычным соединением добиться этого невозможно. На поверхности меди со временем непременно появляется пленка из-за окисления. После процесса сваривания место соединения жил сваривается отличительно, чем при спаивании, спайка происходит лишь на кончике. Однако и такой образованный контакт при завышенной нагрузке предотвращает перегрев сваренных жил кабелей.
Графитовый электрод для сварки
Из-за своих технических характеристик графитовый электрод легко режется, медленнее расходуется, не растрескивается при сварке.
Как показывает практика, сварка жил проводов производится в распределительных коробах. Расположение коробок довольно высоко, поэтому вам для сварки необходимо будет использовать сварочное переносное оборудование.
Применяют для этих целей промышленные аппараты, применение которых целесообразно в профессиональном плане. Если есть возможность, то можно собрать сварочный аппарат самому. Однако, для большинства отлично подойдут аппараты инверторного типа, которые в большом ассортименте представлены в магазинах. Они компактны, мобильны, легки и к тому же есть регулировка нужного вам тока сварки.
Состав и технические характеристики
Основным компонентом угольных стержней является угольный кокс. Помимо него, в составе есть металлический порошок, придающий электроду прочность и смола, соединяющая все компоненты. Диаметр таких электродов может быть различным — от 1,5 мм до 300 мм.
Помимо размеров и сечения, угольные электроды имеют и другие параметры:
- Сила тока, которая подается на электрод. Она зависит от материала и оборудования, с которым вы работаете.
- Формы и размеры канавок. Они зависят от конца стержня и его размеров. Самыми популярными являются большие электроды, которыми можно работать с массивными деталями.
- Толщина среза зависит от мощности тока. Но здесь нужно внимательно следить за тем, чтобы изделие выдержало и не проплавилось.
Чипгуру
А расскажите про сварку угольным электродом?
Модератор: Pavel83
А расскажите про сварку угольным электродом?
А расскажите про сварку угольным электродом?
А расскажите про сварку угольным электродом?
Тоже жду подробный рассказ. Или в общих чертах.
А расскажите про сварку угольным электродом?
А расскажите про сварку угольным электродом?
А расскажите про сварку угольным электродом?
Ну почти,в основновном сдувание насранного пред идущими сварщиками, но и фаски канавки тоже делают. Специфика ближе к кислородному резаку.
Один раз я был сильно впечатлен, кромсали краза в металолом но там электроды были трубчатые,и с обратной стороны подавался воздух под давлением, , заклёпки с рамы этого мастадонта выдувало за несколько секунд.
Наиболее популярные марки
На рынке можно встретить 2 основные разновидности угольных электродов. Это СК и ВДК. Они соответственно предназначены для обычной и воздушно-дуговой сварки.
На российском рынке чаще всего встречаются электроды Arcair от Esab. Ими выполняются такие работы:
- устранение дефектов;
- ремонт изделий и конструкций;
- удаление швов;
- подготовительные работы;
- удаление лишнего материала;
- обрезка лишней арматуры и фрагментов изделий.

На этом видео можно увидеть, как выполняется воздушно-дуговая сварка:
Применение в домашних мастерских
Для работы с угольными электродами в домашних условиях подойдёт стандартный элекродуговой сварочный аппарат. Так как теплопроводность угольных стержней мала, можно создавать дугу при силе тока всего в 3-5 Ампер.
Причём эта электродуга при необходимости вытягивается в длину в 30-50 миллиметров. Электрод испаряется медленно и не липнет к металлу, поэтому вести угольную дугу по направлению будущего шва достаточно легко.
Навыки, нужные для выполнения простых работ (таких как сварка проводов, сварка тонких металлических пластин и так далее), приобретаются в данном случае очень быстро.
Варить домашним мастерам следует не на улице, а строго в закрытых помещениях. Угольная дуга реагирует на дуновения ветра, газовые потоки, магнитные поля и другие воздействия.
Чтобы не тратить время на перестановку электрода в держателе и чтобы он не слишком нагревался при сварке, его можно заранее заточить с обоих концов. Когда один конец перегреется, электродержатель поворачивается на 180 °, и сварка продолжается другим концом.
Мастерам, у которых в наличии не слишком много расходных материалов, следует воспользоваться данным советом.
Угольные и графитовые электроды некоторые специалисты используют, чтобы варить медные шины на трансформаторных подстанциях. А в домашних кустарных мастерских такими электродами можно, например, сваривать медные провода.
Хорошим присадочным материалом в данной ситуации станут бронзовые прутки. Диаметры таких прутков подбираются в зависимости от толщины свариваемых деталей и рассчитываются по специальным формулам.
Вдобавок ко всему угольными электродами можно выполнять не только сварочные работы, но и операции по резке металлических изделий.
Работа с алюминием
Угольными электродами соединяют даже алюминиевые изделия, которые традиционно считаются сложными для сваривания. Алюминий обладает малой плотностью, значительной теплопроводностью и стойкостью к коррозии.
Плавится этот металл при температуре 660 °C, к тому же он достаточно хорошо сочетается с кислородом, из-за чего покрывается плёнкой окиси алюминия (химическая формула – Al2O3).
Наличие такой плёнки, а также лёгкость образования трещинок и пор в металле шва – главные трудности, с которыми сталкиваются при сварке алюминия. Но применение угольных электродов позволяет справляться с ними.
В частности, именно такой способ используют для соединения алюминиевых шин в цехах электролиза. Сваривают шины традиционно встык на подкладке из графита или алюминия.
По бокам шин монтируют графитовые пластины с вырезами напротив шва. Данные вырезы дают возможность вывести конечную и начальную точку шва за границы рабочего сечения.
При сварке алюминиевых поверхностей угольной дуговой сваркой присадочным материалом служит проволока или пруток из того же металла. Для того чтобы окисная плёнка не мешала и не повлияла на результат, на кромки шва добавляют флюс марки АФ-4А, который представляет собой однородный мелкодисперсный порошок белого цвета.
Читайте также: